
Программа: исполняемая, управляющая или выполнимая или?
Русскоязычному программисту тяжело. Смыслы программирования рождаются на Западе и потом переводятся на другие языки, и этот перевод часто страдает. А вместе с ним страдает русскоязычный программист.
Если на английском языке слова о программе — это просто слова, они более или менее точно передают мысль, то на русском языке — это поиск, судорожные движения понять, угадать, найти, не исказить и всё такое.
Это можно сравнить с картиной, когда хозяин ест за столом, и роняет крошки на пол, а его пёс вскакивает, бросается к крошкам, щёлкает пастью, потом крутится в поисках других крошек, и долго пытается найти ещё, слизывает мусор, а сами крошки либо попадают в пасть, либо оказываются затоптаны, либо вообще ложная тревога — псу показалось. Трогательное и жалкое зрелище.
Так что лучше уж учить господский «ангельский» язык и на нём говорить, думать и писать. Что большинство нашего брата программиста и делает.
Основные программы для работы на ЧПУ станках. Artcam, Autocad, PowerMill.
Кстати, про ангелов (последнее краткое отступление). Есть частное богословское мнение, что именно человеческий язык стал причиной падения ангелов и появления сатаны. Человеку была дана власть над вселенной, которая выразилась в том, что Человек дал имена всему творению (Божию), чему старший брат человека, ангел Десница, позавидовал и устроил сначала мятеж, а потом подставу с последовавшим изгнанием людей из рая. То есть дело в языке — чей язык важнее. Так что уж действительно: «в начале было слово».
И я хочу разобраться в словах «executable program» или «исполняемая программа» (файл, код). Что они значат?
Начнём с наличного перевода: «исполняемая программа» — это программа, которую исполняет машина. Вместе с устойчивыми выражениями «компьютер выполняет», «компьютер думает» в голове рождается картина, что компьютер — это разумное существо, которое соблаговоляет принять программу и её исполнить. Или нет, если программа с ошибками. Или исполнить, но с ошибками, если куда-нибудь попадёт жучок.
Надо сделать усилие воли, чтобы оторваться от этого образа мудрого старшего брата компьютера и никудышной программы, чтобы вспомнить, что вообще-то компьютер — это просто тупая железяка (или «полупроводняка»), которая строго подчиняется приказам этой самой программы.
Машинный приказ состоит из 3х чисел (вольное изложение ассемблера):
- номер узла обработчика (процессора) (примеры узлов: «читатель переменной», указатель приказов, вычитатель),
- обрабатываемое число №1 (адрес переменной, сдвиг адреса к другому приказу, уменьшаемое),
- обрабатываемое число №2 (адрес регистра, не нужно, вычитаемое).
Такой трех-числовой приказ полностью управляет всеми действиями машины через её главную часть — обработчик (приказов), процессор, «мозг». (Хотя «мозгами» у нас раньше называли ещё и память RAM, почему бы. )
То есть, на самом деле то, что называется «executable program», она же «.exe» — это буквально «управляющая программа».
А буквально выражение «executable program» означает: «выполнимая программа» (ассемблерный код, а отличии от си-шного или другого расчётного кода). То есть та запись, которую компьютер может выполнить, но с лёгким английским намёком на субъектность компьютера, на его разумность и искусственную интеллектуальность. Наверняка, в английском есть синоним слова executable, который не содержал бы этого намёка, но идея «разумного компьютера» очень мила английскому тьюрингованному сердцу.
Вот за этим смыслом и рванул преданный друг человека русский переводчик, и в итоге вместо точного (с тонким намёком на субъектность) перевода «выполнимый» — «который может быть выполнен процессором» — получился «исполняемый файл». То есть «может быть и не исполнен», как решит компьютер. Вот итог собачьего рвения найти и подобрать все крошки смысла.
В итоге уравновешенный термин «выполнимая» превратился в озадачивающий «исполняемая», хотя по сути — «управляющая».
Я понимаю, что тру-программисты говорят просто: «экзэшник», или просто говорят по-английски. Но если кто-то снизойдёт до краткого объяснения, то как правильно говорить? Традиционное «исполняемый» или как?
P.S. Слова «лучше уж учить господский » я говорю с горечью, но как единственный предлагаемый русскому программисту выбор (если слово «выбор» тут уместно).
- executable program
- исполняемая программа
Источник: habr.com
ОРГАНИЗАЦИЯ И ОСНОВЫ ПРОГРАММИРОВАНИЯ ПРОЦЕССОВ УПРАВЛЕНИЯ
В настоящее время наметилась тенденция к широкому использованию методов числового программного управления практически во всех видах механообрабатывающих работ и стадиях производства. Высокая производительность оборудования с ЧПУ, высокая конструктивная сложность обрабатываемых деталей, легкая перенастраиваемость станка под широкую номенклатуру деталей, возможность почти полной автоматизации технологического процесса делают метод числового программного управления незаменимым в производствах, для которых характерны высокая сложность, быстрая сменяемость и сжатые сроки освоения изделий. Именно поэтому в гибких автоматизированных производствах на нижнем уровне иерархии стоит гибкий производственный модуль (ГПМ), который определен как технологическое оборудование с ЧПУ, оснащенное средствами автоматизации вспомогательных операций (роботами) и средствами удаления отходов производства. Применение программного управления позволило приступить к автоматизации широкого круга работ технологической подготовки производства в соответствии со следующей схемой (рис. 3.1).

Рис. 3.1. Схема технологической обработки производства
В настоящее время достигнута высокая степень автоматизации 4-го и 5-го этапов. По мере совершенствования систем автоматизации программирования существенно автоматизирован 3-й этап. В перспективе считается принципиально достижимым представление чертежа в числовой форме на программоносителе и полная автоматизация всех четырех этапов.
Термины и понятия. Структура управляющей программы
Структура управляющей программы
Управляющая программа — совокупность команд на языке программирования, соответствующая алгоритму функционирования станка по обработке конкретной заготовки.
Управляющая программа содержит информацию о величинах и скоростях перемещения режущего инструмента относительно заготовки детали, указания об изменении частоты вращения шпинделя, смене инструмента, коррекции инструмента и другие команды исполнительным органам станка. Эта информация записывается в кодах конкретного устройства ЧПУ в последовательности, соответствующей принятому техпроцессу обработки. Для программирования необходимы чертеж детали, руководство по эксплуатации станка, инструкция по программированию, каталог режущих инструментов и нормативы режимов резания. Запись элементов программы производится в определенном порядке в виде последовательности кадров и с использованием соответствующих символов. Структура управляющей программы (УП) представлена на рисунке 3.2.
Геометрическая информация — информация, описывающая форму, размеры элементов детали и инструмента, их взаимное расположение на столе станка.
Технологическая информация — информация, описывающая технологические характеристики детали и условия ее обработки.
Кадр управляющей программы (кадр) — составная часть управляющей программы, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды.
Например, N10 G1 Х10.553 Y-12.754 Z—10 F1500.
Слово управляющей программы (слово) — составная часть кадра программы, содержащая данные о параметре процесса обработки заготовки и другие данные по выполнению управления.
Например, F3000 — задание скорости перемещения.

Рис. 3.2. Структура управляющей программы
Формат кадра управляющей программы (формат кадра) — условная запись структуры и расположения слов в кадре программы с максимальным числом слов.
Адрес числового программного управления (адрес) — часть слова управляющей программы, определяющая назначение последующих данных, содержащихся за ним в слове.
Например, X, Y, Z и т. д. — адреса перемещения по соответствующим координатам.
К данным относится последовательность десятичных цифр. Также в управляющей программе используются управляющие символы и знаки.
Покадровая работа — функционирование устройства ЧПУ, при котором отработка каждого кадра управляющей программы происходит после воздействия оператора.
Работа устройства ЧПУ с ручным вводом данных — функционирование устройства ЧПУ, при котором набор данных, ограниченный форматом кадра, выполняется вручную оператором на пульте станка.
Работа устройства ЧПУ с ручным управлением — функционирование устройства ЧПУ, при котором оператор управляет станком с пульта без использования числовых данных.
Зеркальная обработка — функционирование устройства ЧПУ, при котором рабочие органы перемещаются по траектории, представляющей собой зеркальное отображение траектории, записанной в управляющей программе.
Ввод управляющей программы — ввод данных в память устройства ЧПУ с программоносителя от ЭВМ верхнего ранга или с пульта оператора.
Групповое числовое программное управление станками — числовое управление группой станков от ЭВМ, имеющей общую память для хранения программ, распределяемых по запросам от станков.
Абсолютный размер — линейный или угловой размер, задаваемый в управляющей программе и указывающий положение точки относительно принятого нуля отсчета.
Относительный размер — линейный или угловой размер, задаваемый в управляющей программе и указывающий положение точки относительно координат точки предыдущего положения рабочего органа станка.
Нулевая точка детали (ноль детали) — точка на детали, относительно которой заданы ее размеры.
Нулевая точка станка (ноль станка) — точка на узле станка, принятая за начало отсчета системы координат станка и используемая для начала работы по управляющей программе.
Центр инструмента — неподвижная относительно державки точка инструмента, по которой ведется расчет траектории.
Координата — величина, определяющая положение точки в пространстве по отношению к заданной базе или к началу отсчета.
Фиксированная точка станка — точка, определенная относительно нулевой точки станка и используемая для определения положения рабочего органа.
Точка начала обработки — точка, определяющая начало обработки конкретной заготовки.
Плавающий нуль — возможность перемещения посредством устройства ЧПУ начала отсчета перемещения рабочего органа в любое положение относительно нулевой точки.
Дискретность задания перемещения — минимальное перемещение рабочего органа (линейное или угловое), которое может быть задано в управляющей программе.
Дискретность отработки перемещения — минимальное перемещение или минимальный угол поворота рабочего органа, контролируемые в процессе управления.
Максимальное программируемое перемещение — наибольшее перемещение рабочего органа, которое может быть задано в одном кадре управляющей программы.
Контурная скорость — результирующая скорость подачи рабочего органа, направление которой совпадает с направлением касательной в каждой точке заданного контура обработки.
Коррекция положения инструмента — изменение с пульта управления запрограммированных координат рабочего органа станка.
Коррекция скорости подачи — изменение с пульта оператора запрограммированного значения скорости подачи.
Коррекция скорости главного движения — изменение с пульта оператора запрограммированной частоты вращения главного привода.
Отказ устройства ЧПУ — событие, заключающееся в нарушении работоспособности устройства ЧПУ.
Сбой устройства ЧПУ — событие, заключающееся в кратковременном самоустраняющемся нарушении работоспособности устройства ЧП У.
Индикатируемый сбой устройства ЧПУ — сбой, фиксирующийся на пульте в момент его возникновения, приводящий к останову станка, т. е. к прекращению обработки детали, информация о котором высвечивается на пульте оператора.
Неиндикатируемый сбой устройства ЧПУ — сбой, не обнаруживаемый на пульте в момент его возникновения.
Станочная система ЧПУ — комплекс узлов и агрегатов, взаимодействующих между собой.
Типовой элемент замены устройства ЧПУ (ТЭЗ устройства ЧПУ) — типовая минимальная составляющая часть устройства ЧПУ, которая при потере работоспособности может быть заменена аналогичной. Каждое устройство ЧПУ выдает управляющее воздействие на исполнительные органы в соответствии с управляющей программой и информацией о положении управляемого объекта.
Источник: bstudy.net
Способы написания управляющих программ к станкам с ЧПУ
Так как этот материал рассчитан на тех кто только знакомится с ЧПУ обработкой, объясним принципы работы и основные термины.
Для того, что бы ЧПУ станок обработал заготовку, ему необходим алгоритм, по которому он будет это делать. Такой алгоритм называется Управляющая Программа (УП).
Управляющая программа пишется на языке G-кодов (ISO 7-bit). G-код – это набор стандартных команд, которые поддерживают станки с ЧПУ. Эти команды содержат информацию, где и с какой скоростью двигать режущий инструмент, чтобы обработать деталь.
Передвижение режущего инструмента называется траекторией. Траектория инструмента в управляющей программе состоит из отрезков. Эти отрезки могут быть прямыми линиями, дугами окружностей или кривыми.
Точки пересечения таких отрезков называются опорными точками. В тексте управляющей программы выводятся координаты опорных точек.
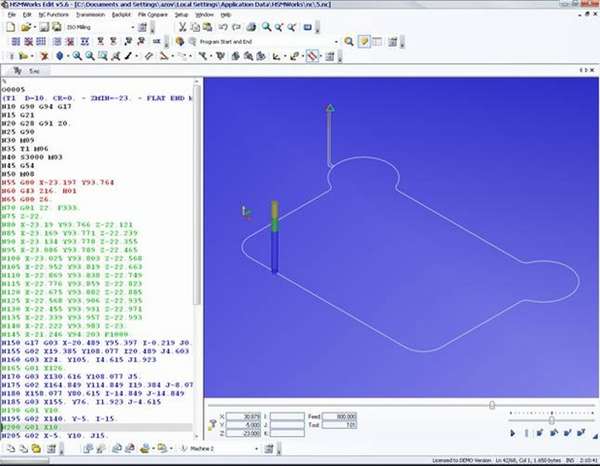
Пример программы в G-кодах
| G17 G54 G90 | Задаем параметры: плоскость обработки, номер нулевой точки, абсолютные значения |
| T1 M6 | Вызов инструмента с номером 1 |
| M3 S8000 | Включение шпинделя – 8000 об/мин |
| G0 X-19 Y-19 | Ускоренное перемещение в точку X-19 Y-19 |
| G0 Z3 | Ускоренное перемещение на высоту по Z 3 мм |
| G1 ХЗ Y3 F600 | Линейное перемещение инструмента в точку ХЗ Y3 с подачей F = 600 мм/мин |
| G2 Х8 Y3 R8 | Перемещение инструмента по дуге радиусом 8 мм в точку X8 Y3 |
| М5 | Выключение шпинделя |
| МЗ0 | Завершение программы |
Источник: sprut.ru
Разработка управляющей программы для станков с ЧПУ
Управляющая программа для станка с ЧПУ – составляющая станочного оборудования с числовым программным управлением. С ее помощью обеспечивается автономная или полуавтономная обработка заготовок. Этот компонент позволяет получить качественное и точное изготовление деталей, имеющих сложные формы. Разработка управляющей программы требует специальных навыков.
Предназначение
Управляющая программа обеспечивает контроль над станками на числовом программном управлении. без необходимости постоянного слежения. Она представляет собой комплекс команд, которые подаются рабочему оборудованию.
При помощи команд:
- перемещаются инструменты,
- перемещаются заготовки,
- контролируется скорость обработки.
Написание программы осуществляется под конкретные заготовки. Для ее создания необходимо установить на компьютер специальную программу. Наличие подобного софта позволит создать методики контроля самостоятельно при наличии базовых навыков.
Программное управление бывает дискретным и контурным. Первый вариант используется для обработки заготовок с простыми формами. Он позволяет выполнить базовые функции. УП второго типа предназначен для сложной обработки. Он чаще всего используется на токарных и фрезерных станках. Обработка осуществляется в зависимости от характеристик конкретного прибора.
На их основе выполняются заданные функции.
Чтобы создать технологическую операцию, необходимо получить информацию о:
- поверхности детали,
- рабочих инструментах,
- величине припуска,
- числе проходов для каждой поверхности,
- режиме резания.
Также необходимо запомнить, в каком положении инструменты находились изначально, и по какой траектории они будут двигаться. Определение траектории вычисляется на основе координат опорных точек.
При помощи управляющей программы можно выполнить:
- токарные работы,
- фрезеровку,
- шлифовальные работы.
Софт может использоваться для нескольких задач сразу.
Его можно скачать в интернете бесплатно, или же воспользоваться платными приложениями. Платные приложения могут отличаться наличием дополнительных возможностей.
Создание
Методика создания УП включает несколько этапов. На первом этапе создания управляющей программы строится цифровая модель изделия. После этого проводится программный анализ. С его помощью модель можно разделить на точки, чтобы разработать систему координат. По ней будут двигаться инструменты и заготовка в ходе работы.
К прочтению: Способы расчета режимов резания при токарной обработке с ЧПУ
Создать программу без трехмерной модели изделия не получится. Данная задача выполняется специалистом. Также уже готовые модели можно скачать в интернете, но нет гарантии, что они подойдут для нужной работы.
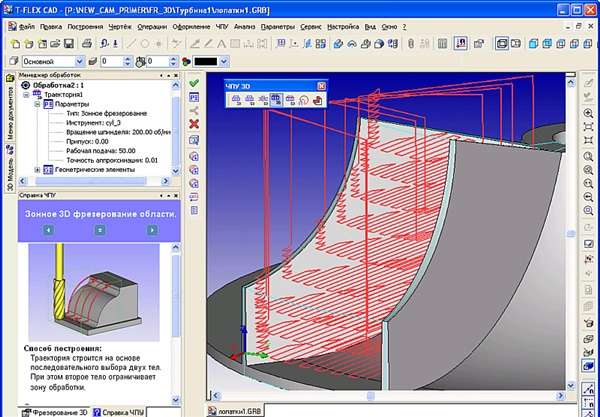
При изготовлении программ для станков с ЧПУ можно использовать системы автоматизированного программирования, самыми популярными из которых являются:
- AutoCAD,
- NanoCAD,
- T-FlexCAD,
- ArtCam,
- SolidWorks.
При помощи программного обеспечения можно изменить характеристики будущего изделия. Чем больше будет собранного информации, тем более точной будет обработка. На завершающем этапе разрабатываются управляющие команды, которые будут объединены в файл.
Обработкой файла будет заниматься процессор. Информация с файла считывается последовательно. Поэтому команды выполняются друг за другом. Программу легко записать на обычном компьютере и подключить ее при помощи флешки. Затем она будет записана в память компьютера, управляющего станком, и использовать ее не понадобится.
С самой программой можно будет осуществлять серийную разработку деталей.
Основной составляющей управляющих программ является G-код. Он состоит из числовых символов. Символы числовой системы могут быть различными командами:
- технологическими,
- геометрическими,
- подготовительными,
- вспомогательными.
Первый тип отвечает за определение рабочего инструмента, скорость обработки, включение и выключение прибора. Второй тип определяет и контролирует заданные координаты. Третий тип позволяет программе управлять станком, а также задает режимы производства. Последний тип включает и выключает отдельные механизмы. Разобраться в коде может технолог-программист.
При покупке оборудования следует инструкция, в которой указано, как правильно создавать числовое программное управление, и использовать различные типы команд.
Виды программ
При создании программы для станков необходимо учесть целый комплекс вопросов:
- на каких оборотах способен работать шпиндель,
- на каких скоростях он может работать,
- с какой производительностью способен работать станок,
- насколько может перемещаться рабочий инструмент,
- сколько инструментов может использовать станок.
К прочтению: Процесс изготовления пресса для винограда своими руками
Большинство вопросов связаны с характеристиками станка. Для определения необходимых данных достаточно воспользоваться инструкцией, которая следует вместе с оборудованием при его покупке. Некоторые управляемые станки могут иметь дополнительные функции. Их также нужно учитывать при программировании, иначе обработка может осуществляться неточно. Список дополнительных функций также имеется в инструкции.
Не существует универсальных программ для передачи команд станку. Список самых востребованных состоит из программ для:
- разработки трехмерных моделей,
- быстрого просмотра и редактирования трехмерных моделей,
- конвертации файлов из одного формата в другой,
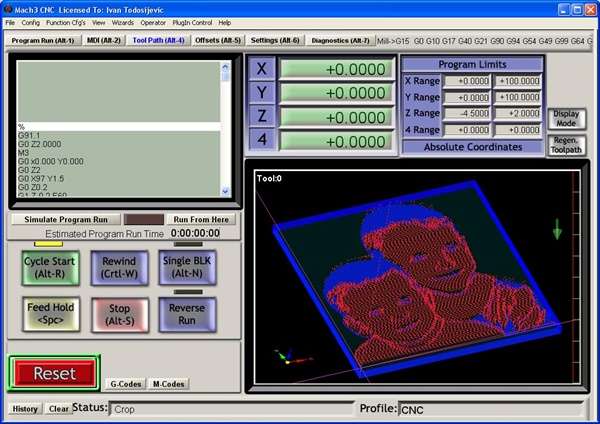
- создания и предварительного просмотра УП,
- выполнения задач на станке.
Управляющие программы позволяют станкам изготовлять сложные изделия. Детали со сложной формы могут быть изготовлены из древесины, металла, камня. На специальных станках можно обработать менее используемые материалы.

Преимущества
Управляющая программа помогает упросить производственный процесс в несколько раз. На станках с ЧПУ не требуется больше одного оператора агрегата, и работает по простой методике. УП экономят время и повышают точность обработки.
Они используются при:
- изготовлении рекламных баннеров,
- производстве мебели,
- дизайнерском оформлении помещения,
- порезке и раскрое листового материала,
- изготовлении сувенирных изделий.
При помощи современных приложений составить управляющую программу может человек, не имеющий образования в области программирования. Благодаря поддержке различных операционных систем, запустить УП можно практически на любом компьютерном устройстве, связанным со станком с системой числового программного управления. Недостаток программных приложений заключается в периодическом возникновении ошибок.

Виды ошибок
Ошибки возникают чаще всего при разработке УП для обработки деталей, имеющих сложные формы. Наиболее частой причиной является недостаточная подготовка оператора-программиста. Поэтому УП должны разрабатываться подготовленными сотрудниками.
Ошибки бывают трех типов:
- герметического,
- технологического,
- перфорационного.
Первый вид ошибок возникает на этапе расчетов. В большинстве случаев они связаны с нарушением параметров заготовки, вычислении координат опорных точек, определения положения рабочих инструментов станочного прибора.
К прочтению: Использование ленточного отрезного станка
Технологические ошибки возникают, когда станок настраивается. Их причина заключается в неправильно заданной скорости, параметров обработки, и других команд, задаваемых для оборудования с ЧПУ. Третий тип ошибок возникает в перфорированной ленте или перфораторе.
Источник: xn—-ntbhhmr6g.xn--p1ai