

Подтверждаю свое согласие на использование моих персональных данных в соответствии с «Политикой защиты и обработки персональных данных Dreambird».
Я хочу получать от Dreambird новости и рекламные материалы
Пожалуйста, заполните все обязательные поля (*)

Официальный дистрибьютор в странах Балтии и СНГ
Справочник
G-код (NC-код)

G-код (NC-код) — условное именование языка программирования устройств с числовым программным управлением (ЧПУ). Был создан компанией Electronic Industries Alliance в начале 1960-х. Финальная доработка была одобрена в феврале 1980 года как стандарт RS274D. Комитет ISO утвердил G-код, как стандарт ISO 6983-1:2009, Госкомитет по стандартам СССР — как ГОСТ 20999-83.
В советской технической литературе G-код обозначается как код ИСО 7-бит (ISO 7-bit). G-код кодировали на 8-мидорожечную перфоленту в коде ISO 7-bit (разработан для представления информации УЧПУ в виде машинного кода так же, как и коды AEG и PC8C), восьмая дорожка использовалась для контроля чётности.
G-, M-КОДЫ — #25 — БАЗОВЫЕ G-КОДЫ: G00 И G01 / Программирование обработки на станках с ЧПУ
Производители систем УЧПУ(CNC), как правило, используют софт управления станком, для которого написана (оператором) программа обработки в качестве осмысленных команд управления, используется G-код в качестве базового подмножества языка программирования, расширяя его по своему усмотрению.
Структура программы
Программа, написанная с использованием G-кода, имеет жесткую структуру. Все команды управления объединяются в кадры — группы, состоящие из одной или более команд. Кадр завершается символом перевода строки (CR/LF) и имеет номер, за исключением первого кадра программы и комментариев. Первый (а в некоторых случаях ещё и последний) кадр содержит только один символ «%».
Завершается программа командой M02 или M30. Комментарии к программе размещаются в круглых скобках, как после программных кодов, так и в отдельном кадре.
Порядок команд в кадре строго не оговаривается, но традиционно предполагается, что первыми указываются подготовительные команды (например, выбор рабочей плоскости), затем команды перемещения, затем выбора режимов обработки и технологические команды.
Подпрограммы могут быть описаны после команды M02, но до M30. Начинается подпрограмма с кадра вида Lxx, где xx — номер подпрограммы, заканчивается командой M17.
Сводная таблица кодов
Ниже представлен далеко не самый полный перечень g и m кодов и команд в чпу:
Основные (называемые в стандарте подготовительными) команды языка начинаются с буквы G:
- Перемещение рабочих органов оборудования с заданной скоростью (линейное и круговое)
- Выполнение типовых последовательностей (таких, как обработка отверстий и резьба)
- Управление параметрами инструмента, системами координат, и рабочих плоскостей
Подготовительные (основные) команды
| G00-G03 | Позиционирование инструмента |
| G17-G19 | Переключение рабочих плоскостей (XY, ZX, YZ) |
| G20-G21 | Не стандартизовано |
| G40-G44 | Компенсация размера различных частей инструмента (длина, диаметр) |
| G53-G59 | Переключение систем координат |
| G80-G85 | Циклы сверления, растачивания, нарезания резьбы |
| G90-G91 | Переключение систем координат (абсолютная, относительная) |
Таблица основных команд
| G00 | Ускоренное перемещение инструмента (холостой ход) | G0 X0 Y0 Z100; |
| G01 | Линейная интерполяция | G01 X0. Y0. Z100 F200; |
| G02 | Круговая интерполяция по часовой стрелке | G02 X15. Y15. R5 F200; |
| G03 | Круговая интерполяция против часовой стрелки | G03 X15. Y15. R5 F200; |
| G04 | Задержка выполнения программы, способ задания величины задержки зависит от реализации системы управления | G04 P500; |
| G10 | Задать новые координаты для начала координат | G10 X10 Y10 Z10; |
| G15 | Отмена полярной системы координат | G15 X15. Y22.5; G15; |
| G16 | Полярная система координат (X радиус Y угол) | G16 X15. Y22.5 |
| G17 | Выбор рабочей плоскости X-Y | |
| G18 | Выбор рабочей плоскости Z-X | |
| G19 | Выбор рабочей плоскости Y-Z | |
| G20 | Режим работы в дюймовой системе | G90 G20; |
| G21 | Режим работы в метрической системе | G90 G21; |
| G22 | Активировать установленный предел перемещений (Станок не выйдет за их предел) | G22 G01 X15 Y25; |
| G28 | Вернуться на референтную точку | G29 G91 Z0 Y0; |
| G30 | Поднятие по оси Z на точку смены инструмента | G30 G91 Z0; |
| G40 | Отмена компенсации радиуса инструмента | G1 G40 X0. Y0. F200 |
| G41 | Компенсировать радиус инструмента слева от траектории | G41 X15. Y15. D1 F100 |
| G42 | Компенсировать радиус инструмента справа от траектории | G42 X15. Y15. D1 F100 |
| G43 | Компенсировать длину инструмента положительно | G43 X15. Y15. Z100. H1 S1000 M3 |
| G44 | Компенсировать длину инструмента отрицательно | G44 X15. Y15. Z4. H1 S1000 M3 |
| G49 | Отмена компенсации длины инструмента | G49 Z100 |
| G53 | Отключить смещение начала системы координат станка | G53 G0 X0. Y0. Z0. |
| G54-G59 | Переключиться на заданную оператором систему координат | G54 G0 X0. Y0. Z100. |
| G68 | Поворот координат на нужный угол | G68 X0 Y0 R45; |
| G70 | Цикл продольного чистового точения | G70 P10 Q15 |
| G71 | Цикл многопроходного продольного чернового точения | G71 P10 Q15 D0.5 UO.2 W0.5 |
| G80 | Отмена циклов сверления, растачивания, нарезания резьбы метчиком и т. д. | G80 |
| G81 | Цикл сверления | G81 X0 Y0. Z-10. R3 F100 |
| G82 | Цикл сверления с задержкой | G82 X0. Y0. Z-10. R3 P100 F100 |
| G83 | Цикл прерывистого сверления (с полным выводом сверла) | G83 X0. Y0. Z-10. R3 Q8 F100 |
| G84 | Цикл нарезания резьбы | G95 G84 M29 X0. Y0. Z-10. R3 F1.411 |
| G90 | Задание абсолютных координат опорных точек траектории | G90 G1 X0.5. Y0.5. F10 |
| G91 | Задание координат инкрементально последней введённой опорной точки | G91 G1 X4. Y5. F100 |
| G94 | F (подача) — в формате мм/мин. | G94 G80 Z100 |
| G95 | F (подача) — в формате мм/об. | G95 G84 X0. Y0. Z-10. R3 F1.411 |
| G99 | После каждого цикла не отходить на «проходную точку» | G99 G91 X10 K4; |
максимум 4 команды в кадре
Таблица технологических кодов
Технологические команды языка начинаются с буквы М. Включают такие действия, как:
- Сменить инструмент
- Включить/выключить шпиндель
- Включить/выключить охлаждение
- Работа с подпрограммами
Вспомогательные (технологические) команды
| M00 | Приостановить работу станка до нажатия кнопки «старт» на пульте управления, так называемый «безусловный технологический останов» | G0 X0 Y0 Z100 M0 |
| M01 | Приостановить работу станка до нажатия кнопки «старт», если включён режим подтверждения останова | G0 X0 Y0 Z100 M1 |
| M02 | Конец программы, без сброса модальных функций | M02 |
| M03 | Начать вращение шпинделя по часовой стрелке | M3 S2000 |
| M04 | Начать вращение шпинделя против часовой стрелки | M4 S2000 |
| M05 | Остановить вращение шпинделя | M5 |
| M06 | Сменить инструмент | T15 M6 |
| M07 | Включить дополнительное охлаждение | M3 S2000 M7 |
| M08 | Включить основное охлаждение. Иногда использование более одного M-кода в одной строке (как в примере) недопустимо, для этого используются M13 и M14 | M3 S2000 M8 |
| M09 | Выключить охлаждение | G0 X0 Y0 Z100 M5 M9 |
| M13 | Включить охлаждение и вращение шпинделя по часовой стрелке | S2000 M13 |
| M14 | Включить охлаждение и вращение шпинделя против часовой стрелки | S2000 M14 |
| M17 | Конец подпрограммы | M17 |
| M25 | Замена инструмента вручную | M25 |
| M97 | Запуск подпрограммы, находящейся в той же программе (где P — номер кадра, в случае примера переход осуществится к строке N25), действует не везде, предположительно — только на станках HAAS | M97 P25 |
| M98 | Запуск подпрограммы, находящейся отдельно от основной программы (где P — номер подпрограммы, в случае примера переход осуществится к программе O1015) | M98 P1015 |
| M99 | Конец подпрограммы | M99 |
| M30 | Конец программы, со сбросом модальных функций | M30 |
не больше одного кода в кадре
Параметры команд
Параметры команд задаются буквами латинского алфавита
Для фрезерных станков это дюймы в минуту (IPM) или миллиметры в минуту (mm/min),
Для токарных станков это дюймы за оборот (IPR) или миллиметры за оборот (mm/rev).
Источник: www.dreambird.ru
Объяснение основных команд G-кода
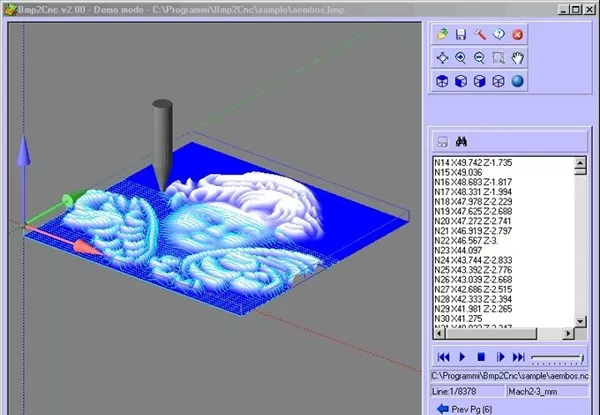
В данной статье мы рассмотрим основы языка G-кода, его самые важные и распространенные команды и объясним как они работают. Понимание принципов работы G-кода необходимо тем, кто так или иначе связан связан со станками с ЧПУ (плоттерами) или 3D-принтерами. Один из вариантов плоттера на основе платы Arduino ранее мы уже рассматривали на нашем сайте в этой статье — в ней вы можете наглядно посмотреть пример практического использования G-кода.

Что такое G-код?
G-код — это язык программирования для станков с числовым программным управлением (ЧПУ). G-код означает «геометрический код». Мы используем этот язык, чтобы сказать машине, что делать или как что-то делать. Команды G-кода указывают машине, куда двигаться, как быстро двигаться и по какому пути следовать.
В случае станка, такого как, например, токарный станок или фрезерный станок, режущий инструмент приводится в действие этими командами, чтобы следовать определенной траектории инструмента, вырезая материал для получения желаемой формы.
Точно так же в случае использования 3D-принтеров команды G-кода предписывают машине наносить материал слой за слоем, формируя точную геометрическую форму.
Как читать команды G-кода?
На первый взгляд, когда вы видите файл G-кода, он может показаться довольно сложным, но на самом деле его не так уж сложно понять если знать основные принципы его формирования.

Если внимательно посмотреть на код, то можно заметить, что большинство строк имеют одинаковую структуру. Кажется, что «сложная» часть G-кода — это все те числа, которые мы видим. На самом деле они являются просто декартовыми координатами.
Давайте посмотрим на одну такую строку и объясним, как она работает.
G01 X247.951560 Y11.817060 Z-1.000000 F400.000000
Строка имеет следующую структуру:
- во-первых, это команда G-кода , и в данном случае G01 означает «переместиться по прямой линии в определенное положение»;
- далее мы объявляем позицию или координаты со значениями X , Y и Z;
- наконец, с помощью значения F мы устанавливаем скорость подачи или скорость, с которой будет выполняться перемещение исполнительного механизма.
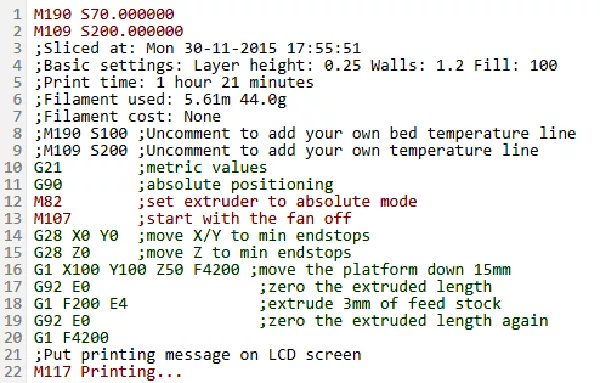
Подводя итог можно сказать, что строка G01 X247.951560 Y11.817060 Z-1.000000 F400 указывает станку с ЧПУ двигаться по прямой от текущего положения к координатам X247.951560, Y11.817060 и Z-1.000000 со скоростью 400 мм/мин. Единицей является мм/мин, потому что, если мы вернемся к примеру изображения G-кода, мы увидим, что мы использовали команду G21 (вверху рисунка) , которая устанавливает единицы измерения в миллиметры. Если нам нужны единицы измерения в дюймах, вместо этого необходимо использовать команду G20 .
Самые важные/распространенные команды G-кода
Итак, теперь, когда мы знаем, как читать строку G-кода, мы можем взглянуть на наиболее важные или часто используемые команды G-кода. Мы узнаем, как каждый из них работает на нескольких примерах, и к концу этой статьи вы сможете полностью понять, как работает G-код, как его читать, как его модифицировать и даже как написать собственный G-код.
G00 — Быстрое позиционирование
Команда G00 перемещает исполнительный механизм с максимальной скоростью перемещения из текущего положения в указанную точку или координаты, указанные командой. Станок будет перемещать все оси одновременно, поэтому они совершают перемещение одновременно. Это приводит к прямолинейному движению к новой точке положения.

G00 — это движение без резки, и его цель — просто быстро переместить исполнительный механизм в нужное положение, чтобы начать какую-либо работу, например резку или печать.
G01 — линейная интерполяция
Команда G-кода G01 дает указание станку двигаться по прямой линии с заданной скоростью подачи или скоростью. Мы указываем конечную позицию значениями X , Y и Z , а скорость — значением F. Контроллер машины вычисляет (интерполирует) промежуточные точки, через которые нужно пройти, чтобы получить эту прямую линию. Хотя эти команды G-кода просты и интуитивно понятны, за ними контроллер станка выполняет тысячи вычислений в секунду, чтобы выполнять эти движения.

В отличие от команды G00, которая используется только для позиционирования, команда G01 используется когда станок выполняет свою основную работу. В случае токарного станка или фрезерного станка резка материала по прямой линии, а в случае 3D-принтера — экструдирование материала по прямой линии.
G02 — круговая интерполяция по часовой стрелке
Команда G02 указывает станку двигаться по часовой стрелке по кругу. Это та же концепция, что и у команды G01, и она используется при выполнении соответствующего процесса обработки. В дополнение к параметрам конечной точки здесь также необходимо определить центр вращения или расстояние начальной точки дуги от центральной точки дуги. Начальная точка на самом деле является конечной точкой предыдущей команды или текущей точкой.
Для лучшего понимания мы добавим команду G02 после команды G01 из предыдущего примера.

Итак, в первом примере у нас есть команда G01, которая перемещает станок в точку X5, Y12. Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это, используя параметры I и J. Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку X5 и Y7, нам нужно сделать смещение 0 по оси X и смещение -5 по оси Y.
Конечно, мы можем установить центральную точку в любом другом месте, таким образом, мы получим другую дугу, которая заканчивается в той же конечной точке. Вот пример этого:

Итак, здесь у нас по-прежнему та же конечная точка, что и в предыдущем примере (X10, Y7), но центральная точка теперь находится в другом положении (X0, Y2). Благодаря этому мы получили более широкую дугу по сравнению с предыдущей.
G00, G01, G02 — пример программирования G-кода вручную
Давайте рассмотрим простой пример фрезерной обработки с ЧПУ, используя рассмотренные нами три основные команды G-кода: G00, G01 и G02.

Чтобы получить траекторию для формы, показанной на рисунке выше, нам нужно выполнить следующие команды G-кода:
G00 X5 Y5 ; point B
G01 X0 Y20 F200 ; point C
G01 X20 Y0 ; point D
G02 X10 Y — 10 I0 J — 10 ; point E
G02 X — 4 Y — 8 I — 10 J0 ; point F
G01 X — 26 Y — 2 ; point B
С помощью первой команды G00 мы быстро переводим исполнительный механизм из исходного положения в точку B(5,5). Отсюда мы начинаем с «резки» со скоростью подачи 200, используя команду G01 . Здесь мы можем отметить, что для перехода из точки B(5,5) в точку C(5,25) мы используем значения для X и Y относительно начальной точки B. Таким образом, +20 единиц в направлении Y приведут нас к точке C(5,25). На самом деле это зависит от того, выбрали ли мы машину для интерпретации координат как абсолютных или относительных. Мы объясним это в следующем разделе.
Как только мы достигаем точки C(5,25), у нас есть еще одна команда G01 для достижения точки D(25,25). Затем мы используем команду G02, круговое движение, чтобы добраться до точки E(35,15) с центральной точкой (25,15). На самом деле у нас есть та же самая центральная точка (25,15) для следующей команды G02, чтобы добраться до точки F(31,7). Однако мы должны отметить, что параметры I и J отличаются от предыдущей команды, потому что мы смещаем центр от последней конечной точки или точки E. Мы заканчиваем траекторию с помощью другой команды G01, которая доставит нас из точки F(31, 7) в точку B(5,5).
Итак, теперь мы можем вручную запрограммировать G-код для создания рассмотренной формы. Однако мы должны отметить, что это не полный G-код, потому что нам не хватает еще нескольких основных команд. Мы создадим полный G-код в следующем примере, так как сначала нам нужно рассмотреть еще ряд команд G-кода.
G03 — круговая интерполяция против часовой стрелки
Как и G02, команда G-кода G03 определяет движение машины по круговой схеме. Единственная разница здесь в том, что движение происходит против часовой стрелки. Все остальные функции и правила аналогичны команде G02.

Итак, с помощью этих трех основных команд G-кода, G01 , G02 и G03, мы можем сгенерировать траекторию буквально для любой формы, которую захотим. На первый взгляд вам показаться это сложной задачей, но на самом деле с ней очень просто справляется специализированное программное обеспечение (CAM) на компьютере. Да, конечно можно и самому вручную программировать программировать команды G-кода, но амного проще и безопаснее доверить это компьютеру.
Но, тем не менее, далее мы рассмотрим еще несколько важных и часто используемых команд G-кода, а в конце статьи приведем реальный пример G-кода.
G20/ G21 – выбор единиц измерения
Команды G20 и G21 определяют единицы измерения G-кода: дюймы или миллиметры.
- G20 = дюймы
- G21 = миллиметры
Необходимо заметить, что единицы измерения должны быть установлены в начале программы. Если мы не укажем единицы измерения, машина будет считать значения по умолчанию, установленные предыдущей программой.
G17/ G18/ G18 – выбор плоскости G-кода
С помощью этих команд G-кода мы выбираем рабочую плоскость станка.
- G17 — плоскость XY
- G18 — плоскость XZ
- G19 — плоскость YZ

G17 используется по умолчанию для большинства станков с ЧПУ, но две других команды также можно использовать для выполнения определенных движений.
G28 — возвращение домой
Команда G28 указывает станку переместить инструмент в исходную точку или исходное положение. Чтобы избежать столкновения с каким-нибудь выступом, мы можем включить промежуточную точку с параметрами X, Y и Z. Инструмент пройдет через эту точку, прежде чем перейти к контрольной точке. G28 X## Y## Z##

Исходное положение можно определить с помощью команды G28.1 X## Y## Z## .
G90/G91 – команды режима позиционирования G-кода
С помощью команд G90 и G91 мы сообщаем станку как интерпретировать координаты: G90 — абсолютный режим, G91 — относительный режим .
В абсолютном режиме позиционирование инструмента всегда происходит от абсолютной точки или нуля. Таким образом, команда G01 X10 Y5 переместит инструмент точно в эту точку (10,5), независимо от предыдущей позиции.
С другой стороны, в относительном режиме инструмент позиционируется относительно последней точки. Таким образом, если станок в данный момент находится в точке (10,10), команда G01 X10 Y5 переместит инструмент в точку (20,15). Этот режим также называют «инкрементным режимом».
Дополнительные команды и правила
Итак, команды G-кода, которые мы объяснили выше, являются наиболее распространенными, но их намного больше. Существуют такие команды, как компенсация режущего инструмента, масштабирование, рабочие системы координат, выдержка и т. д.
В дополнение к G-коду существуют также команды М-кода, которые используются при создании реальной полноценной программы G-кода. Вот несколько общих команд М-кода:
- M00 – остановка программы
- M02 – конец программы
- M03 — шпиндель ON — по часовой стрелке
- M04 — шпиндель ON — против часовой стрелки
- M05 — останов шпинделя
- M06 — смена инструмента
- M08 – подача охлаждающей жидкости ON
- M09 – охлаждающая жидкость OFF
- M30 – конец программы
В случае 3D-принтера:
- M104 — pапустить нагрев экструдера
- M109 — подождать, пока экструдер не достигнет T0
- M140 — запустить подогрев нагревательного элемента
- M190 — подождать, пока кровать не достигнет T0.
- M106 — установить скорость вентилятора
Некоторым из этих команд нужны соответствующие параметры. Например, при включении шпинделя с помощью M03 мы можем установить скорость шпинделя с помощью параметра S. Таким образом, команда M30 S1000 будет включать шпиндель на скорости 1000 об/мин.
G-коды для станков с ЧПУ: таблица с примерами и обучение

- Что такое программирование ЧПУ G-кодами
- Что такое G-код ЧПУ
- Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
- Почему стоит изучать программирование ЧПУ
- Стандарты и диалекты G-кода для ЧПУ станка: примеры
- Какие бывают G и M коды ЧПУ: описание
- Подготовительные G-функции ЧПУ
- Расшифровка G-кодов для ЧПУ
- Дополнительные функции и символы при программировании
- G-коды для ЧПУ: таблица подготовительных команд
- Таблица основных G-команд для станков с ЧПУ
- Таблица вспомогательных (технологических) команд G и М кода для станков ЧПУ
- Параметры команд, заданные латинскими буквами
- Требования к написанию алгоритмов
- Как выглядят G-коды для ЧПУ: пример программы управления для фрезерования
Предлагаем выяснить, как задается траектория движения (и вообще последовательность действий) высокопроизводительного металлообрабатывающего оборудования. Подробно рассмотрим готовые G-коды для ЧПУ: с примерами, обучением оператора и другими нюансами, играющими достаточно важную роль. Максимум полезной информации – от возможных методов и актуальных стандартов до основных и подготовительных функций, от определений и терминов, до причин, по которым обслуживающему персоналу нужно разбираться в вопросе.
Начнем с того, что сегодня они применяются для всех видов оборудования с числовым управлением, как для профессионального и устанавливаемого на максимально ответственных объектах, так и для любительского. В своей совокупности они образуют базовое подмножество языка ISO 7 bit, позволяющего установить и проконтролировать режимы обработки деталей.
Что такое программирование ЧПУ G-кодами
Фактически это задание определенной последовательности команд, определяющих характер движения режущего инструмента и захватных органов, степень фиксации заготовки и другие параметры. По своей роли это ключевая часть технологического обеспечения металлообрабатывающего оборудования, устанавливаемого на современных производствах.
Написанный алгоритм отличается жесткой структурой и представляет собой последовательность кадров – групп из нескольких команд. Каждый такой блок, объединенный общей функцией, обладает порядковым номером и отделен от последующих и предыдущих переводом строки (символ ПС/LF). Это сделано для наглядности листинга.
Что такое G-код ЧПУ
Это система команд, воспринимаемых станками с программным управлением. Была создана еще на заре 60-х годов – ассоциацией EIA (Electronic Industries Alliance), – но до готового к использованию формата (RS274D) ее доработали только в 1980-м году. Позднее, на очередном заседании профильного комитета, ее утвердили в качестве стандарта ISO 6983-1:1982. В Советском Союзе для регламентации ее положений ввели ГОСТ 20999-83, а обозначать ее в технической литературе стали ИСО-7 бит.
С того времени и по сей день широко используется, как самостоятельно, так и в роли базового подмножества для создания сходных языков, постоянно совершенствуется и расширяется.
Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
Существуют 3 принципиально разных варианта – каждый со своими особенностями, плюсами, минусами и спецификой применения. Кратко рассмотрим каждый способ из этой тройки, выделяя основные моменты.

Ручное
Алгоритм функционирования составляется в текстовом формате, в редакторе на удаленном компьютере. После чего переносится технологом в память оборудования – записывается с оптического диска, USB-устройства (раньше для этого также использовались дискеты), а при непосредственном соединении с ПК – через порты интерфейса.
На пульте УЧПУ
В данном случае ввод команд осуществляется с клавиатуры, размещенной на стойке. Каждый кадр (блок) отображается на дисплее, причем постоянные циклы могут быть представлены в виде пиктограмм (по выбору оператора) – для удобства, чтобы сократить листинг. Нюансы зависят от особенностей системы, например, интерфейс HEIDENHAIN или Fanuc диалоговый, поэтому последовательность действий можно задать интуитивным путем.
При помощи CAD/CAM
Наиболее прогрессивным способом справедливо считаются именно САПР, так как они помогают сократить временные затраты и уберечься от ошибок, которые особенно часты при сложных алгоритмах. Но для их эффективного использования нужно внедрить единые для всего производственного цикла электронные решения, что не всегда возможно.
Вручную сегодня вводятся G-коды для токарного станка с ЧПУ, и то тогда, когда нужно выполнить простые задачи, допустим, расточить отверстие или снять металл по двум направлениям, то есть в ситуациях, когда ошибки реально выявить сразу. С пульта можно задать все то же самое и переходы посложнее, с обработкой по 2,5 и 3 координатам. Это очень подходящий выбор для серийного выпуска деталей по шаблону.
После создания эскиза в ADEM, MasterCAM или другой популярной САПР в диалоговом режиме удобно выбирать оборудование, инструменты и дополнительные приспособления, пределы перемещения и степень коррекции. Возможности задания траектории максимально широки, а при современном уровне развития CAD/CAM не составит труда выполнить виртуальную симуляцию техпроцесса, обнаружить сразу заметные ошибки вроде соударений, пропущенных припусков, зарезов, и исключить их.
Почему стоит изучать программирование ЧПУ
Ответ очевиден – чтобы уметь писать оптимальные алгоритмы для выполнения конкретной технологической операции. Просто понимать команды и пользоваться готовыми решениями не всегда удобно – в силу следующих причин:
- Стандартные варианты почти наверняка не учитывают специфику производства – в целях оптимизации их нужно адаптировать, а сделать это без знания языка ISO 7 bit крайне сложно.
- Методы постоянно совершенствуются, поэтому необходимо за ними успевать, ведь актуальная год назад последовательность действий сегодня может быть уже морально устаревшей.
- Процесс управления выпуском деталей нуждается в рационализации – в сокращении количества кадров, объединении повторяющихся циклов и в других способах упрощения листинга, воплотить которые в жизнь может только хорошо разбирающийся в вопросе оператор.
Стандарты и диалекты G-кода для ЧПУ станка: примеры
Первые шаги по регламентированию совокупности команд предприняла уже упомянутая Ассоциация электронной промышленности (EIA), когда ввела RS-274. Со временем свод правил был дополнен и расширен, превратился в NIST RS-274NGC. Большинство его положений перешли в актуальный сегодня стандарт ISO 7 bit.
Диалекты – это ответвления языка, в рамках которых инженеры дописали свои функции, ориентированные на определенную специфику техпроцессов или помогающие положительно выделиться среди ряда конкурентов.
- Fanuc, со своей унификацией и повсеместным распространением, популярен у профессионалов.
- Mach3, за счет сравнительной простоты и наглядности листинга, нравится любителям и новичкам.
- Haas предлагает дополнительные возможности при задаче алгоритма фрезерования карманов.
И так далее – диалектов много, они отличаются между собой уровнями поддержки и отображения, характером макро- и микроопераций, параметрами смещения и форматирования, инкрементными и абсолютными координатами.
Какие бывают G и M коды ЧПУ: описание
Сначала определим, в чем между ними разница. ДЖИ-команды являются основными и подготовительными, ЭМ – вспомогательными (технологическими). Записываются вместе, в строчку (первые – в начале, вторые – в конце) или, другими словами, покадрово – для наглядности листинга. В результате алгоритм представляет собой совокупность символьных блоков – с адресами и числовыми значениями.
В задачи G-группы входит определение линейной или круговой скорости, а также направления движения рабочих инструментов оборудования. Кроме того, они обязаны регламентировать расточку отверстий и нарезание резьбы, управлять координированием и другими особенностями дополнительной аппаратуры.
М-коды программирования ЧПУ призваны дополнять основные, упрощая выполнение алгоритма. На практике их роль сводится к смене лезвий, сверл (или других органов), к вызову и завершению подпрограмм.
Помимо этих двух распространенных семейств, также есть:
- S-команды, определяющие специфику основного движения.
- F, ответственные за характер подачи.
- D, H, T, выражающие ключевые параметры навесных элементов.
Поэтому оператору крайне важно разбираться в разнообразии представленных символов, а умение читать их построчно вообще подразумевается – это необходимое условие для контроля выполнения технологических операций.
Подготовительные G-функции ЧПУ
Могут задавать скорость перемещения ножа (гильотины) или выбор плоскости резания, но в блоке всегда записываются первыми. После обязательной литеры – ДЖИ с символами – идут координаты, представленные в виде числовых значений.
В зависимости от своего назначения они определяют позицию рабочего органа, выполняют переключение, компенсируют диаметр и длину, определяют особенности сверления, расточки, резьбования (полный список соответствия мы приведем ниже). Важно, что при составлении алгоритма, в текстовом формате, они остаются наглядными: при должном опыте чтения листинга оператору не составляет труда понять, что содержит каждая из них.

Расшифровка G-кодов для ЧПУ
Основных функций достаточно много, поэтому подробнее рассмотрим те из них, которые чаще всего применяются на практике, и это:
- G00 – для скоростного позиционирования и быстрого приведения инструмента в готовое/безопасное положение;
- G01-03 – для движения рабочего органа либо по прямой, либо по дуге, по часовой стрелке и против нее соответственно; дополнительные символы – I, J и K – в данном случае устанавливают координаты;
- G04 – для обеспечения перерыва в работе лезвия (сверла и так далее), продолжительностью 1 секунда (стандартный вариант) или дольше, в зависимости от значений X или P поля;
- G17 код ЧПУ нужен для определения основной плоскости – по нему происходит выбор XY-координат при совершении вращательных действий при выполнении технологических отверстий;
- G18-19 – делают то же самое, только в XZ и YZ-планах соответственно, актуальны при круговой интерполяции;
- G20 – для проведения измерений в дюймах, нужен при определении показателей, представленных не в системе СИ; G21, напротив, необходим для метрических вычислений;
- G40 – для смены автокоррекции на тот радиус, который устанавливает G41 (слева от обрабатываемой заготовки, с дополнительной D-командой) или G42 (аналогично, но уже справа);
- G43 код ЧПУ регулирует положение резца (или другого органа), компенсируя его длину, дополнен параметром H;
- G52 вводит локальные координаты, G53 обеспечивает переключение – на них и обратно;
- G54-59 ответственны за смещение инструмента по отношению к зафиксированным заготовкам; в зависимости от того, какой из них находится в листинге, можно понять, какая деталь подвергается воздействию;
- G64 активизирует режим резки с отменой любых других;
- G71 – включает опцию сверления отверстий, G73 делает то же самое, но с условием высокой скорости, G74 запускает процесс нарезания левосторонней резьбы, G81-83 – операцию сверления, G85-87 – циклы растачивания;
- G97 код ЧПУ определяет количество оборотов, совершаемых за единицу времени (обычно – за минуту).
Конечно, есть и другие, менее применимые, но все равно нужные и используемые. В процессе написания алгоритма инженер объединяет их в группы, заставляя взаимодействовать между собой и/или менять друг друга. От эффективности комбинаций зависит общая рациональность листинга, а значит и производительность выполнения технических операций.
Дополнительные функции и символы при программировании
Планируя последовательность действий сложного и высокоточного оборудования, лучше держать все возможные варианты в поле своего зрения и, при необходимости, сверяться, за что ответственен тот или иной ДЖИ. Поэтому мы и представляем их Вашему вниманию в максимально наглядном виде.
G-коды для ЧПУ: таблица подготовительных команд
установка инструмента в позицию
Источник: stanokcnc.ru