
Пример простой ЧПУ программы Siemens Sinumerik 840D для токарной обработке на металлорежущем оборудовании с краткими комментариями _ Стартовая точка Смещение нулевой точки Ограничение числа оборотов (G96) Выбор постоянной скорости резания Выбор инструмента и коррекции Подвод инструмента в рабочее положение с коррекцией радиуса инструмента Обтачивание радиуса 10 Обтачивание радиуса 3 Обтачивание радиуса 3 Обтачивание радиуса 3 Отключение коррекции радиуса инструмента и подвод к точке смены инструмента Вызов инструмента и выбор коррекции Выбор постоянной скорости резания Подвод инструмента в рабочее положение с коррекцией радиуса инструмента Обтачивание диаметра 50 Обтачивание радиуса 8 Отвод инструмента и выключение коррекции радиуса инструмента Переход к точке смены инструмента Конец программы Основы 2 3.4 Примеры программы Программный код Комментарий N5 G0 G53 X2 8 0 Z380 D0 N10 TRANS X0 Z2 5 0 N15 LIMS4000 N20 G96 S2 5 0 M3 N25 G9 0 T1 D1 M8 N30 G0 G42 X-1.5 Z1 N35 G1 X0 Z0 F0.25 N40 G3 X16 Z-4 I0 K-10 N45 G1 Z-12 N50 G2 X22 Z-15 CR3 N55 G1 X24 N60 G3 X30 Z-18 I0 K-3 N65 G1 Z-2 0 N70 X35 Z-40 N75 Z-57 N80 G2 X41 Z-60 CR3 N85 G1 X4 6 N90 X52 Z-63 N95 G0 G40 G97 X100 Z50 M9 N100 T2 D2 N105 G96 S210 M3 N110 G0 G42 X50 Z-60 M8 N115 G1 Z-7 0 F0.12 N120 G2 X5 0 Z-8 0 I6.245 K-5 N125 G0 G40 X100 Z50 M9 N130 G0 G53 X280 Z380 D0 M5 N135 M30 Создание программы ЧПУ Пример программы
Siemens 810D machine
Источник: lab2u.ru
Программирование систем чпу sinumerik
Цикл занятий включает программирование для токарных станков с ЧПУ, отладка и запуск, контроль ошибок. Программирование ориентировано на использование систем ЧПУ SINUMERIK 840D, 810D, FMNC. Поколение этих систем управления использует наряду со старыми командами, новые методы программирования. Они включают в себя команды DIN66025 и так называемые команды языка высокого уровня.
1.1.1 Обзор систем координат
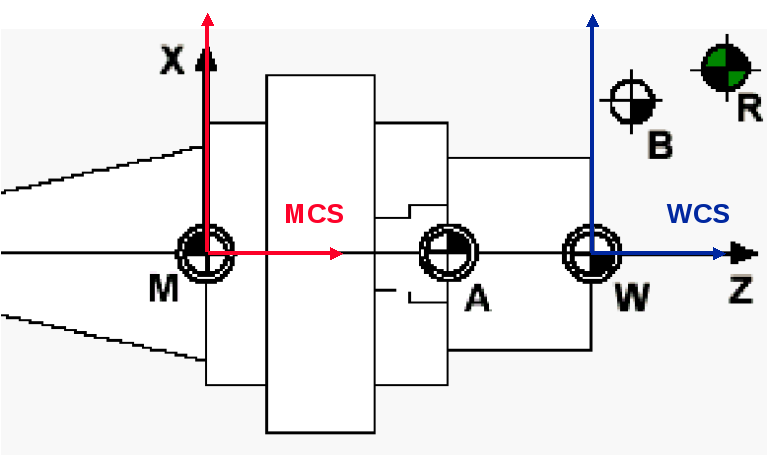
Рисунок 2 – Система координат станка, нулевая точка станка и точка реферирования
Различают следующие системы координат
- система координат станка;
- базовая система координат;
- система координат детали.
Система координатстанка Система координат станка образуется всеми физическими осями станка. В системе координат станка определены точка реферирования, точка смены инструмента, точка замены заготовки. При программировании в системе координат станка (возможно только для нескольких G-функций), физические оси станка непосредственно соответствуют перемещениям осей станка. При этом не учитывается место зажима инструмента. Нулевая точка станка – это точка, которая определяется конструкцией станка. Она расположена преимущественно для сверлильных и токарных станков в конце области перемещения оси и являются точкой отсчета для всех остальных систем координат и нулевой точки станка. Для токарного станка нулевая точка обычно располагается за патроном. Точка реферирования – это точка на станке, в которую перемещаются оси станка и расстояние, от которой до нулевой точки станка, совершенно точно известно. Данные значения хранятся в памяти системы. После включения системы оси перемещаются в направлении точки реферирования при активизированном режиме Выхода в точку реферирования. При выходе в точку реферирования память системы измерения перезаписывается определенным в системе значением. Таким образом, система измерения настроена. Система координат детали (WCS) В системе координат детали (WCS) описывается геометрия детали. Это значит, что введеннаяNC-программа основывается наWCS. WCS– это всегда декартова система координат, предназначенная одной определенной детали. Геометрические оси Эти оси описывают геометрическое пространство в системе координат детали. Перемещение, в этих осях, осуществляется с запрограммированной скоростью подачи F. при G1 или G2 / G3. Стандартно им присваиваются имена X, Y, Z, и они программируются как линейные оси. Дополнительныеоси Под дополнительными осям собраны оси, которые программируются наряду с геометрическими осями (синхронные оси, оси позиционирования). Типичными дополнительными осями являются оси инструмента револьверной головки, оси кругового стола, оси загрузчика и т.д. Программа. Все необходимые указания по всем рабочим перемещениям станка передаются системе ЧПУ в понятной для нее последовательности. Набор таких указаний называется программой. ЯзыкОписание процесса изготовления детали в программе осуществляется при помощи языка, понятного как системе ЧПУ так и программисту / оператору. Содержание языка управляющих программ (NC) стандартизовано согласноDIN66025 (DIN66026).
В системе координат детали (WCS) описывается геометрия детали. Это значит, что введеннаяNC-программа основывается наWCS. WCS– это всегда декартова система координат, предназначенная одной определенной детали. Геометрические оси Эти оси описывают геометрическое пространство в системе координат детали. Перемещение, в этих осях, осуществляется с запрограммированной скоростью подачи F. при G1 или G2 / G3. Стандартно им присваиваются имена X, Y, Z, и они программируются как линейные оси. Дополнительныеоси Под дополнительными осям собраны оси, которые программируются наряду с геометрическими осями (синхронные оси, оси позиционирования). Типичными дополнительными осями являются оси инструмента револьверной головки, оси кругового стола, оси загрузчика и т.д. Программа. Все необходимые указания по всем рабочим перемещениям станка передаются системе ЧПУ в понятной для нее последовательности. Набор таких указаний называется программой. ЯзыкОписание процесса изготовления детали в программе осуществляется при помощи языка, понятного как системе ЧПУ так и программисту / оператору. Содержание языка управляющих программ (NC) стандартизовано согласноDIN66025 (DIN66026).  Содержание программы. Инструмент работающего станка располагается в точкеP1 и должен переместиться в точкуP2. Для правильной отработки системой ЧПУ данного перемещения, системе необходимо указать все параметры, точно описывающие данное перемещение. Для расчетов системе требуется следующий минимально необходимый набор данных: Условие перемещ.Каким образом перемещаться в конечную точку?Тип перемещения(дуга или прямая) определяется условием перемещения. Инф. о перемещ.Где располагается конечная точка? Информация о перемещении вводится при помощи координат точкиP2. ПодачаС какой скоростью должно происходить перемещение?При помощизначения подачи определяется с какой скоростью перемещается инструмент. При этом необходимо обратить внимание наскорость вращения шпинделя инаправление вращения шпинделя. ИнструментКакой инструмент должен перемещаться в точкуP2 ? Цифровое управление требует ввода данных об имени и геометрии используемого инструмента. (Номер инструментаиномер коррекции инструмента). Дополнит. функцияКакие дополнительные инструкции требуются станку для перемещения?Станочные функции (к примеру включение/выключение СОЖ, . ) могут включаться и выключаться при описании перемещений. МодальностьКоманды перемещений часто активизируются модально, это значит, что они активны так долго, пока команда не будет изменена на другую из той же группы. НемодальныеДругие команды действуют только в пределах кадра, это означает, что они выполняются только, пока отрабатывается кадр управляющей программы, к которой они принадлежат. NCпрограмма состоит из последовательности кадров. Каждый кадр это шаг обработки и может состоять из:
Содержание программы. Инструмент работающего станка располагается в точкеP1 и должен переместиться в точкуP2. Для правильной отработки системой ЧПУ данного перемещения, системе необходимо указать все параметры, точно описывающие данное перемещение. Для расчетов системе требуется следующий минимально необходимый набор данных: Условие перемещ.Каким образом перемещаться в конечную точку?Тип перемещения(дуга или прямая) определяется условием перемещения. Инф. о перемещ.Где располагается конечная точка? Информация о перемещении вводится при помощи координат точкиP2. ПодачаС какой скоростью должно происходить перемещение?При помощизначения подачи определяется с какой скоростью перемещается инструмент. При этом необходимо обратить внимание наскорость вращения шпинделя инаправление вращения шпинделя. ИнструментКакой инструмент должен перемещаться в точкуP2 ? Цифровое управление требует ввода данных об имени и геометрии используемого инструмента. (Номер инструментаиномер коррекции инструмента). Дополнит. функцияКакие дополнительные инструкции требуются станку для перемещения?Станочные функции (к примеру включение/выключение СОЖ, . ) могут включаться и выключаться при описании перемещений. МодальностьКоманды перемещений часто активизируются модально, это значит, что они активны так долго, пока команда не будет изменена на другую из той же группы. НемодальныеДругие команды действуют только в пределах кадра, это означает, что они выполняются только, пока отрабатывается кадр управляющей программы, к которой они принадлежат. NCпрограмма состоит из последовательности кадров. Каждый кадр это шаг обработки и может состоять из:
- номера кадра;
- условия перемещения (дуга или прямая);
- информации о перемещении (координата в мм);
- подачи (мм/мин);
- оборотов шпинделя (об/мин);
- номера инструмента
- номера коррекции инструмента;
- вспомогательных функций.

| N35 | G90 | G01 | X17.68 | F1250 | S575 | T238 | D3 | M4 |
| номер кадра | размер в абс. коорд. | линейная интеп. | перемещении в Х=17.6 | подача мм/мин | обороты шпинд. об/мин | код инструмента | коррекция по d | вращение шп. против час. |
Для того чтобы программа была понятной, рекомендуется включать комментарии в конце кадра после знака “;”. Информация о размерах может быть задана в абсолютной системе координат G90 и инкрементальной системеG91 по приращениям. Для токарного станка размер по осиXможет быть задан как диаметрDIAMONили как радиусDIAMOF.
Copy programme from pendrive to cnc powerline 810d siemens controller|old Siemens controller copy
Источник: studfile.net
Sinumerik 810m (1990г)
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сообщения

Да. Но с другой стороны можно под радиально-упорный конический сделать сферическую опору (без работы на скольжение).

Я в дороге На мой взгляд если ошибка 300, надо смотреть связь блока с энкодера и Может у него в блоке на плате управления предохранитель перегорел Хотя в этом случае была бы ошибка IO LINK и не работали бы кнопки

втулка идет с зазором 0,5мм. Зазоры будут в болтовых отв. кронштейнов. 2 радиально упорных не то ввиду меньшей компенсации перекосов? Винту особо некуда будет искривляться так как он ограничен от перемещения по горизонтали кареткой

Может быть неправильная кинематика в файле mtd станка
Извиняюсь, на предыдущей фото неправильный IP станка, но в принципе даже когда правильный, то результат такой же. А вот так выглядит когда подключаюсь через TNCremoNT
Тогда качество работы винта будет зависеть от параллельности оси резьбы направлению перемещения. Нужно оценить это обстоятельство в установленных размерах и допусках. Из общих соображений самоустановка положительно скажется на работе. Типа верхняя опора — сферический подшипник, он ограничивает осевое направление винта с грузом; а нижняя опора — может подшипник шариковый с увеличенным внутренним зазором или втулка бронзовая (подшипник скольжения) с зазором для самоустановки.
Спасибо, попробую. А что это за онлайн монитор такой, для чего он? Чтобы удаленно наблюдать за станком?
Источник: cccp3d.ru