
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сообщения
config.pro При создании детали шаблон выбирается автоматически из указанного места. Место и имя шаблона указано в конфиге системы параметром template_sheetmetalpart. Настройки конфига прилагаю.
У меня дома лет 40 назад валялся механизм очень похожий на тот, что на 1 гифке. Отец, кааажется, говорил, что от счётной машинки Феликс (наш завод их выпускал) , но я уже точно не помню.
Хоть бы написали, что должен делать, а то может уже готовый макрос имеется и ни чего писать не надо.
Возможно руководству просто не известно, что конструктор может оформить сборки плат в Altium, а если узнает, то возможно и позволит сделать в Altium.
Винтовая интерполяция

Функция WINDR или WINDW это не обязательно запись или чтение параметров. Это может быть запись и чтение чего угодно Надо смотреть данные на которые ссылается функция. В функции указан только адрес который надо найти в памяти и смотреть по этому адресу сразу несколько байт вниз Первый байт это код функции. По этому коду мы узнаем что делает наша функция.
Если этот код 18, значит это запись параметра. Если какой-то другой код, надо смотреть по перечню что по этому коду делает эта функция и только в шестом по счету байте записан номер параметра, который функция хочет изменить, если конечно код функции 18, а в десятом байте данные которые надо записать Вы бы выложили свой ладдер и параметры PMC Вот для примера | R0015.1 E0010.0 .———.———. E0010.0 | *—-||——-|/|—*SUB52 |E0050 *——()—* | ON | | | | | | | | | | |WINDW | | | | .———.———. | Функция указывает на адрес E0050 смотрим что там записано E0050 = 18 (код функции. Запись параметра) E0054 = 1 (будет записываться 1 байт) E0056 = 3299 (номер параметра который будет записываться E0058 = 0 (ноль потому что параметр не касается осей) E0060 = 1 (в параметр будет записана 1) Вот как-то так Записывая в параметр 3299 единицу производитель лишает нас возможности включить разрешение записи параметров в меню OFF/SET и реализовывает это разрешение по своему.
При создании детали шаблон выбирается автоматически из указанного места. Место и имя шаблона указано в конфиге системы параметром template_sheetmetalpart. Настройки конфига прилагаю. config.pro
Источник: cccp3d.ru
Параметрическое программирование систем ЧПУ FANUC
Руководство по техобслуживанию УЧПУ FANUC

интерполяцией , з аданно й к омандами круго вог о перемещения .
Синхронно с дугой пло скости XpYp
Синхронно с дугой пло скости ZpXp
Синхронно с дугой пло скости Yp Zp
α , β : Любая одна ось , по кото рой не применяется
кру гова я инт ерполя ция
Мо жно задать до дв ух о сей .
Мет од пр огр амм ир ования сост оит в д оба вле нии тол ько или в
ка чест ве вспомога тельной оси , по ко торо й з адается перем е —
щени е и ко торая н е я вля ется о сью кру го вой ин терполя ции .
F- коман да з адает ск оро сть п одачи п о дуг е о круж но сти .
Следо вательн о , скор ость пода чи по ли нейной оси сле ду юща я :
Длина линейно й оси
Длин а дуги ок ружности
Ус тано вите с коро сть по дачи так , чт обы скорост ь под ачи лине й —
ной оси не пре выша ла как ое — либо из различных предельных
знач ени й . Би т 0( H F C ) пар аметра но м .1 4 0 4 может быть
исполь зован , чтобы скор ость пода чи лине йной оси не
превышала ра з личные предельн ые з начения .
Траектория
инструмента
Скор ость п ода чи по окруж ност и двух ос ей с зад ан ной кру говой
интерполяцией является заданной скоростью подачи .
Коррекц ия н а режу щий ин струм ент при меня ется тол ько для
ду ги ок руж ности .
Кор ре кция на инстр уме нт и кор ре кция на дли ну инст руме нта не
могут использова ться в блоке , в котор ом запр огр ам мир ована
винт овая интер поляци я .
ИНТЕРП ОЛЯЦИЯ
Поя снени я
Огра нич ения

ПРОГР АММИР ОВАНИЕ 4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B- — 63844RU/02
Вел ичина пере мещ ения по оси вр ащ ения , з ад анная в еличиной
угла , сра зу внутр енне пре обр азует ся в р асст ояние по линейной
оси вдол ь нар ужной повер хности так им обра зом , что можн о вы —
полнить линейную интерполяцию или круго вую ин тер поля цию
на дру гой оси . После инте рп оляции эт о расст ояние обра т но
преобразуется в величин у пер емещения по о си вращения .
Функция цилин др ическо й интерполя ции позво ляет з апр огра —
мми рова ть обр аб отк у боковой повер хност и цилинд ра . Таким
обр азом , можн о легко сос та вить программы , например ,
про грамму для прото чки к анаво к н а цилин дриче ских ку лачках .
G07.1 r ; Активируе т режим цили ндричес кой инте рпол яции
( разрешает цилиндр ическую интерполяцию ).
G07.1 0 ; Режим цилиндрической ин терполяции отменен .
: Адрес оси вращения
r: Ра диус цил индра
Задайте G07.1 r ; и G07.1 0; в от дельн ых блоках .
Можн о исполь зовать G107 вмест о G07.1.
Воспользуй те сь пар аме тр ом ( ном . 1022) для того , чтобы з адать в
ка чест ве оси вращ ения ось X, Y или Z или о сь Z или ос ь ,
пара ллельну ю о дной из этих осей . Зада йте G- код для в ыбора
плоско сти , для котор ой осью вращ ения являе тся лине йная ось .
Например , ес ли о сью в ра щения я вляетс я о сь , параллельна я оси
Х , необ ходи мо с помощ ью G17 зад ат ь плоскост ь Xp-Y p, которая
являет ся п лоскост ью , опре де ляемой осью вр ащ ения и осью Y
или ось ю , пара ллельной ос и Y. Для цилиндрической ин тер по —
ляци и м ожно за да т ь т олько одну ось вра ще ния .
Скор ость пода чи , з аданн ая в режим е цил индрич еско й интерп о —
ляции , явл яетс я ско рос тью н а о брабатыв аемой ц илин дри —
ческ ой п овер хности .
В режиме цилин д рической ин тер поля ции на ос и вращения и
др угой ли нейной оси возможна кр уговая инт ер поляц ия . Радиус
R используется в командах так же , как описано в II-4.4.
Единицы из мерения для рад иус а — не град усы , а миллиметр ы
( дл я ввода в метр иче ской систем е ) или дюймы ( дл я в вода в
дюй мовой систем е ).
Для о си С в парам етре ( ном . 1022) нуж но уста новит ь 5
( ось , па ралле льную о си Х ). Вэ т о мс л у ч а е , командой для
кр уговой интер поляц ии явл яет ся
G1 8 Z__C __;
G02 (G 03) Z__C__R__;
Для о си C в параме тре ( ном . 1 022), мо жно та кже зад ать 6
( ось , па ралле льную о си Y). Вместе с тем в этом сл учае
кома ндой кр уговой и нте рпол яции являет ся
G1 9 C __Z__;
G02 (G 03) Z__C__R__;
ЦИЛИНДРИЧЕСКАЯ
ИНТЕРП ОЛЯЦИЯ
Поя снени я
D Выбор плоскос ти
(G17, G18, G19)
D Скорость подачи
D Круго вая
интерполяци я
ПРОГР АММИР ОВАНИЕ
B- — 63844RU/02
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Для в ыполнения ко рр екции н а инструмент в режиме цилин —
дрическо й интерпол яции отмените лю бой текущий режим
коррек ции на резец перед в ведени ем реж има цили ндричес кой
интерполяции . Затем зап устите и з авершите ко ррекцию н а
инструмент в режиме цилин др ическо й ин тер поля ции .
В режиме цилин д рическо й ин тер поля ции величина перемеще —
ния по оси вра ще ния , з а данная величин ой угла , сразу внутр енне
пр еобр азуе тся в расст ояние по линей ной оси на нар ужной по —
верх но сти таким о браз ом , что можно в ыполнить линейн ую
интерполяцию или кругову ю ин т ерполяцию на другой оси .
По сле ин терпол яци и это расс тоя ние п реобраз уется об ратно в
угол . Для этого преобразов ания величина перемещения окру —
гляется до наименьш его вводимого пр ира щения .
Следо вательн о , ес ли радиус цилиндра маленький , то фак ти —
ческ ая вели чина пе ре мещ ения може т отли ча ться от зад анной
вели чины пер ем еще ния . Тем н е мен ее , обрати те в ниман ие н а то ,
что так ая пог решн ос ть не яв ляе тся н акапл иваем ой . Если в
режим е ц илин дрическ ой ин терпол яции выпо лня ется руч ная
операция при вклю чении по лностью ручного режима , то п о
описа нной выше прич ине может возникнут ь ош ибк а .
Зад ан . знач .
Фактическая
перемещения
РЕВ . ДВИЖЕНИЕ
РЕВ . ДВИЖЕНИЕ
РЕВ . ДВИЖЕНИЕ
Величина перемещения за о борот о си вращения
( задается параметром ном . 1260)
: Округленный до наименьшего вводимого приращения
Рад иу с заг отовк и
Невозм ожно зад ат ь ра ди ус дуги с пом ощью словар ных адр есов
I, J или K в р ежиме цилиндрической интерполяции .
Если р ежим цилиндрическо й интерполяции з а пущен при
выпол ненной кор рекц ии на резе ц , в режиме цилиндрическо й
интерполяции кругов ая ин тер поля ция выполня ет ся н еверно .
В режиме цилиндрическо й ин тер поля ции нельз я задават ь опе —
рации позицио нирования ( вклю ча я те операции , кото рые запу —
ска ют цик лы фор сирова нной пр одольной пода чи , например ,
G28, G53, G73, G74, G76, G80 — G89). Перед тем как задать по зи —
циони рова ние , нео бходимо отменить режим цилиндрической
интерполяции . Нев озмож но в ыполнить ц илиндр ическу ю ин —
терпо ляцию (G 07. 1) в режиме позицио нирования (G 00).
В режиме ц илиндрической интерполяции нель зя задать систему
коор ди нат загот овки (G 92, G 54 — G59) или лока льную систем у
коор ди нат (G52).
Невоз можно перезагрузить режим цилин д рической интерпо —
ля ции в режи ме цили ндричес кой ин терполя ции . Перед пере —
загрузко й режима цилиндрическо й ин тер поляции нео бходимо
отменить режим цилиндр ическо й ин тер поля ции .
Кор ре кци я на инстр уме нт долж на быть зада на до уста новки ре —
жим а ц илин дричес кой ин терполя ции . Нельз я изменить кор —
рекцию в р ежиме цилиндрической интерполяции .
Нел ьзя зад а ть ци линд ри ческ ую инте рп оляци ю , когда исполь —
зуетс я функция ин дексации с тола с индексацией .
D Корре кция
инс трумента
D Точность
цилиндриче ской
интерполяци и
Огра нич ения
D Указание радиуса дуги
в р ежиме цилин дри —
ческой интерполяц ии
D Круговая инт ерполя —
ция и коррекци я на
D Позиционирование
D Устан овка с истем ы
D Устан овка режим а
цилиндриче ской
интерполяци и
D Смещен ие
инс трумента
D Функци я индексиро —
вания стола с
индекс ацией

ПРОГР АММИР ОВАНИЕ 4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B- — 63844RU/02
Пример прог р аммы цилиндрической
интерполяции
O0001 ( ЦИ ЛИНДРИ ЧЕСКА Я
ИНТЕ РПОЛ ЯЦИЯ );
N 0 1G 0 0G 9 0Z 1 0 0 . 0C 0;
N02 G01 G91 G1 8 Z0 C 0 ;
N03 G07.1 C57299 ;
N04 G90 G01 G42 Z120.0 D01 F250 ;
N06 G02 Z90.0 C60.0 R30.0 ;
N07 G01 Z70.0 ;
N08 G03 Z60.0 C70.0 R10.0 ;
N09 G01 C150.0 ;
N10 G03 Z70.0 C190.0 R75.0 ;
N11 G01 Z110.0 C230.0 ;
N12 G02 Z120.0 C270.0 R75.0 ;
N13 G01 C360.0 ;
N14 G40 Z100.0 ;
N15 G07.1 C0 ;
N08 N09 N10

ПРОГР АММИР ОВАНИЕ
B- — 63844RU/02
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
Мо жн о н арезать прям ую рез ьбу с по сто ян ным шаго м .
Поз иционно е ко дир ующее ус т ройство , установле нное на
шпинделе , считывает ско р ос ть шпин д еля в реальном времени .
Считанная ско рость шпинделя преобразовыв ае тся в с корость
под ачи за одну м инут у ( подачи ин струмента ).
F: Шаг по нап равлени я
длинной оси
Как правило , наре зани е резьб ы повт оряют по од ной и той же
трае ктории движения ин струмента от чернов ой о бра ботки до
чист овой обр аб отк и винт а . П ос кол ьку н арезан ие рез ьбы н а —
чинается , ко гд а шифратор по ложения на шпинделе выдает сиг —
нал ”1- обор от ”, наре зани е резьбы нач инае тся в фиксир ова нной
точ ке , а т ра ект ори я д вижени я и нстр умент а не м еняет ся и пр и
по вто рно м н арезан ии ре зьб ы . Обратите в ниман ие на то , что
скор ость шпи нде ля должна остава т ься пост оянной на пр отя —
жени и чер новой обра бот ки и до чист овой обр аб отки . Если эт о
у с л о в и ен ес о б л ю д а е т с я , ре зьба выполняется с невер ным ша гом .
Глав ны м о бразо м , з апа здывание с ер во системы и т . п . приводит
к возникновению не совсем вер ных ша гов в нач альной и
конеч ной точ ках нар еза ния ре зьбы . Для ко ррекции это го
эффекта с ледует з адать длин у н арезан ия рез ьбы не ско лько
боль ше , че м тре буется .
Вт а б л и ц е 4.7 приводится пере чень диа пазон ов з начений шага
Таб лица 4.7 Ди апазоны допуст имы х раз меров шага
Наименьшее
прог рамм иру емое
приращени е
Диапаз он пр ограм мног о
значения шага
0,001 мм F1 — — F50000 ( 0,01 — — 500,00 мм )
0,0001 мм F1 — — F50000 ( 0,01 — — 500,00 мм )
0,0001 дюй ма F1 — — F99999
(0, 0001- — 9, 9999 дю ймов )
0,00001 дюй ма F1 — — F99999
(0, 0001- — 9, 9999 дю ймов )
НАРЕЗАНИЕ РЕЗЬ БЫ
Объя снения
ПРОГР АММИР ОВАНИЕ 4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ
B- — 63844RU/02
1 Скорост ь шпинде ля огра ниче на следующим обр азом :
1 ≦ с корос ть шпин деля ≦
Скор ость шпинделя : ми н .
Шаг резьб ы : мм и ли дюймы
Максим альная ско рость по дачи : мм / ми н . или дю ймы / мин .; миним альное значение из
з а д а н н о йп р о г р а м м н о м а к с и м а л ь н о йс к о р о с т ип о д а ч из ао д н у м и н у т у им а к с и м ал ьной
скор ости подачи , кото рая оп ределя ется на основ ании м еханических ог раничений ,
вклю чая относящиеся к дв игателям .
2 Ру чная ко ррекция скорости подачи при резании не п рименяется к прео бразов анной
скорости п одачи в течение всег о процесса обработки , от чер новой до чис товой .
Скор ость п ода чи ф и кси рует ся н а ур овне 100%
3 П реобразов анная скорость п одачи ограничена з аданной в ерхним з начением ск орости
4 В о врем я нарезания резь бы останов п одачи о тключен . Н ажатие кноп ки останов а
по дачи во время нарезания резьбы прив одит к останову станка в конечно й точ ке б лока ,
следующе го за нар езан ием резьбы ( то есть по сле завершения режима G33)
Шаг резьб ы
Мак с . ск орост ь подачи
ПРИМЕЧАНИЕ
Нарез ание резьбы п ри шаге в 1,5 мм
Источник: www.studmed.ru
Описание программного обеспечения/Версия программного обеспечения от 13.76
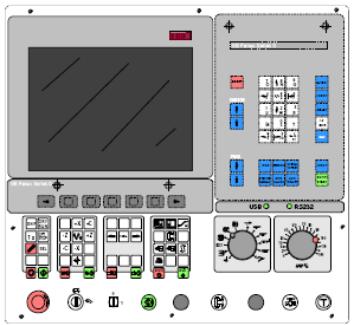
Данное программное обеспечение EMCO WinNC FANUC SERIES 0-TC Turning является часть обучающей концепции EMCO на базе ПК.
Целью данной концепции является обучение эксплуатации и программированию оригинальной системы управления на ПК.
Фрезерные станки EMCO PC TURN и Concept TURN предоставляют возможность прямого управления с использованием ПК посредством EMCO WinNC для EMCO TURN.
Концепция работы значительно облегчена применением оцифровывающего устройства или управляющей клавиатуры с плоским тонкопленочным дисплеем (опция), и является особенно ценной с дидактической точки зрения, т.к. максимально приближена к оригинальной системе управления.
Данное руководство не содержит описание полного набора функций системы управления FANUC SERIES 0-TC Turning, при этом акцент сделан на максимально понятное описание наиболее важных функций, с целью получения оптимальных обучающих результатов.
При наличии вопросов или предложений по улучшению данного руководства, обращайтесь по адресу:
EMCO MAIER Gesellschaft m. b. H.
Department Technical Documentation
A-5400 Hallein, Austria
A: Описание клавиш
Клавиатура управления, Устройство оцифровывания. .
Источник: studfile.net