

Электронный курс включает сведения о правилах и проведении подготовительных работ по организации сборки, испытаниях и регулировке промышленного оборудования, способах устранения деформаций при термической обработке и сварке, правилах выполнения слесарной обработки деталей, способах термообработки и доводки деталей, способах предупреждения и устранения деформации металлов и внутренних напряжений при термической обработке и сварке.
Для закрепления изученных сведений предусмотрены тесты и практические задания.
Комплекс может использоваться для обучения лиц с ОВЗ.
Основные разделы курса
Раздел 1. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА. ГИГИЕНА ТРУДА. ПОДГОТОВКА ДЕТАЛЕЙ К СБОРКЕ. КОНТРОЛЬ КАЧЕСТВА
1.1. Подготовка рабочего места
1.2. Безопасное выполнение сборочных работ
1.3. Режимы труда и отдыха
1.4. Подготовка деталей к сборке
Конвейерная сборка двигателей «Лифан». Подробный обзор всех этапов на линии. Проверка, настройка…
1.5. Технические требования к машинам, сборочным единицам и деталям
1.6. Контроль качества сборки
Раздел 2. СБОРКА УЗЛОВ И МЕХАНИЗМОВ МАШИН. ВЫЯВЛЕНИЕ И УСТРАНЕНИЕ ДЕФЕКТОВ
2.1. Неподвижные неразъемные соединения
2.2. Неподвижные разъемные соединения
2.3. Механизмы вращательного движения
2.4. Механизмы передачи движения
2.5. Механизмы преобразования движения
2.6. Механизмы поступательного движения
2.7. Гидравлические и пневматические приводы
2.8. Грузоподъемные устройства
Раздел 3. РЕГУЛИРОВКА И ИСПЫТАНИЕ СОБИРАЕМЫХ УЗЛОВ И МЕХАНИЗМОВ МАШИН, ОБОРУДОВАНИЯ И АГРЕГАТОВ. КОНСЕРВАЦИЯ
3.1. Испытание оборудования
3.2. Окраска и отделка
3.3. Консервация и упаковка
Интерактивная коллекция – 15 элементов
Справочные материалы:
Практические задания
Тесты текущего контроля
Итоговое тестирование
Интерактивные практические задания:
- Зависимость времени пребывания рабочего в зонах электрических полей от напряженности электрического поля
- Виды загрязнения деталей и способы их устранения
- Затяжка групповых резьбовых соединений
- Виды соединений при электродуговой сварке
- Основные виды заклепок
- Шлицевые соединения
- Штифтовые соединения
- Фитинги и фланцы для соединения труб
- Жесткие соединительные муфты и их применение
- Сборка муфт
- Сборка карданной передачи
- Виды цепных передач
- Устройство ходового винта
- Контроль качества сборки шатунной группы
- Способы соединения поршня с шатуном с помощью поршневого пальца
- Сборка клапанной группы
- Порядок затягивания гаек шпилечного соединения при общей сборке двигателя внутреннего сгорания
- Направляющие скольжения
- Устройство лопастного насоса
- Сборка регулирующих устройств гидравлического привода
- Элементы гидравлического привода
- Виды отводных блоков
- Способы зачаливания каната на крюк
- Ручные сигналы опускания и подъема грузов
- Проверка токарного и консольно-фрезерного станка на геометрическую точность
Чтение Сборочного Чертежа | ПОШАГОВАЯ ИНСТРУКЦИЯ!
Интерактивные лабораторные работы:
Лаб. работа №1 «Механизмы преобразования движения» — 3 варианта выполнения
Лаб. работа №2 «Испытание трубопровода на прочность» — 3 варианта выполнения
Каждая лабораторная работа содержит:
Цель
Ход работы с вариантами выполнения
Особенности и преимущества
ЭУМК разработан в двух основных версиях:
УНИВЕРСАЛЬНАЯ СЕТЕВАЯ ВЕРСИЯ (Windows-приложение)
Предусмотрены возможности:
— дополнять готовый комплекс собственными наработками в любом популярном формате, выстраивать сценарии (планы) проведения занятий на любой период времени с добавлением материалов самого комплекса или внешних файлов;
— редактировать тестовую базу;
— управлять со своего рабочего места компьютерами студентов во время работы в локальной сети (проводить групповое тестирование, назначать задания всей группе или отдельным студентам, получать результаты тестирования, анализировать полученные результаты на основании статистики правильных ответов).
Лицензия на 2 места (сервер с подключением любого кол-ва компьютеров в одной локальной сети + дополнительный компьютер для работы преподавателя)
ВЕРСИЯ ДЛЯ СДО (для систем дистанционного обучения — WEB-приложение)
Предусмотрена возможность встраивания в любую LMS (Learning management system / Систему управления учебным процессом), поддерживающую стандарт SCORM, в том числе Moodle.
Лицензия на сервер (любое кол-во пользователей в рамках организации)
Целевая аудитория:
- студенты учебных заведений, обучающиеся по направлению «Мастер слесарных работ»;
- преподаватели средних специальных и высших учебных заведений;
- слушатели курсов переподготовки и повышения квалификации кадров;
- слушатели в учебных центрах.
Источник: www.tacis-dipol.ru
Программа сборка регулировка и испытание сборочных единиц

Сборка и испытание сборочных единиц
После дефектации детали, годные для дальнейшей работы, направляют на рабочие места сборки или комплектования. Сборка машин и сборочных единиц при ремонте принципиально не отличается от сборки при их изготовлении. Меняются лишь организационные формы и соотношения трудоемкости отдельных видов работ.
Сборка после ремонта производится в той же последовательности и с той же тщательностью, как и сборка нового изделия. Для сборки используются только детали, поступающие из комплектовочного отделения и имеющие клеймо ОТК. Все отверстия сборочных единиц пневматических и гидравлических систем для предохранения их от пыли, грязи должны быть заглушены технологическими пробками, которые извлекаются непосредственно перед сборкой.
Различают три основных принципа сборки:
а) полной взаимозаменяемости;
б) ограниченной взаимозаменяемости;
в) индивидуальной пригонки.
При полной взаимозаменяемости размеры деталей выдерживают с точностью, обеспечивающей их сборку без пригонки. Сборка сводится к простому соединению деталей и может выполняться рабочими невысокой квалификации. Однако для этого необходима высокая точность обработки деталей.
В тех случаях, когда высокая точность обработки деталей становится неэкономичной, применяют подборку и частичную пригонку деталей друг к другу. При ремонте строительных машин используется сборка с подбором парных сопрягаемых деталей или селективная (выборочная) сборка. Различают три вида селективной сборки: непосредственную, групповую и комбинированную.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
- Машины для транспортирования бетонных смесей и растворов
- Смесительные машины и установки
- Основные принципы современного строительства
- Система зажигания двигателей. Приборы освещения и сигнализация
- Рабочие органы и процессы машин для земляных работ
- Рабочие органы, процессы дробления и измельчения пород
- Рабочие органы и процессы бурильных машин
- Классификация грунтов и пород по трудности их разработки
- Некоторые физико-механические свойства грунтов
При непосредственной сборке сборщик подбирает такую пару деталей из всех доставляемых на сборку, которая дает требуемую посадку. При групповой сборке все детали предварительно рассортировывают на группы таким образом, чтобы в каждой из них были сопрягаемые детали с определенными полями допуска, обеспечивающими получение посадок с большей точностью, чем точность изготовления деталей. В тех случаях, когда требуется получить соединение еще большей точности, производят комбинированную подборку деталей. В этом случае при соединении деталей одноименных групп подбирают пары внутри группы, а иногда и совместную притирку контактирующих поверхностей выбранных деталей. В этом случае подобранные детали связывают проволокой или маркируют, после чего направляют на сборку.
Предварительный подбор сопряженных деталей в значительной степени определяет качество последующей сборки сборочных единиц. Детали подбирают для каждой сборочной единицы по размерам с соблюдением заданного зазора и посадки, а в некоторых случаях по массе (поршни, шатуны) и бесшумности работы. У деталей передач проверяют посадку шкивов и звездочек соответственно на ведущих и ведомых валах и их взаимное положение.
При ремонте строительных машин и оборудования на местах их использования сборку отдельных сборочных единиц чаще всего производят путем подбора парных деталей (принцип ограниченной взаимозаменяемости) и пригонки соединяемых деталей слесарно- механической обработкой (принцип индивидуальной пригонки).
Сборочные процессы принято для наглядности изображать в виде схем, на которых указывают последовательность сборки деталей, что значительно упрощает процесс сборки. На схеме детали изображают в виде прямоугольников, в которые вписывают индекс, наименование и количество деталей. Все детали сборочной единицы представлены в порядке их введения в технологический процесс сборки.
На рис. 21.4. приведены сборочные чертежи подвесного блока, на рис. 21.5 — развернутая схема, отражающая последовательность сборочных операций.
Выбор и назначение последовательности сборки деталей зависят, прежде всего, от конструкции собираемой сборочной единицы.
Из возможных вариантов последовательности сборки объекта выбирается такой, который является наиболее технически и экономически целесообразным для данной конструкции сборочной единицы.
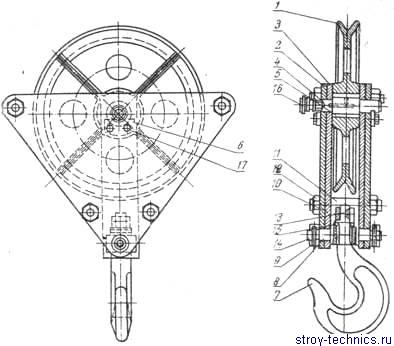
Рис. 21. 4. Подвесной блок:
1 — блок; 2 — полоса; 3 — щека; 4 — ось; 5 — втулка; 6 — шпонка; 7 — крюк; 8 — траверса; 9 — кольцо; 10 —тайка-, 11 — связь; 12 — гайка; 13 — винт; 14 — конический штифт; 15 — шарикоподшипник; 16 — масленка; 17 — болт.
Все детали перед их установкой протирают ветошью, обращая особое внимание на чистоту смазочных каналов. Все трущиеся и резьбовые поверхности деталей смазывают солидолом УС (ГОСТ 1033—73) или С (ГОСТ 4366—76). Войлочные сальники пропитывают в соответствующем растворе (ОСТ 22-7-73).
При сборке деталей с подвижной посадкой должно быть обеспечено свободное перемещение сопрягаемых деталей без заеданий. Подвижные шестерни и кулачковые муфты должны передвигаться по шлицам валов без заеданий. Запрещается наносить удары стальными молотками и кувалдами непосредственно по сопрягаемым поверхностям деталей.
Прокладки должны равномерно прилегать к сопрягаемым поверхностям.
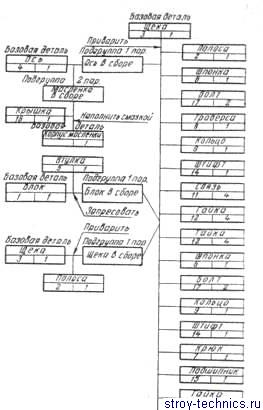
Рис. 21.5. Схема сборки подвесного блока.
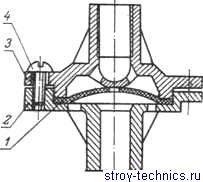
Pиc. 21.6. Клапан быстрого от- тормаживания:
1 — диафрагма; 2 — крышка; 3 — корпус; 4 — винт.
Для облегчения монтажа подшипников качения на вал их нагревают перед установкой в масляной ванне на 80…100°С. Подшипники должны быть расконсервированы непосредственно перед монтажом, промыты, продуты сжатым воздухом и смазаны чистым маслом. При посадке подшипники должны быть вплотную запрессованы до торца заплечика вала или корпуса.
Усилие запрессовки должно передаваться непосредственно на кольцо подшипника, которое монтируется с натягом. Нельзя передавать усилие запрессовки через шарики или ролики. После сборки полости подшипников качения заполняют солидолом С (ГОСТ 4366—76).
При сборке составных частей и деталей сборочных единиц с помощью резьбовых соединений рекомендуется затягивать гайки, винты или болты по диагонали сначала предварительной, а затем окончательной затяжкой. Болты и гайки рекомендуется затягивать ключами только соответствующего размера (без удлинителей); болты должны выступать из гаек на 2…3 нитки резьбы. Замена одной стопорящей детали другой (например, шплинта контргайкой) не допускается. Замковые (стопорные) шайбы должны быть плотно зажаты гайками, а усики — плотно прилегать к граням гайки и детали.
Шпонки должны быть плотно пригнаны посадочными поверхностями к пазам.
При сборке с применением компенсаторов необходимую точность соединения получают за счет изменения размера одного из элементов, входящих в сборочную единицу в процессе сборки. Установку компенсаторов предусматривают при конструировании сборочной единицы. Компенсаторы воспринимают на себя отклонения в размерах, полученных на сопрягаемых деталях. Они позволяют регулировать сопряжения в пределах заданной точности. Прокладки должны быть расположены так, чтобы при необходимости регулирования обеспечился свободный доступ к ним.
По окончании сборки наиболее ответственные сборочные единицы машины испытывают. Для строительных машин к таким сборочным единицам относятся: двигатели внутреннего сгорания, коробки передач, редукторы, гидроприводы, пневмоприводы, компрессоры, насосы, лебедки.
Испытания сборочных единиц могут быть производственные и контрольные. Производственные испытания проводят для проверки качества ремонта и сборки сборочной единицы и взаимной приработки собранных деталей, а контрольные — с целью определения соответствия сборочной единицы установленным техническим условиям. В процессе контрольных испытаний перед отправкой на общую сборку ответственные сборочные единицы проходят кинематическую обкатку, т. е. обкатку вхолостую. При этом сборочные единицы регулируют и снимают необходимые характеристики (мощность, частоту вращения, расход эксплуатационных материалов и др.).
Источник: stroy-technics.ru
Публикация: Рабочая программа профессионального модуля ПМ.02. «Сборка, регулировка и испытание сборочных единиц, узлов и механизмов машин, оборудования, агрегатов механической, гидравлической, пневматической частей изделий машиностроения»

Запросить рецензирование можно только после оплаты предоставления печатных документов о публикации!
После оплаты Вам моментально предоставляется именное «Свидетельство о публикации» и «Справка о публикации материала в СМИ» В соответствии с пп. 36, 37 Приказа Минобрнауки РФ №276 «Об утверждении Порядка проведения аттестации педагогических работников» является подтверждением транслирования в педагогических коллективах опыта практических результатов своей профессиональной деятельности, в том числе экспериментальной и инновационной. установленного образца в печатном качестве, которые Вы можете приложить к портфолио и предъявить при прохождении аттестации. Без оплаты доступно скачивание изображения Свидетельства в качестве, достаточном для просмотра (формат JPG, разрешение 434х614 пикселей). После оплаты доступны к скачиванию документы в высоком качестве, в формате PDF, A4, 300 DPI.
Дополнительно печатный вариант документов защищается QR-кодом.
Даже без оплаты Вы можете разместить в социальных сетях изображение своего Свидетельства о публикации.
Поделитесь своими успехами с коллегами!
Источник: www.pedalmanac.ru