
Наиболее сложные по конфигурации заготовки можно изготавливать различными способами литья. Литье в песчаные формы и по выплавляемым моделям позволяют получать заготовки сложной формы с различными полостями и отверстиями. В то же время некоторые способы литья (например, литье под давлением) выдвигают определенные ограничения к форме отливки и условиям ее изготовления..
Заготовки, получаемые штамповкой, должны быть более простыми по форме. Изготовление отверстий и полостей штамповкой в ряде случаев затруднено, а использование напусков резко увеличивает объем последующей механической обработки.
Для простых по конфигурации деталей часто заготовкой является; прокат — (прутки, трубы и т.п.). Хотя в этом случае объем механической обработки возрастает, такая заготовка может быть достаточно экономичной из-за низкой стоимости проката, почти полного отсутствия подготовительных операций и возможности автоматизации процесса обработки.
Для литья и ковки размеры заготовки практически не ограничиваются. Нередко — ограничивающим параметром в этом случае являются определенные минимальные размеры (например, минимальная толщина стенки отливки, минимальная масса поковки). Штамповка и большинство специальных методов литья ограничивают массу заготовки до нескольких десятков или сотен килограммов.
Расчет себестоимости и его влияние на результат
Форма (группа сложности) и размеры (масса) отливок и поковок влияют на их себестоимость. Причем масса заготовки влияет активнее, так как с ней связаны расходы на оборудование, оснастку, нагрев и т.п. Значительное снижение стоимости изготовления литых и штампованных заготовок происходит при увеличении их массы от 2 до 30 кг.
2 Требуемые точность и качество поверхностного слоя заготовок
Качество поверхностного слоя заготовки сказывается на возможности ее последующей обработки и на эксплуатационных свойствах детали (например, усталостная прочность, износостойкость). Оно формируется практически на всех стадиях изготовления заготовки. Технологический процесс определяет не только микрогеометрию поверхности, но и физико-механические свойства поверхностного слоя.
В качестве примера сравним заготовки, полученные литьем в песчаные формы и под давлением. В первом случае получают грубую неточную поверхность. При обработке такой заготовки резанием возникает неравномерная нагрузка на резец, что в свою очередь снижает точность обработки. Особенно ярко это проявляется при обработке внутренних поверхностей.
Во втором случае поверхность заготовки имеет низкую высоту микронеровностей, но в связи с высокой скоростью охлаждения и отсутствием податливости формы в поверхностном слое металла создаются остаточные напряжения растяжения. Последние могут привести к короблению отливки и трещинам. Иногда остаточные напряжения выявляются не сразу, а при последующей механической обработке. Съем слоя металла с поверхности нарушает равновесие напряжений и приводит к деформации готовой детали.
3 Технологические свойства материала заготовки
Как выбрать заготовку для детали ➤ Отливка | поковка | штамповка | прокат
Каждый способ производства заготовок требует от материала определенного комплекса технологических свойств. Поэтому часто материал накладывает ограничения на выбор способа получения заготовки. Так, серый чугун имеет прекрасные литейные свойства, но не куется. Титановые сплавы обладают высокими антикоррозионными свойствами, но получить из них отливки или поковки весьма затруднительно.
Технологические свойства оказывают влияние на себестоимость изготовления заготовок. Например, переход при изготовлении отливки от чугуна к стали повышает себестоимость литья (без учета стоимости материала) на 20. 30%. Применение легированных и высокоуглеродистых сталей при производстве заготовок штамповкой повышает стоимость их изготовления на 5. 7%.
Если заготовки из одного и того же материала получать различными Способами (литье, обработка давлением, сварка), то они будут обладать неидентичными свойствами, т.к в процессе изготовления заготовки происходит изменение свойств материала. Так, литой металл характеризуется относительно большим размером зерен, неоднородностью химического состава и механических свойств по сечению отливки, наличием остаточных напряжений и т.д.
Металл после обработки давлением имеет мелкозернистую структуру, определенную направленность расположения зерен (волокнистость). После холодной обработки давлением возникает наклеп. Холоднокатаный металл прочнее литого в 1,5. 3,0 раза. Пластическая деформация металла приводит к анизотропии свойств: прочность вдоль волокон примерно на 10.
15% выцГе, чем в поперечном направлении.
Сварка ведет к созданию неоднородных структур в самом сварном шве и в околошовной зоне. Неоднородность зависит от способа и режима сварки. Наиболее резкие отличия в свойствах сварного шва получают при ручной дуговой сварке. Электрошлаковая и автоматическая дуговая сварки дают наиболее качественный и однородный шов.
4. Программа выпуска продукции
Программа выпуска продукции, т.е. количество изделий, выпускаемых в течение определенного периода времени (обычно за год), является одним из важнейших факторов, определяющих выбор способа производства заготовок. Ее влияние для каждого технологического процесса легко проследить по себестоимости одной заготовки:
или производственной партии:
где а — текущие затраты (стоимость расходуемого материала, заработная плата основных рабочих, расходы на эксплуатацию оборудования и инструмента и т.д.); Ь — единовременные затраты (на оборудование, инструмент, его амортизацию и ремонт); П — размер производственной партии, шт.
Очевидно, что увеличение размера партии ведет к уменьшению себестоимости заготовки. Однако такое снижение себестоимости происходит не однозначно. При увеличении производственной партии свыше значения П, — требуется введение дополнительного оборудования, технологической оснастки. Зависимость себестоимости от размеров партии приобретает в этом случае более сложный (ступенчатый) характер (рис.3.2).
Сравнение двух (или нескольких) вариантов технологических процессов изготовления заготовок можно осуществить графически (рис.3.3). Точка пересечения дает критическую производственную партию Пк, которая разделяет области рационального применения того или иного технологического процесса.
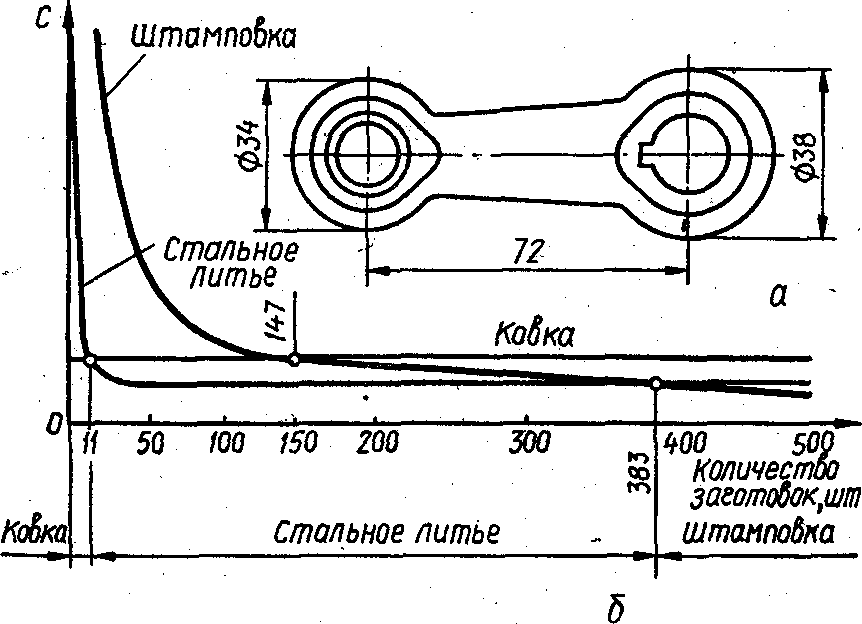
Программа выпуска позволяет также определить экономически целесообразные пределы применения различных методов получения заготовок (рис.3.4).
 |
 |
| Рис.3.2. Зависимость себестоимости С партии заготовок (1) и одной заготовки (2) от размера производственной партии П: П1, П2 — критические значения размеров партии | Рис.3.3. Сравнение себестоимости С технологических про-цессов изготовления заготовки (варианты 1 и 2) в зависимости от размера производ-ственной партии |
| Рис.3.4. Поводок (а) и зависимость себестоимости заготовки от метода ее изготовления и размера производственной партии (б) |
5 Производственные возможности предприятия
При организации производства нового вида заготовок, кроме разработки технологических процессов, следует установить необходимость нового оборудования, производственных площадей, кооперативных связей, ‘постановки дополнительных материалов, электроэнергии, воды и т. п: В этом случае выбор оборудования, оснастки и материалов производится на основании предварительного технико-экономического анализа.
При проектировании технологического процесса для действующего предприятия его следует связать с возможностями этого предприятия. Для этого необходимо располагать сведениями о типе и количестве имеющегося оборудования, производственных площадях, возможностях ремонтной базы, вспомогательных служб и т.д.
Многие из упомянутых выше факторов взаимосвязаны. Например, внедрение литья в металлические формы (кокиль) позволяет значительно снизить потребность в производственных площадях в литейном цехе (уменьшаются габаритные размеры машин, снижается расход формовочных материалов и т.п.). Но, с другой стороны, изготовление и ремонт кокилей требует дополнительных затрат в Инструментальных и ремонтных цехах.
Определенное влияние на выбор способа изготовления заготовки оказывают также наличие и уровень квалификации рабочих и ИТР на предприятии. Чем ниже квалификация рабочих и больше производственная программа, тем детальнее необходимо разрабатывать технологическую документацию, тем больше нагрузка на технологические службы предприятия и выше требования к квалификации ИТР.
6. Длительность технологической подготовки производства
B процессе технологической подготовки производства решаются задачи: технологического проектирования — разработка технологических процессов, маршрутных карт и т.п.; нормирования-расчеты трудоемкости операций и материалоемкости деталей; конструирования и производства основного и вспомогательного оборудования и технологической оснастки.
Сложность периода технологической подготовки производства состоит в том, что все работы должны вестись в кратчайшие сроки с минимальной трудоемкостью и стоимостью. Удлинение периода подготовки производства может привести к моральному устареванию изделия, снижению фондоотдачи капиталовложений и т.д. Поэтому начинать подготовку желательно еще во время проектирования изделия.
Длительность и объем технологической подготовки производства определяется сложностью изготавливаемого изделия, характером применяемых технологических процессов и типом производства. Чем больше количество и сложность используемого оборудования, тем больше объем и длительность подготовки.
В условиях массового и серийного производства технологическая подготовка ведется особенно подробно. В единичном производстве технологическая подготовка ограничивается разработкой минимальных данных, необходимых для производства. Их детализация возлагается на цеховые технологические службы. В некоторых случаях (например, для устранения «узких» мест производства) с целью сокращения периода подготовки выбирают такой метод производства заготовок, который требует минимальных затрат на производство оборудования, инструментов и оснастки, необходимых для осуществления данного технологического процесса.
На первом этапе тщательно анализируются детальные и сборочные чертежи изделия, взаимосвязи элементов конструкции при сборке, эксплуатации и ремонте. Анализ сопровождается критической оценкой чертежей с точки зрения технологичности и обоснованности технических требований. Все выявленные недостатки исправляются совместно с разработчиком конструкции.
Затем, исходя из заданной программы выпуска продукции, конфигурации и размеров основных деталей и узлов, а также производственных возможностей предприятия, устанавливается тип и характер будущего производственного процесса (единичное, серийное, или массовое; групповое или поточное).
В соответствии с конструкцией детали и предъявляемыми техническими требованиями устанавливают основные факторы (см. п.3.3), определяющие выбор вида заготовки и технологии ее изготовления. Факторы желательно располагать в порядке убывания их значимости.
Анализируя степень влияния рассмотренных выше факторов, выбирают один или несколько технологических процессов, обеспечивающих получение заготовок требуемого качества. Одновременно проверяют возможность использования комбинированных заготовок. На предварительном этапе выбора оптимального способа получения заготовок можно воспользоваться так называемой матрицей влияния факторов (табл.3.1). Оценка каждого фактора в ней производится «плюс — минус» или с помощью коэффициента удельного веса (от 0 до 1). Лучшим считается способ, набравший большее число плюсов или большую сумму коэффициентов.
После выбора нескольких вариантов получения заготовок для каждого из них конкретизируют: последовательность выполняемых операций (например, штамповка на прессе, затем на ГКМ; вальцовка, затем штамповка и сварка), используемое оборудование, основные и вспомогательные материалы. Если ни у одного из отобранных, способов получения заготовок нет определенных преимуществ, укрупненно проектируют несколько наиболее приемлемых заготовок и технологических процессов их производства.
Образец оформления матрицы влияния факторов

Для разработанных технологических процессов определяют основные технико-экономические показатели и на основании их анализа выбирают наиболее рациональный. Затем для выбранного способа производства разрабатывается подробный технологический процесс и делается его технико-экономический анализ.
Источник: megalektsii.ru
ВЫБОР ВИДА И МЕТОДА ПОЛУЧЕНИЯ ЗАГОТОВКИ
При выборе вида и метода изготовления заготовки учитывают конструкцию и материал детали, ее форму и размеры, тип производства и имеющееся оборудование.
От выбора заготовки, т. е. установления метода ее получения, формы, величины припусков, напусков и др., зависит масса заготовки и объем последующей механической обработки детали. Увеличение припусков на обработку ведет к возрастанию расхода металла и трудности обработки, повышает затраты на режущий инструмент, ремонт станков, электроэнергию и т. п. Вместе с тем, слишком малые припуски на обработку могут привести к браку «по черноте», т. е. к невыдерживанию требований чертежа детали по точности и шероховатости обработанных поверхностей. От правильности выбора вида и размеров заготовки зависит себестоимость изготовления детали.
Наиболее целесообразна исходная заготовка, требующая наименьших затрат при изготовлении детали с учетом всех технологических операций обработки и необходимого качества детали. Форма и размеры заготовки должны быть возможно близкими к форме и размерам готовой детали с тем, чтобы свести к минимуму обработку резанием.
· Отливки применяют при изготовлении фасонных деталей сложной формы из серого и ковкого чугуна, литой стали, бронзы, алюминиевых сплавов. Литьем получают заготовки блоков цилиндров, головок цилиндров, гильз, поршней, деталей карбюраторов, поршневых колец, корпусов коробок передач, картеров и т. п.
· Свободную ковку производят на кузнечных молотах и гидравлических прессах. Свободной ковкой изготовляют заготовки для выполнения различных единичных заказов.
В серийном и массовом производствах применение свободной ковки нерационально, так как производительность этого способа невелика, а припуски на обработку максимальные.
· Ковку в закрытых штампах (горячую штамповку) широко применяют в машиностроении для изготовления ответственных стальных деталей: шатунов, шестерен, коленчатых и распределительных валов, клапанов и т. п. С помощью горячей штамповки можно получить заготовки с высокими механическими свойствами и с минимальными припусками на обработку резанием.
· Сортовой металл (прокат) используют непосредственно в качестве заготовок разных деталей, он служит для изготовления осей, валов, крепежных и других деталей.
На выбор метода получения заготовки влияют следующие факторы.
1) Технологические свойства материала: литейные свойства, деформируемость при обработке давлением, обрабатываемость резанием, свариваемость.
2) Форма, размеры и масса детали. Например, для изготовления валов и осей с малым перепадом диаметров при любом типе производства предпочтителен прокат. Сложная форма и большие габариты детали предопределяют применение литой или комбинированной сварной заготовки и т.п.
3) Особые требования к прочности детали, к физико-механическим свойствам материала. При их наличии применяют методы получения заготовки, обеспечивающие эти качества.
4) Объем выпуска и тип производства. В единичном производстве более рациональны методы получения заготовки, не требующие специальной, сложной и дорогостоящей оснастки, которая из-за малого объёма выпуска вносила бы дополнительный вклад в себестоимость заготовки. Заготовки в единичном производстве имеют простую форму, с повышенными припусками и напусками, из-за чего возрастают их размеры и масса, а соответственно трудоёмкость механической обработки.
В массовом производстве применяют специальные методы получения высокоточных заготовок с минимальными припусками на обработку.
5) Наличие технологического оборудования, возможность получения заготовок со специализированных заводов по кооперации. При ограниченных возможностях предприятия задача технолога по выбору заготовки упрощается, сводясь иногда к единственному варианту. При широких возможностях заготовительного производства задача технолога усложняется. Если возможны различные методы получения заготовки, а оптимальный вариант не очевиден, окончательный выбор может быть сделан на основании технико-экономического сравнения.
Способ получения заготовки должен быть наиболее экономичным при заданном объеме выпуска деталей.
Основным показателем выбора заготовки является коэффициент использования материала Ки.м. :
где m д — масса детали (изделия), кг;
G – вес материала заготовки с учетом технологических потерь, кг.
Для рациональных форм и вида выбранной заготовки значения коэффициента использования материала близки к единице.
Окончательный выбор заготовки делают на основании технико-экономических расчетов.
Технико-экономическое обоснование выбора заготовки для обрабатываемой детали производят по нескольким направлениям: металлоемкости, трудоемкости и себестоимости, учитывая при этом конкретные производственные условия. Технико-экономическое обоснование ведется по двум или нескольким выбранным вариантам. При экономической оценке определяют металлоемкость, себестоимость или трудоемкость каждого выбранного варианта изготовления заготовки, а затем их сопоставляют.
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Источник: studopedia.ru
Факторы, определяющие выбор метода получения заготовки
Метод получения той или иной заготовки зависит от служебного назначения детали и требований, предъявляемых к ней, а также от ее конфигурации и размеров, марки материала, типа производства и других факторов.
Наиболее сложные по конфигурации заготовки можно изготавливать методам литья. Изделия, получаемые методом обработки давлением, должны быть более простыми по форме. Изготовление в поковках отверстий и полостей объемной штамповкой в ряде случаев затруднено, а использование напусков резко увеличивает объем последующей механической обработки.
Размеры заготовок, получаемых методами литья и обработки давлением, практически не ограничиваются. Нередко определяющим параметром в этом случае являются минимальные размеры (например, минимальная толщина стенок отливки, минимальная масса поковки). Объемной штамповкой и большинством специальных способов литья получают заготовки массой до нескольких десятков или сотен килограммов.
Форма и размеры заготовок, получаемых методами порошковой металлургии, ограничены как максимальными, так и минимальными размерами. При этом площадь поперечного сечения изделий, получаемых холодным формированием порошков с последующим спеканием, может быть от 50 мм 2 до 6000 мм 2 , высота — от 2 до 60 мм, а масса заготовок, как правило, не превышает 10 кг.
В процессе конструирования деталей выбор марки материала определяется не только условиями ее функционирования, но и условиями изготовления в реальном производстве. В то же время технологические свойства материала существенно влияют на выбор метода и способа получения заготовок. Так, серый чугун имеет прекрасные литейные свойства, но обладает низкой деформированностью и плохой свариваемостью.
Заготовки из одного и того же материала, полученные методами литья, обработки давлением и сваркой, обладают различными свойствами. Так, литой металл характеризуется большим размером зерен, неоднородностью химического состава и механических свойств по сечению отливки, наличием остаточных напряжений и т.д.
После обработки давлением заготовки имеют мелкозернистую структуру и определенную направленность расположения волокон (неметаллических включений). После холодной обработки давлением возникает наклеп, поэтому холоднокатаный металл прочнее литого в 1,5-3 раза. Пластическая деформация металла приводит к анизотропии свойств: прочность вдоль волокон (неметаллических включений) примерно на 10 — 15 % выше, чем в поперечном направлении.
Сварка приводит к образованию неоднородных структур в сварном шве и в околошовной зоне. Неоднородность зависит от вида и режима сварки. Так, наиболее резкое отличие в свойствах сварного шва возникает при ручной дуговой сварки, а электрошлаковая и автоматическая электродуговая сварки обеспечивают формирование наиболее качественных однородных швов.
Программа выпуска продукции, т.е. количество изделий, выпускаемых в течение определенного времени (обычно за год), является одним из важнейших факторов, определяющих выбор метода и способа производства заготовок.
В условиях единичного производства и для простых по конфигурации деталей часто заготовками являются профили (сортовой прокат, трубы и т.п.), получаемые в условиях металлургического производства. Стоимость механической обработки заготовок при изготовлении деталей в этом случае высока. Однако такая заготовка может быть достаточно экономичной из-за низкой стоимости проката, почти полного отсутствия подготовительных операций и возможности автоматизации процесса механической обработки.
При крупносерийном и массовом производстве конструкции заготовок следует максимально приближать к конфигурациям деталей. Например, для изготовления ступенчатого вала из стали 45 (рис. 2.2) целесообразно применить поковку, получаемую объемной штамповкой.
Рис. 2.2 Вал ступенчатый: а — деталь; б — штампованная поковка; в — заготовка из горячекатаного проката
Эффективными технологическими способами изготовления заготовок в крупносерийном и массовом производстве являются специальные виды прокатки (поперечно-винтовая, поперечно-клиновая, прокатка в винтовых калибрах), которые позволяют получить периодические профили. Применение таких заготовок дает возможность повысить коэффициент использования материала и производительность труда.
При конструировании деталей необходимо учитывать возможности предприятия, на котором предполагается их изготовление. Для этого необходимо располагать сведениями о типе и количестве имеющегося оборудования, производственных площадях, возможностях ремонтной базы, вспомогательных служб и т.д.
Технологический процесс изготовления заготовки оказывает влияние на форму, размеры и состояние поверхностей изделия, поэтому при проектировании детали необходимо определить оптимальный метод изготовления заготовки.
Рассмотрим пример проектирования заготовки детали, эскиз которой приведен на рис. 2.3. Марка материала проектируемого изделия – низколегированная сталь (сталь 40Х, сталь 40ХЛ), масса – 12,1 кг, годовая программа – 5000 шт.

Рис. 2.3. Эскиз детали
На предварительном этапе выбора метода изготовления заготовки можно воспользоваться матрицей влияния факторов (табл. 2.1). Каждый фактор в ней оценивают с помощью коэффициента удельного веса (0 или 1). Лучшим считают метод, набравший большую сумму коэффициентов. В том случае, когда ни у одного из рассмотренных методов изготовления заготовки нет явных преимуществ, проектируют несколько эскизов заготовок, изготовленных наиболее приемлемыми методами.
Анализ формы, размеров и массы детали, требуемой точности и состояния поверхностей, технологических свойств материала и годовой программы ее изготовления показал, что применение профилей круглого сечения (ГОСТ 2590- 88) нецелесообразно, поскольку большое количество металла при механической обработке заготовки резанием удаляется в виде стружки (КИМ < 0,5). Применение методов порошковой металлургии является неприемлемым, так как масса заготовки превышает 10 кг, а высота — более 60 мм. Поэтому в соответствии с данными матрицы влияния факторов (табл. 2.1.) целесообразно рассмотреть три метода получения заготовки проектируемой детали: обработкой давлением, литьем и сваркой.
Матрица влияния факторов
Методы изготовления заготовок
С учетом особенностей конструкции детали и технологических свойств низколегированной стали для изготовления поковки выбираем горячую объемную штамповку на горизонтально – ковочной машине. Ввиду большой глубины центрального отверстия целесообразна односторонняя наметка.
В соответствии с технологическими рекомендациями назначают припуск на механическую обработку, штамповочные уклоны и радиусы закругления. Эскиз штампованной заготовки приведен на рис. 2.4,а. Марка материала — сталь 40Х, расчетная масса поковки- 12,8 кг.
Изготовление отливки проектируемой детали осуществляют литьем в песчаные формы. Для того, чтобы уменьшить высоту литейной формы, ось отливки расположена горизонтально. В соответствии с расчетными данными и рекомендациями в отливке может быть изготовлено только центральное отверстие, а на отверстия диаметром 12 мм назначен напуск, формовочные уклоны составляют 40, а литейные радиусы – 5 мм. Эскиз отливки приведен на рис. 2.4,б, марка материала – сталь 40ХЛ, расчетная масса – 13,8 кг.
Для повышения технологичности сварной заготовки проектируемой детали целесообразно фланец изготавливать горячей объемной штамповкой на механическом прессе, а цилиндрическую часть (хвостовик) получать из трубы (ГОСТ 8732-78). Для формирования неразмеченного соединения элементов заготовки применена полуавтоматическая аргонодуговая сварка. Эскиз сварной заготовки из стали 40ХЛ, массой -12,4 кг приведен на рис. 2.4,в.

а)

б)

в)
Рис. 2.4 Эскизы заготовок проектируемой детали: а — поковка; б — отливка: в — сварная конструкция
Оптимальный метод и способ изготовления заготовки устанавливают на основе анализа:
— конструктивно-технологических признаков проектируемой детали;
— технико-экономических показателей способов заготовительного производства, имеющихся на предприятии;
— технологических требований предъявляемых при механической обработке заготовки резанием;
— годовой программы выпуска изделия.
После выбора оптимального метода определяют способ изготовления заготовки (поковки, отливки, сварной конструкции и др.), используемое оборудование, инструмент и технологическую оснастку. Затем изготавливают чертежи заготовки и детали, конструкция которой отвечает требованиям технологичности.
Вопросы для самоконтроля
1. Назовите основные виды заготовок и параметры, по которым оценивают их качество и технологичность.
2. Какие этапы изготовления деталей необходимо учитывать при расчете коэффициента использования материала?
3. Сформулируйте основополагающий принцип выбора метода получения заготовок деталей машин и приборов.
4. Какой метод изготовления заготовок обеспечивает получение крупногабаритных изделий сложной конфигурации (например, крупных коленчатых валов, станин кузнечнопрессового оборудования, конструкций из разнородных материалов и т.п.)?
5. На основе анализа каких данных определяют оптимальный метод и способ изготовления заготовки проектируемой детали?
6. Назовите основные методы получения заготовок и их технологические возможности.
Источник: cyberpedia.su