
Рассмотрим некоторые общие геометрические и технологические основы программирования для процессов фрезерной и токарной обработки.
На универсальных фрезерных станках инструмент устанавливается, как правило, параллельно главным осям. Эти оси, находящиеся под прямым углом по отношению друг к другу, ориентированы на траектории главных направляющих станка в соответствие с DIN 66217 и ISO 841. Положение установки инструмента образует соответствующую рабочую плоскость.
В качестве стандартной системы координат принята правая прямоугольная декартовая система, связанная с заготовкой, установленной на станке, и согласованная с главными линейными направляющими этого станка. Положительным направлением движения рабочего органа является направление, которое увеличивает расстояние между заготовкой и инструментом.
Осью Z всегда считается ось шпинделя, передающего силу резания. Ось X должна быть горизонтальной (если возможно) и параллельной поверхности, на которой закреплена заготовка, если этому условию соответствуют две оси, то осью X считается та, по которой возможно большее перемещение. Если ось Z вертикальная, то положительное перемещение по оси X будет вправо, а если горизонтальная – то влево. Положительное направление движения по оси Y должно быть выбрано по правилу правой прямоугольной системы координат.
Написание управляющей программы для токарного станка ЧПУ Fanuk.Урок2 Круговая интерполяция G02 G03
Для определения координатных осей и их положительных направлений для конкретного станка применяют правило правой руки: согнутый средний палец отождествляют с осью Z, указательный – с осью Y, отогнутый в сторону большой – с осью X; концы этих пальцев указываю положительное направление осей.
Положительное направление углового поворота вокруг координатной оси определяют по правилу правого винта (буравчика).
Начало стандартной системы координат станка обычно совмещают с базовой точкой узла несущего заготовку. Эта точка находится в максимально положительном положении по всем осям координат.
В соответствии с вышеописанными правилами система координат вертикально-фрезерного станка с ЧПУ будет выглядеть следующим образом: ось Z – вертикально вверх, ось X – горизонтально вправо, ось Y – горизонтально от нас (рис5.1).

Рис 5.1 Фрезерная обработка.
На универсальных токарных станках инструмент, как правило, встраивается параллельно основным осям. Эти оси, находящиеся под прямым углом по отношению друг к другу, ориентированы на траектории главных направляющих станка в соответствие с DIN 66217 и ISO 841. При токарной обработке применяется плоская система координат, осью шпинделя является ось Z, а вторая ось X.

Рис 5.2 Токарная обработка
Так как диаметр вращающихся заготовок контролируется относительно просто, то задание размера поперечной оси связано с диаметром. Профессиональный рабочий сможет, таким образом, сравнить истинный размер непосредственно с размерами чертежа.
Программирование станков с ЧПУ. Урок 2. G и M коды
В современных станках с ЧПУ существует понятие о трех системах координат: станка, детали и инструмента. Все системы одинаково направлены в соответствии с вышесказанным, но имеют различные точки начала отсчета (Рис 5.3).
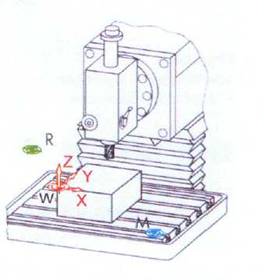
Рис 5.3 Размещение базовых точек станка с ЧПУ.
Система координат станка. Нулевая точка станка М определяется изготовителем и не может быть изменена. При фрезеровании она обычно находится в плоскости XY в углу стола станка, а по оси Z максимально высокая координата. При токарной обработке на пересечении опорной поверхности передней части шпинделя с осью вращения.
Система координат заготовки. Нулевая точка заготовки W, называемая также нулевой точкой детали, является началом системы координат для написания программы. Она может выбираться свободно и должна быть расположена при фрезеровании там, откуда на чертеже исходит большинство размеров. При токарной обработке нулевая точка заготовки всегда лежит на оси вращения шпинделя и, как правило, на торцевой поверхности детали.
Для синхронизации работы систем координат используют общую для двух систем точку – референтную точку. Выход в референтную точку R происходит для приравнивания к нулю системы измерения, так как не всегда можно выйти в нулевую точку станка М (существует возможность столкновения заготовки с инструментом). Таким образом, ЧПУ получает свою опорную точку в системе измерения перемещения.
Рассмотрим геометрические особенности фрезерной и токарной обработки.
При составлении управляющей программы для станка с ЧПУ могут быть использованы как абсолютные, так и относительные задания размеров. При воде абсолютных размеров точкой отсчета является нулевая точка детали. При вводе относительных размеров точкой отсчета является последняя запрграмированая точка.
Для определения местоположения точки применяются различные виды систем координат. Декартовая система делятся на: плоскую для токарного оборудования (ввод координат X и Z) и пространственную для фрезерного (ввод координат X, Y, Z). Также существует возможность программирования в полярной системе – ввод длины и угла.
Система координат инструмента предназначена для задания положения режущей части относительно положения нулевой точки инструментальной державки, которая выбирается изготовителем с учетом особенностей станка.
Рис. 5.4 Примеры наладки токарного инструмента.
Рис. 5.5 Примеры наладки фрезерного инструмента.
В процессе наладки инструмента относительно заготовки (определения точки привязки) необходимо выбрать траектория какой точки будет описана в программе. Так при наладке отрезного резца возникает вопрос, какая из двух вершин является основополагающей? Ответ на этот вопрос зависит от конструкции обрабатываемой детали, но обычно точка привязки расположена, как показано на рисунке (Рис 5.4).
Система координат инструмента фрезерного станка должна характеризовать инструмент по двум независимым величинам: длина инструмента и радиус (рис5.5). Длина инструмента (вылет) необходимая для всех инструментов величина, а вот радиус инструмента необходим только в случае контурной фрезерной обработки и бесполезен в случае работы любым осевым инструментом. Нулевая точка обычно находится на пересечении оси вращения шпинделя с терцем инструментальной оправки.
Таким образом, при обработке на станке с ЧПУ можно выделить три координатные системы. Система координат станка служит для определения положения базовых точек отдельных узлов станка. Система координат инструмента определяет положение режущей части инструмента. Система координат детали назначается технологом и определяет область программирования.
Первые две системы используются ЧПУ для управления электроавтоматикой станка, то есть в процессе обработки детали фактически происходит перемещение базовой точки инструментального блока в системе координат станка. Третья система координат является главной при написании программы и определяется относительно первых двух.
1.10 Структура программы
Используется программирование ЧПУ для станков в соответствии с DIN66Q25. Управляющая программа (УП) ЧПУ является последовательностью программных кадров, сохраненных в системе управления. При выполнении обработки детали эти кадры считываются и проверяются системой в запрограммированном порядке. Соответствующие управляющие сигналы поступают на станок в виде команд.
Задание команд приводит либо к движению инструмента, либо к включению/отключению различных двигателей. Группа команд на каждом шаге последовательности называется кадром. Программа состоит из групп кадров для серии операций обработки. Кадр может содержать одно или несколько слов, слово в свою очередь состоит из буквенного адреса и численного значения.
УП ЧПУ сострит из:
· Комбинаций чисел (для адресов осей частично со знаком)
Значение стандартных адресов:
ABC- угловые перемещения вокруг осей XYZ
F-функция подачи, шаг резьбы
H- не определена
IJK-параметры круговой интерполяции вдоль осей XYZ
L- не определена
M- вспомогательная функция
N- номер кадра от 1 до 9999
O- номер программы от 1 до 9499 для программ обработки и подпрограмм;
PQ- не определены
R- величина радиуса, параметры цикла
S- скорость главного движения
T- функция инструмента
UVW- вторые функции перемещения по осям XYZ (позиционные данные в значениях с приращениями).
XYZ- перемещения по осям (X также время)
Структура кадра: N__ G__X__.__Y__.__Z__.__F__.__M__S__T__;
Программирование станков с ЧПУ может быть, как оперативным – программа состовляестся человеком непосредственно на станке, так и автоматизированным когда программа состовляется компьютером по чертежу детали автоматически. Оперативное программирование больше относится к процессу подготовки станка к работе, поскольку для обработки основных групп деталей программирование ведется непосредственно с чертежа у станка. В настоящее время, на рынке программных продуктов России, предлагается довольно значительное количество САМ — систем (Computer Automation Manufacturing — системы автоматизированной разработки управляющих программ). Их использование является наиболее предпочтительным, однако не у всех есть возможность приобрести систему.
Разработка управляющей программы (УП) сводится к определению технологической последовательности стандартных блоков обработки.
Блок обработки — это фрагмент управляющей программы, выполняемый одним инструментом на одной или нескольких поверхностях.
• Наружная черновая обработка
• Наружная чистовая обработка
• Сверление с дроблением стружки
• Нарезание резьбы метчиком
• Нарезание наружной резьбы резцом
Каждый блок содержит:
1. Координаты точки смены инструмента, установка инструмента
2. Подход к исходной точке
4. Отход в точку смены инструмента
Если тяжело разрабатывать УП с листа чертежа, то можно вначале записать последовательность блоков обработки в виде таблицы с указанием в ней режимов резания в соответствии с выбранным инструментом.
Вспомогательная функция M.
Вспомогательная функция М предназначена для программирования пуска шпинделя, конца программы, остановки шпинделя и так далее. Выбор определяется спецификацией изготовителя станка. Если задан адрес М с последующим числом, то происходит передача кодового и стробирующего сигналов. Эти сигналы используются для включения/выключения питания на электродвигатели. Поэтому в одном кадре можно задать только один М код.
· М0- программируемый останов – автоматический режим работы прерывается после выполнения кадра содержащего М0, но вся модальная информация остается неизменной. Возобновить циклическую операцию можно нажатием кнопки «Пуск».
· М1- останов с подтверждением – по аналогии с М0 автоматическая операция прерывается после выполнения кадра, содержащего М1. Этот код действует только после нажатия на переключатель Optional stop (Подтверждающий останов) на пульте станка.
· М2, М30- конец программы – автоматическая операция прерывается, и ЧПУ перезагружается (происходит перемотка программы и отключение всех элекродвигателей).
· М3- вращение шпинделя по часовой стрелке (вращение шпинделя для нарезания правой резьбы метчиком)
· М4- вращение шпинделя против часовой стрелке (вращение шпинделя для нарезания левой резьбы метчиком)
· М5- останов вращения шпинделя
· М6- смена инструмента – используется в случаях когда нет возможности произвести смену инструмента без предварительной подготовки инструментального магазина
· М8- включение СОЖ
· М9- выключение СОЖ
· М19- ориентированный останов шпинделя – происходит фиксированный останов шпинделя на ноль метке датчика обратной связи
· М98- вызов подпрограммы – происходит переход из основной программы в подпрограмму
· М99- конец подпрограммы – происходит возврат в основную программу
ТОКАРНАЯ ОБРАБОТКА
На токарных станках с ЧПУ без дополнительной оснастки можно выполнять ряд операций трудноосуществимых или невыполнимых вовсе на токарно-винторезных станках с ручным управлением. К таким операциям относится обработка конических и сферических поверхностей, многоинструментальная обработка (десять и более инструментов).
Принципиально на станках с ЧПУ могут быть реализованы разнообразные схемы перемещения инструмента для нарезания одно- и многозаходных цилиндрических и конических резьб. Кроме этого винтов различного профиля с постоянными или изменяющимися по заданному закону шагами винтовых поверхностей.
Если рассматривать обрабатывающий центр на базе токарного станка с ЧПУ то добавляется еще целый ряд возможных операций, таких как: фрезерные, сверлильные, зубонарезные. Таким образом, современный токарный станок с ЧПУ помимо роста производительности в масштабах серийного производства, позволяет значительно упростить технологический процесс изготовления изделия.
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Источник: studopedia.ru
Презентация на тему Лекция 1 2 Программирование обработки на многоцелевых станках Формат кадра
Особенности программирования на многоцелевых станкахРазнообразие операций в цикле обработки одной детали (фрезерование, сверление, точение, резьбонарезание и др.); 2. Большое количество вспомогательных переходов, связанных с заменой инструмента, смещениями и поворотами обрабатываемой детали,
- Главная
- Разное
- Лекция 1 2 Программирование обработки на многоцелевых станках Формат кадра
Слайды и текст этой презентации
Слайд 1Лекция 12 Программирование обработки на многоцелевых станках Формат кадра. Подготовительные
функции: команды общего порядка, выбора плоскости обработки, коррекции инструмента, смещения
нуля, постоянных автоматических циклов, задания размеров, режимов обработки. Вспомогательные функции. Программирование размерных перемещений.
Слайд 2Особенности программирования на многоцелевых станках
Разнообразие операций в цикле обработки одной
детали (фрезерование, сверление, точение, резьбонарезание и др.);
2. Большое количество
вспомогательных переходов, связанных с заменой инструмента, смещениями и поворотами обрабатываемой детали, заменой столов-спутников, выводом элементов станка в заданные фиксируемые положения, целевым управлением отдельными приводами и др.
3. Покадровое составление УП — крайне трудоемкий и сложный процесс вследствие сложности формата кадра УП, который может включать одновременно два-три десятка адресов, причем в кадре может быть несколько одинаковых адресов, в частности адресов подготовительных G и вспомогательной М функций.
Слайд 3Формат кадра
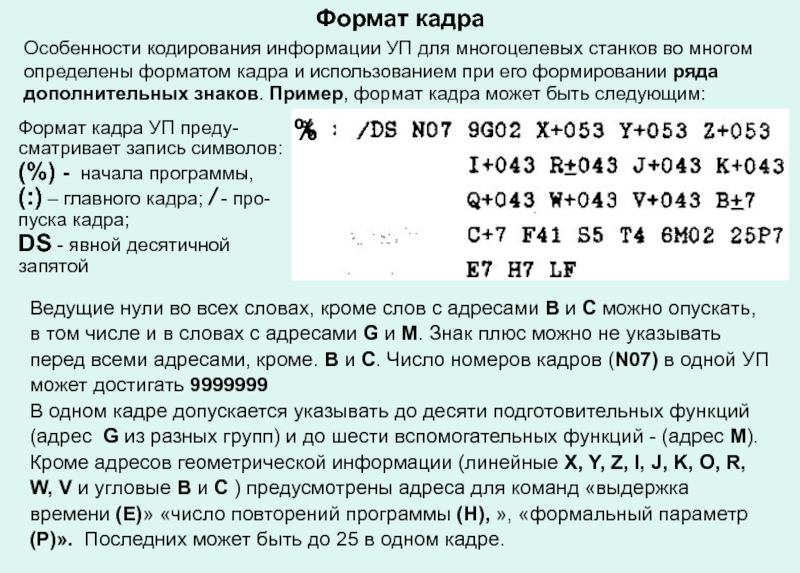
Особенности кодирования информации УП для многоцелевых станков во
многом определены форматом кадра и использованием при его формировании ряда
дополнительных знаков. Пример, формат кадра может быть следующим:
Ведущие нули во всех словах, кроме слов с адресами В и С можно опускать, в том числе и в словах с адресами G и M. Знак плюс можно не указывать перед всеми адресами, кроме. В и С. Число номеров кадров (N07) в одной УП может достигать 9999999
В одном кадре допускается указывать до десяти подготовительных функций (адрес G из разных групп) и до шести вспомогательных функций — (адрес M). Кроме адресов геометрической информации (линейные X, Y, Z, I, J, K, O, R, W, V и угловые В и С ) предусмотрены адреса для команд «выдержка времени (Е)» «число повторений программы (Н), », «формальный параметр (Р)». Последних может быть до 25 в одном кадре.
Формат кадра УП преду-сматривает запись символов: (%) — начала программы,
(:) – главного кадра; / — про-пуска кадра;
DS — явной десятичной запятой
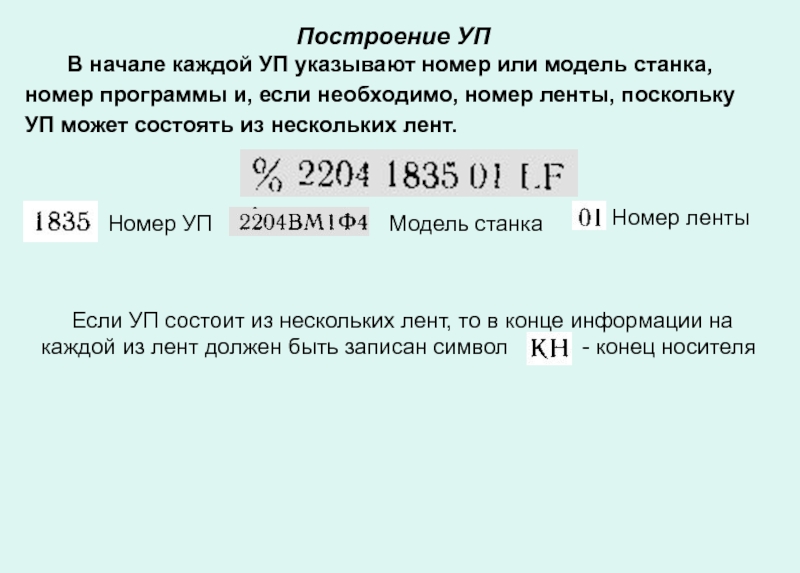
Слайд 4Построение УП
В начале каждой УП указывают
номер или модель станка, номер программы и, если необходимо, номер
ленты, поскольку УП может состоять из нескольких лент.
Если УП состоит из нескольких лент, то в конце информации на каждой из лент должен быть записан символ — конец носителя
Слайд 5 Главный кадр – (:) характеризует исходное состояние СЧПУ
перед началом или возобновлением какой-либо обработки, устанавливает исходное состояние команд
групп G и M . В ряде случаев главный кадр в УП указывают сразу после смены очередного инструмента, определяя обработку каждым инструментом как отдельную часть программы. В главном кадре должна быть повторена информация, заданная ранее и необходимая для работы очередным инструментом.
Удобство применения главного кадра состоит в том, что после отключения станка оператор может начать обработку, ориентируясь на главный кадр без предварительного просмотра управляющей программы в поисках команд, необходимых для дальнейшей работы.
При подготовке УП для многоцелевых станков с ЧПУ особое внимание уделяют выделению главных кадров — символ « : »; пропус-ка (выпадающих) кадров — символ « / », а также информации, заключаемой в круглые скобки,— символы « (» и «)»
Слайд 6
Выпадающие кадры (пропуски кадров с подтверждением) указывают
символом (/). По необходимости они могут быть отработаны или не
отработаны, на станке. Для соответствующей команды на пульте УЧПУ имеется кнопка с символом (/). При нажатии этой кнопки кадры программы (например, / N40 G01. /N41 X-…) помеченные знаком (/) выполняются. Выпадающие кадры могут быть как главными, так и очередными; их обозначают соответственно (/ : N) и (/N)
Использование в УП выпадающих кадров позволяет программисту одной УП описать обработку деталей, отличающихся друг от друга каким-либо элементом, включить дополнительные перемещения инструмента, необходимые при отладке программы, например отходы инструмента в фиксированные точки. Выпадающие кадры могут быть применены в случае, когда технолог-программист при составлении УП не может однозначно решить какие-либо вопросы, например, установить число рабочих ходов при фрезеровании, когда имеется значительный разброс припусков на обработку, либо определить условия обработки отверстий, связанных с сопряженными деталями, и т. д.
Слайд 7
В первом случае необходимо заложить в УП
число ходов фрезы по максимальному припуску, но первые ходы запрограммировать
в кадрах со знаком (/).
Во втором случае обработка отверстий, вызывающих сомнение, программируется в выпадающих кадрах и т. п.
Для многоцелевых станков с ЧПУ кадры в исходной программе рекомендуется нумеровать так, чтобы младшая цифра в номере была равна нулю или пяти, т. е. через десять или через пять. Это позволяет при редактировании программ вставляемым кадрам присваивать номера, отличающиеся младшей цифрой. Например, до редакции было
Номера главного и последующих кадров должны иметь возрастающий порядок.
Слайд 8
Для занесения в текст
программы информации, не предназначен-ной для считывания системой ЧПУ, но необходимой
в распечатке, ее заключают в скобки: левая круглая скобка «(» означает, что информа-ция, следующая за ней, не предназначена для считывания и отработки, а правая круглая скобка «)» указывает, что последующая информация будет считываться устройством.
Информация, вносимая в скобки, может включать: название инструмента в кадре смены, его запрограммированные размеры, вылеты по осям, координаты контрольных точек, дополнитель-ные указания наладчику и т. п. Информация в скобках должна кодироваться символами, входящими в набор символов кода ИСО, она может быть расположена только в тексте основной программы.
Источник: theslide.ru
Программирование обработки на многоцелевых станках

1. Лекция 12 Программирование обработки на многоцелевых станках Формат кадра. Подготовительные функции: команды общего порядка, выбора плоск
Лекция 12
Программирование обработки на многоцелевых
станках
Формат кадра. Подготовительные функции: команды
общего порядка, выбора плоскости обработки, коррекции
инструмента, смещения нуля, постоянных автоматических
циклов, задания размеров, режимов обработки.
Вспомогательные функции. Программирование размерных
перемещений.
2. Особенности программирования на многоцелевых станках
1. Разнообразие операций в цикле обработки одной детали
(фрезерование, сверление, точение, резьбонарезание и др.);
2. Большое количество вспомогательных переходов, связанных с
заменой инструмента, смещениями и поворотами
обрабатываемой детали, заменой столов-спутников, выводом
элементов станка в заданные фиксируемые положения,
целевым управлением отдельными приводами и др.
3. Покадровое составление УП — крайне трудоемкий и сложный
процесс вследствие сложности формата кадра УП, который
может включать одновременно два-три десятка адресов,
причем в кадре может быть несколько одинаковых адресов, в
частности адресов подготовительных G и вспомогательной М
функций.
3.
Формат кадра
Особенности кодирования информации УП для многоцелевых станков во многом
определены форматом кадра и использованием при его формировании ряда
дополнительных знаков. Пример, формат кадра может быть следующим:
Формат кадра УП предусматривает запись символов:
(%) — начала программы,
(:) – главного кадра; / — пропуска кадра;
DS — явной десятичной
запятой
%
Ведущие нули во всех словах, кроме слов с адресами В и С можно опускать,
в том числе и в словах с адресами G и M. Знак плюс можно не указывать
перед всеми адресами, кроме. В и С. Число номеров кадров (N07) в одной УП
может достигать 9999999
В одном кадре допускается указывать до десяти подготовительных функций
(адрес G из разных групп) и до шести вспомогательных функций — (адрес M).
Кроме адресов геометрической информации (линейные X, Y, Z, I, J, K, O, R,
W, V и угловые В и С ) предусмотрены адреса для команд «выдержка
времени (Е)» «число повторений программы (Н), », «формальный параметр
(Р)». Последних может быть до 25 в одном кадре.
4.
Построение УП
В начале каждой УП указывают номер или модель станка,
номер программы и, если необходимо, номер ленты, поскольку
УП может состоять из нескольких лент.
Номер УП
Модель станка
Номер ленты
Если УП состоит из нескольких лент, то в конце информации на
каждой из лент должен быть записан символ
— конец носителя
5.
При подготовке УП для многоцелевых станков с ЧПУ особое
внимание уделяют выделению главных кадров — символ « : »; пропуска (выпадающих) кадров — символ « / », а также информации,
заключаемой в круглые скобки,— символы « (» и «)»
Главный кадр – (:) характеризует исходное состояние СЧПУ перед
началом или возобновлением какой-либо обработки, устанавливает
исходное состояние команд групп G и M . В ряде случаев главный
кадр в УП указывают сразу после смены очередного инструмента,
определяя обработку каждым инструментом как отдельную часть
программы. В главном кадре должна быть повторена информация,
заданная ранее и необходимая для работы очередным инструментом.
Удобство применения главного кадра состоит в том, что после
отключения станка оператор может начать обработку,
ориентируясь на главный кадр без предварительного просмотра
управляющей программы в поисках команд, необходимых для
дальнейшей работы.
6.
Выпадающие кадры (пропуски кадров с подтверждением)
указывают символом (/). По необходимости они могут быть отработаны
или не отработаны, на станке. Для соответствующей команды на пульте
УЧПУ имеется кнопка с символом
(/).
При нажатии этой кнопки кадры
программы (например, / N40 G01. /N41 X-…) помеченные знаком (/)
выполняются. Выпадающие кадры могут быть как главными, так и
очередными; их обозначают соответственно (/ : N) и (/N)
Использование в УП выпадающих кадров позволяет программисту
одной УП описать обработку деталей, отличающихся друг от друга
каким-либо элементом, включить дополнительные перемещения
инструмента, необходимые при отладке программы, например отходы
инструмента в фиксированные точки. Выпадающие кадры могут быть
применены в случае, когда технолог-программист при составлении УП
не может однозначно решить какие-либо вопросы, например, установить
число рабочих ходов при фрезеровании, когда имеется значительный
разброс припусков на обработку, либо определить условия обработки
отверстий, связанных с сопряженными деталями, и т. д.
7.
В первом случае необходимо заложить в УП число ходов фрезы по
максимальному припуску, но первые ходы запрограммировать в кадрах
со знаком (/).
Во втором случае обработка отверстий, вызывающих сомнение,
программируется в выпадающих кадрах и т. п.
Для многоцелевых станков с ЧПУ кадры в исходной программе
рекомендуется нумеровать так, чтобы младшая цифра в номере
была равна нулю или пяти, т. е. через десять или через пять. Это
позволяет при редактировании программ вставляемым кадрам
присваивать номера, отличающиеся младшей цифрой. Например, до
редакции было
стало
Номера главного и последующих кадров должны иметь
возрастающий порядок.
8.
Для занесения в текст программы информации, не предназначенной для считывания системой ЧПУ, но необходимой в распечатке, ее
заключают в скобки: левая круглая скобка «(» означает, что информация, следующая за ней, не предназначена для считывания и
отработки, а правая круглая скобка «)» указывает, что последующая
информация будет считываться устройством.
Информация, вносимая в скобки, может включать: название
инструмента в кадре смены, его запрограммированные размеры,
вылеты по осям, координаты контрольных точек, дополнительные указания наладчику и т. п. Информация в скобках должна
кодироваться символами, входящими в набор символов кода ИСО, она
может быть расположена только в тексте основной программы.
9.
Команды, кодируемые подготовительными функциями
12 групп
.
10.
или рабочие плоскости
11.
12.
13.
G07,G10-G16,G20,G32,G36-G39,G60-G62,G64-G79,G98,G99 –
резервные коды.
14.
Вспомогательные функции М
(9 групп и прочие)
15.
16.
17.
Программирование размерных перемещений
Слова «Размерное перемещение» предназначены для задания
геометрической информации и записываются в кадре с использованием
следующих адресов: X, Y, Z, U, P, Q, R, I, J, K, A, B, C, D, E
При обработке детали траектория инструмента может включать
участки перемещений на быстром ходу, а также участки линейной,
круговой и параболической интерполяции, которые обрабатываются
на рабочей подаче. Характер перемещения рабочего органа задается в
кадре соответствующей подготовительной функцией GОО (быстрое
позиционирование), G01 (линейная интерполяция), G02, G03 (круговая
интерполяция), G06 (параболическая интерполяция), если она не была
запрограммирована перед этим с адресами размерных перемещений
(X, Y, Z и т. п.).
В связи с тем, что начальная точка каждого из участков траекторий
режущего инструмента (за исключением начального) является
одновременно и конечной точкой предыдущего участка, в кадрах УП
задается только информация о конечных точках.
18.
Позиционирование
Под позиционированием подразумевают установочное перемещение рабочего органа станка к заданной точке на максимальной скорости.
Позиционирование программируют кадром, который должен
содержать следующую информацию:
— подготовительную функцию выбора рабочей плоскости (G17, G18,
G19)
— подготовительную функцию G ОО ― «Позиционирование»;
— размерные перемещения в абсолютных значениях (G 90) или в
приращениях (G91) с соответствующими адресами перемещений X , Y,
Z.
Ранее запрограммированная скорость подачи при позиционировании
не действует, но сохраняется в памяти УЧПУ.
19.
При задании позиционирования в абсолютных размерах знаки (« + »
или « —») координат опорных точек зависят от квадранта системы
координат. Например, в первом квадранте все абсолютные размеры
являются положительными, во втором размеры по Z берутся со знаком
« — »,
В абсолютных размерах
Линейная интерполяция (перемещение по прямой из Р1 в Р2 с
запрограммированной скоростью)
F- скорость подачи 60 мм/мин
20.
В приращениях
Все линейные перемещения должны быть выражены в
миллиметрах и их десятичных долях. Все угловые размеры даются
в радианах или градусах. Допускается выражение угловых размеров в
десятичных долях оборота.
21.
Линейная интерполяция
Под линейной интерполяцией подразумевается согласованное движение рабочего органа станка, осуществляемое таким
образом, что скорость движения по каждой координате пропорциональна приращению координаты.
При линейной интерполяции воспроизводится перемещение
инструмента относительно заготовки детали по отрезку прямой.
Линейную интерполяцию программируют кадром, который должен
содержать следующую информацию:
— подготовительную функцию выбора рабочей плоскости (G17, G18,
G19) (если она не была задана при позиционировании)
— подготовительную функцию G01 «Линейная интерполяция», если она
не была задана перед этим;
— размерные перемещения в абсолютных значениях (G90) или в
приращениях (G91) с соответствующими адресами перемещений X, Y,
Z.
22.
Задание линейной интерполяции
В абсолютных размерах
В относительных размерах
23.
Вопросы для самоконтроля.
1. В чем заключаются особенности программирования на многоцелевых станках и в чем состоит отличие формата кадра в многоцелевых станках?
2. Как обозначается и основное назначение главного кадра в УП?
3. Для чего и в каких случаях используют выпадающие кадры в
УП?
4. Какую информацию в тексте управляющей программы вносят в
скобки? Как рекомендуют нумеровать кадры в УП для многоцелевых
станков?
5. Сколько групп подготовительных функций G существует для
кодирования команд?
6. Сколько групп вспомогательных функций М существует для
кодирования команд?
7. Что подразумевается под позиционированием и как
программируется позиционирование?
8. Что подразумевается под линейной интерполяцией и как
программируется линейная интерполяция?
24.
Написать программу
перемещения
инструмента в
абсолютных и
относительных
размерах по данным
рисунка и таблицы
Источник: ppt-online.org