

Параметры цикла основной токарной обработки наружного / внутреннего диаметра (код G90).
X (U), модальный = положение конечной точки по оси X.
Z (W), модальный = положение конечной точки по оси Z.
R, модальный = определяет величину конусности; значение представляет собой изменение радиуса основания конуса.
F = скорость подачи.
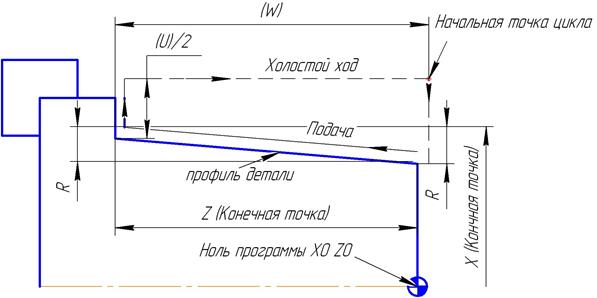
Основные принципы.
До начала программирования цикла по коду G90 токарный резец должен быть позиционирован в точку старта цикла. С помощью цикла по коду G90 можно проводить операции по наружному лицевому (OD front), наружному обратному (OD back), внутреннему лицевому (ID front) и внутреннему обратному (ID back) точению.
Вид токарной обработки зависит от относительного расположения запрограммированной конечной точки, определяемой X и Z координатами, и точки старта цикла. Если координата запрограммированной конечной точки по оси Z меньше, чем Z координата точки старта цикла, осуществляется лицевое точение.
G76 аргумент P010055 расшифровка
Если координата запрограммированной конечной точки по оси Z больше, чем Z координата точки старта цикла, осуществляется обратное точение. Если координата конечной точки по оси X меньше (точка находится ближе к оси шпинделя), чем координата первоначального положения по данной оси, осуществляется цикл наружного точения. Если координата конечной точки по оси X больше, чем координата первоначального положения по данной оси, осуществляется цикл внутреннего точения. Программирование R — параметра в строке с кодом G90 или после нее приводит к выполнению конического точения. При отрицательном значении R — параметра диаметр конуса увеличивается, при положительном значении — уменьшается.
Цикл основной токарной обработки наружного диаметра по коду G90. Пример № 1.
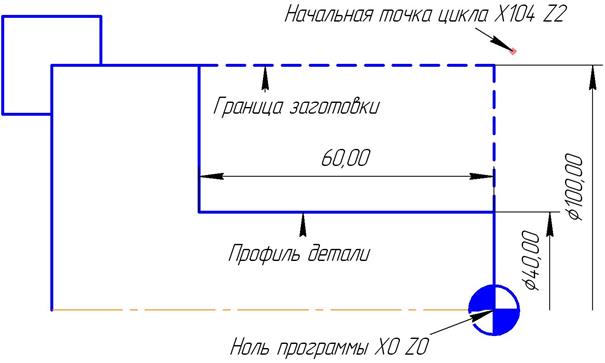
УП обработки деталей, граница снятия припуска (контур детали).
Источник: megaobuchalka.ru
Нарезание многозаходной резьбы с постоянным шагом по коду G32. Пример № 2.

X (U) = X — координата конечной точки нарезания резьбы.
Z (W) = Z- координата конечной точки нарезания резьбы.
R = величина перемещения по оси X при нарезании конической резьбы
(не программируется при нарезании цилиндрической резьбы).
F = шаг резьбы по оси Z.

Расстояние извлечения инструмента под углом 45° в конце прохода нарезания резьбы (размер фаски) рассчитывается исходя из значения параметра № 5130. Это значение может лежать в диапазоне 0 до 90. Размер фаски рассчитывается следующим образом.
Стандартный цикл нарезки резьбы по G76 для стойки FANUС (симулятор станка с ЧПУ)
Если значение параметра №5130 =1, размер фаски = шаг резьбы х 0,1
= 10, размер фаски = шаг резьбы х 1.0
= 50, размер фаски = шаг резьбы х 5.0
= 90, размер фаски = шаг резьбы х 9.0
Если значение параметра №5130 равно нулю, инструмент будет извлекаться перпендикулярно к оси нарезания резьбы.
Нарезка резьбы постоянного шага по коду G92. Пример № 1.


УП обработки деталей.
01001(092 EXAMPLE 1);
G54 G21 G99 G40;
Х22 Z7 М8 (ТОЧКА СТАРТА ЦИКЛА);
G92 X19.4 Z-49 F2;
Нарезка резьбы постоянного шага по коду G92. Пример № 2.
УП обработки деталей.
О1002 (G92 EXAMPLE 2);
G54 G21 G99 G40;
G92 Х25.2 Z-21 F2.309 R0,9;
G0 X100 Z100 M9;
Цикл нарезки многозаходной резьбы по коду G76.
Параметры цикла нарезки многозаходной резьбы (код G76).
G76 P(m)(r)(a) Q(dmin) R(d)
G76 X(U) Z(W) R(i) P(k) Q(d1) F
(m) = двузначное число чистовых проходов, также задается при помощи параметра № 5142.
(r) = двузначное число, определяющее размер фаски, также задается при помощи параметра №5130.
(а) = двузначное число, определяющее угол режущей кромки инструмента (80, 60, 55, 30, 29, 0); также задается при помощи параметра №5143.
Q(dmin) = минимальная глубина нарезки резьбы в микронах («радиусная» величина), также задается при помощи параметра №5140.
R(d) = глубина нарезания при финишном проходе для винтовых проходов, также задается при помощи параметра №5141.
X(U) = X — координата конечной точки нарезания резьбы.
Z(W) = Z- координата конечной точки нарезания резьбы.
R(i) = величина перемещения по оси X при нарезке конической резьбы
(не программируется при нарезке цилиндрической резьбы).
F = шаг резьбы по оси Z.
Q(d1) = глубина нарезания резьбы для первого прохода в микронах.
P(k) = высота резьбы в микронах.

Значения параметров P(m)(r)(a) Q(dmin) R(d) хранятся и перезаписываются в УП. Если данные значения корректны, первая строка с кодом G76 может быть пропущена.
Нарезка многозаходной резьбы по коду G76. Пример № 1.

УП обработки деталей.
01001 (G76 EXAMPLE 1);
G54 G21 G99 G40;
G76 Р020060 Ql00 R0.05 М8;
G76 X17.55 Z-49 R0 P1225 Q400 F2;
G0 G28 U0 W0 M9;
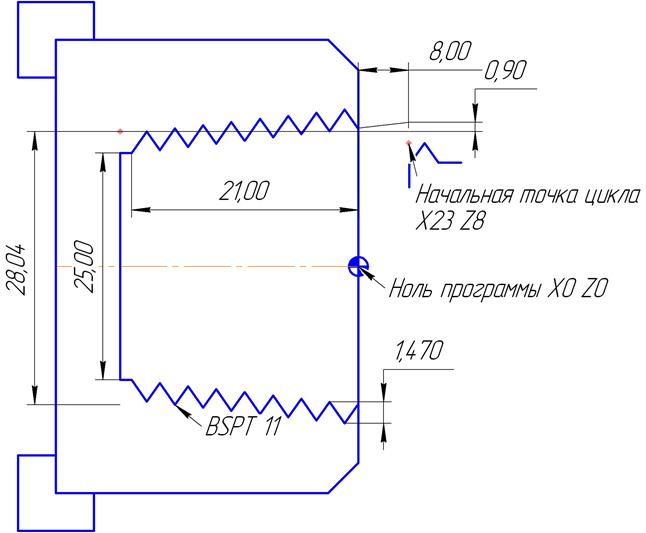
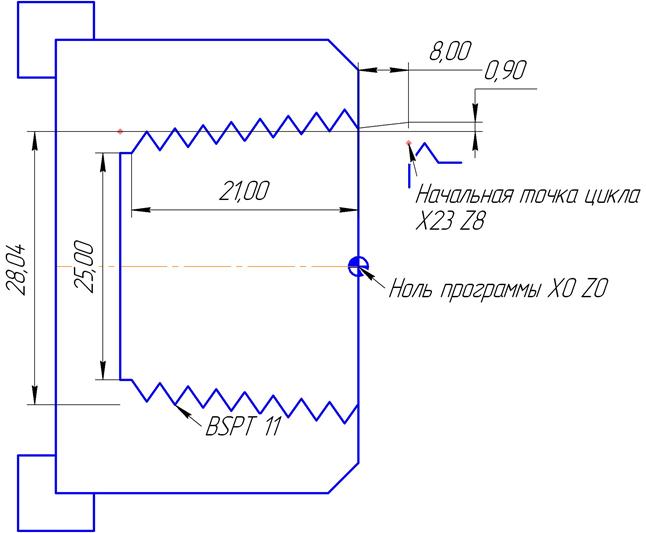
Нарезка многозаходной резьбы по коду G76. Пример № 2.

УП обработки деталей.
О1002 (G76 EXAMPLE 2);
G54 G21 G99 G40;
G76 Р021055 Ql00 R0.05 М8;
G76 Х28.04 Z-21 Р1470 Q400 F2.309 R0.9;
G0 G28 U0 W0 M9;
Нарезка многозаходной резьбы по коду G76. Пример № 3.

УП обработки деталей.
G54 G21 G99 G40;
G76 Р020060 Q100 R0.05 М8;
G76 X17.55 Z-49 R0 P1225 Q400 F2;
G76 X17.55 Z-49 R0 P1225 Q400 F2;
G76 X17.55 Z-49 R0 P1225 Q400 F2;
G0 G28 U0 W0 M9;
Цикл основной токарной обработки наружного / внутреннего
Диаметра по коду G90.
Параметры цикла основной токарной обработки наружного / внутреннего диаметра (код G90).
X (U), модальный = положение конечной точки по оси X.
Z (W), модальный = положение конечной точки по оси Z.
R, модальный = определяет величину конусности; значение представляет собой изменение радиуса основания конуса.
F = скорость подачи.

Основные принципы.
До начала программирования цикла по коду G90 токарный резец должен быть позиционирован в точку старта цикла. С помощью цикла по коду G90 можно проводить операции по наружному лицевому (OD front), наружному обратному (OD back), внутреннему лицевому (ID front) и внутреннему обратному (ID back) точению.
Вид токарной обработки зависит от относительного расположения запрограммированной конечной точки, определяемой X и Z координатами, и точки старта цикла. Если координата запрограммированной конечной точки по оси Z меньше, чем Z координата точки старта цикла, осуществляется лицевое точение.
Если координата запрограммированной конечной точки по оси Z больше, чем Z координата точки старта цикла, осуществляется обратное точение. Если координата конечной точки по оси X меньше (точка находится ближе к оси шпинделя), чем координата первоначального положения по данной оси, осуществляется цикл наружного точения. Если координата конечной точки по оси X больше, чем координата первоначального положения по данной оси, осуществляется цикл внутреннего точения. Программирование R — параметра в строке с кодом G90 или после нее приводит к выполнению конического точения. При отрицательном значении R — параметра диаметр конуса увеличивается, при положительном значении — уменьшается.
Источник: poisk-ru.ru
цикл резьбонарезания G76
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сообщения

Всё включено, перезапускал проект нет и всё!
включен фильтр выбора?
Здравствуйте уважаемые форумчане! Может у кого-то было, Спруткам 16 не могу выделить рёбра для 2д контура, не выделяет и всё, что нажать сделать? Не сразу, пол дня всё работало все выделяло, а потом перестало. Проект не выложу с работы не утащить.
Приветствую коллеги! Есть ли у кого 3D модель станка Okuma MCR-C, не хотелось бы самостоятельно создавать, хотелось бы создать свою схему этой модели, а то есть похожие модели что идут по умолчанию?

Блин, я такого станка не видел еще. Если у вас магазин инструментов барабанного типа, то проверьте чтобы держатель инструмента был в горизонтальном положении.
Да, внешние вьюверы прикручиваются к серверу. Т.е. в настройках на сервере указывается каким вьювером открывать скажем pdf файл и он его будет показывать в окошке проводника. Можно приделать любые вьюверы для любых типов файлов. Главное чтобы показывал. Например для pdf можно приделать хоть Adobe Acrobat, хоть Foxit Reader, или что-то ещё.
Ну и также для других типов файлов. Выглядит так. Скрин конечно старый, но принципиально ничего не поменялось. Плюс в том, что вьювер ставится только на сервере. Всего один, а просмотр у всех пользователей.
Минус этого в том, что он работает. У нас например стоит просмотр файлов SW,doc,xls,pdf. и если вкладка просмотрщика открыта и пользователь нечаянно ткнул на тяжелый файл (скажем сборка в 3 Гб)- то блин сидишь и ждёшь пока это всё загрузится. Поэтому у многих пользователей все эти файлы стоят в исключениях просмотрщика. Т.е. на какой бы файл не тыкал просмотр не запускается, а стартует только если принудительно ткнуть ЛКМ по окну просмотра. В этом случае тормоза резко снижаются.

Фото ошибки https://yadi.sk/i/NZpgB8JJUUlyew Фото модели ( BL-V11S) https://yadi.sk/i/A7OLTVrmonBPyQ
Интересный вариант. Только нужно пост написать, который точки просчитает и если нужно будет поменять ф инструмента, придется все проделать заново с кривыми. Но повторюсь, вариант интересный, можно взять на вооружение. Спасибо! Скиньте, пожалуйста, проект, если не жалко.
Заранее спасибо!
Если движение вертикальное, то винт подвесить с помощью упорного подшипника на верхней опоре. Двигатель внизу с возможностью небольшого радиального перемещения. Варианты могут быть и другие. Тянуть независимо за две стороны — могут быть такие перекосы.
- IPS Theme by IPSFocus
- Язык
- Стиль
- Политика конфиденциальности
- Реклама на форуме
CAD/CAM/CAE Russian Community Board Powered by Invision Community
Источник: cccp3d.ru