
Функции с адресом G, называемые подготовительными, определяют режим и условия работы станка и УЧПУ. Они кодируются от G00 до G99. За каждой из функций закреплено стандартом определенное значение:
G00 — быстрое позиционирование;
G01 — линейная интерполяция;
G02 — круговая интерполяция, движение по часовой стрелке;
G03 — круговая интерполяция, движение против часовой стрелки;
G04 — пауза;
G06 — параболическая интерполяция;
G08 -разгон;
G09 — торможение;
G17-G19 — выбор плоскости XY; XZ; YZ;
G41 — коррекция на фрезу — левая;
G42 — коррекция на фрезу — правая;
G43 — коррекция на положение инструмента — положительная;
G44 — коррекция на положение инструмента — отрицательная;
G53 — отмена заданного смещения;
G54-G59 — заданное смещение;
G80 — отмена постоянного цикла;
G81-G89 — постоянные циклы;
G90 — абсолютный размер;
G91 — размер в приращениях;
G92 — установка абсолютных накопителей положения;
Написание управляющей программы для токарного станка с ЧПУ стойки Fanuc,цикл G71,G70,G83,G76 Урок 1
G93 — скорость подачи в функции, обратной времени;
G96 — постоянная скорость резания;
G97 — обороты в минуту.
В конкретных УЧПУ значение тех или иных функций может отличаться от рекомендуемых стандартом, это оговаривается конкретной методикой программирования. В общем, подготовительные функции можно разграничить на несколько групп:
G00-G09 команды общего порядка: позиционирование, линейная или круговая интерполяция, ускорение, замедление, пауза;
G10-G39 -особенности непрерывной обработки: выбор осей, плоскостей, видов интерполяции;
G40-G59 — коррекция размеров инструмента без отсчета, смещение осей;
G60-G79 — вид и характер работы: точно, быстро;
G80-G89 — постоянные циклы;
G90-G99 — особенности задания размеров, режимов обработки.
В каждой из рассмотренных групп имеются резервные команды. Уточненные значения команд с адресом G приводятся в конкретных руководствах по программированию для соответствующих моделей УЧПУ. Хотя в применении подготовительных функций в различных УЧПУ встречаются разночтения, существует общий подход к их использованию согласно кодовым значениям.
Функция G00 программируется, если необходимо обеспечить линейное перемещение по одной из координат на ускоренной подаче.
Функция G01 означает, что режим обеспечивает линейную функциональную зависимость между перемещениями по двум координатам, обозначенным соответствующими знаками и числовыми значениями. При этом указывается скорость движения рабочего органа по траектории. В некоторых УЧПУ функцией G01 программируется и линейное перемещение на рабочей подаче, при этом подразумевается, что численное значение перемещения по одной из координат равно нулю. Режим, определенный функцией G, сохраняется до его отмены аналогичной функцией.
Функции G02, G03 (режимы круговой интерполяции по и против часовой стрелки) указываются в программах для УЧПУ, обеспечивающих круговую интерполяцию. Данные по круговой интерполяции зависят от задаваемой подготовительными функциями G17-G19 плоскости интерполяции. Подготовительная функция G17 определяет круговую интерполяцию в плоскости XY с обозначением параметров интерполяции (координат центра) символами I и J. Подготовительные функции G18 и G19 определяет круговую интерполяцию соответственно в плоскости XZ (параметры I, K) и YZ (параметры J,K).
G-, M-КОДЫ — #26 — БАЗОВЫЕ G-КОДЫ: G02 И G03 / Программирование обработки на станках с ЧПУ
Следует отметить определенную особенность функций G02 и G03. При определенных условиях (изменение направлений осей координат) значение функций меняется на обратное.
Траектория движения инструмента по дуге окружности задается у различных УЧПУ по разному. В общем случае дуга на плоскости может быть определена следующими данными: центром С c координатами XС и Yс, радиусом R, начальной точкой Р0 с координатами X0 и Y0, конечной точкой P1 с координатами X1 и Y1, центральным углом дуги θ и углом α между касательной к начальной точке и осью (Рис. 9.1).
Для того чтобы однозначно определить дугу на плоскости, все эти данные приводить в программе нет необходимости.
В полярной системе координат траектория задается функциями G02 или G03, радиусом R, координатами центра дуги относительно начальной точки т.е. значения I, J (при G17) с соответствующими знаками и углом θ (по адресу С).
В прямоугольной системе координат при задании последних абсолютными размерами наиболее распространен способ задания дуги координатами конечной точки и центра дуги.
Координаты конечной точки Р1 указывают с адресами X и Y, а координаты центра С дуги — с адресами I и J (для плоскости XOY). Для приведенного рисунка функция G03 определяет направление интерполяции. При таком задании параметров интерполятор достаточно просто вычисляет радиус дуги и выдает команды на движение. Кадр на интерполяцию будет иметь вид:
В одном из вариантов задания круговой интерполяции в приращениях, для определения параметров интерполяции центр W* принятой системы координат условно размещают в центре дуги С. В кадре, задающем интерполяцию, с адресами I и K (для плоскости YOZ) задаются координаты начальной точки P0 (a и) в принятой условной системе координат. Эти координаты определяют проекции радиуса дуги (RІ=aІ+ bІ).
По адресам Y и Z будут заданы относительные перемещения по осям от начальной точки P0 к конечной P1 с учетом знаков движения относительно направления осей. Для принятого примера кадр, определяющий круговую интерполяцию будет иметь вид:
N < i >G19G91G02Y- Z + I KLF.
Определенные УЧПУ предусматривают задание в одном кадре информации о части дуги, расположенной только в одном квадранте. Если дуга расположена в двух квадрантах, то она описывается двумя кадрами, если в трех — тремя и т.д. (Рис. 9.3.). При размещении дуги в двух квадрантах кадры УП могут иметь следующий вид:
N< i >G18G91G02 X-77.Z-98.I27.K98.LF
Отметим, что в некоторых УЧПУ после адресов I и K приводятся абсолютные значения величин, т.е. со знаком “плюс”. При векторном способе (Рис. 9.4) под адресами интерполяции указывают численные значения и направления (относительно осей координат) векторов, проведенных из начальной точки дуги в ее центр, и координаты (или приращении) конечной точки дуги. Кадр интерполяции при таком способе может иметь вид:
N< i >G17 G90 G03 X Y I — J — LF.
Однако, несмотря на разнообразие способов задания параметров интерполяции все они сводятся к единой общей схеме, обеспечивающей определение радиуса дуги (если он не задан) по заданным элементам I, J, K.
Источник: studopedia.su
Группы и типы G- функций
Формат управляющей программы — условная запись кадра с максимальным объемом информации, определяющая набор применяемых слов, порядок их расположения и объем информации каждого слова.
Для устройства ЧПУ FMS-3000 формат управляющей программы с учетом реального размера рабочего пространства станка с ЧПУ имеет следующий вид:
N07 G02 X+053 Y+053 Z+053 U+053 V+053 W+053 I+053 J+053 K+053 A+053 B+053 C+053 R+053 F053 S04 T04 M02 H03 D03 E041 P04*
За адресами безразмерных слов записаны две цифры:
нуль — обозначающая, что нули, стоящие перед первой значащей цифрой, можно опустить;
вторая цифра обозначает максимальное количество разрядов, которое может быть записано в кадре под данным адресом.
За адресами слов, обозначающих размерное перемещение, записаны три цифры:
нуль — обозначающая, что нули, стоящие перед первой значащей цифрой, можно опустить;
вторая цифра обозначает число разрядов перед подразумевающейся десятичной запятой, отделяющей целую часть числа от дробной;
третья цифра обозначает число разрядов после запятой.
Знак «плюс» перед числовой частью слов «размерные перемещения» можно опустить.
В данном устройстве ЧПУ имеется возможность программировать десятичную точку, что позволяет не записывать в кадре УП нули младших разрядов дробной части числа. Например, необходимо закодировать перемещение в точку с координатами:
X=+25,5 мм, Z= — 175 мм (дискретность 0,001 мм).
Возможные варианты записи данной информации:
N0000006 G90 X+00025500 Z-00175000 ПС
N6 G90 X25500 Z-175000 ПС
N6 G90 X25.5 Z -175. ПС
N6 G90 X25.5 Z -175 ПС
Изучив технические характеристики УЧПУ FMS-3000 и ее формат УП переходим к разработке управляющей программы.
В начале необходимо закодировать технологические команды: диапазон скорости вращения шпинделя (М41 — первый диапазон частот вращения шпинделя от 20 до 280 об/мин, М42 — второй диапазон от 60 до 830 об/мин, М43 — третий диапазон от 185 до 2500 об/мин);
направление вращения шпинделя (М3 — вращение шпинделя по часовой стрелке, М4 — вращение шпинделя против часовой стрелки);
под адресом S — частоту вращения шпинделя (дискретность 1 об/мин);
включение СОЖ (команда М8) и код инструмента (Т1);
для компенсации износа инструмента и возможности его коррекции программируем первый корректор (Н1);
в конце кадра обязательно записываем символ ПС – конец кадра.
В нашем случае требуется закодировать n = 750 об/мин, что соответствует третьему диапазону.
N1 M43 M3 S750 T1 Н1 M8 ПС
Продольное перемещение задается кадром, в котором под адресом Z указывается либо координата конечной точки перемещения резца (в абсолютной системе), либо величина приращения координаты Z (в относительной системе).
Например, в кадре N16 программируем перемещение резца в точку 16 с координатой Z=105 мм, а в кадре N9 — в точку 9 с координатой Z=106 мм (длина ступени вала 105 мм плюс 1 мм — припуск на чистовую обработку). Код подачи F0.4 (S 0=0,4 мм/об), указанный в кадре N3, действует до кадра N7, в котором закодирована функция G0, обеспечивающая позиционирование — перемещение на быстром ходу.
Перемещение в поперечном направлении задается кадром, в котором под адресом X указывается либо конечный диаметр (в абсолютной системе), либо перемещение по диаметру (в относительной системе). Например, в кадре N17, программируя перемещение резца на участке 16-17, под адресом X указываем конечный диаметр при обработке данного торца 55мм. При подрезке торца на участках 5-6 и 19-20 (см. кадры N6 и N20) необходимо учитывать перебег резца 1 мм (см. рис.7). Таким образом, конечный диаметр перемещения равен:
75 + 1 × 2 = 77 мм.

Рис. 7. Определение конечного диаметра при подрезке торца с перебегом
Обработка конусов программируется кадром, в котором под адресами X и Z в абсолютной системе отсчета задаются координаты конечной точки перемещения, а в относительной — приращения координат Х и Z. Движение инструмента на участке 17-18 задаем в относительной системе координат. Приращение координаты Х будет равно: 65 – 55=10мм, а приращение координаты Z составит минус 30 мм (явно видно из чертежа детали). Поэтому N18 G91 X10. Z-30. ПС (17-18)
Обработка фасок программируется как обработка конических поверхностей (кадр N15)
Координату Х точки 14 определяем следующим образом: к размеру фаски 2 мм добавляем 1 мм безударного подхода резца и вычитаем от координаты Х точки 15 величину катета равнобедренного треугольника 3мм с двух сторон для определения диаметрального размера (см. рис. 8):
50 — (2 + 1) × 2 = 44 мм.


Рис. 8. Определение координат при обработке фаски
После окончания обработки детали задаем отход инструмента в исходную точку на быстром ходу (кадр N21) и конец программы (М30).
При кодировании команды М30 происходит выключение СОЖ и привода главного движения, останов выполнения УП с обнулением счетчика номера кадра и регистра кода скорости вращения шпинделя.
Таким образом, управляющая программа обработки вала будет иметь следующий вид:
N1 M43 M3 S750 T1 H1 M8 ПС
N2 G90 G0 X63.5 Z136. ПС (1-2)
N3 G95 G1 Z 85.58 F0.4 ПС (2-3)
N4 X67. Z75.1 ПС (3-4)
N7 G0 Z136. ПС (6-7)
N9 G1 Z106. ПС (8-9)
N10 X57. Z106 ПС (9-10)
N11 X63.5 Z85.58 ПС (10-11)
N12 G0 X175. Z165. ПС (11-12)
N13 S820 T2 H2 ПС
N14 X44. Z136. ПС (13-14)
N15 G1 X50. Z133. F0.2 ПС (14-15)
N16 Z105. ПС (15-16)
N17 X55. ПС (16-17)
N18 G91 X10. Z-30. ПС (17-18)
N19 G90 Z45. ПС (18-19)
N20 X77. ПС (19-20)
N21 G0 X175. Z165. ПС (20-21)
Источник: poisk-ru.ru
Подготовительные функции и стандартные циклы (адрес G)
Команды, относящиеся к подготовительным функциям включают в себя букву G за которой, как правило, следует две цифры. Цифры являются кодами различных действий и операций.
Подготовительные функции могут иметь следующие значения:
Выбор способа перемещения (линейное, круговое и т д)
Выбор единицы измерения вводимой информации о перемещении (метрическая или дюймовая)
Способ ввода компенсации на размер инструмента
Выбор предварительно установленных и запрограммированных последовательностей выполнения действии.
Большинство систем позволяют записывать в одном кадре несколько подготовительных функций с условием, что они не принадлежат одной и той же группе и не противоречат друг другу.
Ниже приведены примеры кодов подготовительных функций.
| Код | Значение подготовительной функции |
| G00 | Позиционирование |
| G01 | Линейная интерполяция (нормальный размер) |
| G02 | Круговая интерполяция. Обход по часовой стрелке (нормальный размер) |
| G03 | Круговая интерполяция. Обход против часовой стрелке (нормальный размер) |
| G04 | Выдержка |
| G05 | Остановка без потери информации |
| G06- G07 | Резерв |
| G08 | Ускорение |
| G09 | Замедление |
| G10 | Линейная интерполяция (увеличенный размер) |
| G11 | Линейная интерполяция (уменьшенный размер) |
| G12 | 3 – размерная интерполяция |
| G13 — G16 | Выбор координатных осей |
| G17 | Выбор плоскости «XY» |
| G18 | Выбор плоскости «ZX» |
| G19 | Выбор плоскости «YZ» |
| G20 | Круговая интерполяция. Обход по часовой стрелке (увеличенный размер) |
| G21 | Круговая интерполяция. Обход по часовой стрелке (уменьшенный размер) |
| G22 – G29 | Резерв |
| G30 | Круговая интерполяция. Обход против часовой стрелке (увеличенный размер) |
| G31 | Круговая интерполяция. Обход против часовой стрелке (уменьшенный размер) |
| G32 | Резерв |
| G33 | Нарезание резьбы. Постоянный шаг |
| G34 | Нарезание резьбы. Нарастающий шаг |
| G35 | Нарезание резьбы. Уменьшающийся шаг |
| G36 – G39 | Резерв |
| G40 | Аннулирование коррекции инструмента |
| G41 | Коррекция инструмента – слева |
| G42 | Коррекция инструмента – справа |
| G43 – G52 | Коррекция инструмента – слева |
| G53 | Аннулирование линейного сдвига |
| G54- G56 | Линейный сдвиг координат (по осям X, Y, Z) |
| G57- G59 | Линейный сдвиг координат (в плоскостях XOY, XOZ, YOZ) |
| G60 | Ранее использовалось для точного позиционирования | |
| G61 | Ранее использовалось для точного позиционирования || |
| G63 | Нарезание резьбы метчиком |
| G64 | Изменение подачи и (или) числа оборотов шпинделя |
| G65- G69 | Резерв для различных видов позиционирования |
| G70 | Задание размерных перемещений в дюймах |
| G71 | Задание размерных перемещений в миллиметрах |
| G72- G79 | Резерв |
| G80 | Аннулирование фиксированных технологических циклов |
| G81 | Фиксированный цикл (сверление, центрование) |
| G82 | Фиксированный цикл (цековка) |
| G83 | Фиксированный цикл (глубокое сверление) |
| G84 | Фиксированный цикл (нарезка резьбы) |
| G85 | Фиксированный цикл (расточка) |
| G86 | Фиксированный цикл (расточка) |
| G87 | Фиксированный цикл (расточка) |
| G88 | Фиксированный цикл (расточка) |
| G89 | Фиксированный цикл (расточка) |
| G90 | Ввод размерных величин в абсолютной системе отсчета |
| G91 | Ввод размерных величин в относительной системе отсчета |
| G92- G93 | Резерв |
| G94 | Определяет размерность скорости подачи в мм/мин |
| G95 | Определяет размерность скорости подачи в мм/об |
| G96 | Определяет частоту вращения шпинделя, обеспечивая постоянство скорости резания в м/мин |
| G97 | Определяет частоту вращения шпинделя в об/мин |
| G98- G99 | Резерв |
Рассмотрим более подробнее подготовительные функции.
G00 – позиционирование. Система обеспечивает установку рабочих органов станка в заданное положение. Как правило, это перемещение осуществляется на ускоренной подаче, а следовательно скорость подачи в этом кадре не задается.
G01, G10, G11 – линейная интерполяция. Система работает в режиме линейной интерполяции, поддерживая при перемещении рабочих органов постоянные скорости, пропорциональные величинам перемещения вдоль каждой координатной оси. Функция G10 (увеличенный размер) означает увеличение максимального размера интерполяции в 10 раз.
Например: если при G01 максимальный размер при интерполяции был 999 мм, то при G10 он будет равен 9999мм. Однако при этом дискретность отсчета уменьшается. Если при G01 она равна 0,001мм, то при G10 дискретность равна 0,01мм. При функции G11 (ускоренный размер) наблюдается обратное явление. Максимальный размер интерполирования сокращается до 99 мм.
При этом дискретность отсчета увеличивается и становится равной 0,0001 мм.
G02, G20, G21 – круговая интерполяция. Обход по часовой стрелке.
Система работает в режиме круговой интерполяции, изменяя скорости перемещения по координатным осям таким образом, что чтобы инструмент двигался относительно заготовки в направлении часовой стрелки по дуге от начальной точки, где инструмент находился в момент задания данного перемещения, до конечной точки, заданной координатами X, Y, Z.
Максимальный радиус дуги функции G20 (увеличенный размер) может быть увеличен в 10 раз по сравнению с G02 (нормальный размер). Соответственно в функции G21 максимальный радиус уменьшается в 10 раз
Пример: N010 G02 R10 X70 Z250 F01 S300
Если в кадре, где присутствует функция G02, указывается величина перемещения вдоль координатной оси Z, это означает задание винтовой интерполяции.
G03, G30, G31 – круговая интерполяция.
Аналогично описанным выше функциям. Но обход совершается против часовой стрелки.
Данная функция означает остановку движения рабочих органов станка по всем координатам после д0стичения званного в этом же кадре размера. Длительность остановки регулируется оператором с пульта управления или программируется в секундах в том же кадре.
G05 – остановка без потери информации.
С помощью этой функции движение рабочих органов станка прекращается на время, длительность которого определяется цикловой автоматикой станка или до следующего нажатия оператором кнопки начала цикла.
G12 – одновременная работа по трем координатам
G17, G18, G19 – выбор плоскости.
При круговой интерполяции осуществляется выбор соответствующих плоскостей.
G57 – G59 – Линейный сдвиг координат.
Данная функция означает смещение «нулевой точки» отсчета по программе. Если в кадре записана эта функция с нулевыми значениями координат, например: N030 G57 X0000000 Y0000000 то это означает, что «нулевая точка» смещается в координату фактического положения инструмента в момент считывания кадра с этой функцией. Если функция G57 присутствует в кадре с каким-либо значением
например N030 G57 X-0010000 Y+0320000 то это означает, что «нулевая точка» смещается в координаты X+10 мм, Y-320 мм относительно фактического положения инструмента в момент считывания этого кадра.
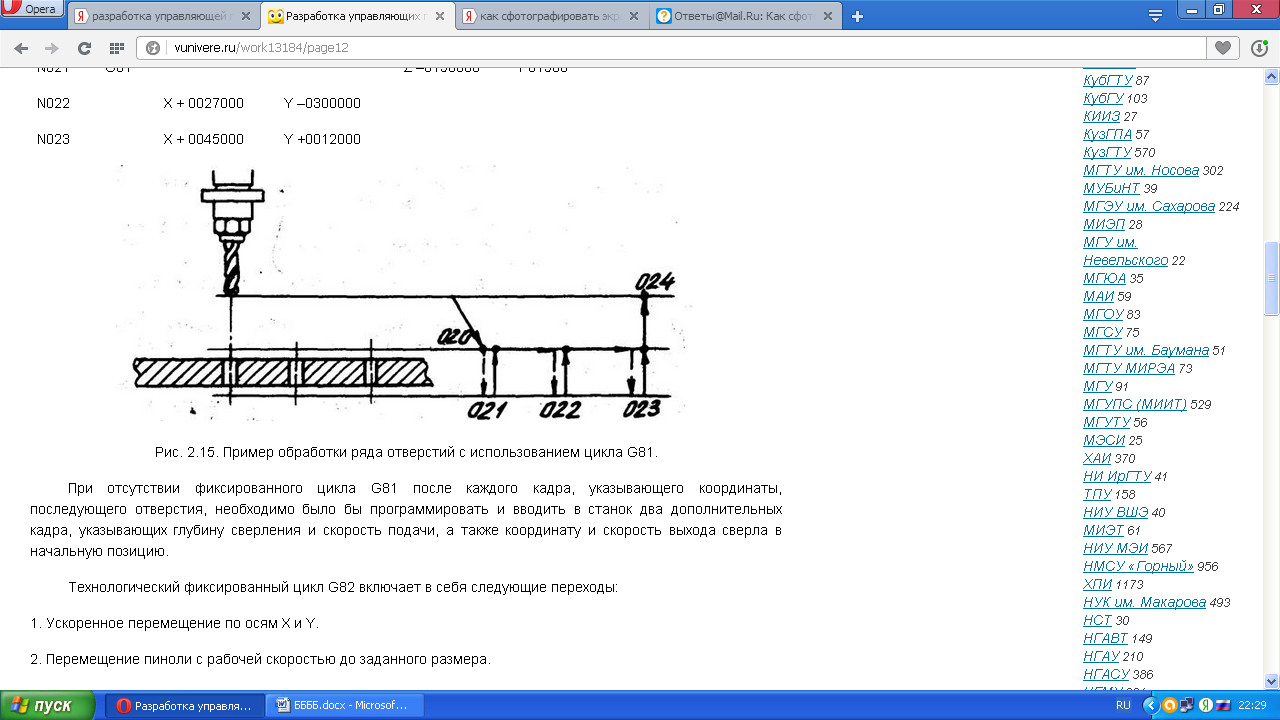
G80-G89 – подготовительные функции (технологический цикл)
Использование технологических циклов снижает трудоемкость расчетов и подготовки программ.
Например, цикл G81 (цикл сверления) включает в себя:
Ускоренное перемещение по осям X и Y
Опускание пиноли (или всей головки) с рабочей скоростью до заданного размера
Ускоренный отвод пиноли в начальное положение.
При этом начальное положение пиноли, глубина и скорость перемещения программируется только в одном кадре, относящегося к первому отверстию из всей группы.
Пример: N020 G62 X+0017000 Y-0321000 Z-0014000 S08 M03
N022 X+0027000 Y-0300000
N023 X+0045000 Y+0012000
Функциональный цикл G83 – используется при обработке глубоких отверстий. На панели управления устанавливается время выдержки сверла (с целью улучшения дробления стружки) в каждой заданной точке.
Программа записывается следующим образом:
N050 G62 X+0017000 Y-0321000 Z-0014000 S08 M03
N051 G83 Z-0150000 F01500
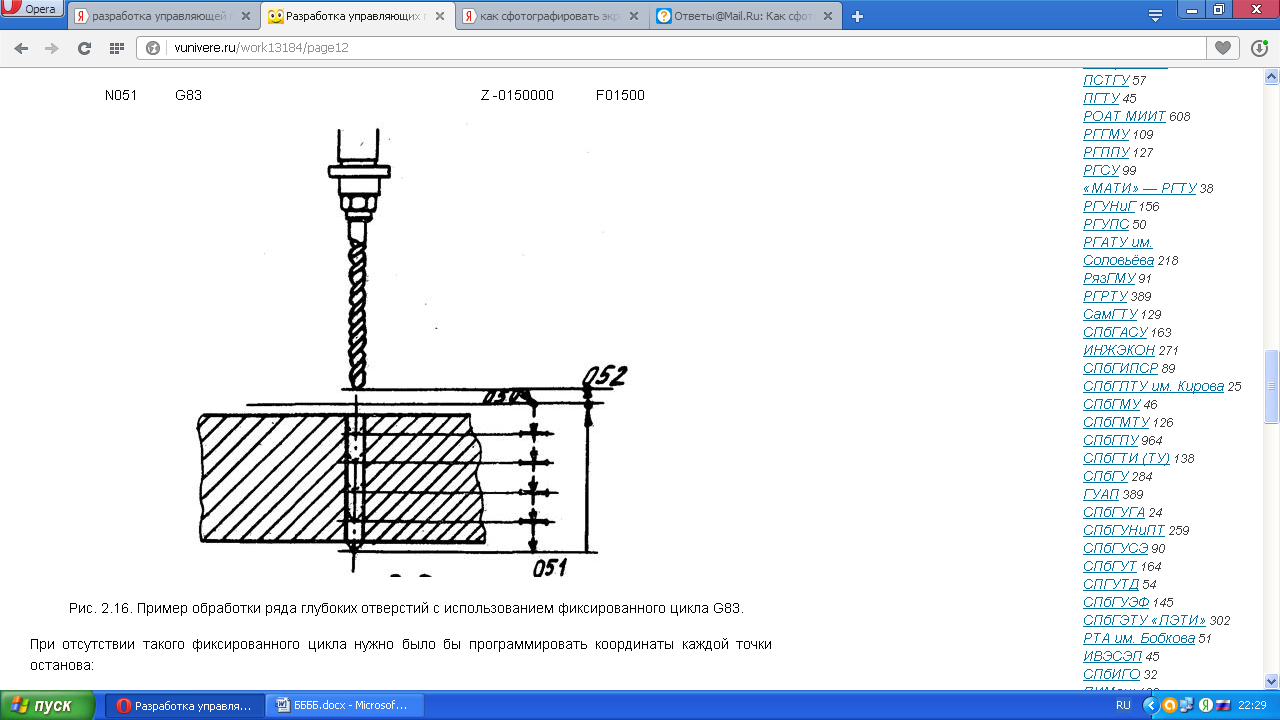
При отсутствии такого фиксированного цикла нужно было бы программировать координаты каждой точки останова.
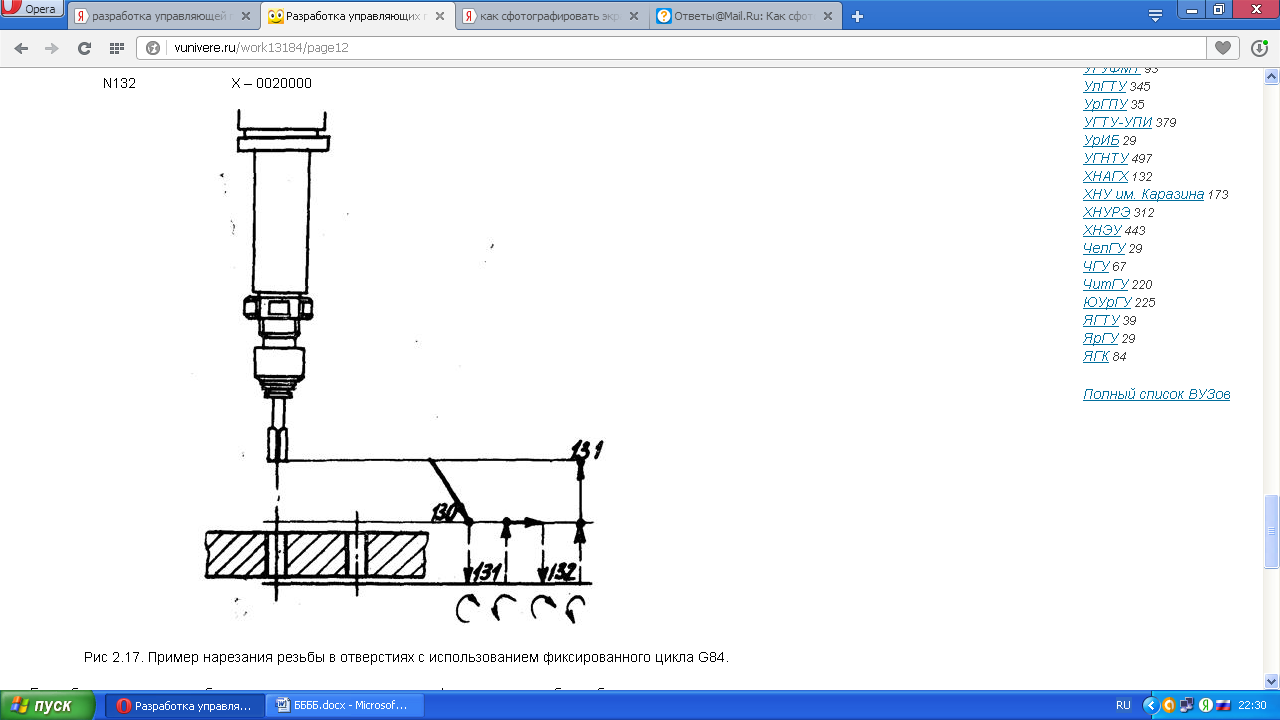
Фиксированный цикл G84 используется при нарезании резьбы метчиком. Он включает в себя следующие переходы:
Ускоренное перемещение по осям X и Y
Перемещение пиноли с рабочей подачей и вращением шпинделя по часовой стрелке
Отвод пиноли с рабочей подачей и вращением шпинделя против часовой стрелки.
Пример: N130 G62 X+0010000 Y-0115000 Z-0115000 S06 M03
N131 G84 Z-0130000 F08000
N132 X-0020000
Фиксированный цикл G85 используется при расточке отверстия. Отличие его от цикла G81состоит в том, что отвод пиноли осуществляется с рабочей подачей (для получения лучшей чистоты обработанной поверхности).
Фиксированный цикл расточки G86 отличается от предыдущих циклов тем, что отвод пиноли производится при остановленном шпинделе на ускоренном ходу.
Фиксированный цикл G87 также используется при расточке и предполагает следующие переходы:
Ускоренное перемещение по осям X и Y
Опускание пиноли с рабочей скоростью до заданного размера
Останов вращения шпинделя
Фиксированный цикл G88 отличается от предыдущего наличием небольшой выдержки перед остановом вращения шпинделя.
Режим круговой интерполяции (G02 или G03)
Для того чтобы в процессе обработки инструмент двигался относительно детали по дуге окружности необходимо задать один из двух возможных режимов круговой интерполяции (G02, G03), при этом необходимо указать нужную плоскость (G17,G18, G19)
Для перемещения в круговой интерполяции необходимо задать следующую информацию:
В начале программы или непосредственно перед кадром круговой интерполяции – плоскость интерполяции
В текущем кадре – направление движения, координату точки конца дуги и координату центра дуги.
Для задания координаты конечной точки используется адреса X и Y. В относительной системе отсчета для задания координаты центра используются адреса:
I – расстояние от начальной точки дуги до центра дуги вдоль координаты X
J – расстояние от начальной точки дуги до центра дуги вдоль координаты Y
K – расстояние от начальной точки дуги до центра дуги вдоль координаты Z
Причем величины координат под этими адресами не имеют знака (+ или –)
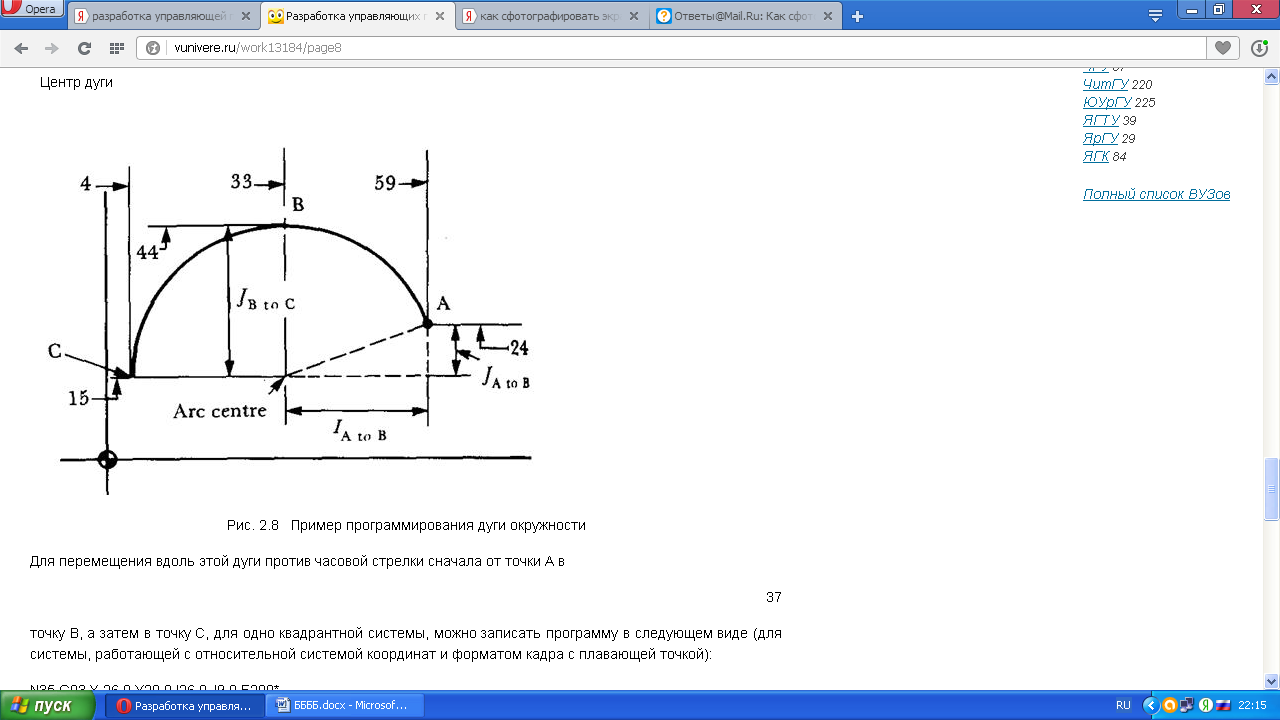
Пример программирования дуги окружности.
Для перемещения вдоль дуги против часовой стрелки от точки А в точку В, а затем в точку С возможна запись программы в следующем виде:
N35 G03 X-26.0 Y20.0 I26.0 J9.0 F200*
N36 X-29.0 Y-29.0 I0 J29.0*
Функция G03 является модальной, она сохраняется до ввода другой функции данной группы. Знак * означает конец строки (кадра)
Рассмотрим еще один пример выполнения круговой интерполяции
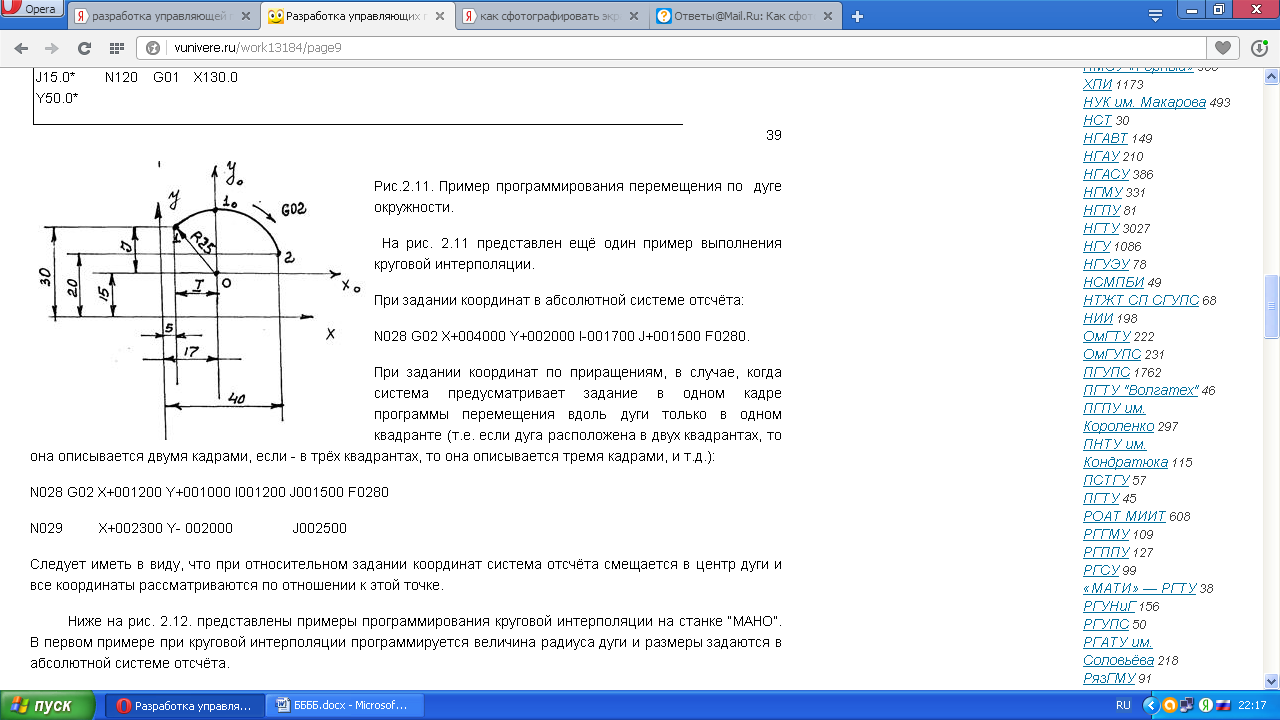
При задании координат в абсолютной системе отсчета:
N28 G02 X+004000 Y+002000 I–001700 J+001500 F0280
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Источник: studopedia.ru