
И з языков высокого уровня программисты предпочитают использовать Pascal и С, которые хорошо структурированы благодаря встроенным в них конструкциям, а к «неструктурированным» языкам, таким как BASIC или FORTRAN, относятся несколько пренебрежительно. Это отчасти несправедливо; и на языке BASIC можно писать отлично структурированные программы, но ответственность за это возлагается на программиста, а программа на языках Pascal или С может легко выродиться в макаронную, если не принять меры, препятствующие этому.
Аналогичные наблюдения можно сделать в отношении программ для ПЛК. Многие машины средних возможностей (и все малые машины) вообще не имеют встроенных структурных компонентов, предоставляя программисту самому решать, как разбить программу на модули и придерживаться строго установленного порядка. На рис. 3.5 приведена программа для небольшого ПЛК, входящего в состав системы управления трехступенчатым умягчителем воды; структура программы достаточно проста, и ошибку, скажем, в строке Fast Rinse (быстрая промывка) ступени 2 легко можно обнаружить в теле программы.
Занятие 1-04 от 11.11.2019. Часть 3. Структура управляющей программы. G, M коды.
Более крупные и более совершенные машины обладают встроенными структурными конструкциями. Они в значительной степени защищают программиста от совершения ошибок подобно тому, как это имеет место в языках Pascal или С. Эти ПЛК предоставляют программисту методы разбиения программы на небольшие, легко понимаемые модули (некоторые большие машины, такие как Allen Bradley 5/250, имеют конструкции Repeat/Until, Whiledo/Endwhile, For/Next, позволяющие многократно выполнять одну и ту же операцию над блоками данных).
Наиболее структурированным языком, по-видимому, является ABB Master, который подобен компилируемым языкам высокого уровня в том, что все переменные и процедуры обязательно должны быть декларированы. Основная программа разбивается на более мелкие программы, обозначаемые PCI, РС2 и т. д. Рекомендуется, чтобы каждая из них относилась к определенной, отличной от других, сфере действия объекта, причем эти программы могут иметь различные скорости прогона.
Эти программы содержат управляющие модули, которые могуь быть задействованы или заблокированы либо могут включаться на выполнение через определенные интервалы времени. Внутри управляющих модулей находятся функциональные модули и модули последовательности операций, причем последние содержат шаги, соответствующие диаграммам состояния, описанным в разд. 2.9.2.
Функциональные модули или шаги последовательности операций реализуются при помощи реальных логических элементов. Таким образом, полная программа может выглядеть так, как на рис. 3.6 (а), а на рис. 3.6 (б) показано, какую древовидную структуру она имеет для конкретного примера (почти как в MSDOS или UNIX). Фактически структура является более гибкой по сравнению с тем, как здесь было описано: так, функциональные модули могут содержать управляющие модули, может быть образована иерархия модулей по принципу главный/подчиненный, но основная идея должна быть очевидной.
ПРОГРАММИРОВАНИЕ ЧПУ — #22 — КАДР УП И МОДАЛЬНОСТЬ / Программирование обработки на станках с ЧПУ
Для обозначения модулей принят иерархический порядок вплоть до элементного уровня; так, на рис. 3.7 вентиль AND, обозначенный PC 1.2.3.2, представляет собой второй логический элемент функционального блока 3 в управляющем модуле 2 программы РС1 (и именно так должен быть продекларирован как часть построения базы данных). Это формальное правило обязывает программиста соблюдать определенную дисциплину.
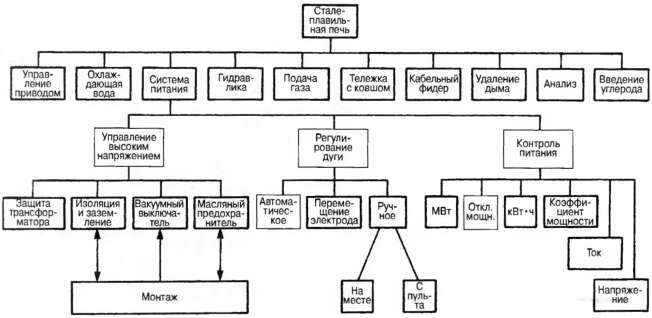
Рис. 3.3. Структура системы управления сталеплавильной печью с помощью ПЛК и разбиение одной ветви
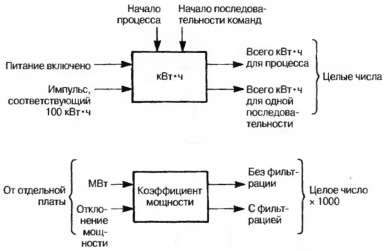
Рис. 3.4. Два блока из рис. 3.3 с соответствующими сигналами

Рис. 3.5. Хорошо структурированная и документированная программа для ПЛК, разбитая на области из приблизительно десяти звеньев. Это позволяет легко обнаруживать ошибки
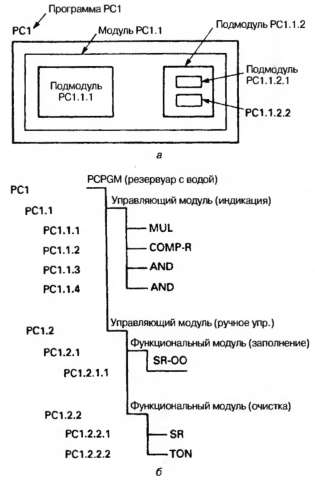
Рис. 3.6. Внутренняя структура ABB Master: (а) типичная структура программы Master; (б) программа в виде дерева
В ПЛК Siemens используется структура, состоящая из организационных блоков (ОВ), программных блоков (РВ), функциональных блоков (FB), файлов подпрограмм, которые мы рассмотрим чуть ниже, и блоков последовательностей (соответствующих диаграммам состояния). Основными структурными модулями являются программные блоки, которые эквивалентны элементам нижнего уровня в проектировании сверху вниз. При составлении программы все начинается с организационного блока ОВ1, из которого впоследствии могут быть вызваны программные блоки и функциональные блоки, как показано на рис. 3.8. Еще раз заметим, что подобное описание является несколько упрощенным.
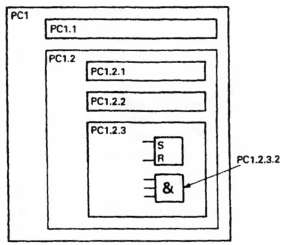
Рис. 3.7. Обозначение логического вентиля в ABB Master
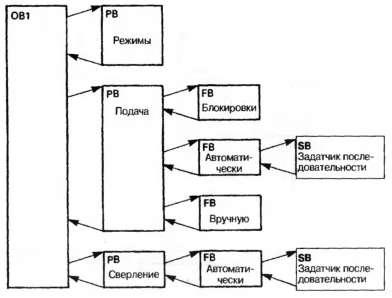
Рис. 3.8. Типичная внутренняя организация ПЛК Siemens
Allen Bradley в своих PLC-5 использует аналогичную идею. Программист разбивает программу высокого уровня на более мелкие программные модули, к которым при необходимости можно обратиться из основной программы. В PLC-5 все программы связываются с помощью схемы последовательности функций (SFC), которая очень напоминает диаграмму перехода состояний, описанную в разд. 2.9.2.
Каждое состояние и соответствующий переход — это небольшая программа типа многоступенчатой схемы; типичный пример приведен на рис. 3.9.
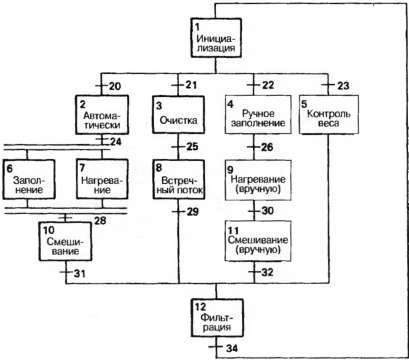
Рис. 3.9. Схема последовательности функций в PLC-5 Allen Bradley
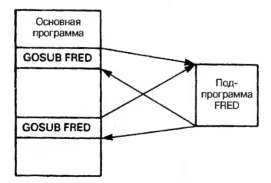
Рис. 3.10. Подпрограммы, используемые во многих ПЛК
ПЛК Allen Bradley и Siemens поддерживают концепцию подпрограмм (в Siemens они называются функциональными блоками). Это небольшие программы, которые используются для выполнения определенных задач и которые могут многократно вызываться из программы более высокого уровня (рис. 3.10). Например, некоторые ПЛК непосредственно обеспечивают вычисление тригонометрических функций (синус, косинус, тангенс). Синус угла достаточно просто вычислить, используя разложение в ряд
где значение угла х задается в радианах. В большинстве прикладных задач для достижения приемлемой точности достаточно первых трех членов. Например, синус угла 6 (theta) в градусах можно найти с помощью последовательности операций, изображенной на рис. 3.11, используя всего несколько звеньев многоступенчатой схемы или логических элементов.
Давайте создадим подпрограмму под именем Sine (а как же иначе?), которая имела бы на входе угол в градусах и возвращала значение синуса предназначенной для этого переменной, как на рис. 3.11. Входная и выходная переменные называются параметрами. Каждый раз, когда нам необходимо вычислить синус угла, мы теперь можем вызвать подпрограмму Sine.
Презентация на тему Структура программы и ее формат
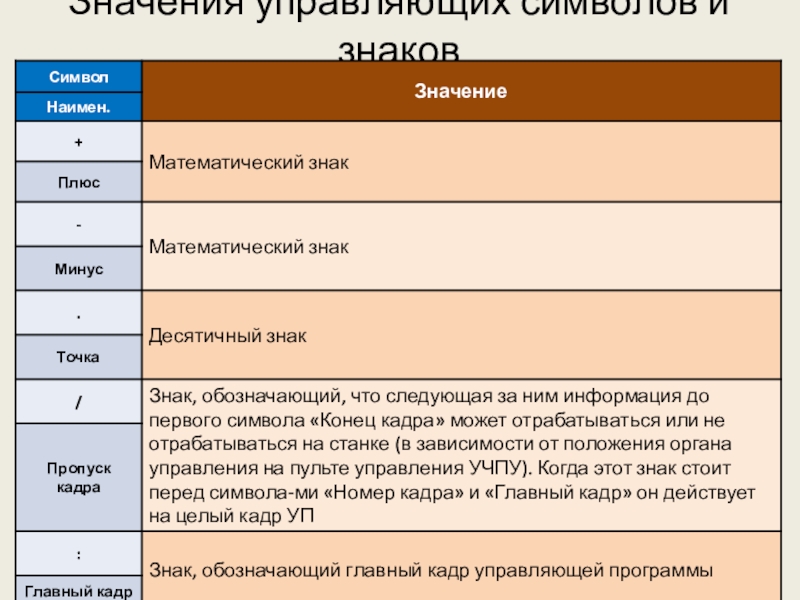
Структура управляющей программыКаждая управляющая программа должна начинаться символом «Начало программы» (%), после которого должен стоять символ «Конец кадра», а затем кадр с соответствующим номером. Для современных систем ЧПУ это требование необязательно.
- Главная
- Разное
- Структура программы и ее формат
Слайды и текст этой презентации
Слайд 1Структура программы и ее формат
Слайд 2Структура управляющей программы
Каждая управляющая программа должна начинаться символом «Начало программы»
(%), после которого должен стоять символ «Конец кадра», а затем
кадр с соответствующим номером. Для современных систем ЧПУ это требование необязательно.
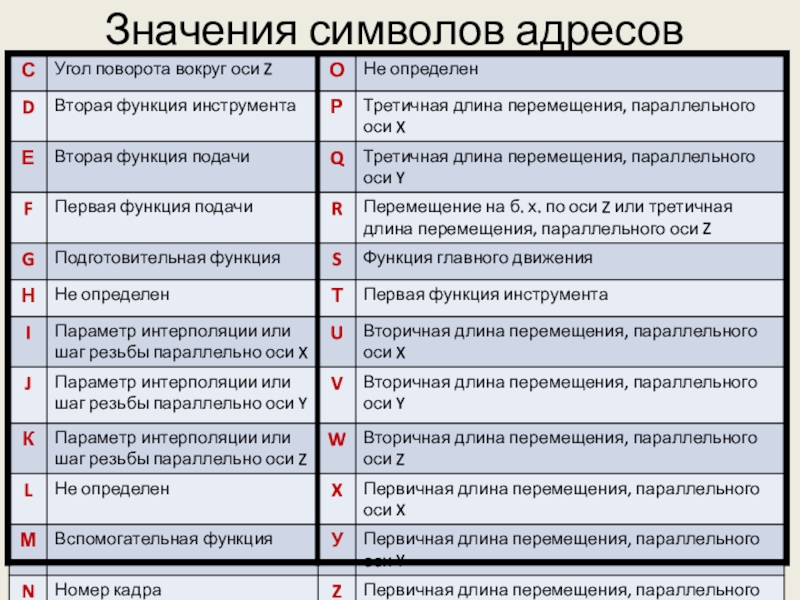
Каждый кадр представляет собой последовательность слов (адресов).
Первым словом любого кадра является номер кадра (N).
Каждое слово в кадре управляющей программы должно состоять из:
символа адреса (латинская прописная буква);
математического знака «Плюс» или «Минус» (при необходимости);
последовательности цифр.

Слайд 3Значения символов адресов
Слайд 4Положение десятичной запятой
Слова в управляющей программе должны быть записаны
одним из двух способов:
без использования десятичного знака (подразумеваемое положение
десятичной запятой);
с использованием десятичного знака (явное положение десятичной запятой).
Слайд 5Положение десятичной запятой
Подразумеваемое положение десятичной запятой определено в характеристиках
формата конкретного УЧПУ.
При записи слов с использованием десятичного знака могут
быть опущены незначащие нули, стоящие до и (или) после знака.
Например: Х.03 означает размер 0,03 мм по оси X; X 1030. означает размер 1030,0 мм по оси X.
При записи слов с подразумеваемой десятичной запятой с целью сокращения количества информации рекомендуется опускать нули, стоящие перед первой значащей цифрой (ведущие нули).

Слайд 6Значения управляющих символов и знаков
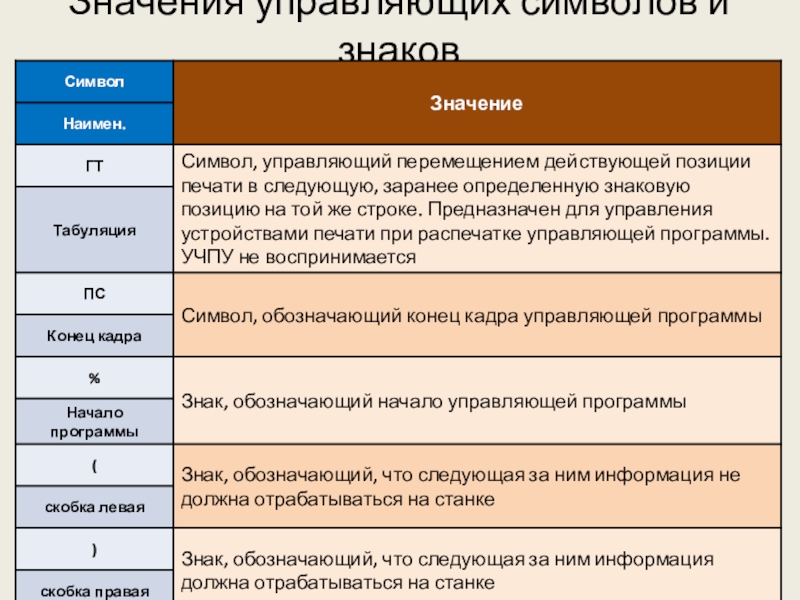
Слайд 7Значения управляющих символов и знаков
Слайд 8Правила составления программы
Управляющую программу рекомендуется составлять таким образом, чтобы в
кадре записывалась только та геометрическая, технологическая и вспомогательная информация, которая
меняется по отношению к предыдущему кадру.
Любая группа символов, не подлежащая отработке на станке, должна быть заключена в круглые скобки. Внутри скобок не должны применяться символы «Начало программы» и «Главный кадр».
Например, группа символов, заключенная в скобки, может быть выведена на дисплей и служить в качестве указаний оператору:
N020 T1 M6 (проверить в позиции №1 сверло Ø20 мм)
Управляющая программа должна заканчиваться символом «Конец программы» (М02) или «Конец информации» (М30). Информация, помещенная после символа «Конец информации», не воспринимается УЧПУ.
Слайд 9Структура кадров
Информационные слова в кадре рекомендуется записывать в следующей последовательности:
слово (или слова) «Подготовительная функция»;
слова «Размерные перемещения», которые рекомендуется
записывать в последовательности символов X, Y, Z, U, V, W, P, Q, R, А, В, С;
слова «Параметр интерполяции или шаг резьбы» I, J, К;
слово (или слова) «Функция подачи», которое относится только к определенной оси и должно следовать непосредственно за словами «Размерное перемещение» по этой оси. Слово «Функция подачи», относящиеся к двум и более осям, должны следовать за последними словами «Размерное перемещение», к которым они относятся;
слова «Функция главного движения»;
слово (или слова) «Функция инструмента»;
слово (или слова) «Вспомогательная функция».
В пределах одного кадра управляющей программы не должны повторяться слова «Размерные перемещения» и «Параметр интерполяции или шаг резьбы».
В пределах одного кадра управляющей программы не должны использоваться слова «Подготовительная функция», входящие в одну группу.
Слайд 10Структура слов. Размерные слова
Для указания линейных перемещений используются слова
X, Y, Z. Если на станке имеется несколько суппортов, то
для указания перемещений второго суппорта по осям используются адреса U, V, W соответственно, для третьего – P, Q, R.
Все линейные перемещения выражены в миллиметрах и их десятичных долях.
Для указания угловых перемещений используются адреса A, B, C. Адрес А задает величину поворота вокруг оси X и т. д.
Все угловые размеры должны быть выражены в радианах (или в градусах). Допускается угловые размеры выражать в десятичных долях оборота.
Если УЧПУ допускает задание размеров в абсолютных значениях, положительных или отрицательных, в зависимости от начала системы координат, то математический знак («Плюс» или «Минус») является составной частью слова «Размерное перемещение» и должен предшествовать первой цифре каждого размера.
Если УЧПУ допускает задание размеров в приращениях, то математический знак («Плюс» или «Минус») должен предшествовать первой цифре каждого размера, указывая направление перемещения.
Слайд 11Структура слов. Функция подачи и главного движения
Скорость подачи указывается
словом F, скорость главного движения указывается адресом S и должны
кодироваться числом, количество разрядов которого должно быть указано в формате конкретного УЧПУ.
Выбор типа подачи должен осуществляться одной из следующих подготовительных функций: «Подача в функции обратной времени» (G93); «Подача в минуту» (G94); «Подача на оборот» (G95).
Выбор вида функционирования главного движения (там, где это необходимо) должен осуществляться одной из следующих подготовительных функций: «Постоянная скорость резания» (G96); «Обороты в минуту» (G97).
Существует два основных метода указания величины подачи и скорости: путем указания кода (F22 – подача 0,5 мм/об) и в явном виде (F0,5).
Слайд 12Структура слов. Функция инструмента
Слово «Функция инструмента» (Т) используется для выбора
инструмента.
Допускается использовать эти слова для коррекции (или компенсации) инструмента.
В этом случае, слова «Функция инструмента» будут состоять из двух групп цифр (Т 01 01). Первая группа цифр используется для выбора инструмента, вторая – для коррекции инструмента.
Если для записи коррекции (компенсации) инструмента используется другой адрес, рекомендуется использовать символ D или Н.
Количество цифр, следующих за адресами Т, D и Н должно быть указано в формате конкретного УЧПУ.
Источник: theslide.ru
Что такое информационная структура токарного станка с чпу
В общем виде структуру комплекса «Станок с ЧПУ» можно представить в виде трех блоков, каждый из которых выполняет свою задачу: управляющая программа (УП), устройство ЧПУ (УЧПУ) и собственно станок, все это образует систему числового программного управления.
6.1. Комплекс «станок с ЧПУ»
Все блоки комплекса работают взаимосвязанно в единой структуре. Управляющая программасодержит укрупненное кодированное описание всех стадий геометрического и технологического образования изделия. В УЧПУ управляющая информация в соответствии с УП транслируется, а затем используется в вычислительном цикле, результатом которого является формирование оперативных команд в реальном масштабе машинного времени станка (рис. 6.1).
Станокявляется основным потребителем управляющей информации исполнительной частью, объектом управления, а в конструктивном отношении – несущей конструкцией, на которой смонтированы механизмы с автоматическим управлением, приспособленные к приему оперативных команд от УЧПУ. К числу подобных механизмов относятся, прежде всего, те, которые непосредственно участвуют в геометрическом формообразовании изделия.
Это механизмы координатных подач. В зависимости от числа координат движения, задаваемых механизмами подачи, складывается та или иная система координат обработки: плоская, пространственная трехмерная, пространственная многомерная. Из всех механизмов механизмы подачи требуют в процессе управления наибольшего объема переработки информации и вычисления, поэтому от числа управляемых координат, от сложности геометрической координатной задачи формообразования во многом зависит сложность УЧПУ в целом и используемая методика программирования. Функциональность реальной системы ЧПУ (СЧПУ) определяется степенью реализации целого ряда функций при управлении оборудованием, они представлены ниже.
Ввод и хранение системного программного обеспечения (СПО).К СПО относят совокупность программ, отражающих алгоритмы, функционирования конкретного объекта. В УЧПУ низших классов СПО заложено конструктивно и не может быть изменено, и УЧПУ может управлять лишь данным (типовым) объектом (например, только станками токарной группы с двумя координатами). В системах, обеспечивающих управление широким классом объектов (в так называемых многоцелевых СЧПУ), при настройке СЧПУ для решения определенного круга задач СПО вводится извне.
В автономных многоцелевых устройствах управления СПО вводится с перфоленты, с дискеты, с компакт-диска (СО), а в автоматизированных устройствах по каналу связи с ЭВМ верхнего уровня.
Необходимо различать СПО и управляющие программы: СПО остается неизменным для данного объекта управления, а УП изменяются при изготовлении разных деталей на одном и том же объекте. В многоцелевых СЧПУ память для хранения СПО должна быть энергонезависимой, т. е. сохранять информацию при пропадании напряжения питающей сети.
Ввод и хранение УП.Управляющая программа может вводиться в СЧПУ с перфоленты, с пульта управления, с дискеты или по каналам связи с ЭВМ высшего уровня. Память для хранения УП должна быть энергонезависимой. В СЧПУ высших классов УП обычно вводится сразу и целиком и запоминается в оперативной памяти системы.
Интерпретация кадра.Управляющая программа состоит из составных частей – кадров. Отработка очередного кадра требует проведения ряда предварительных процедур, называемых интерпретаций кадра.
Интерполяция.СЧПУ должна обеспечить с требуемой точностью автоматическое получение (расчет) координат промежуточных точек траектории движения элементов управляемого объекта по координатам крайних точек и заданной функции интерполяции.
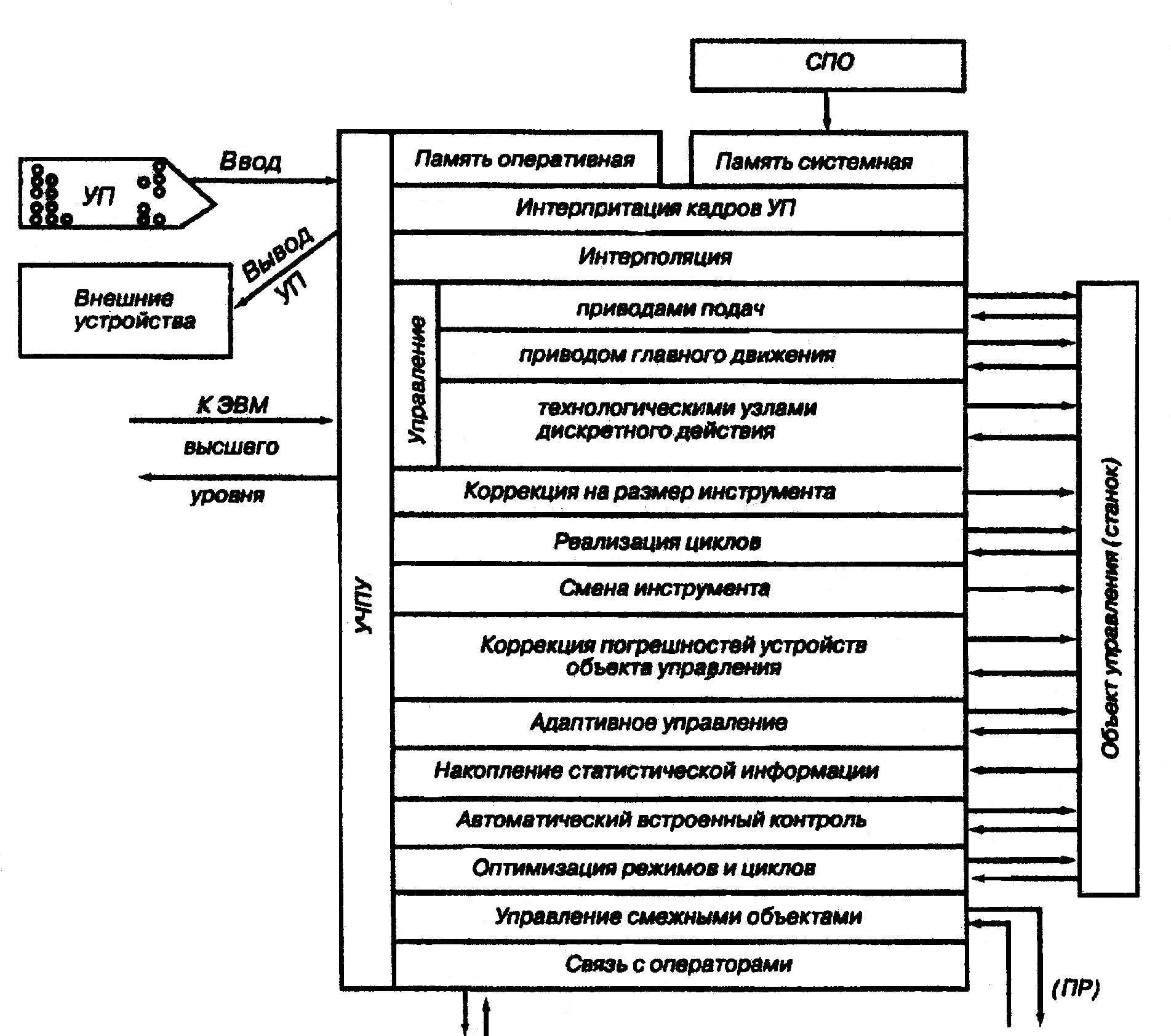
Рис. 6.1. Функциональная схема управления станком с ЧПУ
Управление приводами подач.Сложность управления зависит от типа привода. В общем случае задача сводится к организации цифровых позиционных следящих систем для каждой координаты. На вход такой системы поступают коды, соответствующие результатам интерполяции. Этим кодам должно отвечать положение по координате (линейное или угловое) перемещающегося объекта.
Определение действительного положения перемещающегося объекта и сообщение о нем в систему управления осуществляются датчиками обратной связи.
Управление приводом главного движения.Управление предусматривает включение и отключение привода, стабилизацию скорости, а в некоторых случаях – управление углом поворота как дополнительной координатой.
Логическое управление.Это управление технологическими узлами дискретного действия, входные сигналы которых производят операции типа «включить», «отключить», а выходные фиксируют состояния «включено», «отключено».
Коррекция на размеры инструмента.Коррекция УП на длину инструмента сводится к параллельному переносу координат, т.е. смещению. Учет фактического радиуса инструмента сводится к формированию траектории которая является эквидистантой к запрограммированной.
Реализация циклов.Выделение повторяющихся (стандартных) участков программы, называемых циклами, является эффективным методом сокращения УП. Так называемые фиксированные циклы характерны для определенных технологических операций (сверления, зенкерования, растачивания, нарезания резьбы и т.п.) и встречаются при изготовлении многих изделий. При разработке УП фиксированные циклы указываются в программе, а их отработка ведется в соответствии с определенной подпрограммой, заложенной в память СЧПУ системой программного обеспечения или конструктивной схемой.
Смена инструмента.Эта функция характерна для многоинструментальных и многоцелевых станков. Задача смены инструмента в общем случае имеет две фазы: поиск гнезда магазина с требуемым инструментом и замену отработавшего инструмента на новый.
Коррекция погрешностей механических и измерительных устройств.Любой конкретный агрегат механообработки (т.е. объект управления) можно аттестовать с помощью измерительных средств достаточно высокого класса точности.
Результаты такой аттестации в виде таблиц погрешностей (внутришаговая ошибка, накопленная ошибка, люфты, температурные погрешности) заносятся в память СЧПУ. При работе системы текущие показания датчиков агрегатов корректируются данными из таблиц погрешностей. Системы высокого уровня имеют встроенные контрольно-измерительные комплексы, контролирующие основные параметры станка в так называемом фоновом режиме. Результаты контроля тотчас же используются для проведения необходимых коррекций.
Адаптивное управление обработкой.Для осуществления такого управления необходимая информация получается от специально установленных датчиков, с помощью которых измеряют момент сопротивления резанию или составляющие сил резания, мощность привода главного движения, вибрацию, температуру, износ инструмента и др. Чаще всего адаптация осуществляется изменением контурной скорости или скорости привода главного движения.
Накопление статистической информации.К статистической информации относятся фиксация текущего времени и времени работы системы и ее отдельных узлов, определение коэффициента загрузки оборудования, учет изготовленной продукции, фиксация ее отдельных параметров и т.д.
Автоматический встроенный контроль.Непрерывный контроль по формируемым размерам обрабатываемого изделия одна из основных задач повышения качества обработки.
Дополнительные функции.К дополнительным функциям можно отнести следующие: обмен информацией с ЭВМ верхнего уровня, согласованное управление оборудованием технологического модуля, управление элементами автоматической транспортно-складской системы, управление внешними устройствами, связь с оператором, техническую диагностику технологического оборудования и самой системы ЧПУ, оптимизацию отдельных режимов и циклов технологического процесса и др.
Контрольные вопросы
1. Расскажите о составляющих комплекса «станок с ЧПУ».
2. Что такое информационная структура ЧПУ станками?
3. Какие функции реализуются при программном управлении станками?
4. Назначение системного программного обеспечения?
5. Какими способами можно вводить управляющую программу в СЧПУ?
6. Перечислите виды коррекции инструмента.
8. Назовите погрешности механических и измерительных устройств станка с ЧПУ.
9. Перечислите дополнительные функции СЧПУ.
ИНФОРМАЦИОННАЯ СТРУКТУРА СИСТЕМ ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ СТАНКАМИ
К СЧПУ относят средства, участвующие в выработке по заданной программе управляющих воздействий на исполнительные органы станка и другие механизмы, средства внесения и управляющее воздействие внешних и адаптивных поправок, а также средства диагностики и контроля работоспособности СЧПУ и станка при изготовлении детали. СЧПУ станком должна включать: технические средства; программное обеспечение (для программируемых СЧПУ); эксплуатационную документацию.
К техническим средствам СЧПУ относятся:
вычислительно-логическая часть (включая запоминающие устройства различного типа для программируемых систем);
средства формирования воздействий на исполнительные органы станка (приводы подач и главного движения, исполнительные аппараты электроавтоматики и др.);
средства связи с источниками информации о состоянии управляемого объекта (измерительными преобразователями различных видов, устройствами контроля, адаптации, диагностики и др.);
средства, обеспечивающие взаимодействие с внешними системами и периферийными устройствами (каналы связи с ЭВМ высшего ранга и др.).
Технические средства, входящие в состав СЧПУ, обычно конструктивно оформляются в виде автономного устройства — УЧПУ.
Основными классификационными признаками СЧПУ являются уровень сложности управляемого оборудования и числа осей, связанных решением единой интерполяционной задачи во времени. По этому признаку СЧПУ станками подразделяют на следующие группы:
СЧПУ с прямоугольным формообразованием по одной оси координат;
СЧПУ с контурным формообразованием при ограниченном составе функций по двум или трем осям координат (информационным каналам);
СЧПУ с расширенными функциональными возможностями для оснащения многоцелевых станков и станков со сложным объемным формообразованием по четырем-пяти осям координат (информационным каналам);
СЧПУ с расширенными функциональными возможностями, включая специальные задачи управления, для оснащения тяжелых и уникальных станков и станочных модулей по 10 — 12 осям координат (информационным каналам).
Сложность структуры СЧПУ определяется по информационным признакам и оценивается числом и характером информационных каналов, используемых при работе системы. В связи с тем, что информационное назначение устройств и их элементов, входящих в СЧПУ, различно, их относят к различным иерархическим рангам. Обычно СЧПУ станками имеет двух- или трехранговую структуру, обеспечивая при этом выходы на более высокие ранги для работы в качестве компонентов ГПС, автоматизированных линий, участков и других производственных комплексов.
В структуре системы (рис. 2.13) уровни различных рангов связаны между собой информационными каналами. В обозначении канала (буква Р) обычно используют двойную индексацию: первая цифра нижнего индекса указывает ранг, на котором канал формируется, вторая цифра нижнего индекса — ранг, на котором канал замыкается; верхний индекс (римские цифры) означает номер канала. Например, обозначение Р II 13 показывает, что информационный поток, соответствующий второму каналу (верхний индекс II), формируется на уровне 1-го ранга (первая цифра нижнего индекса), т. е. датчиками станка, и замыкается на устройстве, соответствующем уровню 3-го ранга (вторая цифра нижнего индекса), — на УЧПУ (рис. 2.13, а).
При структурно-информационном анализе СЧПУ принято следующее распределение уровней и информационных каналов.
Уровень 0-го ранга — это совокупность таких факторов, как температура, качество материалов, данные контрольно-измерительной аппаратуры и др.
Уровень 1-го ранга — это преобразователи, формирующие информацию каналов: P II 1 — по положению исполнительных органов станка; Р III 1 — по технологическим и размерным параметрам, характеризующим состояние системы СПИД (станок — приспособление — инструмент — деталь); Р IV 1 — по параметрам возмущений, вносимых в систему СПИД; Р VI 1 — по точности детали, обрабатываемой на станке; Р VII 1 — по замене приспособлений, инструмента и готовности станка; Р VIII 1 — по наблюдению за правильным ходом процесса резания и регистрации возникающих неполадок, а также выработке способов их устранения.
Уровень 2-го ранга — это совокупность исполнительных регулируемых приводов и исполнительных механизмов станка — основных (осуществляющих программное перемещение исполнительных органов), вспомогательных (выполняющих различного рода технологические команды, в том числе при помощи робота) и дополнительных (предназначенных для подналадочных и корректирующих перемещений).
Уровень 3-го ранга — уровень технических средств СЧПУ (в том числе УЧПУ).
Уровни 4-го и более высоких рангов выходят за пределы СЧПУ и станка. К уровню 4-го ранга относится, например, внешняя ЭВМ.
В наиболее общем случае СЧПУ металлорежущими станками имеют трехранговую структуру. Функциональное назначение информационных каналов при трехранговой структуре может быть следующим.
Информационный канал P I — канал, передающий информацию управляющей программы, которая, будучи введена в УЧПУ на уровне 3-го ранга, приводит в движение исполнительные механизмы и приводы 2-го ранга и всю систему контроля и измерения 1-го ранга. Степень совершенства канала P I зависит от достоверности априорных сведений, которыми располагает технолог-программист о будущих свойствах процесса обработки.
Информационный канал P II — канал, передающий информацию датчиков обратной связи по положению исполнительных органов станка. Этот канал имеют замкнутые СЧПУ, исполнительной частью которых служит следящий привод, а в разомкнутых СЧПУ он отсутствует. Канал Р II замыкается на уровне 3-го ранга.
Информационный канал Р III — канал, передающий информацию датчиков, измеряющих силовые параметры резания, температурные и силовые деформации, относительные колебания инструмента и заготовок, текущий износ инструмента. Этот канал характеризует состояние системы СПИД непосредственно в процессе обработки и может быть использован для повышения точности обработки и оптимизации процесса резания. В зависимости от конкретной структуры системы управления канал замыкается на уровнях 3-го или 4-го ранга, а именно там, где вносятся необходимые коррекции в управляющую программу.

Рис. 2.13. Трехранговая структура СЧПУ (связь уровней различных рангов информационными каналами): а — общая схема; б — граф трехранговой структуры
Информационный канал P IV — канал передачи информации возмущения, которая воздействует на станок и систему управления на уровне 2-го ранга, оказывая влияние на процесс обработки. Причинами возмущения являются переменные припуск и твердость материала, изменения в температуре окружающей среды и другие факторы.
Интенсивность возмущения не зависит от работы системы управления и не может быть изменена в ходе управления. Компенсируя возмущения, можно повысить точность изготовления детали. Возмущения измеряются на уровне 1-го ранга. Информация, собранная на уровне 1-го ранга, используется на уровнях 3-го и 4-го рангов. Колебания припуска и твердости часто оцениваются по отклонениям составляющих силы резания или крутящего момента на шпинделе. Следовательно, датчики силы резания или датчики момента в различных структурных вариантах управления могут входить или в контур канала Р III , или в контур канала Р IV .
Информационный канал P V — канал передачи информации оптимизации, предназначенной для оптимальной коррекции управляющей программы по одному из критериев эффективности: критерию максимальной производительности, критерию качества какого-либо параметра детали, критерию минимальных приведенных затрат и другим критериям. Источником информации канала P V являются блоки оптимальной адаптации. Эти блоки могут входить в УЧПУ, моделироваться в ЭВМ или представлять собой внешнее устройство. В зависимости от того или иного структурного решения канал P V может иметь различную конфигурацию.
Информационный канал P VI — канал, несущий информацию об истинной точности параметров обрабатываемой детали. Такая информация используется для выполнения заданных требований к точности размеров и формы, а также к качеству поверхности. Получение этой информации прямым способом, непосредственно в процессе резания, представляет значительные трудности. Информация в канале формируется на уровне 1-го ранга и замыкается на уровне 4-го и более высоких рангов.
Информационный канал P VII — канал передачи сведений о степени готовности станка к обработке следующей детали, включая сведения об освобождении рабочей позиции, наличии заготовки и наружного инструмента, приспособлений и др. Канал P VII — это канал, сопрягающий работу станка с роботом, а также обеспечивающий работу станков при групповом управлении. В зависимости от построения системы управления канал Р VII связывает уровень 1-го ранга с уровнем 3-го или 4-го ранга.
Информационный канал P VIII — канал, при помощи которого контролируется работоспособность системы, решаются задачи диагностики, вырабатываются рекомендации по устранению неполадок. Информация канала циркулирует между уровнями 1-го и 3-го или 4-го рангов.
На рис. 2.13,6 показан граф трехранговой структуры, где изображены описанные выше каналы. Его можно рассматривать как подграф четырехранговой структуры и других, еще более разветвленных структур.
Графы конкретных структур систем можно сравнивать между собой и таким образом характеризовать степень сложности и развитости различных вариантов СЧПУ.
Источник: umelyeruki.ru