
1. Линейная интерполяция при ускоренном перемещении, — G00. Эффект состоит в том, что запрограммированное перемещение интерполируется, а движение к конечной точке осуществляется по прямой линии с максимальной подачей. Скорость и ускорение подачи, по крайней мере, одной оси максимальны.
Скорость подачи других осей контролируется таким образом, чтобы движение всех осей завершилось в конечной точке одновременно. При активной инструкции G00 движение замедляется до нуля в каждом кадре. При этом выполнение «точного позиционирования» зависит от инструкций G161, G162. Если же в замедлении скорости подачи до нуля в каждом кадре необходимости нет, то вместо G00 используют G200.
Значение максимальной скорости подачи не программируется, но задается так называемыми «машинными параметрами» в памяти системы ЧПУ. Инструкция G00 является модальной, и ее появление деактивирует G-инструкции той же группы: G01, G02, G03, G05, G10-G13, G73, G200.
2. Линейная интерполяция на ускоренном перемещении без замедления до V=0, —
Винтовая интерполяция
G200. Эффект состоит в том, что отсутствует замедление скорости подачи до нуля в
конце каждого кадра; т.е. нет торможения на стыке соседних кадров, и процесс
интерполяции продолжается. При этом должны соблюдаться предусловия: инструкции
G61 nG163 пассивны.
Если, тем не менее, инструкция G61 активна, то, несмотря на G200, торможение до нуля будет осуществляться в каждом кадре. Если же активна инструкция G163, то характер движения будет определяться функциями точного позиционирования (см. инструкции G164 — G166).
Значение максимальной скорости подачи не программируют, но задают «машинными параметрами» в памяти системы ЧПУ. Инструкция G200 является модальной, и ее появление деактивирует G-инструкции той же группы: GOO, G01, G02, G03, G05, G10-G13, G73.
3. Линейная интерполяция с предусмотренной скоростью подачи, — G01.
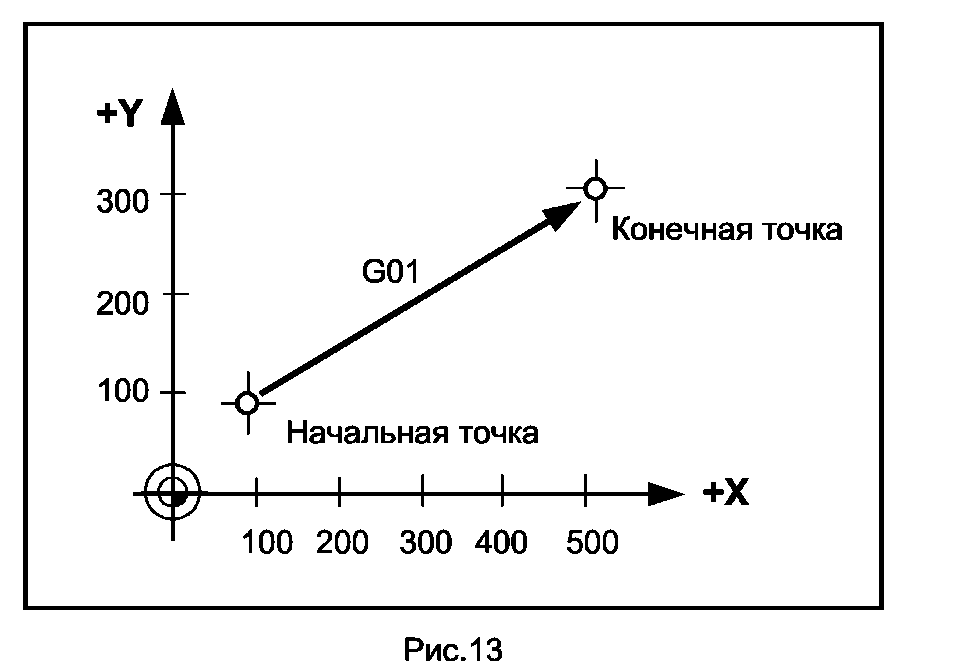
Перемещение с заданной скорость подачи (в F-слове) к конечной точке кадра осуществляется по прямой линии. Все координатные оси завершают движение одновременно. Скорость подачи в конце кадра снижается до нуля, но только если инструкция G08 пассивна. Запрограммированная скорость подачи является контурной, т. е. значения подачи для каждой отдельной координатной оси будут меньше. Значение скорости подачи обычно ограничивают настройкой «машинных параметров». Вариант комбинации слов с инструкцией G01 в кадре: G01_ Х_ Y_ Z_F_. Особенности использования инструкции G01:
- в любом кадре инструкция G01 может быть представлена вместе с позиционными данными или без них;
- в любом кадре инструкция G01 сопровождается F-словом, если до этого подача не была назначена;
- назначенная подача остается активной, пока ее значение не будет переопределено.
- инструкция G01 является модальной, и ее появление деактивирует G-инструкции той же группы: GOO, G02, G03, G05, G10-G13, G73, G200.
G02 и G03. Круговая и винтовая интерполяция. Создание управляющей программы для ЧПУ #cnc
4. Круговая интерполяция, — G02, G03. Перемещение в кадре осуществляется по окружности с контурной скоростью, заданной в активном
F-слове. Движение по всем координатным осям завершается в кадре одновременно; также и в том случае, когда одна из осей не принадлежит плоскости круговой интерполяции. Вдоль этой оси движение будет линейно интерполируемым, а общая траектория станет винтовой линией. Инструкции G02 и G03 модальны и деактивируют другие G-инструкции той же группы.
Приводы подачи задают перемещение по окружности с запрограммированной подачей в выбранной плоскости интерполяции; при этом G02 определяет движение по часовой стрелке, a G03 — против часовой стрелки. Выбор двух синхронных координатных осей осуществляется свободно путем выбора плоскости интерполяции.
При программировании окружность задают с помощью ее радиуса или координат ее центра. Дополнительная опция программирования окружности определяется инструкцией G05: круговая интерполяция с выходом на траекторию по касательной (см. далее).
4.1 Программирование окружности при помощи радиуса. Радиус всегда задают в относительных координатах; в отличие от конечной точки дуги, которая может быть задана как в относительных, так и в абсолютных координатах.
Используя положение начальной и конечной точек, а также и значение радиуса, система ЧПУ прежде всего определяет координаты центра окружности. Результатом расчета могут стать координаты двух точек, ML MR (см. рис.14), расположенных соответственно слева и справа от прямой, соединяющей начальную и конечную точки.
Расположение центра окружности зависит от знака радиуса; при положительном радиусе центр будет находиться слева, а при отрицательном радиусе — справа. Расположение центра определяется также инструкциями G02 или G03 (см. рис.15).
Как это видно из рис.15, величина радиуса должна быть, по крайней мере, вдвое большей, чем длина отрезка, соединяющего начальную и конечную точки дуги окружности. Особым случаем является равенство отрезка удвоенному значению радиуса. Этот случай соответствует заданию полуокружности. Знак радиуса при этом значения не имеет.
Программирование полной окружности через задание радиуса недопустимо. Вариант комбинации слов с инструкцией G03 в кадре: N_G17_G03_X_Y_R±_F_S_M. Здесь: инструкция G17 означает выбор круговой интерполяции в плоскости X/Y; инструкция G03 определяет круговую интерполяцию в направлении против часовой стрелки; X_Y_ представляют собой координаты конечной точки дуги окружности; R — радиус окружности.
4.2. Программирование окружности при помощи координат ее центра. Текущее положение используется в качестве начальной точки. Окружность, заданная
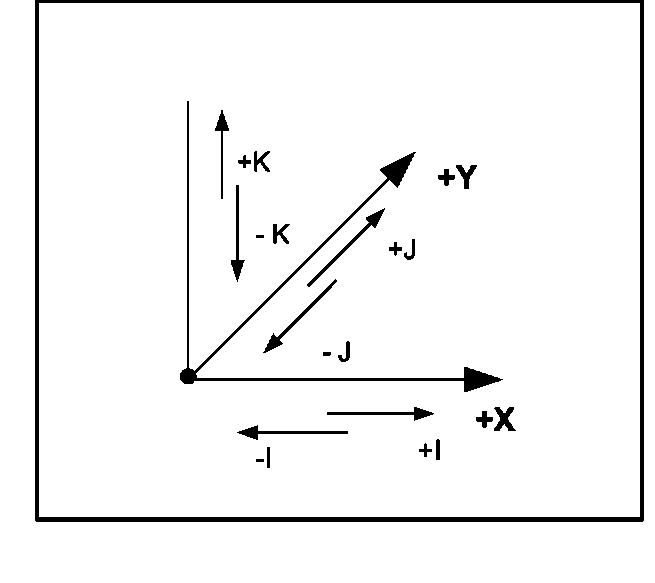
координатами центра, проходит через начальную и конечную ее точки. Координатные оси, вовлеченные в процесс круговой интерполяции, имеют параметры I, J и К, приданные осям соответственно. Параметры устанавливают расстояние между начальной точкой и центром М дуги окружности в направлении, параллельном осям. Знак определяется направлением вектора от А к М. Стандартное определение параметров указано на рис.16.
На рис.16: l=M(X)-A(X); J =M(Y)-A(Y); K=M(Z)-A(Z); I, J, К — параметры интерполяции; X, Y, Z — координатные оси, которым параметры I, J, К приданы соответственно; М -центр окружности, заданный относительно начальной точки дуги окружности. На рис. 17-21 рассмотрены различные примеры программирования окружности. Пример 1:
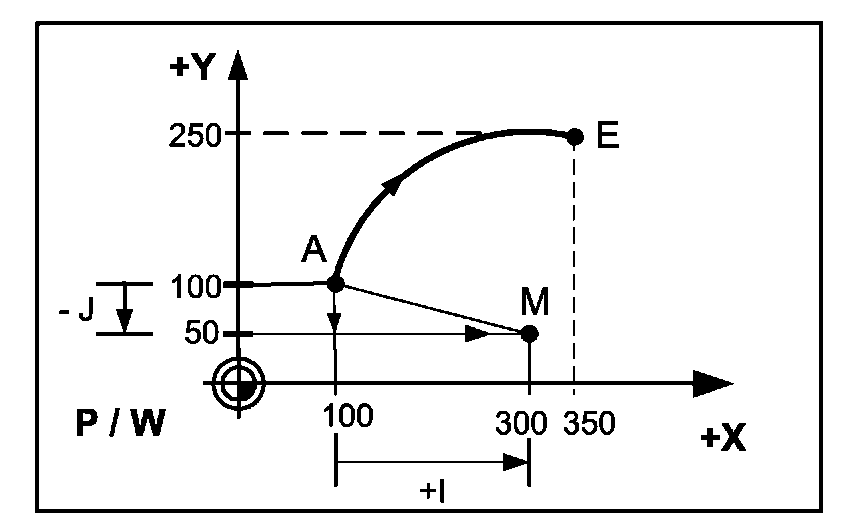
N.. .G90 G17 G02 Х350 Y2501200 J-50 F.. .S.. .М.
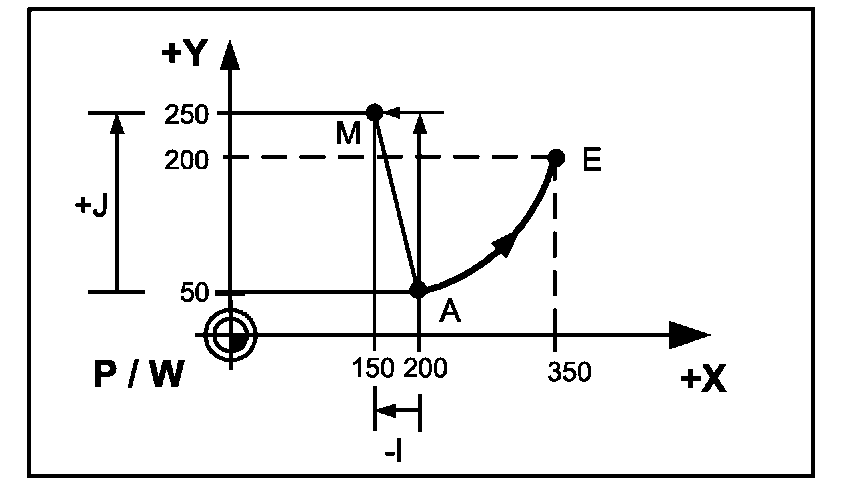
N.. .G90 G17 G03 Х350 Y2001-50 J200 F.. .S.. .М.
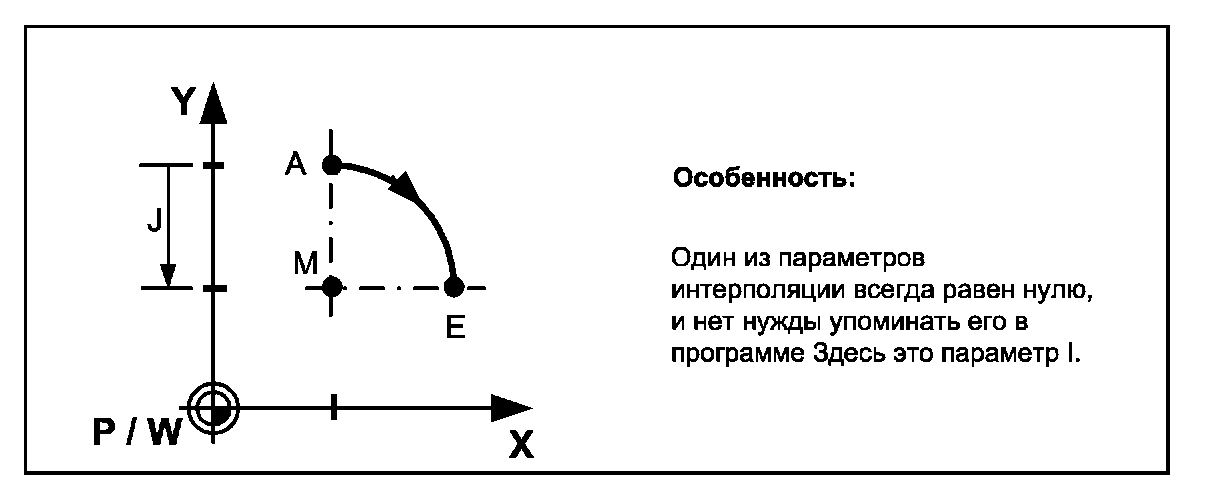
Пример 3 (программирование четверти окружности):
N.. .G17 G02 X.. .Y.. J-. ..F. S. M.
Пример 4 (программирование полуокружности):
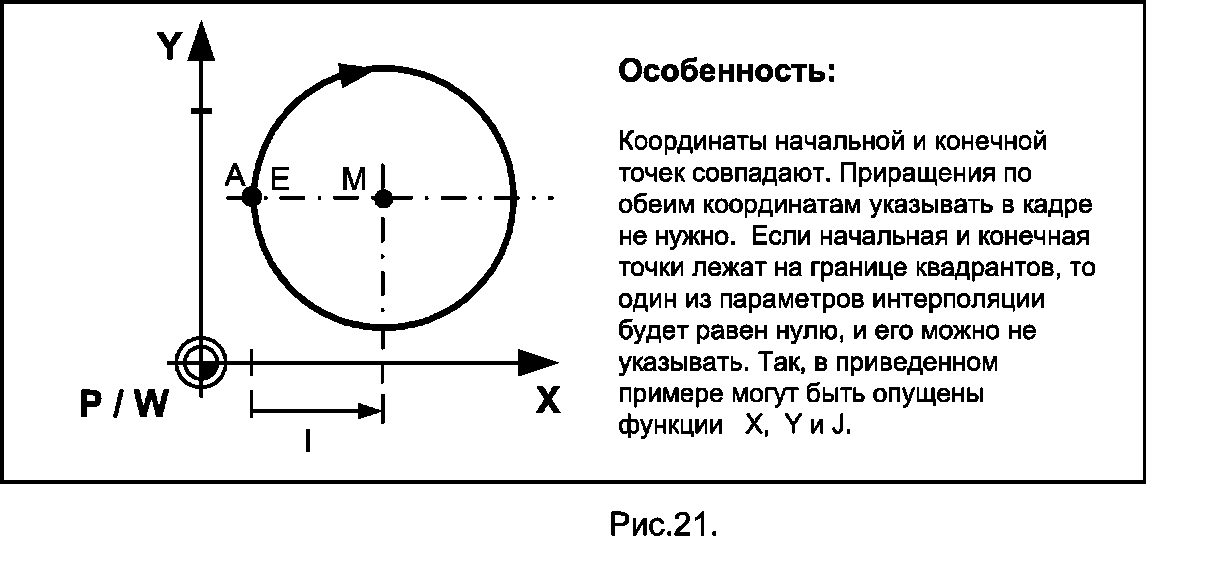
Пример 5 (программирование полной окружности):
N. G17. G02I. F. S. M.
5. Винтовая N-интерполяция, — G202, G203. В процессе винтовой N-интерполяции осуществляется круговая интерполяция в выбранной плоскости и линейная интерполяция для остальных синхронных координатных осей, общим числом до шести круговых или линейных осей. Это связано с тем, что общее число синхронных осей в одном канале не превышает восьми.
Движение по всем координатам завершается одновременно. Винтовая N-интерполяция является обобщением простой винтовой, при которой линейная интерполяция осуществляется только для одной оси, перпендикулярной выбранной плоскости круговой интерполяции. Плоскость круговой интерполяции определяется инструкциями G17, G18, G19, G20.
В одном кадре может быть запрограммирована только одна полная окружность. Скорость подачи является контурной; однако есть некоторые особенности для линейно интерполируемых осей, связанные с использованием инструкций G594 и G595. Движение по окружности по часовой стрелке осуществляется соответственно инструкции G202; движение по окружности против часовой стрелки осуществляется соответственно инструкции circular G203. Программирование окружности возможно с использованием радиуса и координат центра окружности.
Инструкция винтовой интерполяции является модальной и принадлежит второй группе модальных G-инструкций.
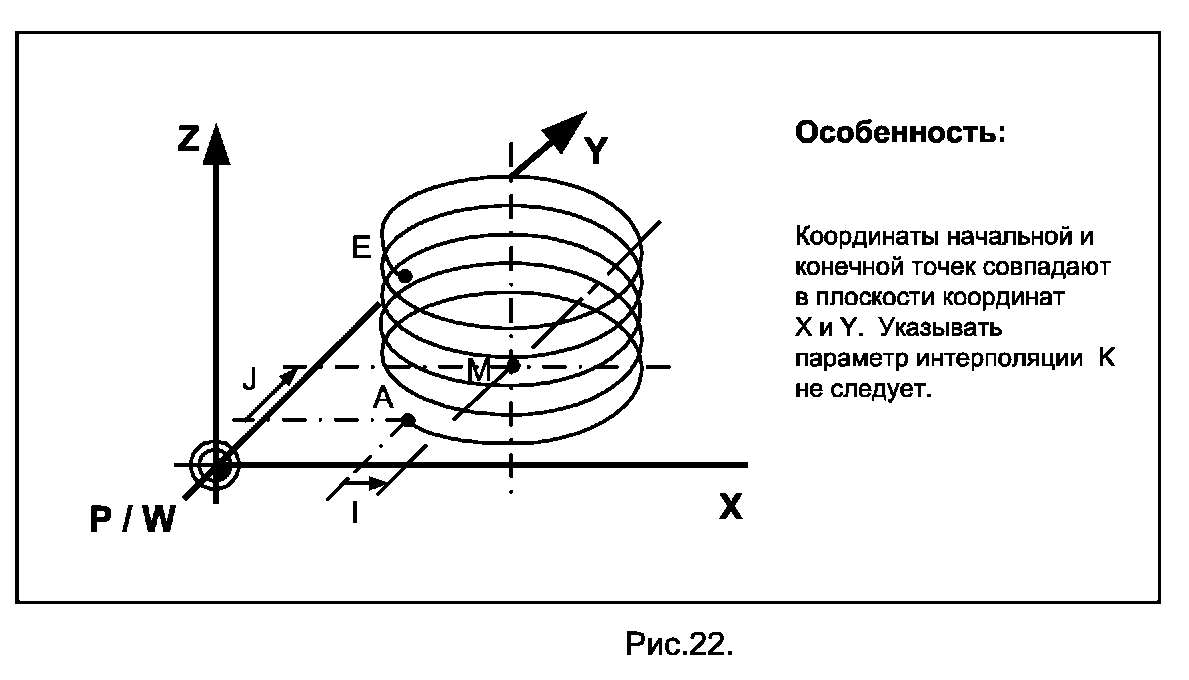
Пример простой винтовой интерполяции показан на рис. 22:
N.. .G91 G17 G03 X. Y. Z. I. J.. .F. ..S. M.
6. Выдержка времени, — G04. Инструкция G04 указывает на сам факт выдержки
времени, а в слове F задают величину этой выдержки в секундах. Действие инструкции
распространяется только на один кадр. В этом же кадре можно программировать
вспомогательные функции (например, смену инструмента), но не перемещения.
Движение приводов подачи останавливается, а вращение шпинделя не выключается.
Пример программирования выдержки времени:
N. G04 F. /Выдержка времени в секундах.
Повторную выдержку времени следует программировать в очередном кадре.
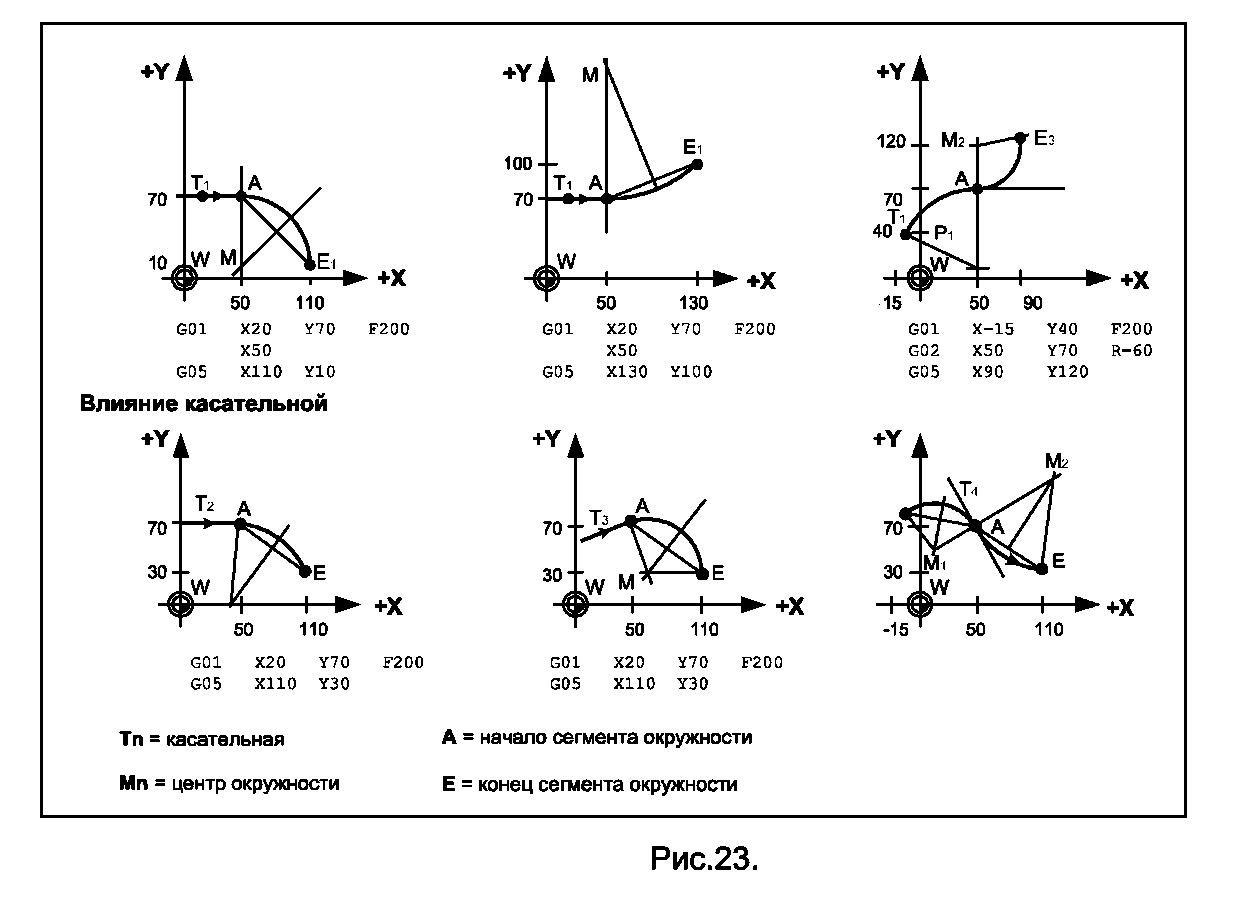
7. Круговая (винтовая) интерполяция с выходом на круговую траекторию по
касательной, — G05. Система ЧПУ использует инструкцию G05 для расчета такого
кругового участка, выход на который из предыдущего кадра (с линейной или круговой
интерполяцией) осуществляется по касательной. Параметры формируемой дуги
определяются автоматически; т.е. программируется только ее конечная точка, а радиус
не задается: G5 X. Y. Различные примеры программирования с инструкцией G05
показаны на рис.23.
8. Программирование ускорения, — G06, G07, G206. Максимальные значения ускорения по каждой координатной оси устанавливают в «машинных параметрах». Временно эти значения могут быть снижены инструкцией G06.
Инструкция G06, сопровождаемая адресами осей, заменяет для этих осей максимальные значения ускорения на те, которые указаны в функциях осей. Эти значения интерпретируются системой управления как «тысячи Дюймов/Сек 2 » или как «М/Сек 2 », в зависимости от выбора единиц измерения инструкциями G71, G70 соответственно. Желательно программировать инструкцию G06 в отдельном кадре. Инструкция G07 отменяет введенные изменения для всех осей сразу, т.е. значения соответствующих «машинных параметров восстанавливаются. Инструкцию G07 можно применять одновременно с программированием перемещений.
Инструкцией G206 сохраняют во внутренней памяти системы ЧПУ действующие
максимальные значения ускорения для всех координатных осей.
Инструкция G06, не сопровождаемая адресами осей, вновь активизирует
максимальные значения ускорения, сохраненные во внутренней памяти системы ЧПУ.
Использование инструкций поясняется двумя примерами.
G06 Х2 Y2 /Максимальное значение ускорения для осей X и Y равно /2М/Сек 2 .
Пример 2: первоначально максимальное ускорение 8М/Сек 2 задано в машинных параметрах для всех координатных осей.
9. Управление скоростью подачи в «точках перегиба» траектории, — G08, G09.
Указанные инструкции поддерживают контурную скорость подачи вдоль сложной траектории настолько постоянной, насколько это возможно. Если подобное управление выключено, то скорость подачи снижается до нуля в конце каждого кадра и возрастает до запрограммированного значения в начале каждого кадра. Если подобное управление включено, то скорость подачи будет снижаться до необходимого уровня в точках перегиба контура (за исключением начала и конца процесса обработки), см. рис.24.
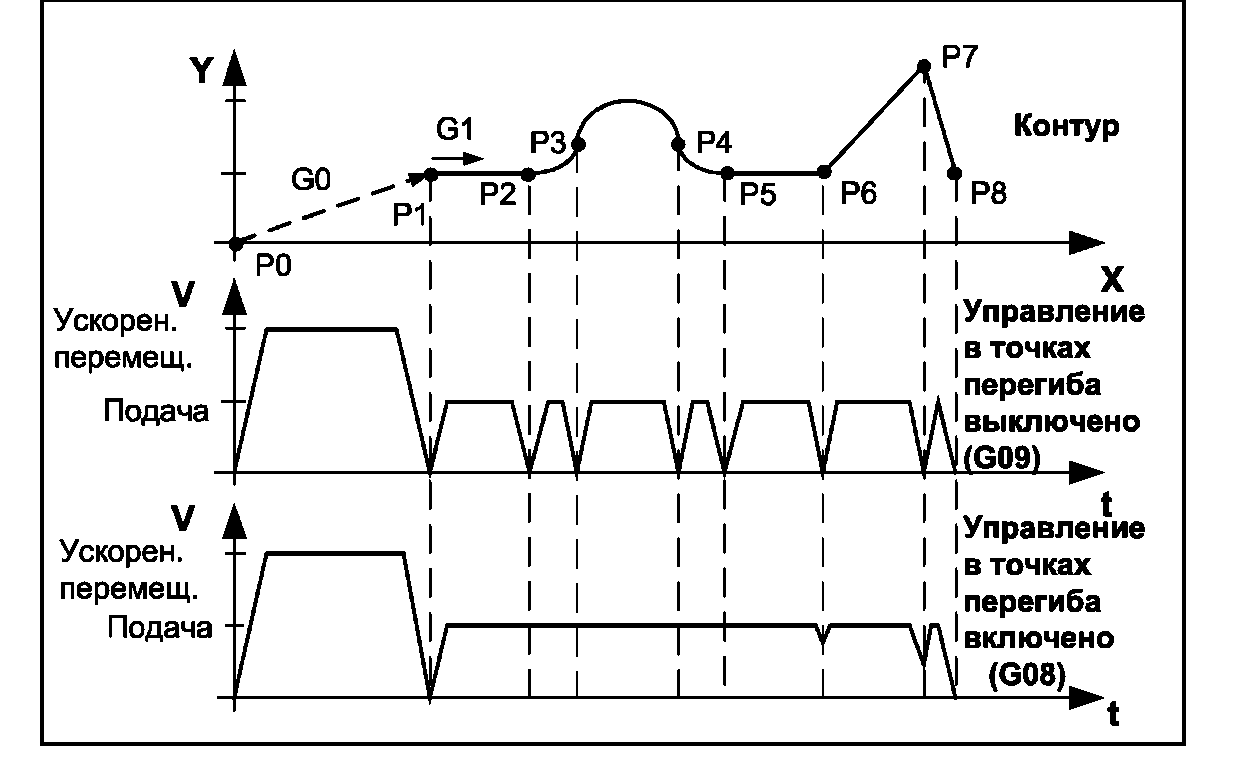
При активной инструкции G08 (управление в точках перегиба включено) конечная точка Р8 будет достигнута за более короткое время, чем при активной инструкции G09 (управление в точках перегиба выключено). Обе инструкции модальны.
10. Управление скоростью подачи в точках перегиба с учетом функции «look-ahead», — G108. Функция «look-ahead» работает в диапазоне числа кадров, установленных в машинных параметрах. Завершение диапазона для инструкции G08 выглядит так же, как и завершение процесса обработки. В этом случае произойдет неоправданное снижение скорости, как это было показано на рис.
24. Инструкция G108 позволяет избежать подобного снижения скорости подачи.
11. Переходы от кадра к кадру без торможения, — G228. Алгоритм управления скоростью подачи в точках перегиба на стыке кадров принимает во внимание величину скорости подачи, максимально допустимый скачок скорости и допустимую длину участка торможения. При этом торможение может произойти даже при незначительных изменениях угла наклона контура, т.е. при квази-гладкой траектории.
Инструкция G228 позволяет установить угол излома контура, в пределах которого торможение не происходит. Инструкция программируется следующим образом: G228 ; где К — адрес функции, в которой указывают максимальный угол в пределах от 0 до 50 градусов.
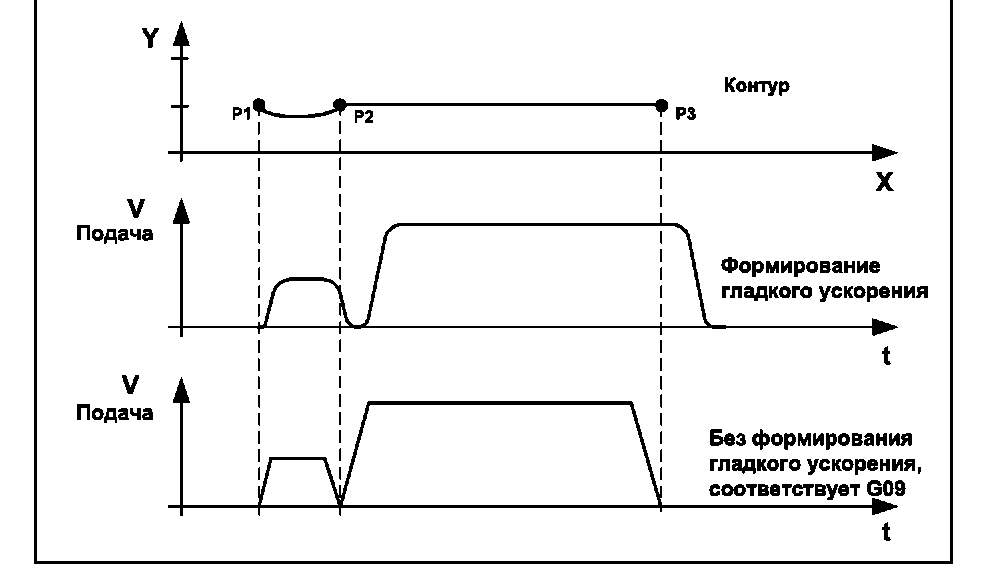
12. Формирование «гладкого» ускорения при движении от точки к точке, — G408.
Цель состоит в растягивании процедуры ускорения на величину нескольких интерполяционных циклов без скачков скорости подачи. В качестве закона изменения скорости подачи принимают, например, функцию sin 2 .
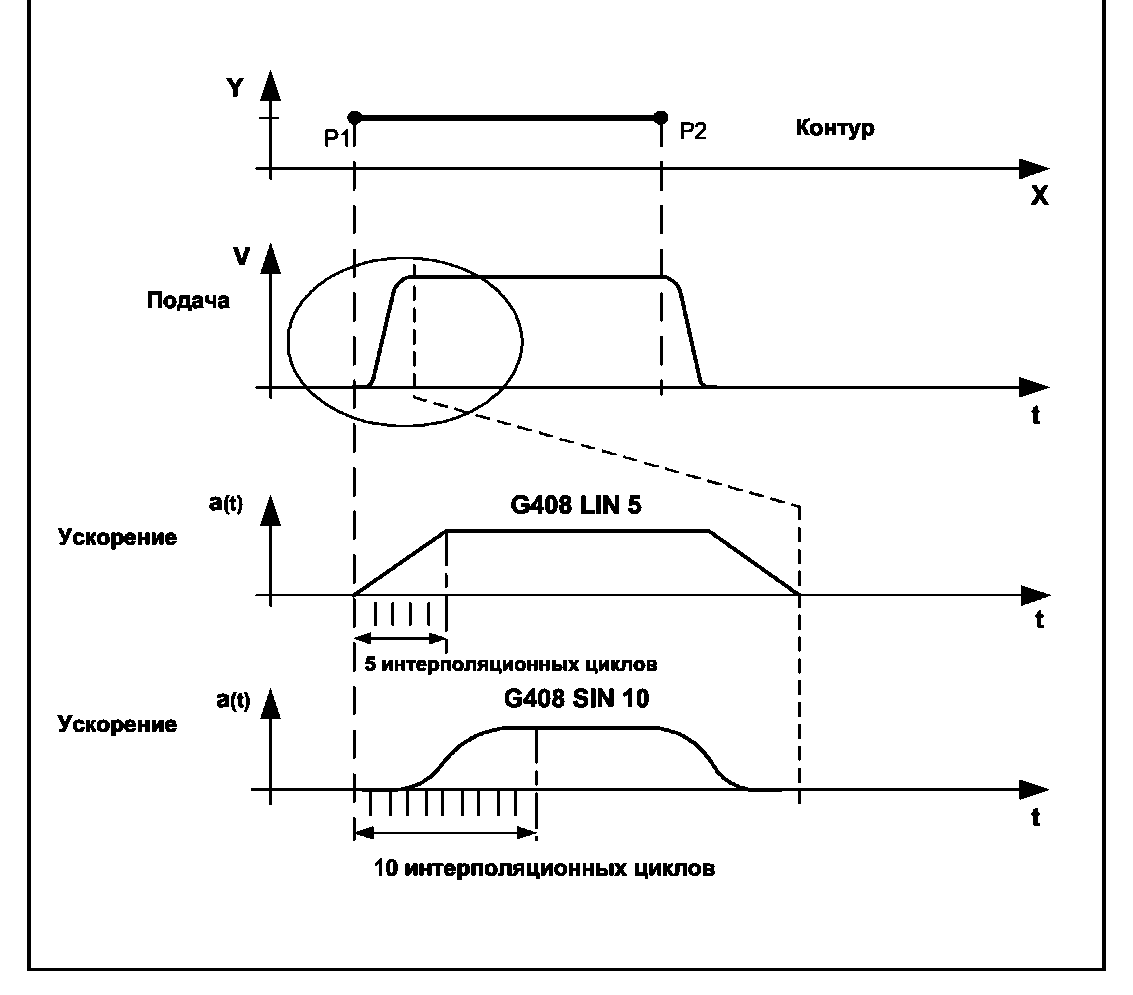
Параметрами инструкции служат LIN и SIN. Параметр LIN служит признаком линейного изменения ускорения; причем означает количество интерполяционных циклов (от 2 до 40), между которыми распределяется линейное изменение ускорение. Параметр SIN служит признаком
- SIN 0, формирование ускорения отменяется (эквивалентноСОЭ);
- SIN 3, изменение ускорение охватывает три интерполяционных цикла в отношении 25% — 50% — 25%;
- SIN 4, изменение ускорение охватывает четыре интерполяционных цикла в отношении 12.5% — 37.5% -37.5% -12.5%;
- SIN 5, изменение ускорение охватывает пять интерполяционных циклов;
- SIN 10, изменение ускорение охватывает 10 интерполяционных циклов;
- SIN 15, изменение ускорение охватывает 15 интерполяционных циклов;
- SIN 20, изменение ускорение охватывает 20 интерполяционных циклов;
- G408; по умолчанию используется G408 LIN 2.
- G408 SIN 3 LIN 5; изменение ускорения соответствует SIN 3;
- G408 LIN 5; изменение ускорения соответствует LIN 5;
- G408 LIN 2; изменение ускорения соответствует LIN 2.
Инструкция G408 модальная (принадлежит группе инструкций G08, G09, G108, G608).
13. Формирование «гладкого» ускорения при движении от точки к точке для
каждой оси в отдельности, — G608. Ускорение формируется для каждой синхронной
оси независимо. В процессе интерполяции система управления автоматически
определяет общую функцию формирования ускорения.
Синтаксис инструкции: G608 . .
N. G608 Х4 Y6 Z10 /Число интерполяционных циклов для оси X
/равно 4, для оси Y равно 6, для оси Z равно 10.
- инструкции G608, G08 G09 G408 являются модальными и прекращают действие других из той же группы;
- число интерполяционных циклов может быть назначено от 1 до20;
- для неупомянутых осей принимается число интерполяционных циклов, заданное в машинных параметрах;
- если инструкция G608 не сопровождается перечислением осей, то для них всех принимается число интерполяционных циклов, заданное в машинных параметрах;
- инструкция G608 предполагает торможение до нуля и в этой связи используется при позиционировании.
- при инициализации системы активна инструкция G09.
Источник: geum.ru
Винтовая интерполяция
Для получения перемещения по винтовой линии необходимо запрограммировать в одном и том же кадре круговую интерполяцию на плоскости интерполяции и линейное перемещение, перпендикулярное к этой плоскости (рис. 9.15). Винтовая интерполяция получается при круговой интерполяции организацией перемещения вдоль дополнительной третьей оси (q), лежащей вне плоскости окружности, записанной в кадре. Система ЧПУ организует простейшее перемещение вдоль оси q.

Общий формат, определяющий режим винтовой интерполяции:

Рис. 9.15. Винтовая интерполяция
Скорость, заданная по адресу F, действует вдоль дуги перемещения.
Пример 1. Для рис. 9.16 винтовая интерполяция будет задана:
G17 G03 ХО Y100 Z20 R100 F150

Рис. 9.16. Пример винтовой интерполяции
Нарезание резьбы с линейным шагом (G33)
Функция G33 определяет цикл цилиндрического или конического нарезания резьбы с постоянным или переменным шагом. Это движение координируется с вращением шпинделя. Запрограммированные в кадре параметры определяют тип резьбы, которую следует осуществить.
Формат: G33 [оси] К [I] [R],
где [оси] — представлены адресом оси и цифровым значением; К — шаг резьбы. В случае переменного шага представляет начальный шаг. К должен присутствовать всегда; I — изменение шага.
Для нарезания резьбы с возрастающим шагом величина / должна быть положительной, для нарезания резьбы с уменьшающимся шагом — отрицательной; R — угол в градусах, определяющий смещение шпинделя от нулевой позиции его датчика углового положения и определяющий начальную точку нарезания резьбы (заход). Используется при нарезании многозаходных резьб. Мно- гозаходная резьба может быть организована изменением адреса R, т.е. система ЧПУ может быть запрограммирована с конкретным угловым смещением шпинделя перед нарезанием каждой нитки. Таким образом, представляется возможным программировать одну начальную точку для различной нарезки.
G33 является модальной функцией. Примеры нарезания резьбы с постоянным шагом приведены на рис. 9.17: цилиндрическое нарезание резьбы (рис. 9.17, а), коническое нарезание резьбы (рис. 9.17, 6),

Рис. 9.17. Примеры нарезания резьбы с постоянным шагом: а — цилиндрическая резьба; б — коническая резьба; в — цилиндрическо-коническая
резьба цилиндрическо-коническое нарезание резьбы (рис. 9.17, в). Система ЧПУ будет управлять нарезанием конической резьбы, если в формате заданы две координатные оси, например Z, U (см. рис. 9.17, б), где U — диаметральная ось.
Источник: studref.com
9.7 Винтовая интерполяция (G2/G3, TURN)

; =
| Основы | |
| 254 | Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Команды перемещения 9.7 Винтовая интерполяция (G2/G3, TURN)
| Программный код | Комментарий | |||
| N10 | G17 | G0 | X27.5 Y32.99 Z3 | ; Подвод к стартовой позиции. |
| N20 | G1 | Z-5 | F50 | ; Подача инструмента. |
| N30 | G3 | X20 | Y5 Z-20 I=AC(20) J=AC(20) TURN=2 | ; Винтовая линия с данными: |
| Выполнить от стартовой | ||||
| позиции 2 полных круга, | ||||
| после этого переход к | ||||
| конечной точке. | ||||
| N40 | M30 | ; Конец программы | ||
Дополнительная информация Последовательность движений 1. Переход к стартовой точке 2. С TURN= исполнение запрограммированных полных кругов. 3. Подвод к конечной точки окружности, к примеру, как частичный оборот. 4. Исполнение пунктов 2 и 3 на глубину подачи.
Из количества полных кругов плюс запрограммированной конечной точки окружности (выполненными на глубину подачи) получается шаг, с которым должна быть изготовлена винтовая линия. ̸͙͇͙͕͉͇͗ͦ ͙͕͇͑͞ ͐͢ ͖͕͔͒͐͢ ͚͑͗͊  ͕͐ ͖͕͔͒͐͢ ͚͑͗͊͏͐ ͖͕͔͒͐͢ ͚͑͗͊ ̱͕͔͔͇͌ͦ͞ ͙͕͇͑͞ ͇͑͑ ͇͙͘͞͏͔͐͢͞ ̮͇͇͔͔͇͋ͦ ͙͕͇͑͞ ͕͈͕͕͙͗ Программирование конечной точки винтовой интерполяции Подробное описание параметров интерполяции см. круговую интерполяцию. Запрограммированная подача При винтовой интерполяции рекомендуется указывать запрограммированную коррекцию подачи ( CFC ). С помощью FGROUP можно установить, какие оси должны перемещаться с запрограммированной подачей. Подробности см. главу «Параметры траектории».
͕͐ ͖͕͔͒͐͢ ͚͑͗͊͏͐ ͖͕͔͒͐͢ ͚͑͗͊ ̱͕͔͔͇͌ͦ͞ ͙͕͇͑͞ ͇͑͑ ͇͙͘͞͏͔͐͢͞ ̮͇͇͔͔͇͋ͦ ͙͕͇͑͞ ͕͈͕͕͙͗ Программирование конечной точки винтовой интерполяции Подробное описание параметров интерполяции см. круговую интерполяцию. Запрограммированная подача При винтовой интерполяции рекомендуется указывать запрограммированную коррекцию подачи ( CFC ). С помощью FGROUP можно установить, какие оси должны перемещаться с запрограммированной подачей. Подробности см. главу «Параметры траектории».
| Основы | |
| Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 | 255 |
Команды перемещения
9.8 Эвольвентная интерполяция (INVCW, INVCCW)
9.8 Эвольвентная интерполяция (INVCW, INVCCW) Функция Эвольвента окружности это кривая, описываемая от конечной точки жестко натянутой, развернутой от окружности нити. Эвольвентная интерполяция позволяет создавать траектории вдоль эвольвенты. Она выполняется в плоскости, в которой определена основная окружность, и проходит от запрограммированной стартовой точки до запрограммированной конечной точки.
| ͔͙̽͌͗ ͕͚͍͔͕͙͑͗͘͏ ; 0 < 0 | |
| ; | ̸͙͇͙͕͉͇͗ͦ |
| ̷͇͋͏͚͘ | |
| ͙͕͇͑͞ | |
| ; | |
| ̵͔͕͉͔͇ͦ͘ | |
| ͕͚͍͔͕͙͑͗ͣ͘ | |
| ̱͕͔͔͇͌ͦ͞ | |
| ͙͕͇͑͞ | |
Возможно два способа программирования конечной точки: 1. Напрямую через декартовы координаты 2. Косвенно через указание апертурного угла (сравни программирование апертурного угла при программировании окружности) Если стартовая и конечная точка не лежат в плоскости основной окружности, то, аналогично винтовой интерполяции у окружностей, получается наложение на кривую в пространстве. При дополнительном вводе ходов траектории вертикально к активной плоскости (можно сравнить с винтовой интерполяцией для окружностей) эвольвента может перемещаться в пространстве.
Синтаксис INVCW X. Y. Z. I. J. K. CR=. INVCCW X. Y. Z. I. J. K. CR=. INVCW I. J. K. CR=. AR=. INVCCW I. J. K. CR=.
AR=. Основы
| 256 | Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Команды перемещения 9.8 Эвольвентная интерполяция (INVCW, INVCCW) Значение
| INVCW : | Команда движения по эвольвенте по часовой стрелке | |
| INVCCW : | Команда движения по эвольвенте против часовой стрелки | |
| X. Y. Z. : | Прямое программирование конечной точки в декартовых | |
| координатах | ||
| I. J. K. : | Параметры интерполяции для описания центра основной | |
| окружности в декартовых координатах | ||
| Указание: | ||
| Координаты указываются относительно стартовой точки | ||
| эвольвенты. | ||
| CR=. : | Радиус основной окружности | |
| AR=. : | Косвенное программирование конечной точки через | |
| указание апертурного угла (угла поворота) | ||
| Началом отсчета апертурного угла является прямая от | ||
| центра окружности к стартовой точке. | ||
| AR > 0: | Траектория на эвольвенте движется от | |
| основной окружности. | ||
| AR < 0: | Траектория на эвольвенте движется к основной | |
| окружности. | ||
Для AR < 0 максимальный угол поворота ограничен тем, что конечная точка всегда должна находиться вне основной окружности. Косвенное программирование конечной точки через указание апертурного угла ЗАМЕТКА При косвенном программировании конечной точки через указание апертурного угла AR учитывать знак угла, т.к. смена знака привела бы к другой эвольвенте и тем самым к другой траектории. Это должен пояснить следующий пример:
| ̱͕͔͔͌͌͢͞ ͙͕͑͞͏ |
$5 ̸͙͇͙͕͉͇͗ͦ ͙͕͇͑͞
| Основы | |
| Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 | 257 |
Команды перемещения 9.8 Эвольвентная интерполяция (INVCW, INVCCW) У эвольвент 1 и 2 совпадают параметры радиуса и центра основной окружности, а также стартовой точки и направления вращения ( INVCW / INVCCW ). Единственным различием является знак апертурного угла: ● При AR > 0 перемещается траектория на эвольвенте 1 и выполняется подвод к конечной точке 1. ● При AR < 0 перемещается траектория на эвольвенте 2 и выполняется подвод к конечной точке 2. Граничные условия ● Как стартовая точка, так и конечная точка, должны находится вне поверхности основной окружности эвольвенты (окружность с радиусом CR вокруг определенного через I, J, K центра). Если это условие не соблюдается, то выводится ошибка и обработка программы отменяется. ● Обе возможности программирования конечной точки (напрямую через декартовы координаты или косвенно через указание апертурного угла) являются взаимоисключающими. Поэтому в кадре может использоваться только одна из этих двух возможностей программирования. ● Если запрограммированная конечная точка находится не точно на определенной через стартовую точку и основную окружность эвольвенте, то осуществляется интерполяция между обеими эвольвентами, определенными через стартовую или конечную точку (см. рисунок ниже).
| ̸͙͇͙͕͉͇͗ͦ | |
| ̷͇͋͏͚͘ | ͙͕͇͑͞ |
| ̱͕͔͔͇͌ͦ͞ | |
| ̵͔͕͉͔͇ͦ͘ | |
| ̳͇͑͘ | |
| ͙͕͇͑͞ | |
| ͕͚͍͔͕͙͑͗ͣ͘ | |
| ͕͙͕͔͔͑͒͌͏͌ |
Максимальное отклонение конечной точки устанавливается через машинные данные (→ Изготовитель станка!). Если отклонение запрограммированной конечной точки в радиальном направлении больше, чем установленное через эти MD значение, то выводится ошибка и выполнение программы отменяется. Основы
| 258 | Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Команды перемещения 9.8 Эвольвентная интерполяция (INVCW, INVCCW) Примеры Пример 1: Левовращающаяся эвольвента от стартовой точки к запрограммированной конечной точке и как правовращающаяся эвольвента обратно
| 1 ̱͕͔͔͇͌ͦ͞ ͙͕͇͑͞ | |||
| ; | |||
| 1 | |||
| 1 | |||
| 1 ̸͙͇͙͕͉͇͗ͦ ͙͕͇͑͞ | |||
| ; | |||
| Программный код | Комментарий | ||
| N10 | G1 X10 | Y0 F5000 | ; Подвод к стартовой позиции. |
| N15 | G17 | ; Выбор плоскости X/Y в качестве | |
| рабочей плоскости. | |||
| N20 | INVCCW | X32.77 Y32.77 CR=5 I-10 J0 | ; Эвольвента против часовой стрелки, |
| конечная точка в декартовых | |||
| координатах. | |||
| N30 | INVCW X10 Y0 CR=5 I-32.77 J-32.77 | ; Эвольвента по часовой стрелке, | |
| стартовая точка это конечная | точка |
| из N20, новая конечная точка | это |
| стартовая точка из N20, новый | |
| центр окружности относится к | новой |
| стартовой точке и идентичен | |
| старому центру окружности. | |
| . |
Основы
| Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 | 259 |
Команды перемещения 9.8 Эвольвентная интерполяция (INVCW, INVCCW) Пример 2: Левовращающаяся эвольвента с косвенным программированием конечной точки через указание апертурного угла
| ; |
| $5 |
| Программный код | Комментарий | |
| N10 | G1 X10 Y0 F5000 | ; Подвод к стартовой позиции. |
| N15 | G17 | ; Выбор плоскости X/Y в качестве рабочей |
| плоскости. | ||
N20 INVCCW CR=5 I-10 J0 AR=360 ; Эвольвента против часовой стрелки и ход от основной окружности (т.к. указан положительный угол) с полным оборотом (360 градусов). . Литература Прочую информацию по связанным с эвольвентной интерполяцией важным машинным данным и граничным условиям см.: Описание функций «Основные функции»; Различные интерфейсные сигналы ЧПУ/PLC и функции (A2), глава: «Установки для эвольвентной интерполяции» Основы
| 260 | Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Источник: studfile.net