
Наличие тех или иных блоков в решении определяется особенностями построения процессов предприятия. Решение АСКОН для ТПП, опираясь на методологию Сквозной 3D-технологии, позволяет гибко настраивать компоненты систем и их взаимодействие в соответствии с требованиями предприятия.
Планирование работ
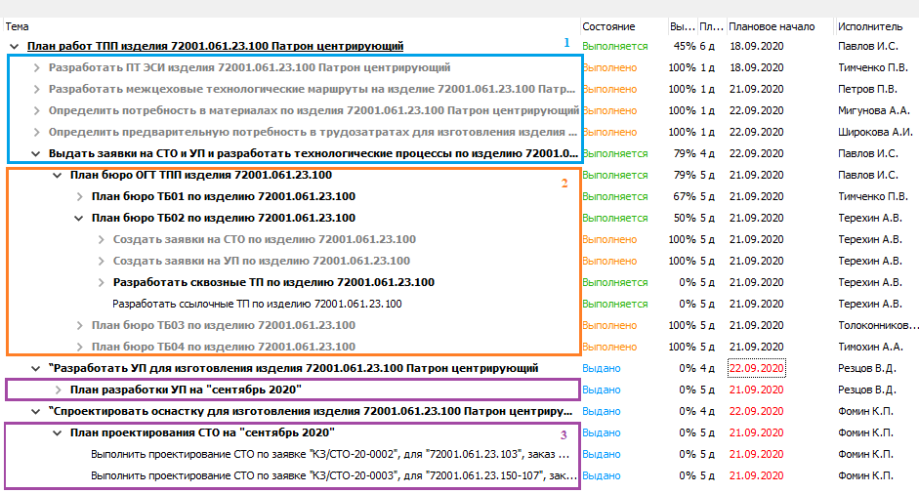
Методологией АСКОН предусмотрена трехуровневая система планирования ТПП изделий (планы ведутся с помощью системы планирования и управления подготовкой производства ЛОЦМАН:PLM):
- первый уровень – укрупненный план ТПП, строится в режиме работы с заданиями и справочником типовых задач, включает в себя основной перечень работ ТПП с указанием сроков и исполнителей
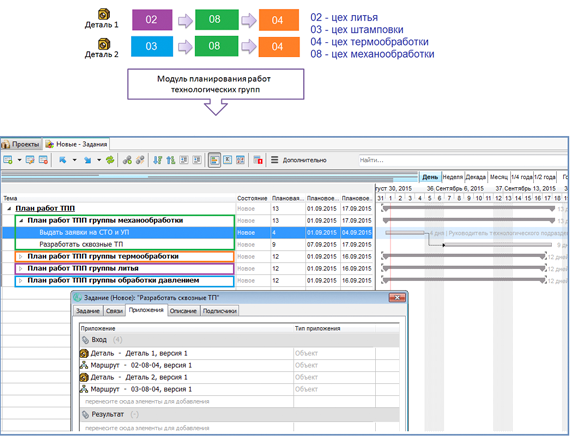
- второй уровень – план подразделений (бюро ОГТ или цеховых технологических групп) по разработке технологической документации, строится автоматизированно на основании данных межцеховых технологических маршрутов на этапе после их утверждения
- третий уровень – планы подразделений проектирования оснастки и разработки управляющих программ (УП), строятся автоматизированно на основании утвержденных заявок (карт заказов) на средства технологического оснащения и УП.
Планирование производства
При формировании заданий планов устанавливаются исполнители, сроки, взаимосвязи; на вход помещаются данные, необходимые для разработки, в результат – результат разработки, который может быть согласован путем автозапуска связанного с заданием типового бизнес-процесса. Состояние заданий и процент выполнения позволяют отслеживать ход выполнения работ.
За счет применения функционала планирования повышается прозрачность и управляемость процессов, конфликты планирования выявляются на ранних стадиях.
Разработка производственно-технологической электронной структуры изделия и данных по технологическим ДСЕ
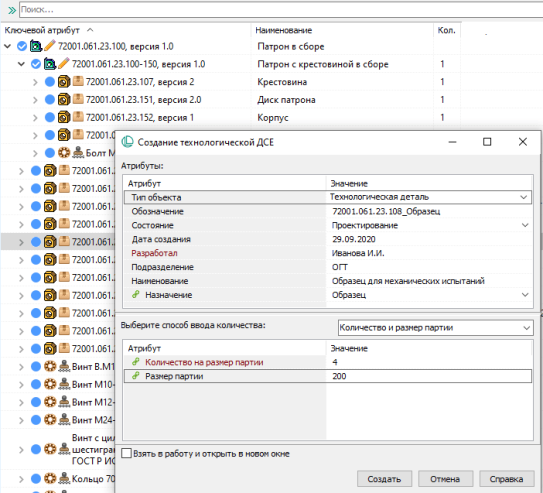
В системе ЛОЦМАН:PLM предусмотрена возможность создания ПТ ЭСИ на основе конструктивной ЭСИ, а также данных по технологическим ДСЕ, требующимся для изготовления изделий (образцов, образцов-свидетелей, дополнительно изготавливаемых ДСЕ для испытаний и дЛОЦМАН:PLMругих). Формирование ПТ ЭСИ особенно востребовано на предприятиях, где конструктивная ЭСИ не удовлетворяет требованиям изготовления и производственного учета, требуется перекомпоновка структур, создание «фантомных» узлов.
Разработка межцеховых технологических маршрутов
Для предприятий, где производится расцеховка, функционал модуля ЛОЦМАН:PLM Технология позволяет создавать и редактировать маршруты, создавать маршруты на группу ДСЕ, формировать маршруты по данным справочника или в ускоренном режиме из перечня избранных объектов, а также на основе аналога.
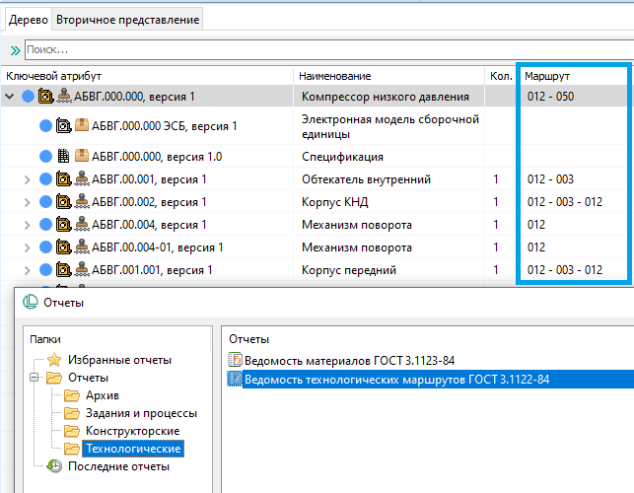
Маршруты в системе используются для планирования разработки ТП, на их основе автоматически формируется сводная ведомость технологических маршрутов.
Самые нужные программы!
Маршруты также могут применяться для указания источника поступления (покупка, кооперация и т.д.), если эти данные определяются на стадии технологической подготовки производства.
Данные по маршрутам доступны всем заинтересованным специалистам, изменения вносятся своевременно, данные передаются в производственную систему для межцехового планирования и управления.
Материальное нормирование
Решение АСКОН предусматривает нормирование основных и вспомогательных материалов как в процессе разработки ТП, так и на предшествующем этапе в зависимости от особенностей построения процессов на предприятии. Данные по нормам расхода и параметрам заготовок могут быть рассчитаны в системе Нормирование материалов по настраиваемым алгоритмам.
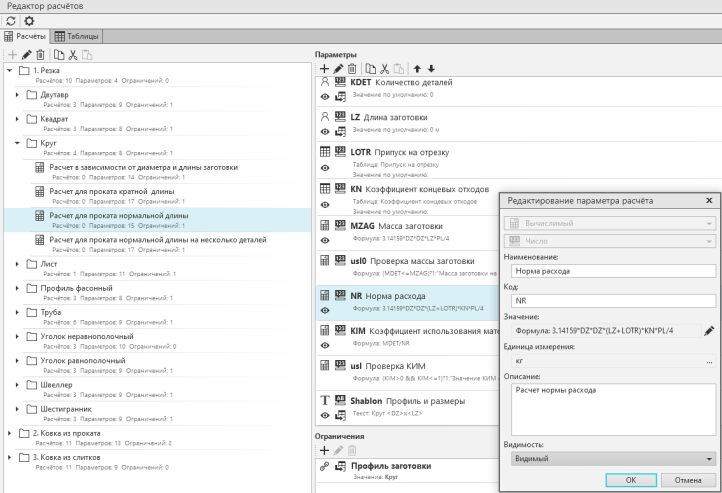
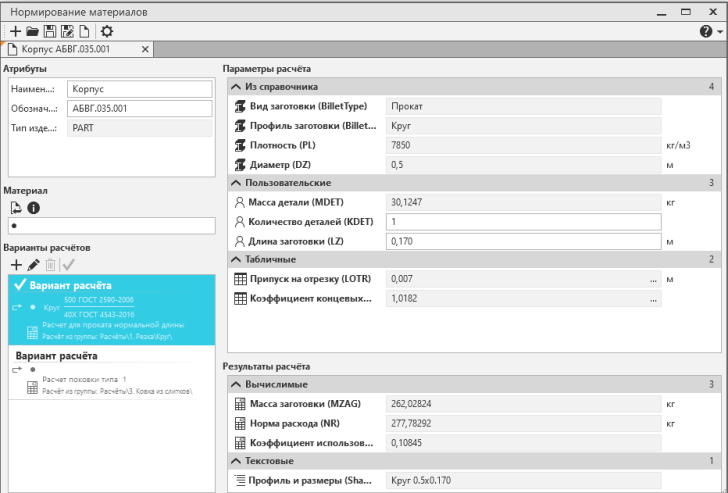
Ведомость материалов формируется автоматически.
Таким образом, потребность в материалах определяется в сжатые сроки с соблюдением требований своевременного приобретения и начала производства.
Работа с заявками на проектирование оснастки и разработку УП
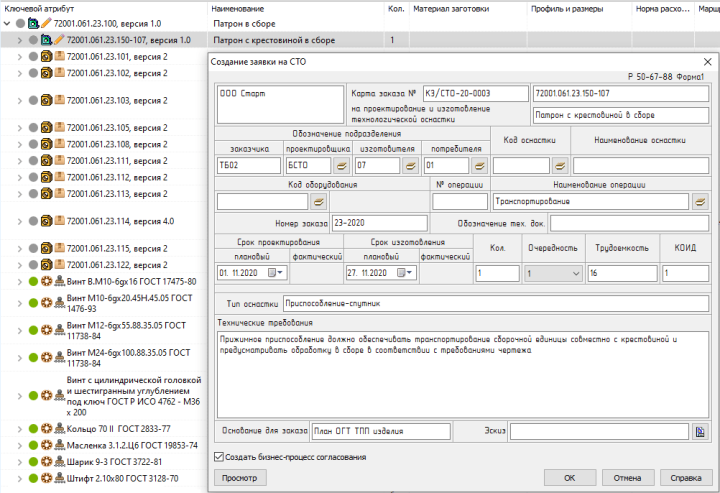
Заявки (карты заказа) на СТО и УП могут быть созданы как в системе ЛОЦМАН:PLM с помощью модуля ЛОЦМАН:PLM Планирование ТПП, так и в среде ВЕРТИКАЛЬ. Форма заявок соответствует ГОСТ (Р-50-67-88, ГОСТ 3.1404-86), может быть изменена на форму по СТП. Заявки проходят процедуры согласования и утверждения, на основании заявок автоматизированно формируются планы подразделений проектирования оснастки и разработки УП. По состоянию заявок отслеживается факт выполнения работ.
Функционал работы с заявками обеспечивает эффективное управление процессами проектирования оснастки и разработки управляющих программ.
Разработка технологических процессов и трудовое нормирование
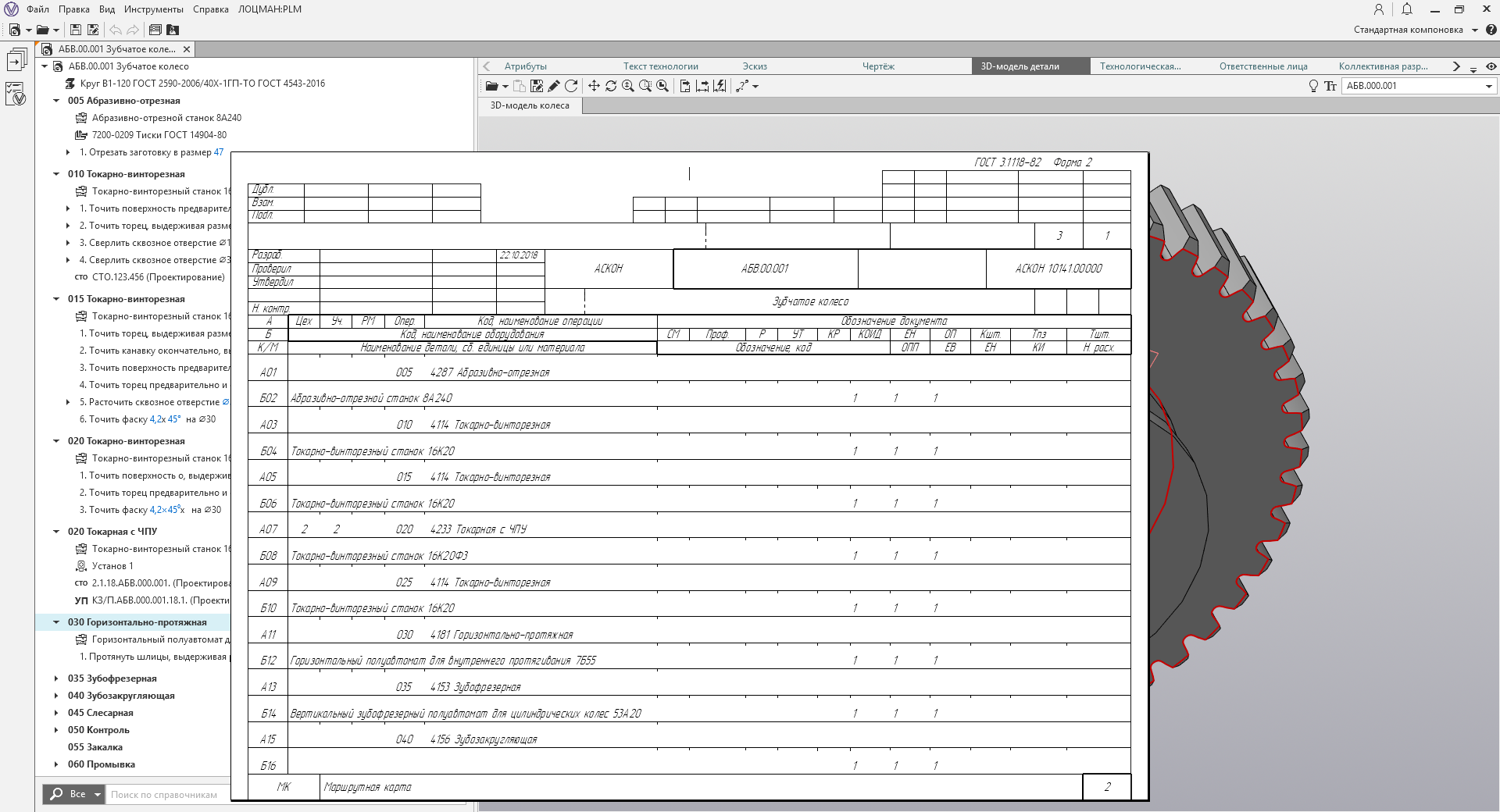
Проектирование единичных, типовых и групповых технологических процессов любых видов производств производится в системе ВЕРТИКАЛЬ с сохранением данных в ЛОЦМАН:PLM посредством гибко настраиваемой интеграции.
Формирование комплектов технологической документации в ВЕРТИКАЛЬ производится автоматически (формы документов настраиваются).
Сводные ведомости получаются с помощью функционала отчетов ЛОЦМАН:PLM. При работе с документами доступен функционал маркировки.
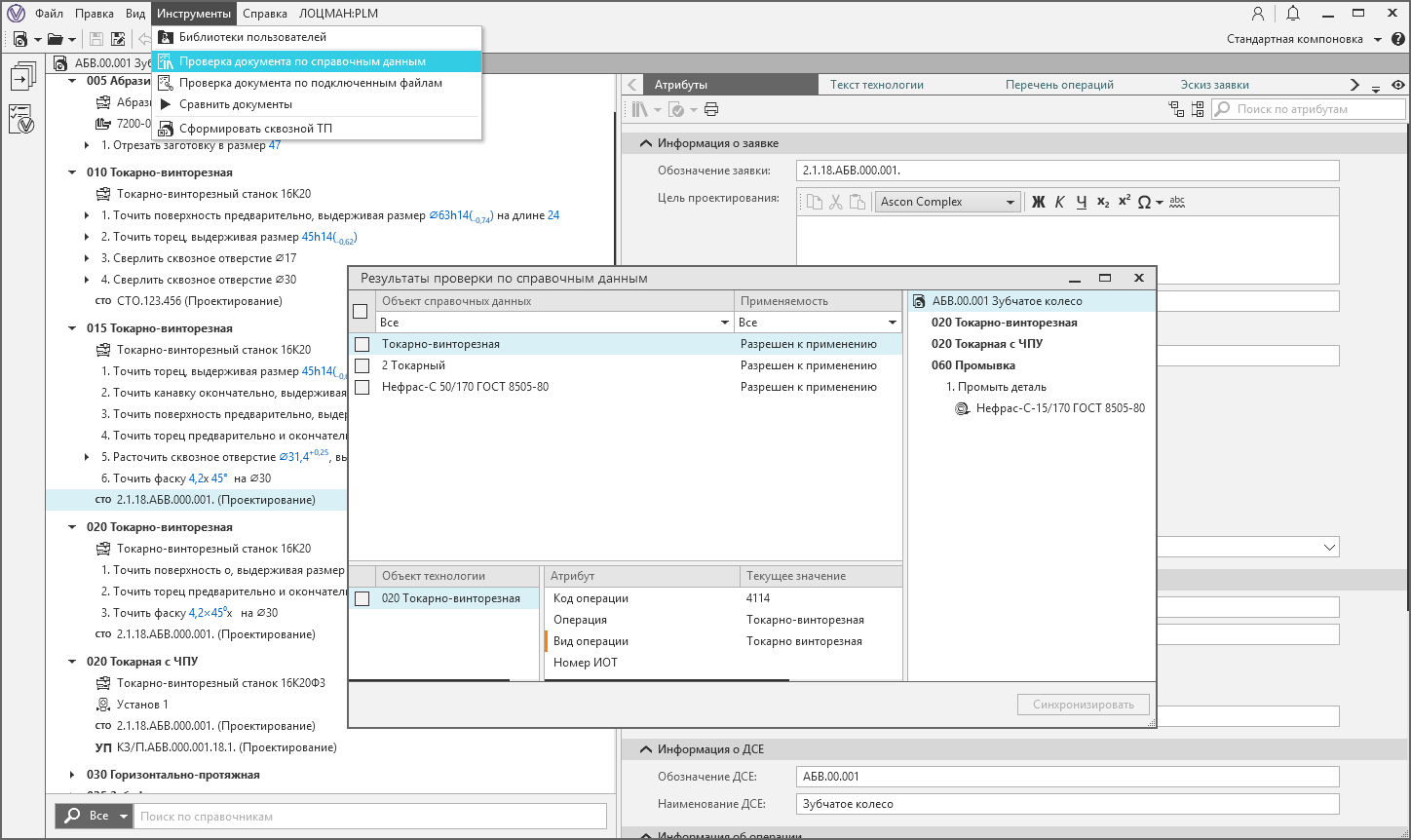
Разработанный техпроцесс можно проверить на соблюдение требований нормоконтроля и актуальность справочных данных.
Использование ВЕРТИКАЛЬ позволяет ускорить проектирование, повысить качество разработок, выполнять в процессе разработки специализированные расчеты.
Нормирование операций технологического процесса ведется в системе Нормирование трудозатрат, которая позволяет осуществлять как станочное нормирование (с использованием норм времени на переходах), так и нормирование по укрупненным общемашиностроительным нормативам времени.
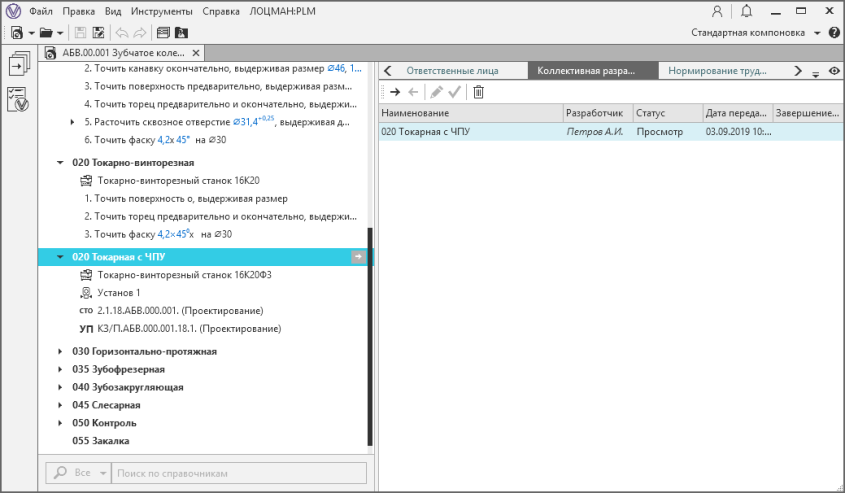
Построение сквозного техпроцесса в системе ЛОЦМАН:PLM, требующегося для производственного учета и планирования, возможно как за счет привязки ТП к элементам маршрута (цехозаходам), так и путем функционала ссылок на ТП других видов производств. Пользователю также доступен функционал коллективной работы.
В целом решение по разработке ТП обеспечивает своевременную подготовку и передачу необходимых данных в производство
Проектирование оснастки
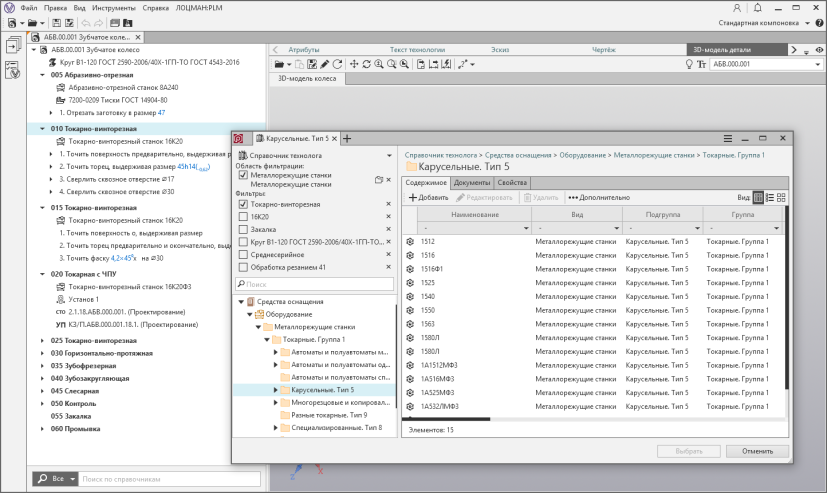
Проектирование ведется в КОМПАС-3D на основании заданий планов подразделений и данных по заявкам на СТО с сохранением данных в ЛОЦМАН:PLM. По факту разработки конструкторской документации данные по оснастке заносятся в Справочник технолога за счет работы бизнес-процесса и автоматической выдачи задания на регистрацию.
Разработка управляющих программ
Разработка УП ведется в выбранной пользователем CAM-системе с сохранением данных в ЛОЦМАН:PLM в привязке к установкам технологического процесса. Функционал КОМПАС-3D позволяет производить необходимые перестроения трехмерной модели. При разработке отдельных операций на оборудовании с ЧПУ технологом по разработке УП в системах предусмотрен функционал коллективной работы.
- Технолог, разрабатывающий сквозной технологический процесс на изготовление детали, создает операцию ЧПУ-обработки и передает ее на проработку технологу-программисту ЧПУ.
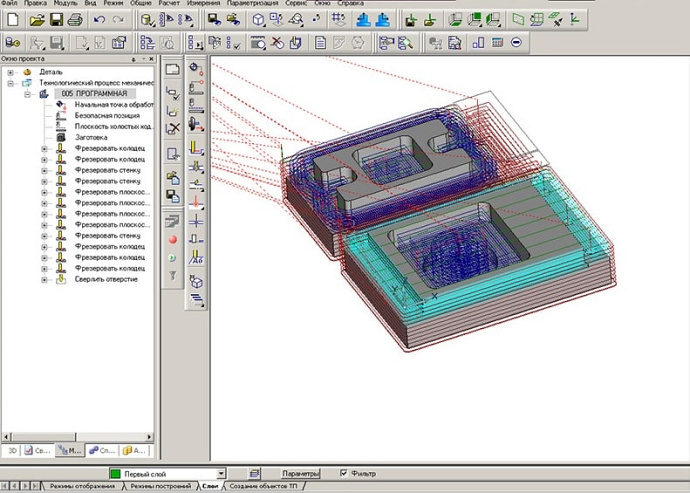
- Технолог-программист загружает 3D-модель заготовки и целевую 3D-модель детали в формате КОМПАС-3D в ADEM CAM, выбирает оборудование и инструмент, запускает модуль ADEM CAM Expert. Данный модуль распознает конструктивные элементы модели детали, подбирает инструмент, определяет зоны и режимы обработки, формирует стратегию обработки.
- Система позволяет автоматически рассчитать траекторию обработки, сгенерировать управляющую программу и смоделировать обработку с учетом виртуальной модели станка и инструмента на основе полученной управляющей программы для конкретного станка (и его стойки).
- Информация из ADEM CAM передается в технологический процесс.
Использование нормативно-справочной информации
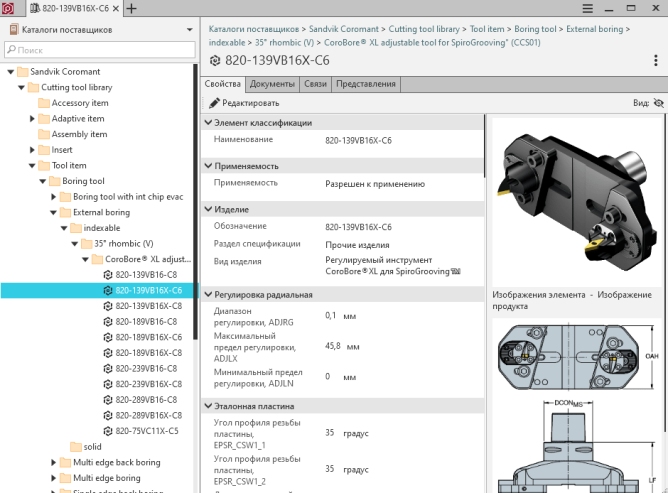
На всех этапах технологической подготовки производства используется единая справочная система ПОЛИНОМ:MDM — решение, позволяющее управлять нормативно-справочной информацией предприятия с учетом требований и представлений данных для различных подразделений с применением единых инструментов, подходов и методов работы с данными.
На текущий момент в системе реализовано три основных справочника: Материалы и сортаменты, Справочник технолога и Стандартные изделия. Они содержат более 14300 наименований материалов, около 70 специализированных каталогов по технологической информации и более 1 400 000 позиций стандартных изделий. Дистрибутивная поставка также содержит инструмент по ISO 13399, который может быть загружен/актуализирован из каталога поставщика в любой момент времени.
Обмен данными
Данные, необходимые для производственного планирования, управления, диспетчирования, закупок, кооперации, выписки и закрытия рабочих нарядов, производства на рабочих местах формируются в режиме работы с САПР и PDM и могут транслироваться по ходу разработки в системы класса MES и ERP, например, ГОЛЬФСТРИМ.
Более подробно с методологией и функционалом решения АСКОН для ТПП вы можете ознакомиться с помощью ресурса (для доступа необходима авторизация по логину и паролю ServiceDESK).
ПОРЯДОК ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА (ТПП) СОГЛАСНО ГОСТ Р 50995.3.1-96 УКРУПНЕННО ДЕЛИТСЯ НА ЭТАПЫ:
- проработка рабочей конструкторской документации на технологичность — технологический контроль конструкторской документации;
- разработка технологических процессов, технологическое нормирование;
- разработка средств технологического оснащения и технологических процессов их изготовления;
- разработка управляющих программ;
- отработка и внедрение технологических процессов или изготовление и испытания установочной серии (в зависимости от серийности);
- уточнение технологической документации по результатам отработки и внедрения/выпуска установочной серии.
Быстро меняются требования к данным, построению процессов и функциональности систем. С распространением станков с ЧПУ и импортного режущего инструмента менее востребован функционал расчета режимов резания и межпереходных размеров. Операционное описание заменяется на маршрутное. Формирование крупных холдингов и объединение предприятий приводит к появлению альтернативных технологических процессов и данных, выпускаемых разными заводами по общей конструкторской документации. А внедрение принципов бережливого производства ведет к ужесточению требований к гибкости программного обеспечения и построению систем.
Сейчас уже мало кому интересна функциональность отдельно взятой программы, спрос на решения задач для ТПП обусловлен движением предприятий-заказчиков в сторону комплексной автоматизации. Эффективность управления технологическими данными рассматривается не только с позиции качества, скорости разработок на каждом этапе, но и с позиции слаженного взаимодействия подразделений, уровня интеграции систем, строгого соблюдения графиков выполнения работ, оптимизации процессов на стыке программных сред. Ключевую роль в соблюдении требований с учетом текущей ситуации играет PDM-система, которая должна обеспечить решение задач ведения проектов, организации архива и контроля целостности данных, распределения прав, управления изменениями, интеграции систем классов CAD/CAM/CAPP, а также дальнейшую передачу данных в ERP- и MES-системы.*
Основа эффективного управления — план работ. Планирование производится в системе планирования и управления подготовкой производства в составе ЛОЦМАН:PLM.
При формировании планов задаются сроки, исполнители, предшествующие задания, на вход помещаются данные, необходимые для разработки, а на выход — готовый результат, который может быть согласован путем автоматического запуска привязанного к заданию бизнес-процесса. В итоге мониторинг выполнения планов становится простым и удобным. ЛОЦМАН:PLM позволяет формировать планы автоматизированно. Например, при наличии службы расцеховки и распределения ответственности за разработку техпроцесса между специалистами по видам работ (бюро механообработки, бюро сборки и др.) можно составить план работ на основании данных межцеховых технологических маршрутов автоматически.
ПЛАН РАБОТ
Автоматизированно строятся планы работ подразделений разработки управляющих программ и проектирования оснастки на основании данных утвержденных заявок на УП и СТО. Проработка рабочей конструкции на технологичность производится в PDM-системе как этап согласования КД.
Технолог получает в системе задание на согласование с приложенным комплектом КД. Для работы доступны опции аннотирования документации с помощью вторичного представления и инструментов обработки PDF.

ЗАМЕТКИ

Заметки можно оставлять при помощи цифрового «красного карандаша» или записывать голосом.
Формирование производственно-технологической структуры изделия, межцеховых технологических маршрутов, предварительное определение потребности в ресурсах, формирование сводных ведомостей обеспечиваются средствами системы ЛОЦМАН:PLM и ее приложений. Принципы построения системы зависят от наличия данных задач на предприятии.
Разработка технологических процессов ведется в САПР ТП ВЕРТИКАЛЬ. Система позволяет разрабатывать единичные, типовые и групповые технологические процессы на различные виды производства с любой степенью детализации в удобной для технолога интегрированной среде.
МЕХАНИЗМ ВЗАИМОДЕЙСТВИЯ
Функционал системы позволяет встроить ВЕРТИКАЛЬ в общий процесс проектирования и эффективного механизма взаимодействия.
Во-первых, автоматически в технологический процесс САПР ТП ВЕРТИКАЛЬ загружаются данные от конструктора, выполненные ранее в КОМПАС-3D: 3D-модель, чертеж, передаются параметры ДСЕ (обозначение, наименование, масса и др.) и материал из чертежа, а также данные по комплектованию и заготовке (если нормы расхода материалов были рассчитаны еще до разработки ТП). Такой подход позволяет использовать механизмы ассоциативной работы и параметризации, а также исключить ошибки при вводе информации и оптимизировать временные затраты.

Во-вторых, выбор данных осуществляется из корпоративного Справочника технолога при помощи фильтров и автоподбора данных, что позволяет обеспечивать единую интерпретацию ресурсов, описанных в технологическом процессе как в PDM-, так и в ERP- системах. Настроенные связи между справочниками, работа с фрагментами, типизированными операциями и базой знаний режимов резания (функционал, актуальный при автоподборе режимов при использовании импортного режущего инструмента в ТП) позволяют осуществлять оптимальный выбор данных.

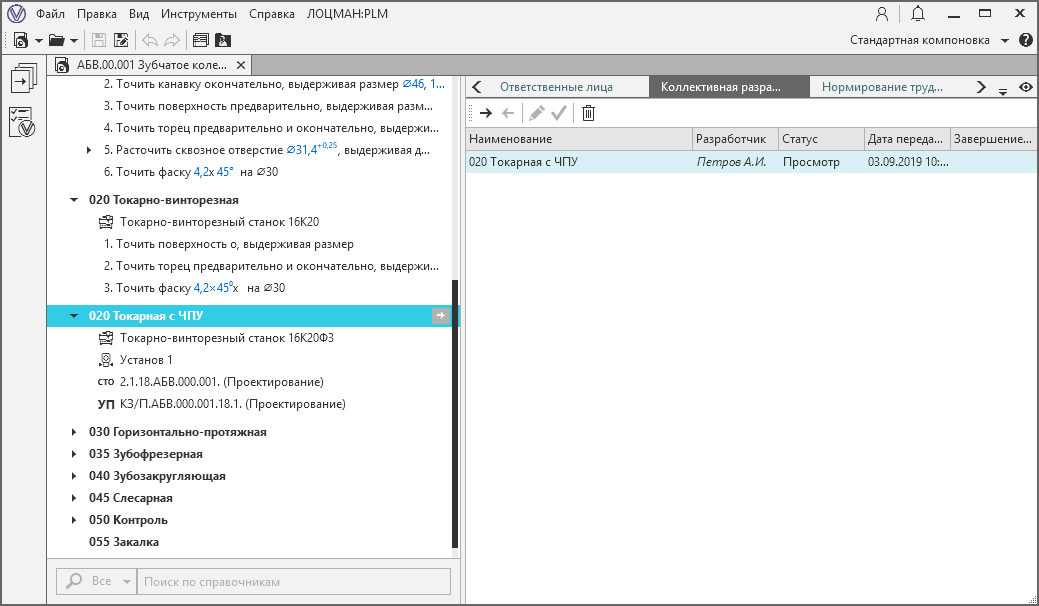
В-третьих, при разработке техпроцессов применяются средства коллективной работы, что обеспечивает взаимодействие пользователей при решении смежных задач, а именно:
- имеется возможность передачи операции с ЧПУ на разработку технологу-программисту и сохранения управляющей программы в контексте операции с ЧПУ;
- при разграничении ответственности между технологами за разработку ТП на разные технологические переделы в технологическом процессе* можно создать ссылку на другой ТП, тем самым обеспечив «собираемость» сквозного технологического процесса.
СВЯЗЬ ПРОЦЕССОВ ПРОЕКТИРОВАНИЯ ТП
В-четвертых, в плане взаимодействия со службами проектирования оснастки и разработки управляющих программ имеется возможность создания заявки на СТО и УП по форме предприятия непосредственно при проектировании ТП, стадии согласования заявки отслеживаются в режиме реального времени. Тем самым обеспечивается связь процессов проектирования ТП, а также проектирования оснастки и разработки УП.

Описание сборочных ТП — еще один пример тесного взаимодействия процессов и данных.

На операциях ТП в качестве комплектующих используются элементы структуры изделия (производственно- технологической или конструктивной), сохраненной в PDM-системе, применяются механизмы проверки, а данные по комплектующим на операциях при сохранении ТП оказываются в структуре электронного техпроцесса. Следовательно, и в производственной системе информация по обеспечению цехов, участков и рабочих мест комплектующими будет прозрачна.
Управление версиями и изменениями производится в тесной связке PDM-САПР ТП, что позволяет не только обеспечивать необходимую защиту информации, но и автоматизировать регистрацию данных по изменениям в комплекте ТД, а также минимизировать количество перепечатываемых листов.
После разработки техпроцесса технолог может автоматически его проверить:
- по справочным данным, что является удобным механизмом при актуализации и пересмотре ТП, поскольку позволяет выявить удаленные, измененные и не применяемые объекты НСИ;
- по технологическим данным на соответствие требованиям нормоконтроля (алгоритм настраивается);
- на соответствие межцеховому технологическому маршруту.

В результате, на выходе при сохранении техпроцесса получаем:
- автоматически построенный и сохраненный в ЛОЦМАН:PLM техпроцесс, описывающий все необходимые для производства ресурсы, который после нормирования и согласования передается в производственную систему для производственного планирования, управления ПСП (производственными спецификациями) и учета;
- комплект технологической документации по ЕСТД или СТП, сформированный автоматически.
Нормирование операций технологического процесса, завершающий этап разработки ТП, производится в приложении Нормирование трудозатрат. Нормирование может осуществляться как укрупненно по межотраслевым и общемашиностроительным нормативам времени, так и с использованием полученных из CAM-среды или расчетов режимов норм времени.
Источник: ascon.ru
Программа учета для производства
Автоматизация производства в одной удобной программе:
- Учет производства продукции
- CRM для учета заказов
- Складской учет и первичные документы
- Кассовая программа с комбинированной оплатой
- Отчетность и аналитика
- Готовые шаблоны документов (счета, договора, накладные и т.д.)
Программа для учета производства продукции

Ведите учет производства с помощью функции «Комлектации» (аналог технологических карт).
На входе сырье и материалы, на выходе готовая продукция.
При создании «Комплектации» все используемые материалы будут автоматически списаны со склада с учетом затрат на работы, а полученная продукция оприходована на склад.
Созданные комплектации можно сохранить в системе как типовые шаблоны и в дальнейшем использовать их без заполнения.
В программе есть возможность и обратного процесса, когда продукт требуется разобрать на составные части.
CRM для учета заказов производства

Фиксируйте заявки в со всех источников в единой системе. Добавляйте в карточку контрагента всю необходимую Вам информацию (контакты, адрес доставки, платежные реквизиты и т.д.).
Используйте систему задач и статусов заказов для точного контроля работы менеджеров. А встроенная IP-телефония с записью переговоров поможет выявить недоработки в обработке обращений клиентов.
Оповещайте клиента о готовности заказа с помощью встроенных инструментов SMS уведомлений.
А функции массовых SMS и Email рассылок помогут оповещать Ваших клиентов о текущих акциях и предложениях.
Не уверены подойдет ли Вам программа?
Оставь номер и наш специалист ответит на вопросы
и продемонстрирует сервис
Программа для склада производства

В системе учета производства реализованы все необходимые функции складского учета:
- оприходование, списание, инвентаризация
- печать складских документов (в систему уже загружены унифицированные и актуальные формы бланков)
- возможности внутренних заказов и резервирования товара
- массовые операции (загрузка остатков из excel, массовая печать документов, архивация)
Функция автозакупок позволит закупать материал в нужном количестве и не допускать моментов, когда производство останавливается из-за отсутствия сырья.
Кассовая программа с комбинированной оплатой

Кассовая программа Класс365 поддерживает более 200 моделей онлайн-касс и фискальных регистраторов, может быть установлена на любое устройство (в том числе на Смарт-терминалы Эвотор).
Программа проста в освоении и поддерживает все необходимые функции для удобства кассира:
- удобные инструменты добавления товара (услуги) в чек (сканер или быстрый поиск по коду, артикулу, части наименования);
- операции с чеком (возврат, коррекция);
- комбинированная оплата (наличные, карты).
Программа поддерживает подключение практически любого торгового оборудования (денежные ящики, терминалы эквайринга и прочее).




Скачать
кассовую программу
бесплатно!
Отчетность и аналитика

Для анализа и контроля производства, в программе реализованы все необходимые виды отчетности о продажах, прибылях и убытках, движение и остатки материалов и др.
Функция разграничения прав позволяет настроить видимость конкретных отчетов для конкретных сотрудников.
Все действия пользователей программы фиксируются в журнале действий, что позволяет выявить недобросовестных сотрудников.
Для работы программы нужен только доступ в интернет, можно использовать любое устройство (ноутбук, планшет, смартфон).
Работа с первичными документами

В систему уже загружены все актуальные унифицированные формы документов (КП, договора, счета, складские документы).
Загружайте собственные шаблоны или редактируйте готовые с помощью простых и понятных инструкций.
Формируйте и распечатывайте договора, накладные и прочие документы, а все необходимые данные будут заполнены автоматически.
Отправляйте документы клиентам (КП, счета и т.д.) напрямую из программы через встроенный почтовый клиент.
А функция добавления подписи и печати поможет значительно ускорить процесс визирования договоров, накладных и прочих документов
Источник: class365.ru
Ритмичное производство без простоев и брака Ритмичное производство без простоев и брака
Все инструменты управления производством: планирование, техкарты, закупки, склад, себестоимость, аналитика и много другое.
Не теряйте деньги из-за простоев и брака, точно планируйте закупки и сроки, снижайте себестоимость, повышайте прибыль.
Попробовать бесплатно
Заказать звонок

82%
прирост производительности
S2 ведет мониторинг работы для определения в режиме реального времени узких мест и их оптимизации
от 5%
снижение себестоимости
В компании «М-9 Фарм» после введения прозрачности всей цепочки процессов и сокращения простоя оборудования
х3,5
cкорость обработки заказов
За счет роста эффективности процессов и упрощения взаимодействия производства и продаж
Комплексное решение для управления компанией
Управление производством Планируйте производство, управляйте техкартами, закупками, ведите учет сырья и готовой продукции.
Складской учет Управляйте сырьем и готовой продукцией, закупайте товары у поставщиков, контролируйте остатки
Управление закупками Автоматизируйте закупки сырья и товаров, прогнозируйте расход и контролируйте поставки
Гибкое управление продажами Применяйте любые модели продаж, получайте заявки из 10+ каналов, автоматизируйте работу менеджеров. Продавайте легче. Продавайте больше
Управление себестоимостью Получайте точную картину затрат на производство и принимайте решения на основе маржи вашей продукции
Аналитика для принятия решений Анализируйте процессы при помощи гибких дэшбордов с виджетами, отчетами и ключевыми метриками. Принимайте решения на основе точных данных
Документооборот за пару кликов Формируйте, согласовывайте и отправляйте все необходимые документы с реквизитами в два клика. Забудьте о том, что такое бумажная рутина
Безопасность данных Ограничивайте доступ к системе, создавайте сложные пароли и подключайте двухфакторную авторизацию
Ключевые возможности
Продуманные и функциональные инструменты делают S2 полноценным решением по управлению всеми необходимыми процессами компании
500+ кейсов успешного использования
Отзывы клиентов
S2 — молодая и амбициозная система, которая может не только подтягивать информацию из 1С, но и давать полную картинку по доходам, расходам группы компаний с разных ресурсов (опт, розничный магазин, интернет-магазины). Нас приятно удивил подход сотрудников по сопровождению внедрения S2 в компании: доскональные уточнения, перегруппировка процессов, переделка в 100-й раз одного процесса – лишь бы клиенту было удобно.

Екатерина Евсеева Генеральный директор Приморский ЭМ-Центр
Внедрили S2 в работу всей компании, начиная от поступления и обработки входящего лида с различных каналов и заканчивая итоговой отгрузкой изделия клиенту

Семён Ермаков Директор ООО УК РМЗ