
1. MES — автоматизированная система управления и оптимизации производственной деятельности, которая в режиме реального времени инициирует, отслеживает, оптимизирует и документирует производственные процессы от начала выполнения заказа до выпуска готовой продукции [9]. Часто составленный оперативный план (производственное расписание) нарушается срочными заказами, переделкой брака, больничными листами, поломкой оборудования и непредвиденным изменением спроса. В действующем производстве регулярно. Каждое из этих событий способно проделать огромную брешь в производственном плане. Плановик может бесконечно долго вручную перераспределять заказы и изменять их приоритеты, чтобы успеть выполнить заказы в срок.
Проблема большинства систем автоматизированного планирования (ERP, MRP) в том, что ресурсы (время, люди, финансы и т.д.) оцениваются ориентировочно. В результате, если какая-либо операция в технологической цепочке будет задержана, то материалы будут заказаны слишком рано. Если система планирования не учитывает возникающие в процессе производства узкие места и не компенсирует отклонения от составленного расписания, то неизбежны перегрузка ресурсов, удлинение очередей работ и увеличение объема незавершенного производства. В результате темп выполнения заказов замедляется и сроки поставки готовой продукции срываются.
Введение в SCADA системы. Автоматизация производства
Метод конечного планирования учитывает фактическое состояние ресурсов производства в каждый момент времени. Выполнение операций планируется только тогда, когда соответствующие ресурсы свободны. В результате материалы заказываются точно к сроку, объемы складских запасов уменьшаются, объем работ распределяется равномерно, ресурсы не перегружаются, время выполнения заказов становится более предсказуемым, а даты поставки реальными. В этом случае руководители производства тратят значительно меньше времени на контроль и оперативное управление производством и могут сконцентрироваться на решении стратегической задачи синхронизации объемов выпуска с рыночным спросом на продукцию
MES системы, оперируя исключительно производственной информацией, позволяют корректировать либо полностью перерассчитывать производственное расписание в течение рабочей смены столько раз, сколько это необходимо. В ERP системах по причине большого объема административно-хозяйственной и учетно-финансовой информации, которая, непосредственного влияния на производственный процесс не оказывает, перепланирование может осуществляться не чаще одного раза в сутки.
Функции, выполняемые MES-системами, могут быть интегрированы с другими системами управления предприятием, такими как Планирование Цепочек Поставок (SCM), Продажи и Управления сервисом (SSM), Планирования Ресурсов Предприятия (ERP), Автоматизированные системы управления технологическими процессами (АСУТП), что обеспечит своевременное и всеобъемлющее наблюдение за критическими производственными процессами.
2. SCADA –системы. SCADA — диспетчерское управление и сбор данных.
Под термином SCADA понимают инструментальную программу для разработки программного обеспечения систем управления технологическими процессами в реальном времени и сбора данных.
Основные задачи, решаемые SCADA-системами:
Обмен данными с УСО (устройства связи с объектом, то есть с промышленными контроллерами и платами ввода/вывода) в реальном времени.
Обработка информации в реальном времени.
Отображение информации на экране монитора в понятной для человека форме (HMI сокр. от англ. Human Machine Interface — человеко-машинный интерфейс).
Ведение базы данных реального времени с технологической информацией.
Аварийная сигнализация и управление тревожными сообщениями.
Подготовка и генерирование отчетов о ходе технологического процесса.
Осуществление сетевого взаимодействия между SCADA ПК.
Обеспечение связи с внешними приложениями (СУБД, электронные таблицы, текстовые процессоры и т. д.). В системе управления предприятием такими приложениями чаще всего являются приложения, относимые к уровню MES.
SCADA обеспечивает самый нижний уровень управления, являясь основой автоматизированных производств. Простейшим примером может быть система автоматического пожаротушения. Датчики улавливают запах дыма или повышение температуры и автоматически посылают сигнал тревоги в соответствующие службы, либо включают пожарные распрыскиватели. Аналогично датчики могут действовать, например, в случае остановки конвейера на производстве.
3. Функции обучения обслуживающего персонала выполняют интерактивные электронные технические руководства IETM (Interactive Electronic Technical Manuals) [6]. С их помощью выполняются диагностические операции, поиск отказавших компонентов, заказ дополнительных запасных деталей и некоторые другие операции на этапе эксплуатации систем.
Одним из важнейших компонентов CALS является обеспечение персонала эксплуатационной и ремонтной документацией, выполненной в электронном виде. Характерным свойством такой документации является ее интерактивность, т.е. возможность для обслуживающего и ремонтного персонала получать необходимые сведения о процессах и процедурах в форме прямого диалога с компьютером, Для реализации такой возможности, а также для презентаций проектов и для обучения персонала, занимающегося обслуживанием и эксплуатацией изделий, создаются технические руководства IETM — Interactive Electronic Technical Manual (или IETP — Interactive Electronic Technical Publication) и учебные пособия (ICW — Interactive Courseware). В них содержатся описания изделий, технологии эксплуатации, поясняются приемы обслуживания, методы диагностики и ремонта. В частности, в технических руководствах должны быть сведения о планировании регламентных работ, типовых отказах, способах обнаружения неисправностей и замены неисправных компонентов, испытательном оборудовании, способах заказа материалов и запасных частей и т.п.
Эксплуатационные документы должны создаваться в соответствии с концепциями, развиваемыми в CALS, обеспечивая повышенные удобства и эффективность освоения и эксплуатации сложной техники. Концепция создания и сопровождения электронной эксплуатационной документации получила название технологии IETM или ИЭТР (интерактивных электронных технических руководств).
В технологиях CALS к эксплуатационной документации IETM предъявляются повышенные требования. Это прежде всего представление документов в электронном виде, открытость пособий и руководств, т.е. их приспособленность к внесению изменений и конвертированию форматов, должная степень интерактивности и управления данными, адаптация учебного материала к конкретным запросам пользователей, малые затраты на создание документов для новых версий изделий.
Конкретизация задач ИЭТР представлена следующим списком:
Источник: studfile.net
Автоматизированная система управления производством

Сегодня только используя саморегулирующиеся технические средства во время работы с информацией (её накопление, анализ, фиксация и дальнейшая передача данных) даст возможность обеспечить эффективное управление всем производственным процессом. Именно для таких целей и создана автоматизированная система управления производством (АСУП). Применение данной системы на практике позволяет осуществить быстрое и соответствующее решение многих производственных задач, усовершенствовать уже имеющуюся процедуру управления и руководства общественным производством.
АСУП — сложная, состоящая из целого ряда разнообразных технологий и методов система, позволяющая осуществлять контроль функционирования производственного оборудования с помощью персонального компьютера. В данной ситуации обеспечивается гибкий производственный процесс, где компьютер без труда изменяет производимую машиной команду, передав на него новую.
Продуктивное функционирование компании обеспечивается соответствующим оборудованием, благодаря применению специально разработанных для этого способов обработки данных. Используются современные математические, экономические и иные методы. Являясь достаточно сложным устройством, автоматизированная система управления производством, в свою очередь, состоит из комплекса менее масштабных систем, основная цель которых — повышение максимальной эффективности принятых решений, которые способствуют преобразованию использующихся в процессе изготовления материалов в готовое изделие.
Структура АСУП состоит из функциональных и обеспечивающих подсистем, они являются неотъемлемой частью АСУ, определяются в соответствии с функциональными или структурными показателями, отвечают определённым планам и намеченным идеям.
АСУП сложна в управлении, а причиной тому служит:
- наличие большого количества разнообразных элементов;
- значительный уровень их взаимосвязи между собой;
- отсутствие уверенности в получении желаемого результата;
- человеческий фактор;
- изменение направления предприятия.
Разработка автоматизированных систем управления производством стала основной причиной того, что теперь организации, планированию, подготовке и выполнению информационных процессов стало уделяться соответствующее внимание, не меньше, чем производственным задачам.
Автоматизированная система подразумевает вмешательство в процедуру регулирования оборудованием человека, где ему предоставляется все должные данные для этого. На экране отображаются все важные сведения, имеющие вид диаграмм, данные могут быть представлены в цифровом формате или как схемы. Все это необходимо для осуществления управления технологическими операциями и принятия мер для разрешения сложившихся ситуаций на основании подсказок ЭВМ.
Автоматизированная система управления гибкой производственной системой
На определённом этапе любого производства (серийного, массового, единичного) непременно возникает вопрос об увеличении имеющихся скоростей обновления товаров. При этом необходимо автоматизировать не просто некоторые компоненты и составляющие производственного процесса, а произвести полное усовершенствование систем всех уровней, с применением гибких производственных систем (ГПС), которые освободят человека от необходимости участия в трудоёмких работах.
Применение данной системы стало основой и позволило разрешить давние разногласия, связанные с max выработкой и min ликвидностью оборудования при достаточном производстве, max ликвидностью и min выработке станков, благодаря своим особым свойствам:
- приспособляемости и ликвидности, позволяющие при необходимости быстро изменить тип, вид выпускаемого товара;
- высокотехнологичности установок, запускающих современные и перспективные технологические операции;
- улучшению условий труда работников, решая всевозможные сложности, организовывая рост их квалификации и профессионализма;
- созданию необходимых условий для поэтапного уничтожения барьера, разделяющего интеллектуальный труд и физический;
- исключение необходимости тяжело трудиться.
К самым важным параметрам, определяющим суть функционирования ГПС можно отнести:
- автономная работа, а также функционирование определённый период времени с минимальной степенью участия человека;
- автоматическое выполнение первоочерёдных, а также вспомогательных функций;
- гибкость, полностью соответствующая критериям производства продукции в относительно незначительных количествах;
- беспроблемное решение непредвиденных ситуаций, ликвидация неполадок составляющих элементов и систем всего оборудования;
- взаимное совмещение устройств гибкого и традиционного изготовления.
База функционирования ГПС — это возможность использования устройств с числовым программным управлениям. Конструкция щита управления ГПС состоит из такого технологического оборудования, как:
- гибкого технологического модуля (ГТМ). В конструкцию может входить один или несколько изделий техоборудования с ЧПУ, разрабатывается на базе mini (mikro) ЭВМ. Чаще всего, вовнутрь встраиваются: роботизированные конструкции, подающие и забирающие готовые объекты, измеряющие и контролирующие процесс датчики, производящие выявление причин поломки и восстанавливающие функциональность компоненты, собирающие и удаляющие остатки всех производственных процессов систем.
- автоматизированного складского модуля, который разработан с использованием mini (mikro) ЭВМ, имеет встроенную локальную СУ, работает с задачами, установленными управляющим вычислительным комплексом (УВК) или независимо ни от каких систем;
- вспомогательного модуля, представляющего собой комплект оборудований, обеспечивающих техмодули;
- гибкого контрольно-измерительного модуля. Комплекс оборудования, осуществляющего программно-перенастраиваемые работы, способствующих организации получения качественного конечного результата на каждом этапе производства ГТМ операций;
- автоматизированный транспортный модуль. Оснащен системой, предназначенной для местного процесса управления, контроля, сбора и передачи параметров.
Применение ЧПУ позволяет контролировать функционирование устройства, гарантирует прочную взаимосвязь с прочими составляющими ГПС. При помощи же локальной системы осуществляются работы по помещению, сортировке, выдаче сделанной продукции и материалов.
Определённые структурно-организационные признаки непосредственно определяют виды ГПС, которые имеют вид гибкой автоматизации:
- участка (ГУА). Функционирование соответствует установленному технаправлению, где имеется возможность внесения правок в очерёдность применения оборудования;
- линии (ГАЛ). Находящиеся в определённой очерёдности техустройства, полностью соответствующих осуществляемым процедурам;
- цеха (ГАЦ). Конструкция изделия в некоторых ситуациях (производство объектов определённого типа) может иметь сочетать в себе ГАЛ (ГАУ);
- завода (ГАЗ). Обобщённые методы предприятия по использованию ресурсов, для обеспечения эффективного, быстрого, бездефектного производства товаров и услуг (в состав входят цехи, линии, участки).
ГПС может также быть гибким производственным комплексом (технология с несколькими гибкими модулями, работает автономно на протяжении определенного времени, возможно встраивание в систему высшей степени автоматизации), так и целой производственной системой, состоящей из связанных друг с другом модулей определенных типов.
Интегрированная автоматизированная система управления функционирует в комплексе с ГПС и выделяет для неё:
- уровень контроля процессом изготовления;
- уровень оперативно-календарного управления, подразумевающий руководство в подготовке производства, планирования, учёта, контроля, анализа.
Весь процесс функционирования ГПС можно разделить на несколько этапов, среди которых к основным относятся:
- проектирование. Основывается на потребностях и пожеланиях заказчика, которые оператор заносит в ЭВМ. Все указанные параметры товара сохраняются, стандартизируются, в результате производятся все расчёты себестоимости, производительности;
- планирование, основная цель которого — максимально эффективный процесс обработки, при помощи правильного выбора основных средств, процессов производства с технологической точки зрения, трудовой обстановки, последовательности процессов и иного.
- организация контроля работоспособности оборудования и станков.
В случае отклонений принятых ЭВМ данных от запланированных, система запускает динамичное планирование, регулирование, в результате которого производство будет максимально продуктивное. Кроме того, станки способны самостоятельно производить диагностику, а в случае обнаружения неисправностей самостоятельно принять решения по их устранению.
Каждый этап производства тщательно контролируется, при необходимости корректируется и поддерживается в пределах допустимых значений посредством встроенных в станки приборов и контрольных машин. В конечном результате, полностью собранное и готовое к дальнейшей эксплуатации изделие проверено, соответствует всем установленным стандартам.
АСУ ГПС условно можно разделить на две подсистемы, где каждая отвечает за свои действия. Обе подсистемы стремятся к выполнению своего задания, которое в простой и доступной форме установила вышестоящая система. Каждая подсистема функционирует в полном согласии и в соответствии с интересами иных подсистем, тем самым обеспечивая рациональное управление оборудованием.
Источник: avielsy.ru
Автоматизация и роботизация производства
В этой статье мы рассказываем об автоматизации и роботизации производства, ее основных принципах и порядке реализации, применимости и воздействии на продуктивность предприятия и качество продукции.
- Что такое комплексная автоматизация
- Программно-аппаратные комплексы
- Автоматизированные линии
- Робототехника в автоматизации
- Роботы Fanuc для блистерной упаковки продукции L’Oréal
- Автоматизация производства с помощью робота Hanwha
- Увеличение эффективности производства с помощью роботов Fanuc
- Как это происходит
- Как выбрать оборудование
- Как выбрать подрядчика
Что такое комплексная автоматизация

По мере роста объемов производства, в любой сфере, закономерным решением становится автоматизация процессов. Этот процесс подразумевает внедрение новых технологий, оборудования, а также соответствующего программного обеспечения. Если ранее, практически на всех этапах, производство осуществлялось вручную, то теперь многие операции выполняются станками, роботами и с помощью систем автоматизированного проектирования.
Автоматизация может применяться как к отдельным процессам производства, так и к их совокупности . С целью повышения эффективности и рентабельности, экономии финансовых и временных ресурсов, внедряют комплексную автоматизацию производства.

Комплексная автоматизация производства — это вид автоматизации производства, при котором все этапы производственного процесса, включая транспортировку и контроль качества продукции, осуществляются с помощью специального оборудования, контролируемого посредством программ и режимов, объединенных общей системой управления.
Комплексная автоматизация включает в себя практически все этапы подготовки и реализации продукции: проектирование, управление станочным оборудованием в процессе производства, сбор и распределение информации, паллетирование, отгрузка, учет.
Далее рассмотрим основные виды автоматизации, сферы их применения, примеры и эффективность.
Программно-аппаратные комплексы

Программно-аппаратные комплексы — это система технических и программных средств, которые работают параллельно над выполнением одной или нескольких однородных задач. С помощью внедрения таких комплексов владельцам бизнеса в любой сфере удается повысить эффективность и рентабельность производства, сократить объемы оборотных средств.
Благодаря интуитивно понятному интерфейсу, администрирование устройства зачастую может осуществляться с помощью любого интернет-браузера, что минимизирует затраты на обслуживание. Такие комплексы оснащены контролем работоспособности, что позволяет автоматически восстанавливать работоспособность в случае возникновения ошибок. Оптимизированное ПО способствует максимально быстрому старту производственных процессов.

Среди примеров программно-аппаратных комплексов: автоматизированное рабочее место, системы видеоанализа, видеонаблюдения и контроля доступа.
Автоматизированные линии
Автоматизированные производственные линии используются для массового производства изделий, которые требуют многоэтапной обработки. Сама производственная линия состоит из географически распределенных рабочих станций на заводе, которые соединены механизированной рабочей транспортной системой, доставляющей детали с одной рабочей станции на другую в заранее определенной последовательности. Работа линий происходит в основном без участия оператора. Задача наладчика — периодически контролировать работу оборудования, загружать заготовки в начале линии и снимать их в конце.

Существуют разные виды автоматизированных линий. Их классифицируют по типу транспортировки деталей (со сквозным, боковым, комбинированным и т.д. транспортированием), по типу связи (с жесткой и гибкой связью), по возможности переналадки (переналаживаемые и непереналаживаемые), по типу оборудования. Таким образом, можно подобрать автоматизированные линии идеально подходящие под определенную сферу производства.

Благодаря использованию автоматизированных линий достигается высокий уровень экономии на производстве: минимизируется число рабочих, станков, а также уменьшается производственная площадь. Помимо этого, автоматизированные линии повышают качество обработки деталей и стабильность производства.
Робототехника в автоматизации

Роботизация производства как метод автоматизации становится все более популярной. Это основная часть комплексной автоматизации. Часто предполагается, что внедрение роботизации характерно для крупного производства, но это ошибочное мнение. Небольшие предприятия также принимают решение в пользу промышленных роботов, руководствуясь многими преимуществами такой техники. Среди основных плюсов: быстрая окупаемость, сокращение издержек производства в долгосрочной перспективе, минимизация человеческого фактора и процента брака, гарантия качества выполняемых операций, повышенная работоспособность и скорость производства, программируемость и легкая перенастройка.
Сегодня большинство роботов используются в производственных операциях которые можно разделить на три категории: погрузка/разгрузка, операции по обработке, сборка и контроль.

Первая категория включает в себя транспортировку и загрузку/разгрузку материалов на конвейер или станок. При транспортировке задача роботов состоит в перемещении деталей из одного места в другое. Другие операции являются более сложными, например — размещение деталей на поддонах в таком порядке, который рассчитывается самим роботом. Для загрузки/разгрузки материалов используется робот оснащенный специальным захватом.

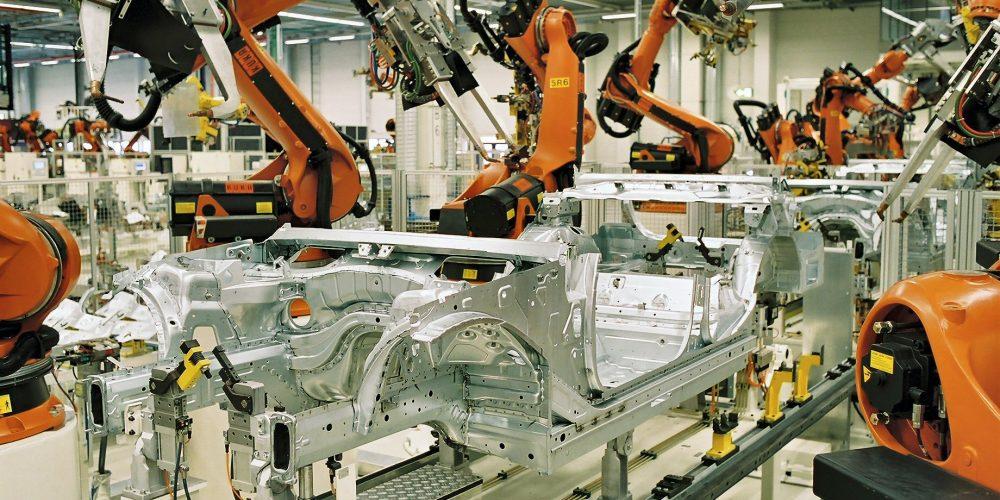
В автоматизированных операциях по обработке робот управляет определенным инструментом. Например, при точечной сварке, непрерывной дуговой сварке, окрашивании. Точечная сварка автомобильных кузовов является одним из наиболее распространенных применений промышленных роботов в США.
Робот устанавливает сварочный аппарат на панели и раме автомобиля, чтобы завершить сборку кузова. Дуговая сварка — это непрерывный процесс, при котором робот перемещает сварочный стержень вдоль сварного шва. Окраска распылением предполагает управление пистолетом-распылителем над поверхностью объекта. Другие операции в этой категории включают шлифовку, полировку и маршрутизацию, в которых инструментом является вращающийся шпиндель.

На сегодняшний день промышленные роботы используются в самых различных сферах, таких как медицина, пищевая, автомобильная промышленность, металлообработка, оптическое оборудование и многих других.
Примеры успешной автоматизации
Роботы Fanuc для блистерной упаковки продукции L’Oréal
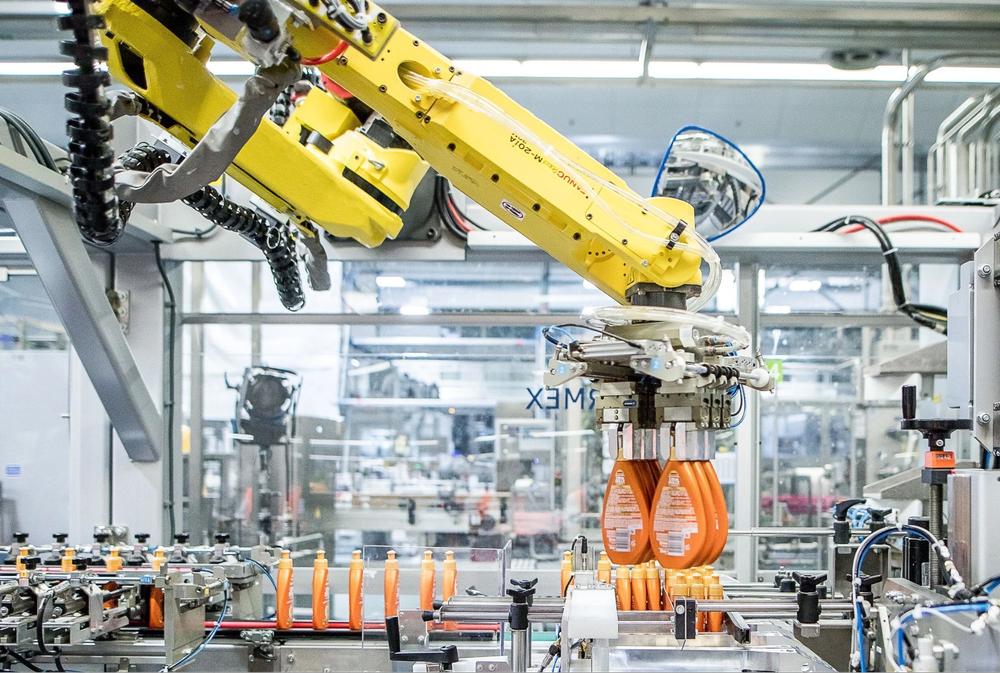
В 2012 году, когда L’Oréal запустили линию увлажняющих бальзамов для губ Baby Lips под брендом Maybelline, они обратилась к Clear Automation, чтобы автоматизировать линию блистерной упаковки на своей фабрике в Сомерсете.
«Несколько лет назад блистерная упаковка осуществлялась вручную, потому что не производилось много продуктов, которые бы упаковывались именно таким способом», — объясняет Эрин Моррис, инженер проекта в США. Она добавляет, что основными недостатками ручной упаковки являются стоимость, низкий уровень безопасности и недостаточная эффективность.
Для новой линии продуктов L’Oréal потребовались роботы, которые могли бы соответствовать заданным стандартам скорости, надежности и простоты использования.

Решение Clear Automation предполагало использование трех роботов: одного — чтобы вынуть бальзам для губ из шайбы и поместить его в отсек с шаговым двигателем для маркировки, второго — для загрузки блистеров, и третьего — чтобы забрать готовые блистерные упаковки из упаковочной машины и поместить их на выходной конвейер. Для этого были выбраны настольные мини-роботы с сервоприводом Fanuc LR Mate 200iC/5H с пятью осями.

По словам Моррис, в самом начале проекта L’Oréal планировали установить всего две автоматизированных линии со скоростью 50 упаковок/мин, но, протестировав первую линию в течение четырех месяцев, они пришли к выводу, что для удовлетворения спроса на продукт Baby Lips нужна более скоростная линия.
Поэтому второй конвейер был рассчитан на работу со скоростью 100 упаковок/мин и оснащен автоматом по производству блистерных упаковок Alloyd, который обрабатывает восемь блистеров за раз вместо четырех.
В этой линии по прежнему используются три робота Fanuc LR Mate 200iC/5H, но в этой конфигурации они используются для загрузки и разгрузки блистерной машины Alloyd.

В L’Oréal заявили, что технологии, используемые на линиях блистерной упаковки, помогли удовлетворить высокий спрос на продукцию Baby Lips и соответствуют требованиям производительности, труда, стоимости и эффективности, которые предусматривались при запуске проекта.
Автоматизация производства с помощью робота Hanwha
Голландская компания MQ Statieven недавно начала автоматизировать свою производственную линию. MQ Statieven производит штативы для промышленности, земляных работ, строительства и железных дорог. Для автоматизации процессов они выбрали коллаборативного робота Hanwha HCR 12. Это модель предназначена для эксплуатации в тяжелых условиях. Робот способен поднимать детали весом до двенадцати килограмм.

В MQ Statieven кобота используют исключительно для загрузки станка. Система захватывает сырье, затем забирает обработанный материал из патрона, на его место помещает сырье, а обработанный материал — на конвейерную ленту. Таким образом, сотрудники освобождаются от скучной работы, что позволяет им уделять время более важным задачам для расширения производства.
«Мы небольшая, но растущая компания. Нехватка технического персонала — одна из основных проблем, с которой мы сейчас сталкиваемся. С ограниченным количеством людей можно работать в усиленном режиме только некоторое время, но это не решение на долгосрочную перспективу. Вот почему нам нужна автоматизация. Робот, который перенимает на себя монотонную работу — яркий тому пример», — комментирует директор MQ Statieven.

Специалисты MQ Statieven сделали робота Hanwha мобильным. Они легко перемещают его от одного станка к другому с помощью тележки с насосом, а на установку требуется всего 15 минут, так автоматизация на небольшом производстве становится более эффективной. На данный момент кобот работает только в дневную смену, но в будущем планируется его использование в две смены. По словам владельца компании, стоимость кобота возмещается в течение года, при условии что он используется только в дневные смены.
«Эффективность робота, конечно, намного выше, чем у человека. Робот может работать без перерыва, а это повышает ежедневную производительность на 12 %. Кроме того, робот способен заменить материал со скоростью 12-20 сек. Менее, чем за год использования HCR 12 производительность увеличилась примерно на 30%. И это далеко не все возможности, которые предлагает кобот. В будущем мы ожидаем автоматизировать сборку и полностью перейти на автоматическое производство».
Увеличение эффективности производства с помощью роботов Fanuc

Isomo (ISOlation Modern) — известный бельгийский бренд, который производит плиты из пенополистирола. 40 % своей продукции Isomo реализует в Бельгии. Затем следует Франция, потенциальный растущий рынок сбыта плит небольших размеров, который компания намеревалась освоить как можно быстрее. Проблема заключалась в том, что используемая линия изоляционной упаковки не была приспособлена для небольших форматов, и тем самым тормозила процесс освоения нового рынка. Изначально процесс упаковки был наполовину ручным.

С августа 2011 года была введена в эксплуатацию новая автоматизированная линия, которая может работать с плитами небольших размеров быстрее и эффективнее.
Новая линия оснащена двумя роботами FANUC 410iB/300 для выгрузки и перемещения штабелей плит. Принимая плиты от первого робота, второй, оснащенный специальными захватами, подбирает необходимое количество плит и отправляет их к упаковочной машине. Вся установка управляется с помощью компьютера.

Помимо повышения изоляционной способности упаковки в два раза (учитывая, что этот фактор и был основным препятствием), а также увеличения масштабов производства, в компании появилась возможность сократить производственный процесс с трех до двух смен.
Проектирование автоматизации предприятия
Как это происходит

Автоматизация предприятия проходит в несколько этапов. Во многом успех зависит от грамотного планирования. Прежде всего, необходимо определиться с основными целями автоматизации.
Ниже приведены некоторые цели модернизации производственных процессов, которые могут быть достигнуты путем автоматизации:
- Быстрая адаптация производства к внесенным изменениям;
- Повышение качества продукции;
- Снижение затрат производства;
- Повышение производственной мощности;
- Более быстрый запуск продукции на рынке;
- Улучшение факторов безопасности и эргономики.

После анализа долгосрочных целей бизнеса, предпринимаются следующие шаги:
- Проектирование — обозначьте желаемые объемы и сроки производства, параметры продукции и требования к качеству.
- Выберите команду для работы с поставщиками. Рекомендуемый состав команды: Project manager; инженеры, сотрудники отдела производства, контроля качества, маркетинга, финансов; специалисты, ответственные за установку, эксплуатацию и обслуживание системы.
- Прежде, чем утвердить подрядчика на проект, рассмотрите все предложенные варианты модификаций вашей производственной линии для достижения обозначенных вами целей.
Как выбрать оборудование

От правильного выбора оборудования зависит эффективность работы автоматизированной системы. Чтобы она работала без перебоев, необходимо учесть следующие факторы:
Грузоподъемность робота. Нужно иметь в виду, что вес робота должен быть больше общей массы полезной нагрузки вместе с весом дополнительных частей устройства (например, захвата).
Рабочее пространство. Важно учитывать место, необходимое для свободного движения робота. Это особенно важно при внедрении роботизации в крупных производственных цехах.
Скорость. Этот фактор является особенно важным при проектировании автоматизированной линии. Важно учитывать не только скорость производства деталей, но и рассчитать желаемую скорость транспортировки деталей, их загрузки/разгрузки.
Точность также играет весомую роль при массовом производстве деталей. Чем выше показатели точности, тем меньше процент брака.
Гибкость настройки и обслуживания. Возможно, в работу автоматизированной линии нужно будет вносить определенные коррективы, менять некоторые настройки. В таком случае гибкость и простота настройки робота сэкономят много времени и усилий.
Как выбрать подрядчика
- Обратитесь в Top 3D Group.
- Предоставьте список требований к проекту и запросите концепты системы и приблизительные оценки затрат.
- Выберите вариант из предложенных и заключите договор.
Заключение
Учитывая все преимущества автоматизации производства для бизнеса любых масштабов, этот процесс полностью себя оправдывает. Смотрите нашу презентацию, чтобы узнать больше.
Безусловно, для бесперебойной работы автоматизированной системы, необходимым условием является качественный подбор и установка оборудования. Поэтому выбор подрядчика очень важен.

В 2018 компания Top 3D Shop признана Лучшим интегратором аддитивных технологий и цифрового производства в России, по версии 3D Print Awards .

Для модернизации и автоматизации производства обращайтесь в Top 3D Group — чтобы спроектировать автоматизированную линию, выбрать, установить и настроить оборудование.
Подписывайтесь на наш телеграм-канал с отборными кейсами Роботизации и Автоматизации со всех уголков мира:
Источник: top3dshop.ru