
При современном развитии техники и технологии идет непрерывный процесс совершенствования как самой продукции, так и средств ее производства. Появляются новые системы автоматизированного проектирования (САПР) и модернизируются старые, максимально упрощая путь от идеи до готового изделия. Симбиоз новейших средств проектирования и внедрение новых систем производства на базе станков с ЧПУ дает качественный результат, цель которого – создать максимально качественную продукцию в кратчайшие сроки [6].
Числовое программное управление (ЧПУ) станка – это управление обработкой заготовки на станке по специальной (управляющей) программе, в которой данные об обработке заданы в цифровом коде [3]. Числовое программное управление обеспечивает необходимые движения рабочих органов станка, цикл обработки детали, режимы резания, вспомогательные функции и т. д.
Система числового программного управления (СЧПУ) – это совокупность функционально взаимосвязанных технических и программных методов и средств, обеспечивающих числовое программное управление станком [3].
УПРАВЛЯЮЩАЯ ПРОГРАММА ДЛЯ ЧПУ ФРЕЗЕРА. V образная вставка от А до Я
По числу потоков информации СЧПУ делятся на замкнутые и разомкнутые.
Системыс замкнутым контуром работают на основе совместного использования задающей информации и информации обратной связи, содержащей данные о действительном положение рабочих органов станка, скорости перемещения и т. д. [3]. Точность этих систем высокая, но надежность ниже по сравнению с разомкнутыми.
В системах с разомкнутым контуром используется один поток информации, где отсутствует контроль за выполнением заданной программы и обратная связь [3]. В этих системах перемещение рабочих органов осуществляются с помощью мерных элементов приводов, например, шаговых двигателей; отсюда и точность этих систем определяется точностью используемых приводов.
Устройство числового программного управления (УЧПУ) станками – это часть системы ЧПУ, выполненная как единое целое с ней и выдающая управляющие воздействия на исполнительные органы станка в соответствии с управляющей программой и информацией о состоянии управляемого объекта [3].
Различают позиционные и контурные УЧПУ.
При позиционном управлении рабочие органы станка перемещаются в заданные точки [3] без задания траектории движения (рис. 1.1). Применяются на сверлильных, расточных, координатно-расточных станках с ЧПУ.
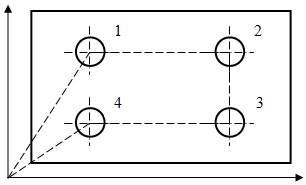
Рис. 1.1. Позиционные системы ЧПУ
При контурном управлении рабочие органы станка перемещаются с заданной скоростью по заданной траектории [3] (эквидистанте) (рис. 1.2). Применяются на токарных, фрезерных, шлифовальных станках с ЧПУ.

Рис. 1.2. Контурная система ЧПУ
Управляющая программа (УП) – это совокупность команд на языке программирования, соответствующая алгоритму функционирования станка по обработке конкретной заготовки.
Сущность ЧПУ рассмотрим на примере шаговой импульсной системы (рис. 1.3).
Работа в Vectric Aspire, Sketchup, создание векторов, создание УП (управляющих программ) для ЧПУ

Рис. 1.3. Сущность ЧПУ на примере шаговой импульсной системы
В устройстве управления станком считывается исходная информация (управляющая программа), представленная на программоносителе или поступающая непосредственно от ЭВМ. Далее УП через считывающее устройство поступает на устройство ЧПУ (УЧПУ), преобразуется в сигналы, управляющие исполнительными (рабочими) органами станка (приводами).
Управление исполнительными органами станка осуществляется с помощью выдаваемых УЧПУ импульсов на приводы станка. Приводы станка подразделяются на приводы подачи и главного движения. Приводы подачи определяют положение инструмента или заготовки в рабочем пространстве станка [2, 4], в то время как привод главного движения обеспечивает заданную в УП скорость резания.
Одним из параметров точности станка с ЧПУ является дискретность перемещения рабочих органов станка по той или иной координате.
Дискретность перемещения – это минимальное перемещение или минимальный угол поворота рабочего органа станка за один импульс электрического тока, выдаваемого УЧПУ.
Например, при необходимости переместиться на 30 мм при дискрете станка 0,01 мм, на привод необходимо подать 30/0,01 = 3000 импульсов электрического тока.
Расстояние, которое должен пройти рабочий орган станка, определяется количеством импульсов, подаваемых на привод, в то время как частота вращения (подача) определяется частотой подачи импульсов (числом импульсов в единицу времени).
Программирование обработки на станках с ЧПУ осуществляется на языке, который обычно называют языком ISO-7bit или языком G- и M-кодов. Язык G и М кодов основывается на положениях Международной организации по стандартизации (ISO) и Ассоциации электронной промышленности (EIA) [3].
Производители систем ЧПУ придерживаются этих стандартов для описания основных функций, но допускают вольности и отступления от правил, когда речь заходит о специальных возможностях своих систем [3].
Японские системы ЧПУ FANUC (FANUC CORPORATION) были одними из первых, адаптированных под работу с G- и М-кодами и использующими этот стандарт наиболее полно. В настоящее время стойки FANUC являются наиболее распространенными как за рубежом, так и в России. Системы ЧПУ других известных производителей, например SINUMERIK (SIEMENS) и HEIDENHAIN, также имеют возможности по работе с G-
и М-кодами, однако некоторые специфические коды могут отличаться. О разнице в программировании специфических функций можно узнать из документации к конкретной системе ЧПУ [3].
В соответствии с международной классификацией все системы ЧПУ по уровню технических возможностей делятся на устройства ЧПУ с постоянной (класс NC) и переменной (класс CNC) структурой [5].
Устройство ЧПУ классаNC (Numerical Control) основано на принципе вычислительного устройства, где все операции, составляющие алгоритм работы, выполняются параллельно с помощью отдельных цепей или устройств, реализующих ту или иную функцию (агрегатно-блочное построение). Эти устройства называют также устройствами ЧПУ с жесткой структурой. Базовые модели таких устройств содержат микроэлектронику, и при их использовании вмешательство оператора в процесс обработки весьма ограничено [5].
Устройство ЧПУ классаCNC (Computer Numerical Control) соответствует структуре управляющей ЭВМ, включающей в себя вычислительное устройство (процессор), блоки памяти и блоки ввода-вывода информации. При этом объем функций, характер проводимых операций и их последовательность определяются программами функционирования, которые введены в блок памяти. Системы класса CNC позволяют достаточно просто в режиме диалога при отладке программ осуществлять редактирование с ручным вводом информации и с выводом ее на дисплей, а также получать откорректированную и отработанную программу на перфоленте [5].
Существуют также системы ЧПУ следующих классов [5]:
SNC (Stored Numerical Control)– системы ЧПУ с однократным чтением всей УП перед обработкой партии одинаковых заготовок; лишены недостатков систем класса NC [5].
DNC (Direct Numerical Control) – системы прямого числового управления группами станков от одной ЭВМ; применяются для комплексно-автоматизированных производств (например, гибких производственных систем). В таких производствах управление работой участков, состоящих из станков с ЧПУ, транспортно-складирующих, загрузочных средств, осуществляется от центральной вычислительной машины.
При этом каждый станок имеет свои системы ЧПУ классов NC, SNC, CNC. Нормальным для такого участка является режим работы, при котором управляющие команды на УЧПУ всех видов оборудования подаются непосредственно от ЭВМ, минуя считывающие устройства. Это приводит к повышению надежности работы каждой единицы оборудования и всего участка в целом. Одновременно автоматизируется процесс подготовки УП с помощью ЭВМ. Вместе с тем в условиях временного выхода из строя центральной вычислительной машины такой участок сохраняет работоспособность, поскольку каждый вид оборудования может работать автономно от своей системы ЧПУ [5].
HNC (Handled Numerical Control) – оперативные системы ЧПУ с ручным набором программ из достаточно большого числа кадров и ее исправлением с помощью пульта УЧПУ. После отладки программа фиксируется до окончания обработки партии одинаковых заготовок. Системы класса HNC обеспечивают как позиционное, так и контурное управление станками [5].
Дата добавления: 2016-06-22 ; просмотров: 4411 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник: poznayka.org
Основные термины и определения о ЧПУ
3.4. Для расточно-фрезерных станков – габаритные размеры (длина, ширины) рабочей поверхности стола или диаметра рабочей поверхности круглого поворотного стола.
3.5. Для сверлильных станков – наибольший условный диаметр сверления и диаметр выдвигаемого шпинделя
4. Величина перемещений рабочих органов станка – суппорта по 2 координатам, стола по 2 координатам, шпиндельного узла по линейной и угловой координатам
5. Величина дискретности (цена деления) – минимальное задание перемещений по программе – шаг
6. Точность и повторяемость позиционирования по управляемым координатам
7. Привод главного движения — тип – номинальное и максимальное значение мощности, пределы скоростей вращения шпинделя (ступенчатая или бесступенчатая) число рабочих скоростей и число автоматически переключаемых скоростей
8. Привод подачи станка – координата, тип, номинальные и максимальные моменты, пределы скоростей рабочих подач, число скоростей рабочих подач, скорость быстрого перемещения.
9. Число инструментов – в резцедержателе в револьверной головке, в инструментальном магазине.
10. Вид смены инструменты – автоматический, ручной
11. Габаритные размеры станка и его масса
Основные термины и определения о ЧПУ
Управляющая программа (УП) — это совокупность команд на языке программирования, соответствующая алгоритму функционирования станка по обработке конкретной заготовки.
Числовое программное управление станков – управление обработки заготовки на станке по УП в которой данные по обработке записаны в цифровом коде.
Программоноситель – это носитель геометрической и технологической информации, на котором записана управляющая программа.
Технологическая информация обеспечивает определенный цикл работы станка, содержит данные о последовательности ввода в работу различных инструментов, об изменении режима резания и включении смазочно-охлаждающей жидкости и т.д., а геометрическая – характеризует форму, размеры элементов обрабатываемой заготовки и инструмента и их взаимное положение в пространстве.
Кадр УП – составляющая часть программы, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды
Покадровая работа – функционирование устройства ЧПУ, при котором отработка каждого кадра УП происходит после воздействия оператора
Координата – величина, определяющая положение точки в пространстве по отношению к заданной базе или началу отсчета.
Нулевая точка станка – точка на узле станка, принятая за начало отсчета системы координат станка.
Исходная точка станка – точка на узле станка, определённая относительно нулевой точки станка и используемая для начала работы по УП.
Фиксированная точка станка – точка, определенная относительно нулевой точки станка и используемая для определения положения рабочего органа.
Точка начала обработки – точка, определяющая начало обработки конкретной заготовки.
Плавающий ноль – возможность перемещения посредством устройства ЧПУ начало отсчета перемещения рабочего органа в любое положение относительно нулевой точки.
Дискретность заданного перемещения – минимальное перемещение рабочего органа (линейное или на угол поворота), которое может быть задано в УП.
Контурная скорость – результирующая скорость подачи рабочего органа, направление которой совпадает с направлением касательной в каждой точке заданного контура обработки.
Отказ устройства ЧПУ – это событие, заключающееся в нарушении работоспособности устройства ЧПУ.
Сбой устройства ЧПУ – событие, заключающееся в кратковременном самоустраняющемся нарушении работоспособности устройства ЧПУ.
Индикатируемый сбой устройства ЧПУ – это сбой фиксирующийся на пульте в момент его возникновения приводящей к останову станка, т.е. к прекращению обработки детали, информация о котором высвечивается на пульте оператора.
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Источник: studopedia.ru
Структура и запись управляющей программы

Каждое слово представляет собой команду и состоит из
адреса в виде заглавной буквы латинского алфавита и
арифметического числа или последовательности чисел.
Число может иметь знак плюс или минус, знак плюс
опускается. Адресами являются, например, оси X, Y, Z,
скорость шпинделя S, скорость подачи F, радиус круга CR и
т.д.
5. Адреса бывают модальными и немодальными
• Модальные действуют в интервале
нескольких блоков,
пока не будет введено
новое значение под
тем же адресом или
другой адрес из той
же группы адресов.
• Немодальные
адреса действуют только в
одном блоке, в котором
они
запрограммированы.
Как только системой ЧПУ
блок отработан,
действие немодального
адреса прекращается.
6. Структура УП
• Каждый блок начинается номером N и
заканчивается буквами LF или ПС.
• N10 G. X. Y. Z. F. S. T. D. M. где N10 –
кадр с номером 10; G – подготовительная
функция; X, Y, Z –оси координат; F, S –
скорость подачи и частота вращения
соответственно; T – адрес инструмента; D –
адрес коррекции инструмента; М вспомогательная функция.
7. Полярные координаты
Представление точек контура в
полярной системе координат
• используют, когда часть
размеров детали измеряется
радиусом и углом. Точка Р0,
от которой начинаются
измерения, называется
полюсом. Координаты
полюса в декартовой
системе X-Y: X = 15, Y = 30.
Положение полюса Р1
определяется полярными
координатами: радиусом
100 мм, углом 30°.
Положение полюса Р2 –
радиусом 60 мм и углом 75°.
8. Размеры
• Точки обрабатываемого контура детали или
эквидистанты движения режущего
инструмента имеют координаты, которые
зависят от размеров детали. Эти размеры
могут быть проставлены от начала системы
координат детали (нуля программы) либо в
приращениях к координатам
предшествующей точки контура. В первом
случае размеры называют абсолютными, а
во втором – инкрементальными.
9.
10.
• Абсолютные размеры программируются
словом G90, а инкрементальные – словом
G91. Команды G90 и G91 применяются для
всех запрограммированных осей в
соответствующих блоках. Обе команды
модальны.
11. Последовательность программирования
1) Каждый кадр УП содержит геометрические и
технологические данные, необходимые для обработки
одного элементарного участка детали, чаще всего между
двумя соседними опорными точками.
Опорные точки обрабатываемого контура (эквидистанты
движения инструмента) выбирают в местах, где
инструмент изменяет скорость подачи, черновую
обработку на чистовую, направление своего движения и
др. Их положение определяет и рассчитывает координаты
технолог-программист (при ручном программировании).
12.
2)Программист записывает в УП кадры,
которые содержат информацию о работе
исполнительных органов станка: величины
перемещения по координатам осей X, Y, Z,
скорость подачи, частоту вращения
шпинделя, сведения о работе механизмов
смены инструмента и др.
13.
Управляющая программа записывается в
последовательности ее блоков (кадров), при этом
указывается только та геометрическая,
технологическая и вспомогательная информация,
которая изменяется по отношению к предыдущему
блоку. Для модальных команд применяется правило,
согласно которому записанная в данном кадре
команда не повторяется в последующих кадрах
программы и отменяется лишь другой командой из
этой же группы адресов (кодов) или специальной
командой, отменяющей все команды данной группы
кодов.
Источник: ppt-online.org