
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сообщения
Лицензии сгенерированы на основе серийного номера карты и если вы используете другую карту то они естественно окажутся недействительными. напрасно вы так в этом уверены каждая версия ПО лицензирована и привязана к CF карте и при слете лицензии ПО практически может быть не работоспособно в текущей конфигурации если вы конечно не сохранили эту лицензию на внешнем носители либо из системы либо из service консоли В синумерик лицензируется масса функций и если станкостроитель их использовал (например подключал доп оси или шпиндели) то система при потере этих лицензий функционировать не будет! Особенно если слетит лицензия на ПО Просто так копировать и распространять свое ПО Сименс не позволяет это вовсе не благотворительная организация!
Какие программы учить инженеру Самые востребованные CAD системы в России

Работаю в анг версии и винда и солида
А лицензии как потом восстанавливать будете вы их экспортировали когда система еще работала? ПО можете клонировать с имеющихся рабочих станков с таким же NCU либо на PC либо по сети AMM или используя Emergency USB. Кстати у вас с E-USB система нормально стартует?
Здравствуйте Может у вас есть схема на блок питания Pe1938/70 Philips Или распиновка выходного разъёма

В том-то и цимес, что титановую оболочку можно и прикинуть, и посчитать фундаментально на всякие режимы, а с композитом такого не получится. И даже если удастся что-то посчитать, то насколько конкретное изделие будет соответствовать расчетам никто сказать не сможет, не проведя испытаний на разрушение. Там, вроде, толщина композитного корпуса порядка 130мм.
Значит мотали его кевларовой нитью (или даже несколькими кевлар+дакрон) не один час. За это время смола, которой пропитывал первые слои, уже могла затвердеть, а на новых слоях ещё нет. Думаю, это тоже не в плюс прочности. Ну, и отказываться от сферы и использовать цилиндр на таких глубинах — это авантюризм, если не идиотизм. Как, собственно, и всё остальное в этом проекте.
Если подводник спроектирует самолет, он просто не взлетит потому что будет тяжелым. А когда авиатор проектирует батискаф, тот тонет. Хотя, Туполев в своё время спроектировал торпедный катер Г-5, но у него был хотя бы опыт проектирования поплавков для гидросамолета. По сути Г5- это увеличенный поплавок с моторами.
Источник: cccp3d.ru
Программа для написания тех. процесса
Здраствуйте.
Слышашал есть программа для написания тех. процесса, может кто-нибуть в курсе как она может называться?
Отредактировано: admin вкл 07/08/2016 — 00:42
- 22517 просмотров
02/03/2016 — 00:49
Ответов: 827
Всмысле сама техпроцесс пишет?
02/03/2016 — 17:00
Ответов: 6509
Наверное имеется в виду КОМПАС-Автопроект.
Этот программный комплекс автоматизации технологической подготовки производства предназначен для решения разнообразных задач технологической подготовки производства: автоматизированного проектирования технологических процессов, расчета оптимального количества материалов для производства изделия, расчета режимов обработки для различных видов производств, расчета оптимальных затрат труда, формирования необходимого комплекта технологических документов. Технологическая информация из программного комплекса передается в различные системы классов PDM/MRP/ERP для производственного планирования и управления.
03/03/2016 — 19:29
Главный метролог
Ответов: 481
06/03/2016 — 15:02
Ответов: 6509
КОМПАС-Автопроект была неплохой программой. А если ее полностью внедрить на предприятии, т.е интегрировать с КОМПАС-График и базами оборудования, материалов, метизов и т.д., то это была бы мощная система.
Вот немного скринов:
06/03/2016 — 15:07
Ответов: 6509
Что-то на официальном сайте не нашел никакого упоминания.
Последняя доступная для скачивания КОМПАС-Автопроект версия 9.4
Мы же пользовались, а это было давно, версией 9.3. Видать закрыли этот проект.
06/03/2016 — 15:15
Ответов: 6509
На официальном сайте наткнулся на программу ВЕРТИКАЛЬ
(Наверное замена или продолжение КОМПАС-Автопроекта)
ВЕРТИКАЛЬ — система автоматизированного проектирования технологических процессов, решающая большинство задач автоматизации процессов ТПП.
САПР ТП ВЕРТИКАЛЬ позволяет:
— проектировать технологические процессы в нескольких автоматизированных режимах;
— рассчитывать материальные и трудовые затраты на производство;
— рассчитывать режимы резания, сварки и другие технологические параметры;
— автоматически формировать все необходимые комплекты технологической документации в соответствии с ГОСТ РФ и стандартами, используемыми на предприятии (требуется дополнительная настройка);
— вести параллельное проектирование сложных и сквозных техпроцессов группой технологов, в реальном режиме времени;
— осуществлять проверку данных в техпроцессе (на актуальность справочных данных, а также нормоконтроль);
— формировать заказы на проектирование специальных средств технологического оснащения и создание управляющих программ;
— поддерживать актуальность технологической информации с помощью процессов управления изменениями;
— поддерживать процесс построения на предприятии единого информационного пространства для управления жизненным циклом изделия от разработки до утилизации.
Техническая информация
ОС:
Windows XP SP3 (Professional Edition), Windows Vista SP2 (Business Edition, Business Edition x64, Ultimate Edition, Ultimate Edition x64), Windows 7 SP1 (Professional Edition, Professional Edition x64, Enterprise Edition, Enterprise Edition x64, Ultimate Edition, Ultimate Edition x64), Windows 8 (Professional Edition, Professional Edition x64, Enterprise Edition, Enterprise Edition x64)
Требует для работы:
Справочник технолога, Справочник Единицы Измерения, Справочник Материалы и Сортаменты
Содержит:
Расчет режимов резания
Интегрируется с:
Расчет режимов сварки, Нормирование трудозатрат, Справочник Единицы Измерения, Нормирование материалов, Справочник технолога, КОМПАС-График, КОМПАС-3D, Справочник Материалы и Сортаменты, ЛОЦМАН:PLM, ЛОЦМАН:PLM. Сертифицировано ФСТЭК
Источник: weldworld.ru
ВЕРТИКАЛЬные решения для технологической подготовки производства

Требования к современному производству постоянно меняются, растет доля используемого высокопроизводительного оборудования, оптимизируются процессы управления производством, учета трудовых и материальных ресурсов, повышаются требования к технологической проработке изготовления изделия. Техпроцесс теперь необходим не только как инструкция для исполнителя, но и всё больше как поставщик данных для учетных систем. Эти требования находят отражение в новом функционале системы автоматизированного проектирования технологических процессов ВЕРТИКАЛЬ.
Автоматизация производственных процессов, процессов контроля, создания и учета документации и просто повышение удобства работы технолога — вот основные особенности новой версии популярной САПР ТП.
Автоматизация подготовки управляющих программ для станков с ЧПУ
Как было замечено, термины «обрабатывающий центр», «ЧПУ», «CAMсистема» прочно вошли в жизнь производственников. Сейчас сложно найти такое предприятие, где бы не применялись современные технологии высокопроизводительной обработки. Отдавая этому должное, мы создали инструменты для проектирования операций с ЧПУ, взаимодействия САПР ТП с CAMсистемой и работы с инструментом. Рассмотрим подробнее каждую новинку.
Если условно считать, что САПР ТП и CAMсистемы имеют конечной целью описание последовательности действий, необходимых для изготовления изделия, то можно сказать, что они выполняют одну и ту же функцию. Хотя детализация этих описаний отличается, они в обоих случаях должны быть учтены системой управления производством.
В данном свете САПР техпроцессов находятся в выигрышном положении, поскольку имеют интеграцию с системами верхнего уровня. При выборе CAMсистемы данной проблеме зачастую не уделяют должного внимания на предприятии. Кроме того, слабым местом CAMсистем является недостаточное развитие библиотек инструмента: они обеспечивают работу самой CAMсистемы, но в качестве единого корпоративного справочника оснастки выступать не могут. Именно поэтому в ВЕРТИКАЛЬ была реализована концепция интеграции с CAMсистемами. Взаимодействие данных систем состоит из следующих частей:
- передача заявки на разработку управляющей программы (УП);
- передача операции на разработку другому исполнителю;
- использование CAMсистемой Универсального технологического справочника для хранения оснастки, в том числе сборного инструмента;
- передача разработанной операции из CAMсистемы в ВЕРТИКАЛЬ;
- передача штатными механизмами интеграции описания операции (трудовые и материальные ресурсы) из ВЕРТИКАЛЬ в PDMсистему.
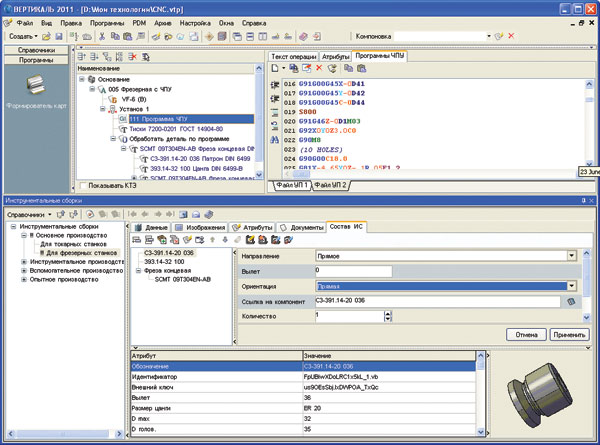
Рис. 1. Проектирование операций для станков с ЧПУ
Интеграция такого уровня сделана для CAMмодуля системы Pro/ENGINEER, однако архитектура интеграции позволяет легко расширять ее для CAMсистем других вендоров. Организация такого взаимодействия CAD, CAM, PDM и CAPPсистем позволяет достичь синергетического эффекта за счет сокращения времени сквозного проектирования и повышения качества разработки технологических процессов для оборудования с ЧПУ.
Инструментальные сборки
Фактически технологическая оснастка для станков с программным управлением подразумевает не столько сам инструмент, сколько целую сборку, состоящую из режущего инструмента (фрезы или сверла), вспомогательного приспособления для его крепления (патрона, оправки или адаптера) и базового держателя (например, Coromant Capto — рис. 2).
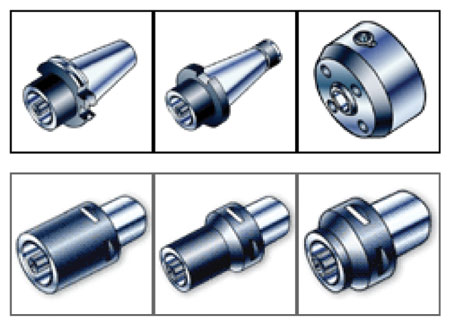
Рис. 2. Базовые держатели Coromant Capto (вверху) и адаптеры (внизу)
Вся эта конструкция хранится в магазине инструментов станка под определенным номером.
В Универсальном технологическом справочнике создать подобную модель не составляет особого труда, для этого имеется специализированный справочник «Инструментальные сборки». Он решает две задачи: хранение состава сборки для последующего учета и генерация 3Dмодели для верификации ЧПУпрограммы.
Для решения первой задачи необходимо лишь зарегистрировать инструментальную сборку и определить ее состав. В результате инструментальная сборка будет доступна для использования как в САПР ТП, так и в CAMсистеме и будет учтена в системе класса ERP. Для успешного решения второй задачи дополнительно необходимо добавить предварительно созданные 3Dмодели компонентов и описать сопряжение между ними (рис. 3).
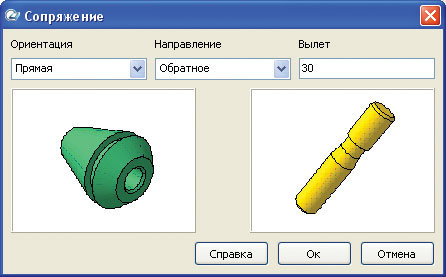
Рис. 3. Задание сопряжений между компонентами
Рассмотрим пример создания инструментальной сборки, состоящей из цангового патрона, цанги и фрезы. Для этого в справочнике «Инструментальные сборки» необходимо создать новую запись для инструментальной сборки, задать обозначение, комментарий, подключить растровое изображение.
На вкладке Состав инструментальной сборки создаем три записи, которые будут описывать последовательность сборки: Патрон — Цанга — Фреза. Для каждой записи из справочника выбирается нужная оснастка: патрон, цанга и фреза (см. рис. 1). Также для каждого компонента выбираем его сопряжение относительно предыдущего компонента.
Теперь, нажав кнопку Создать новую сборку, мы автоматически получаем 3Dмодель инструментальной сборки. Отметим, что нет необходимости строить 3Dмодель для каждого типоразмера фрезы каждого ГОСТа. Достаточно построить общую параметризованную модель для всех концевых фрез. По такому алгоритму строятся осевые инструментальные сборки.
Важно отметить, что взаимное расположение компонентов может быть отредактировано в ручном режиме уже после формирования 3Dсборки. Более сложно формализуемые сборки, например борштанга с расточными резцами, строятся вручную в КОМПАС3D и подключаются к инструментальной сборке.
Получив таким образом 3Dмодель инструментальной сборки, мы можем передать ее в CAMсистему и использовать для верификации процесса обработки.
Выше было сказано, что при регистрации инструментальной сборки необходимо подключить растровый слайд для визуального поиска в справочнике. Но если у данной сборки подключена 3Dмодель, созданная автоматически или вручную, то мы можем одним нажатием кнопки сохранить растровый слайд из имеющейся 3Dмодели. Данная функция актуальна как для самой инструментальной сборки, так и для ее составных частей.
Редактор управляющих программ
Как уже упоминалось, в системе ВЕРТИКАЛЬ есть возможность просмотра и редактирования управляющей программы на специализированной вкладке. Также это можно сделать в отельном окне с помощью Редактора управляющих программ (рис. 4).
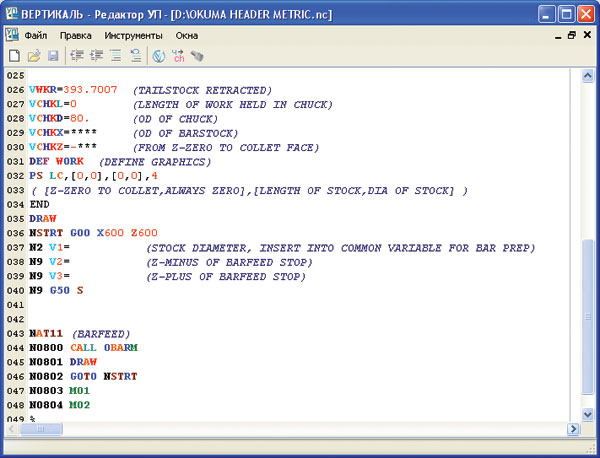
Рис. 4. Редактор управляющих программ
Помимо стандартных для таких редакторов опций цветовой подсветки синтаксиса G и Mкодов, координат, кадров и других операндов, доступны функции транслитерации текста, вставки инструмента из Универсального технологического справочника в код программы строкой «M06 T. », а также передачи данных в ВЕРТИКАЛЬ.
Добавленный инструмент со всеми параметрами можно в любой момент увидеть в Таблице инструментов. Каждая позиция инструмента связана со справочником.
Обладая таким расширенным специализированным функционалом, Редактор управляющих программ может оказаться полезным при создании простых управляющих программ и при небольшой коррекции уже созданных.
Технологическая документация
Новая версия подпрограммы ВЕРТИКАЛЬОтчеты позволяет производить аннотирование сформированных технологических карт. Аннотации могут делаться в виде Заметок к каждому листу и Примечаний к каждой ячейке (в последнем случае они имеют вид выносок — рис. 5). Аннотации сохраняются в файл заметок (*.ann).
При работе в комплексе решений АСКОН аннотирование также может производиться на вкладке Вторичное представление системы ЛОЦМАН:PLM. Быстрому позиционированию на страницах при просмотре карт способствует Панель навигации, как в Adobe Reader.
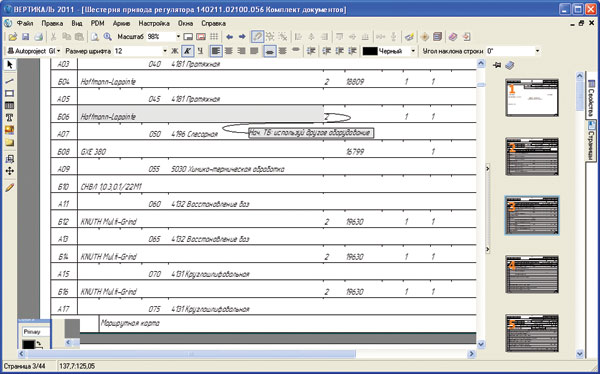
Рис. 5. Аннотирование комплекта карт
Улучшена работа ВЕРТИКАЛЬОтчеты с печатью карт большого формата. Например, карта формата А3 может быть размещена на нескольких листах формата А4 (рис. 6) или на одном листе А4 за счет уменьшения масштаба.
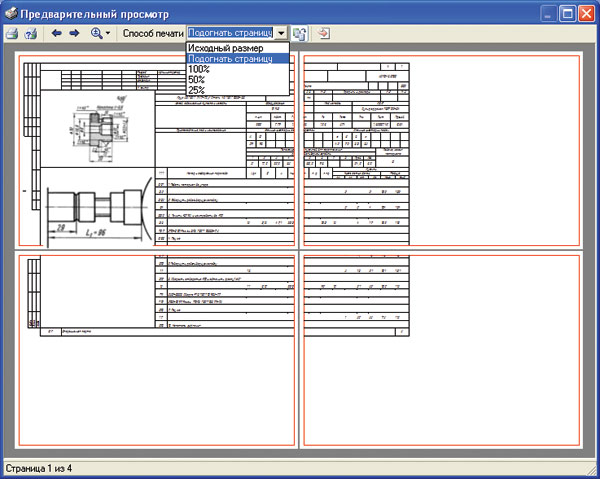
Рис. 6. Размещение карты формата А3 на страницах формата А4
В связи с развитием функционала системы по работе с операциями с ЧПУ также были настроены карты: ККИ и КН (карты наладки) по ГОСТ 3.140486. В КН выводятся инструменты, а в ККИ — код управляющей программы.
Обозначение документации
Говоря о документации, нельзя не упомянуть о важной доработке, заключающейся в автоматизированном заполнении поля Обозначение документа основной надписи карты (по ГОСТ 3.110382) — рис. 7.
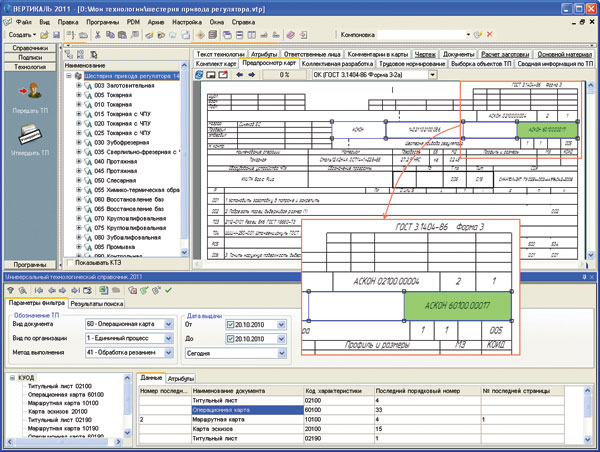
Рис. 7. Заполнение поля Обозначения документа в ВЕРТИКАЛЬ
Во время утверждения технологического процесса система автоматически создает обозначения всех технологических видов технологических карт, формируемых для данного ТП. Обозначения присваиваются согласно алгоритму, регламентированному ГОСТ 3.120185. Формируемые обозначения попадают в технологические карты и в Карточку учета обозначений технологической документации (КУОД), которую можно просмотреть и вывести на печать в специализированном справочнике КУОД, расположенном в Универсальном технологическом справочнике.
Модуль расчета операционного размера
Технологи уже привыкли при создании текста техпроцесса пользоваться вставкой размера как параметра технологического перехода. Использование технологических параметров в тексте переходов снижает вероятность ошибки и позволяет устанавливать связь с геометрическими параметрами на операционных эскизах. В предыдущей версии ВЕРТИКАЛЬ технологический (промежуточный) параметр можно было получить только для допуска формы и расположения по связанному линейному размеру согласно алгоритму, изложенному в ГОСТ 2464381.
В ВЕРТИКАЛЬ 2011 реализован расчет значения промежуточного параметра типа Размер. Суть его заключается в определении размера поверхности на текущей операции по значению размера этой же поверхности на последующей операции (рис. 8). Указав системе этот последующий размер, технолог выбирает из таблиц рекомендованный для данных условий обработки припуск.
Имея последующий размер и значение припуска, модуль рассчитывает необходимый технологический размер. Значения припусков занесены в ВЕРТИКАЛЬ из эмпирических таблиц справочной литературы технолога и актуальны для большинства случаев. Модуль открыт для занесения собственных данных по рекомендуемым припускам. Для более ответственных деталей или для деталей, выпускаемых в условиях массового производства, рекомендуется проводить полноценный размерный анализ.
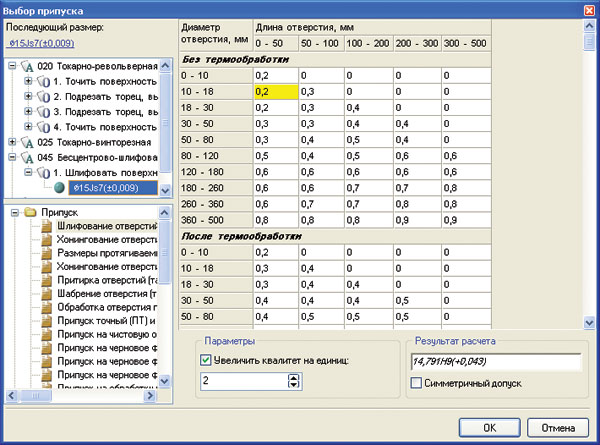
Рис. 8. Расчет операционного размера
КОМПАС3D: обратная связь
Говоря о параметрах текстового перехода, нельзя не упомянуть об одной новой существенной особенности. С самого начала своего развития ВЕРТИКАЛЬ может импортировать размеры из КОМПАС3D. От версии к версии возможности импорта пополнялись другими параметрами текста перехода. А в версии 2011 интеграция с КОМПАС3D стала двусторонней! Теперь можно импортировать такие технологические параметры, как размеры, включая параметризованные с 3Dмодели, обозначения шероховатости, допуски формы и расположения, и другие — из техпроцесса в графический документ КОМПАС3D и обратно.
Эскизы
ВЕРТИКАЛЬ в качестве эскизов может использовать документы КОМПАС, OLEобъекты и графические файлы, причем одновременно. А переключение режима с КОМПАС на OLE высвобождает лицензию КОМПАСГрафик — таким образом, графический редактор используется только тогда, когда это необходимо.
Обновились и способы создания эскизов: из чертежа, другого эскиза, 3Dмодели, на основе шаблона, со сканера и с экрана (рис. 9). Последний способ особенно актуален для UNIX CADсистем, не поддерживающих OLEтехнологию, и для CAMсистем, когда создание эскиза трудоемко, а поясняющее графическое изображение необходимо для карт наладки.
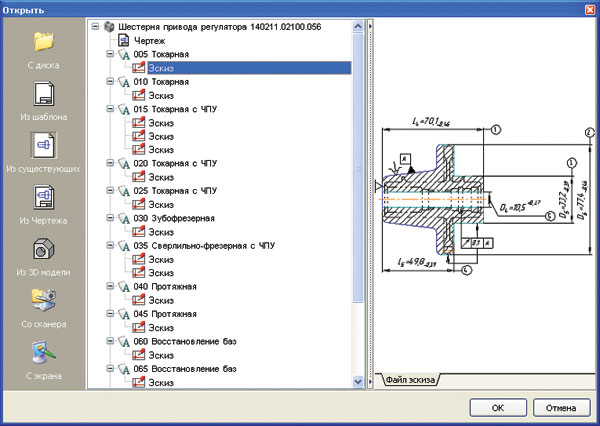
Рис. 9. Опции добавления эскиза
Кроме того, появилась возможность просмотра в отдельном окне эскизов со всех операций техпроцесса. Опция называется Навигация по эскизам и запускается из Панели вызова справочников и программ (рис. 10).
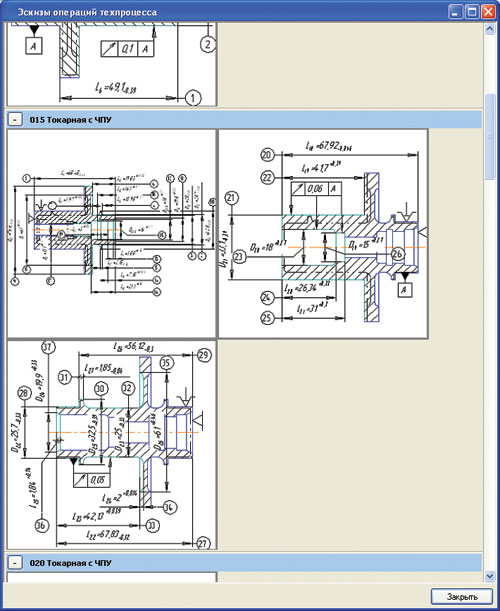
Рис. 10. Навигация по эскизам техпроцесса
Система расчета режимов резания
Система расчета режимов резания предназначена для расчета режимов обработки, основного (машинного) и вспомогательного времени на основной переход.
В этой версии система претерпела ряд изменений. Самое главное усовершенствование заключается в изменении идеологии работы системы при недостаточных входных данных: она предлагает пользователю выбрать наиболее близкие значения из таблицы.
Второе изменение касается даже не самой системы, а порядка ее лицензирования. Теперь Система расчета режимов включена в состав ВЕРТИКАЛЬ.
Среди прикладных наработок можно отметить появление новых блоков расчетов по шлифованию:
- плоское шлифование периферией (торцом) круга на станках с круглым (прямоугольным) столом;
- круглое шлифование (продольное и врезанием);
- внутреннее шлифование отверстий;
- бесцентровое шлифование (с продольной и радиальной подачей).
А также двух блоков расчетов по разрезке:
- на ленточноотрезных станках;
- на ножовочных станках.
В основе алгоритмов уже традиционно лежат только наиболее полные методики расчета режимов резания из справочников:
- Общемашиностроительные нормативы режимов резания: В 2х т./ А.Д. Локтев, И.Ф. Гущин, В.А. Батуев и др. М.: Машиностроение,1991;
- Кащук В.А., Верещагин А.Б. Справ. шлифовщика. М.: Машиностроение, 1988. 477 с.;
- Веселовский С.И. Разрезка материалов. М.: Машиностроение, 1973. 360 с.
- Барановский Ю.В. Режимы резания металлов: Справ. М.: Машиностроение, 1972.
При необходимости система может быть настроена на работу по любой методике. А реализованная методика может легко транслироваться на филиалы предприятия с помощью механизма импорта/экспорта настроек через XMLфайл.
Создание операций по шаблонам
Каждому технологу от техпроцесса к техпроцессу приходится использовать собственные наработанные данные. В этом ему успешно помогают модули: Библиотека пользователя, Сравнение технологий, Фрагменты ТП и т.д. А теперь одним из таких средств стала функция автоматизированного создания операций. Суть ее в том, что при добавлении операций Контроля, Комплектования или Промывки в техпроцесс, помимо самих операций, добавляются Контролируемые параметры для размеров с признаком «окончательный», объекты комплектования, а также переходы и позиции вспомогательных материалов.
Персональная компоновка
Опытные пользователи всегда стремятся настроить «под себя» программу, которой постоянно пользуются. Важно, чтобы интерфейс не мешал, а способствовал быстрой и продуктивной деятельности. ВЕРТИКАЛЬ старается соответствовать этому требованию: в новой версии появилась настройка Компоновки.
Технолог может назначить отображение лишь необходимых полей, окон и вкладок — одним словом, создать необходимую ему компоновку. Она может быть применена для текущего пользователя в рамках данного техпроцесса или «без рамок» — для всех создаваемых техпроцессов.
Проверка техпроцесса
По завершении проектирования техпроцесса возникает задача проверки данных. Она может быть осуществлена самим технологом, руководителем технологического бюро, нормоконтролером и другими лицами, согласующими или утверждающими техпроцесс.
ВЕРТИКАЛЬ предоставляет три варианта проверки. Первый вариант — это проверка соответствия маршрута в техпроцессе ВЕРТИКАЛЬ расцеховочному маршруту, заданному в системе управления инженерными данными ЛОЦМАН:PLM.
Второй вариант — проверка использованных в текущем техпроцессе справочных данных на актуальность, то есть на соответствие данных из техпроцесса данным, хранящимся в справочниках. Проверка может сослужить добрую службу в тех случаях, когда вновь запускается в производство ранее созданный техпроцесс и необходимо в короткий срок провести ревизию: определить, все ли позиции технологического оснащения в данный момент применяемы на производстве.
Последний вариант проверки, по сути, представляет собой автоматизированный нормоконтроль. В его идеологии заложена проверка на соответствие пунктам ГОСТ 3.111679 «Нормоконтроль» (рис. 11).
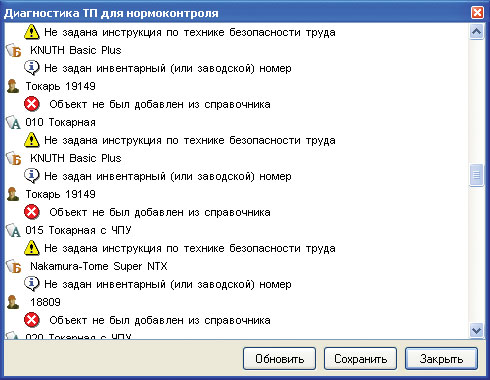
Рис. 11. Результаты проверки для нормоконтроля
Важно сказать, что большинство пунктов этого ГОСТа, применимого к техпроцессам в целом, реализуются автоматически, за счет использования САПР ТП, а другие пункты, поддающиеся автоматизации, выполняются в рамках данной опции.
Все три варианта проверок завершаются выводом списка замечаний и отклонений от нормы, подобно тому, как показано на рис. 11.
Источник: sapr.ru