

R(e) = расстояние, на которое отводится инструмент после завершения шага сверления. Также задается параметром № 5139 (мкм).
Z(W) = абсолютная координата конечной точки или величина приращения (W) по оси Z.
Q(Δk) = шаг сверления по оси Z (мкм).
F(f) = скорость подачи.
Х(U) = абсолютная координата конечной точки или величина приращения (U) по оси X. НЕ ИСПОЛЬЗУЕТСЯ ПРИ СВЕРЛЕНИИ.
P(Δi) = величина перемещения по оси X. НЕ ИСПОЛЬЗУЕТСЯ ПРИ СВЕРЛЕНИИ.
R(Δd) = припуск по оси X до дна отверстия. НЕ ИСПОЛЬЗУЕТСЯ ПРИ СВЕРЛЕНИИ.

Основные принципы.
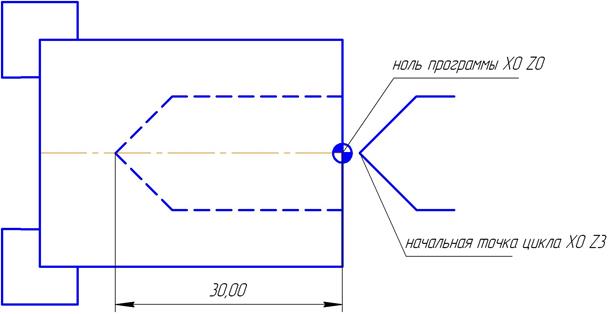
До программирования цикла сверления в торец с отскоком по коду G74 инструмент должен быть помешен в точку старта цикла.
При использовании стандартных праворежущих сверл вращение шпинделя нужно программировать посредством кода М3 (вращение против часовой стрелки).
Постоянные циклы. Сверление на ЧПУ. G80, G81, G82, G83, G73 #cnc
Параметры Р, X, R не должны быть запрограммированы во второй строке кода G74. Эти параметры используются только для проточки канавок с торца.
После выполнения цикла по коду G74 инструмент возвращается в точку старта цикла. Обязательно должен быть определен шаг сверления по оси Z.
(Q — параметр), иначе на экран будет выведено сигнализирующее сообщение.
Цикл сверления в торец с отскоком по коду G74. Пример № 1.
УП обработки деталей.
01001 (G74 EXAMPLE 1);
(ЦИКЛ СВЕРЛЕНИЯ В ТОРЕЦ С ОТСКОКОМ);
X0 Z3 (ТОЧКА СТАРТА ЦИКЛА);
G74 Z-30 Q10000 F0.35 М8; (Q10000 = задает шаг сверления по оси Z 10 мм)
G0 G28 U0 W0 M9;
Цикл проточки канавок с торца с отскоком по коду G74.
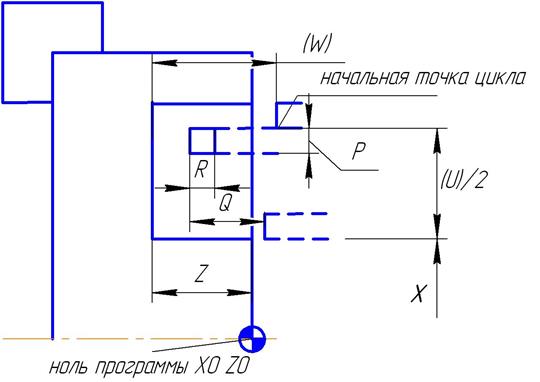
Параметры цикла проточки канавок с торца с отскоком (код G74).
G74 Z(W) X(U) P(Δi) Q(Δk) R(Δd) F(f)
R(e) = расстояние, на которое отводится резец после завершения шага проточки. Также задается параметром № 5139 (мкм).
Z(W) = абсолютная координата конечной точки или величина приращения (W) по оси Z.
Q(Δk) = шаг проточки по оси Z (мкм).
F(f) = скорость подачи.
Х(U) = абсолютная координата конечной точки или величина приращения (U) по оси X.
P(Δi) = величина перемещения по оси X (мкм).
R(Δd) = припуск по оси X до дна канавки.
НЕ ИСПОЛЬЗУЕТСЯ ПРИ ПРОТОЧКЕ КАНАВОК.
Основные принципы.
До программирования цикла проточки канавок на торце с отскоком по коду G74 инструмент должен быть помещен в точку старта цикла.
Вследствие ограниченного пространства около торца обрабатываемой детали, канавочный резец всегда выполняет цикл проточки по коду G74 от максимального диаметра к минимальному.
После выполнения цикла по коду G74 инструмент возвращается в точку старта цикла.
Сверление приводным инструментом цикл Manual guide i
Обязательно должен быть определен шаг проточки по оси Z (Q – параметр), иначе на экран будет выведено сигнализирующее сообщение.
Источник: megaobuchalka.ru
Цикл глубокого сверления g83
Имеется так же возможность производить обработку с постоянно уменьшающейся глубиной сверления (дегрессией).
Цикл глубокого сверления g83 с дегрессией
G83 Стандартный цикл сверления
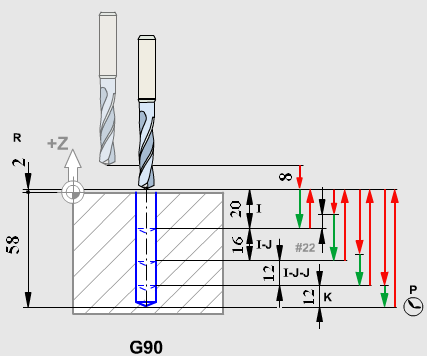
R начальная точка по Z
Z Координата конечной точки
I Глубина резания первого прохода
J уменьшение глубины резания на каждый проход
K Минимальная глубина сверления
F Рабочая подача в цикле
L Количество просверливаемых отверстий
P Пауза в конце последнего прохода (в секундах)
X Координата центра отверстия по Х (необязательно)
Y Координата центра отверстия по Y (необязательно)
G90 G0 X12. Y15.
G83 R2. Z-58. I20. J4. K12.
F100. P1.
Цикл нарезания правой резьбы метчиком g84

Р езьба М10×1.5
G90 G0 X12. Y15.
G0 Z20.
G84 R5. Z-30. F600.
Можно использовать оборотную подачу
G95 G84 R5. Z-30. F1.5
Циклы сверления ряда отверстий
G70 G71 G72
Данные циклы предназначены для определения координат отверстий находящихся на окружности, дуге и прямой.
Циклы непосредственно не производят обработку, для ведения обработки перед заданием G70, G71, G72 необходимо активизировать один из стандартных циклов.
G70 сверление отверстий равномерно расположенных по окружности

I Радиус ( «+» направление сверления отверстий против часовой стрелки, «-» по ч.с.)
J Угол расположения первого отверстия (от 0 до 360.0 градусов против часовой стрелки, от положения стрелки на “3 часа”)
L Количество равномерно расположенных по кругу отверстий
G90 G0 X50. Y40.
G81 R2. Z-30. F100. L0
G70 I25. J30. L5
G0 Z20.
Э тот немодальный G-код должен использоваться с одним из стандартных циклов. Стандартный цикл должен быть активным, чтобы в каждом положении производилась операция сверления или нарезания резьбы.
Перед началом работы инструмент должен быть выведен в центр окружности, на которой расположены отверстия.
Будет произведено сверление пяти отверстий , начиная с отверстия расположенного под углом в 30 о к горизонтали в направлении против часовой стрелки.
G71 сверление отверстий расположенных на участке окружности

I Радиус ( «+» против ч.с. «-» по ч.с.)
J Угол расположения первого отверстия (в градусах, отсчёт от 3-х часов)
K Угловой шаг отверстий
( «+» или «–» )
L Количество отверстий
G90 G0 X65. Y55.
G83 R2. Z-30. Q20. F100. L0
G71 I50. J30. K60. L5
G0 Z20.
Н емодальный код G71должен использоваться с одним из стандартных циклов. Стандартный цикл должен быть активным, чтобы в каждом положении производилась операция сверления или нарезания резьбы.
Перед началом работы инструмент должен быть выведен в центр окружности, на которой расположены отверстия.
Будет произведено сверление пяти отверстий, начиная с отверстия расположенного под углом в 30 о к горизонтали в направлении против часовой стрелки с угловым расстоянием между отверстиями 60 о .
G72 сверление отверстий расположенных на наклонной прямой

I Расстояние между отверстиями ( «+» против ч.с. « — » по ч.с.)
J Угол линии (в градусах против часовой стрелки от горизонтального положения)
L Количество отверстий
G90 G0 X30. Y25.
G81 R2. Z-30. F100. L0
G72 I20. J35. L3
G0 Z20.
Сверление отверстий расположенных на окружности, дуге и наклонной прямой
Источник: studfile.net
РОБОТЭКС
Цикл сверления с шагом G83 выполняет операцию сверления за несколько шагов, этот метод делает глубокое сверление простым и экономичным.
Подача при резании выполняется прерывисто до дна отверстия, пока удаляется стружка.
Поскольку сверление выполняется до дна отверстия с подачей в несколько небольших шагов, каждый раз
Типы сверления с использованием G кода

- Инкрементный режим заставляет инструмент перемещаться каждый раз на указанную величину
1. Цикл глубокого сверления с шагом G83.
Подача при резании выполняется прерывисто до дна отверстия, пока удаляется стружка.
Поскольку сверление выполняется до дна отверстия с подачей в несколько небольших шагов, каждый раз, когда выполняется заданная глубина, а затем сверло отводится, затем сверло делает следующий шаг, эта операция повторяется снова и снова, пока не будет достигнута глубина сверления.
Источник: zlatrobo.blogspot.com