
Токарная ЧПУ Siemens Sinumerik 840D sl: создание режущего инструмента [шот 02]
Всем доброго времени суток!
Это проект Открытого технического образования «Политех 2.0».
Вот наша история и идеология.
Ну а после непродолжительной паузы мы продолжили выкладывать видео по ЧПУ и вот очередной вводный шот.
Сразу просьба отписать в комментариях — стоит ли дублировать здесь, на Хабре текстовый обучающий материал, или лучше отписывать новое и события этапов развития нашего проекта. Просто у нас есть в заготовках материалы по CAD/CAM системам, которые не достойны отдельного видео, но возможно были бы интересны Вам!
В данном видео я хотел бы рассказать о том, как создавать режущий инструмент, необходимый для программирования токарной обработки в системе ЧПУ Siemens Sinumerik 840D Sl.:
Данная статья несколько дополнит сам видеоролик и его контент, так что если появились вопросы — милости просим подкат.
Итак! Вы уже видели ранее как устроено окно ЧПУ и его основные функциональные клавиши, а теперь перейдем к процессу создания инструмента.
SINUMERIK 840D: проектирование и отладка управляющих программ
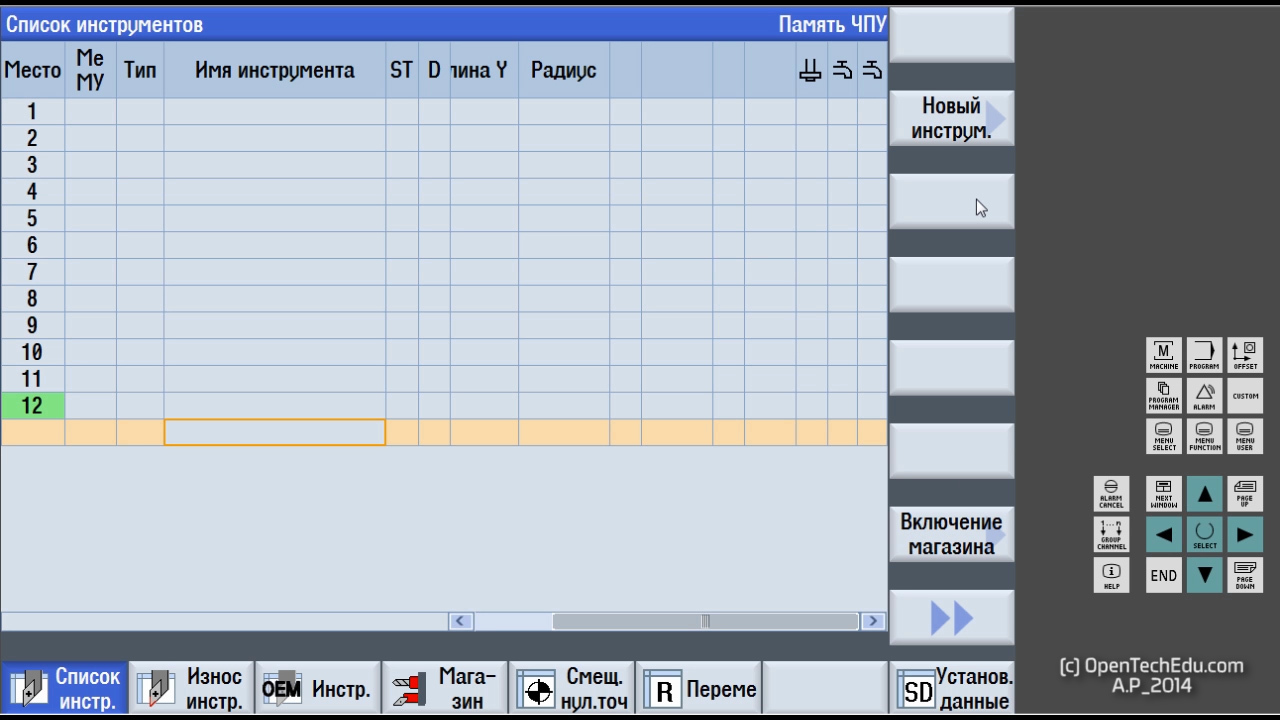
При нажатии кнопки Offset открывается окно менеджера режущего инструмента установленного на вашем станке. В моем случае – это эмулятор токарного станка с 12-ти позиционной револьверной головкой, в которую устанавливается режущий инструмент. Пример подобной головки показан на рисунке:

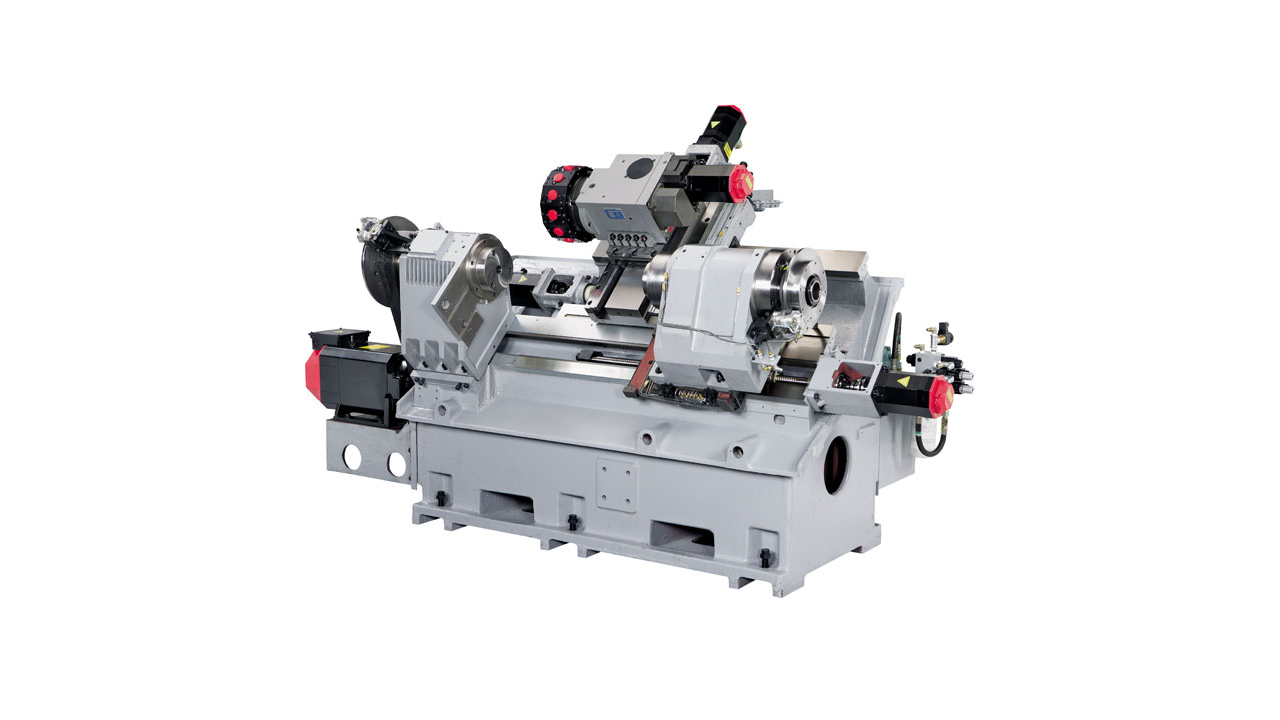
Сам инструмент устанавливается в блоки, которые правильно называются оснасткой. Блоки бывают разные: от обычных для закрепления в них державок резцов до приводных, в которые вы можете устанавливать вращающийся инструмент, например, сверло или фрезу. В обычных блоках под резцы имеется паз шириной, равный ширине державки (наиболее распространенные размеры: 20х20 мм и 25х25 мм). В этот паз устанавливается сам резец в сборе. На резец крепится твердосплавная пластина, которая и осуществляет процесс резания.

Разница обычных блоков в том, что для обработки ими используется вращение токарного шпинделя станка, при этом инструмент в блок жестко закреплен. А у приводных блоков – вращается сам инструмент и заготовка детали может быть жестко зажата в токарном патроне. Бывают случаи, когда вращается инструмент в приводном блоке и при этом вращается токарный патрон – это происходит, например, при фрезеровании каких-либо контуров. На рисунке вы можете увидеть хвост блока с шестеренкой на конце — это ось через которую передается вращение на режущий инструмент. Блок на рисунке — для вертикальной обработки (ось вращения инструмента перпендикулярна оси вращения детали), а еще бывают горизонтальные блоки, где оси вращения инструмента и детали параллельны.

Пример использования приводного блока вертикальной компоновки — фрезерование шпоночного паза на наружном диаметре детали, а горизонтального — получения шестигранника на торце детали (как, например, у болта).
Старт программы с нужного кадра Sinumerik/SIEMENS
Итак, создадим самый простой инструмент – токарный резец, который будет использоваться нами при обработке торца детали и точения ее наружного диаметра. Для этого переходим в окно Offset в случае, если вы находились в каком то другом окне, нажимаем клавишу «Список инстр» и переходим в низ списка (после пронумерованных строк). При выделении пустой строки внизу списка становится активной кнопка «Новый инструм» в правом столбце функциональных клавиш.
Откроется окно выбора типа инструмента. Как видите на токарный станок с ЧПУ можно установить много разного режущего инструмента. Нам для понятия принципа и алгоритма действия пока достаточно создать черновой токарный инструмент. Выбираем «Черновой инстру» и у нас подсветился один из четырех квадратиков с отображением положения режущей кромки. В чем разница между этими четырьмя картинками?
Токарные станки с ЧПУ бывают с одним или двумя токарными шпинделями. Для обработки детали в каждом из шпинделей используется свой вид положения инструмента. Если визуально посмотреть на станок, то левый шпиндель как правило является основным или первым, а правый — дополнительным или вторым.
Деталь, которую мы будем обрабатывать в течение всего курса будет установлена в первый шпиндель, а соответственно положение инструмента у нас будет описываться первым и третьим квадратиком. Разницу между ними описывать пока не буду – т.к. сейчас мы создадим инструмент с первым видом положения, а на следующих уроках будем создавать инструмент третьим. В двух словах – первый вид используется при наружной обработке:
а второй при внутренней:

Выбрав необходимое положение, нажимаем на кнопку ОК. Система ЧПУ попросит нас ввести соответствующее имя инструмента. Вы можете ввести туда любое слово так, чтобы вы понимали, какой именно инструмент создали, но в случае, если за станком работаете не только вы один, то стоит использовать понятное другому человеку описание создаваемого инструмента. В нашем случае оно будет вида: O_ROUGH_80_08.
Вот, что это означает:
О — Outside (наружная обработка)
ROUGH — roughing (черновая обработка)
80 — угол между кромками пластины
08 — радиус скругления пластины 0.8 мм
Наш инструмент успешно создан, теперь его надо описать набором соответствующих параметров. Длина Х – это положение режущей кромки по координате Х, длина Z – по координате Z, а длина Y – по координате Y. Обе этих величины получаются измерением инструмента на станке.
Мы работаем в симуляторе, поэтому в нашем случае достаточно указать приближенные значения.
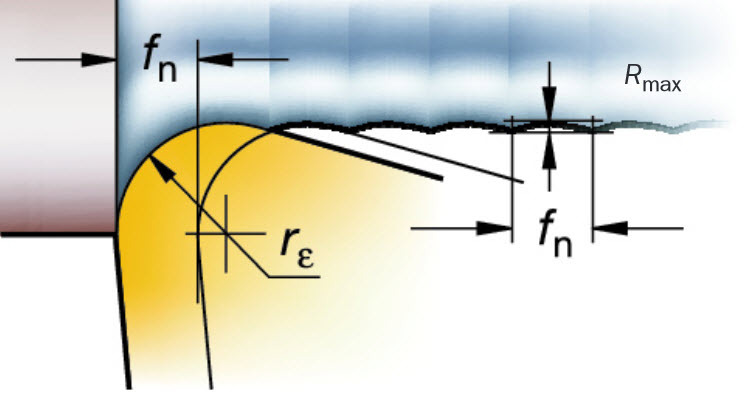
Радиус – это радиус скругления режущей кромки резца. Для черновых резцов он как правило колеблется от 0.8 до 1.6. Установим 0.8.
Стрелка указывает нам на направление установки резца. Оно по умолчанию совпадает с нашим направление резца, установленного на станке.
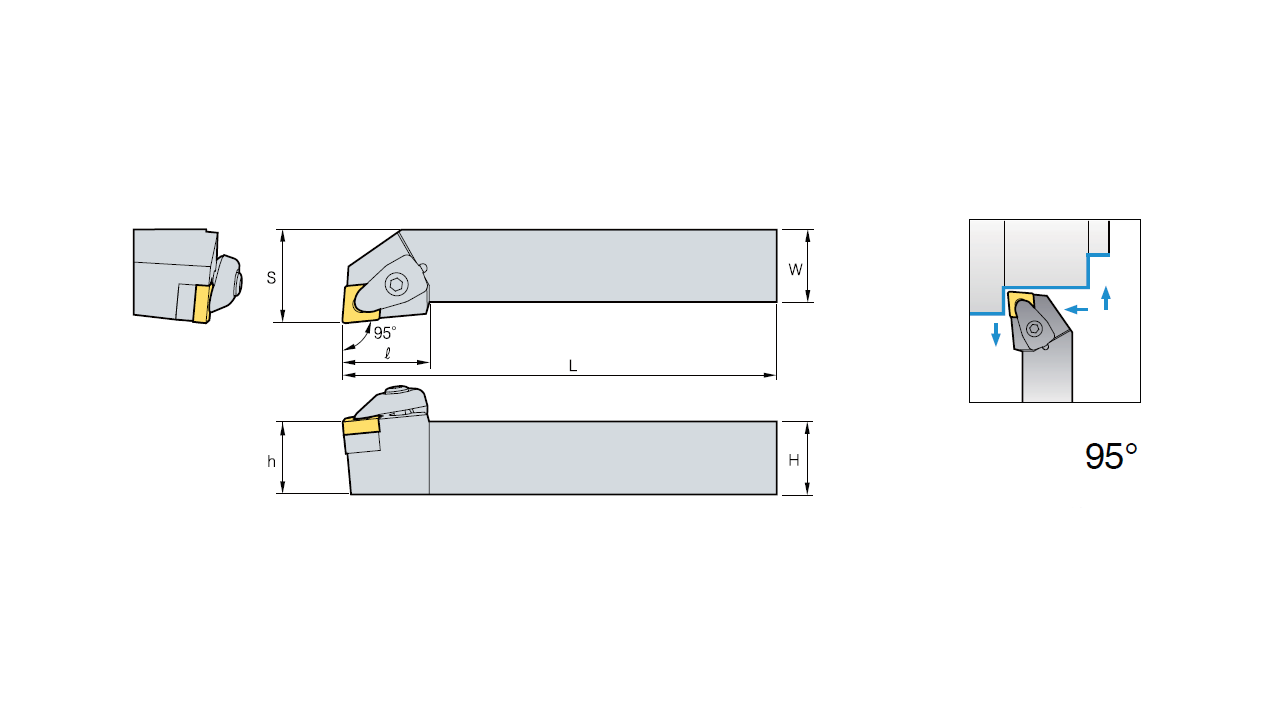
Угол державки – это главный угол в плане и он на каждом резце свой – поэтому советую предварительно изучить каталог поставщика режущего инструмента – там она показан наглядно. В нашем случае можно оставить 95 градусов.
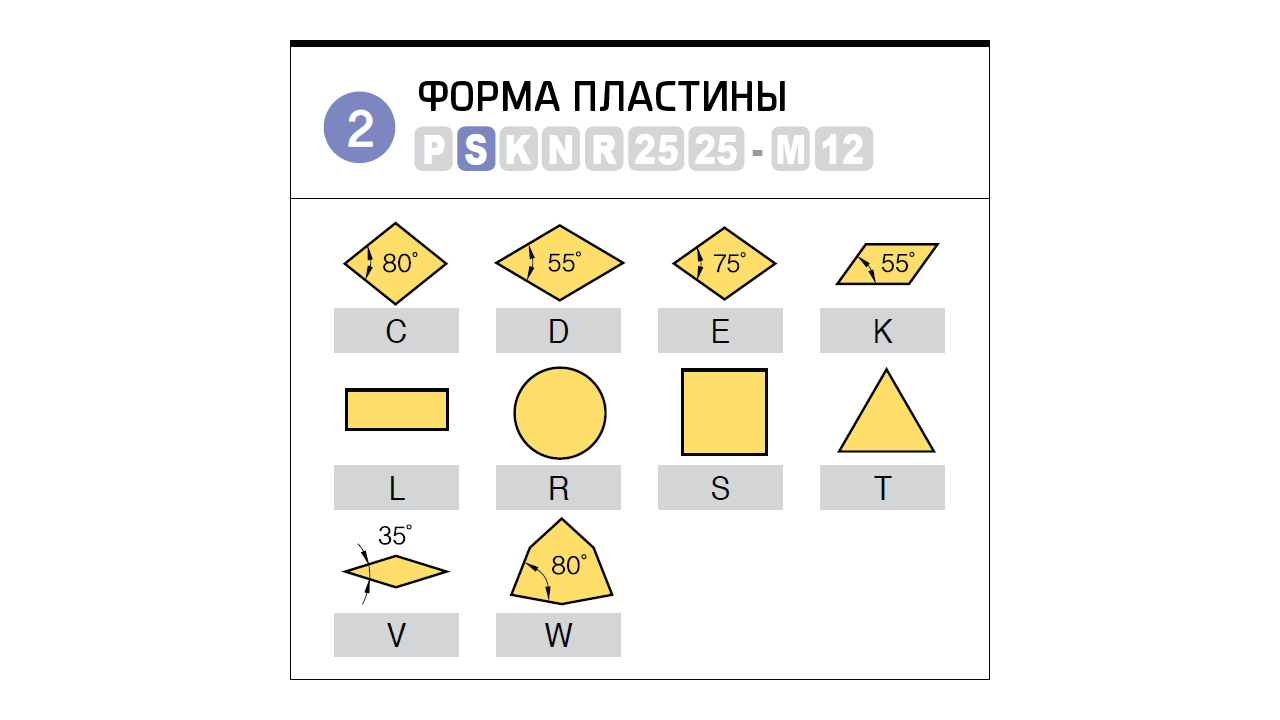
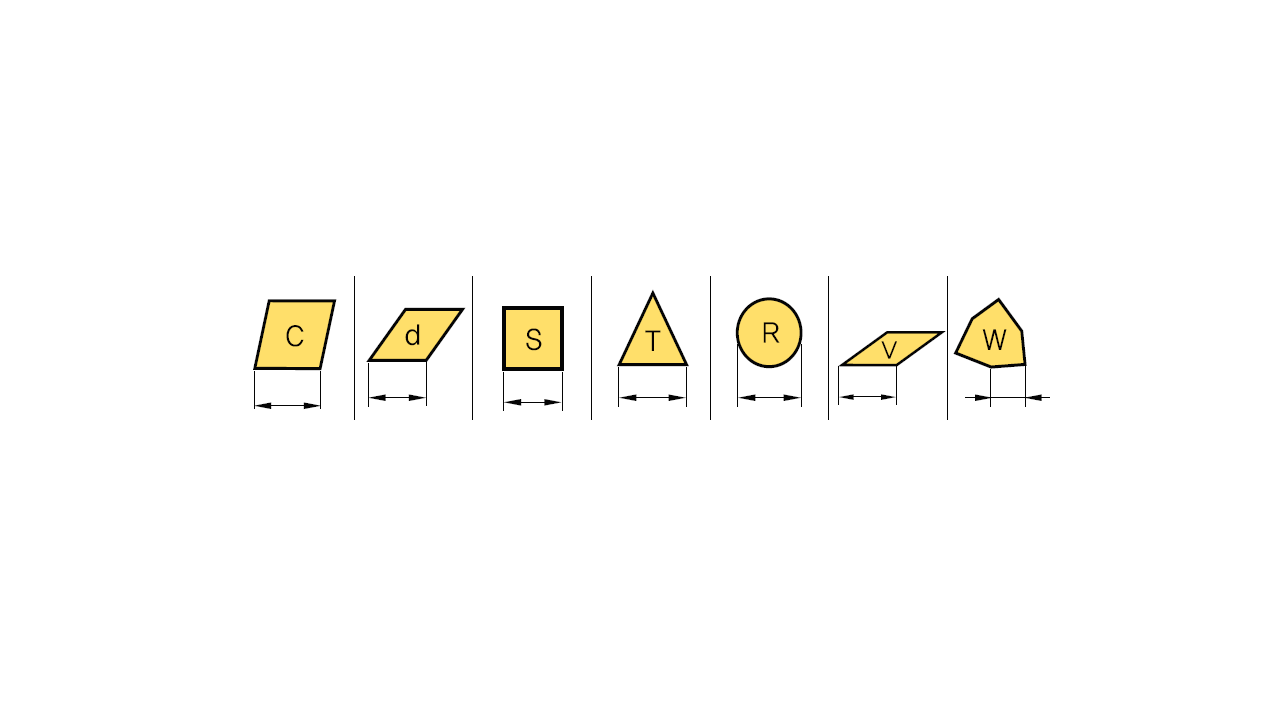
Цифра 80 – означает угол между режущими кромками на пластине резца. Для черновой обработки наиболее часто используется пластина в виде ромба с углом между гранями равным 80 градусам. На рисунке вы можете увидеть, какие геометрии пластин доступны. Стоит отметить, что чем тупее кромка — тем выше стойкость инструмента (т.е. он прослужит дольше).
Однако тупее — не значит, что инструмент не будет резать материал заготовки. Тупыми называют кромки с радиусом скругления от 0.8 и выше, а также, например, круглые пластины. Такой инструмент используется для черновой обработки, а в свою очередь инструмент с острой кромкой — для чистовой обработки. Разница в данных обработках — нагрузка на пластину. При черновой обработке вы можете за один раз (проход) снимать больше количество материала, а вот при чистовой обработке — намного меньше и при меньших режимах резания.
Длина пластины, установленная у нас величиной 11 мм равна длине режущей кромки. Можно непосредственно померить саму пластину или также посмотреть каталог.
Стрелочка по часовой стрелке или против часовой стрелки соответствует направлению резания. Оно зависит от типа установленной державки и имеет всего два значения – левое или правое. В нашем случае установленная стрелочка против часовой стрелки соответствует левому вращению шпинделя, а по часовой – соответственно правому его вращению. Здесь стоит смотреть на то, какая державка установлена для обработки — если в конце обозначения державки по ISO стоит буква R — то эта державка правая, а если L — то державка левая. Направление вращения будет зависеть, но есть одно золотое правило: «направление вращения заготовки всегда должно быть на кромку пластины»
Два краника и поля под установку галочек отвечают за включение охлаждения при резании нашим инструментом. Как правило, первая галочка отвечает за подачу жидкости снаружи (поливом), а вторая – через инструмент. Однако же этот момент лучше уточнять у производителя станка.
Ну вот и все! Нами успешно создан первый режущий инструмент, которым мы будем обрабатывать нашу деталь в последующих уроках.
Подписывайтесь на канал и ставьте лайки.
Хороших вам знаний! Ждем Ваших предложений и критики!
- cad
- cam
- политех 2.0
- открытое техническое образование
Источник: habr.com
Система чпу siemens
Станки с числовым программным управлением остаются основными компонентами производственного процесса деталей. Высокая эффективность программного обеспечения для производства сочетаясь с новыми системами ЧПУ и станками позволяет реализовать цепочку процессов, обеспечивающую максимальную производительность предприятия.
Компания Siemens является признанным лидером в области передовых технологий управления станками.
Компания Siemens предлагает модульную систему Sinumerik Simodrive Включающую в себя семейство систем управления Sinumerik 802/810/840 C/D/Power Line, силовые преобразователи Simodrive и синхронные/асинхронные двигатели.
Основные системы ЧПУ Sinumerik SINUMERIK 802S base line это СЧПУ, разработанные для использования с макс. 3 шаговыми приводами и одним аналоговым шпинделем.
Область применения — простые токарные и фрезерные станки, предъявляющие достаточно простые требования к приводной технике. Это позволяет использовать шаговые электродвигатели и связанные с ними преимущества простой конструкции и одновременно хороших результатов по точности и надежности конструкции. SINUMERIK 802C base line это СЧПУ, разработана для использования с макс. 3 аналоговыми приводами и одним аналоговым шпинделем.
Область применения
Простые токарные и фрезерные станки и модернизация. Здесь существует возможность использования соответствующих простых приводов с датчиками TTL или резольверами. Соответствующим примером являются приводы SIMODRIVE base line.
SINUMERIK 802S manual machine/802C manual machine позволяют оператору управлять обычными токарными станками через маховички и предложенные графические циклы. Сохраняемые циклы позволяют достаточно просто осуществлять повторяющуюся обработку претенциозных контуров.
Привычное простое управление токарного станка полностью сохраняется. Но производительность, точность и простота могут быть увеличены. SINUMERIK 802D base line это СЧПУ, разработанная для использования с 2 цифровыми приводами и одним цифровым/аналоговым шпинделем (без оси С).
Область применения компактные токарные станки с соответствующими требованиями к точности, простоте и надежности, необходимыми для этого класса станков. В базовый пакет также входит совместимая с11 PROFIBUS 2.х осевая управляющая плата SIMODRIVE 611 universal E HR уже включен в базовый пакет. С модулем ADI 4 (Analog Drive Interface for 4 Axes), подключаемым к PROFIBUS, эта СЧПУ может быть использована для модернизации.
Системы с числовым программным управлением Sinumerik выпускаются для обширного ряда станков с ЧПУ. Эти системы с числовым программным управлением имеют обширный ряд опций для применения в различных областях, от довольно маленьких мастерских до больших промышленных предприятий.
Sinumerik 802D
Модель Sinumerik 802D позволяет обеспечивать эффективную обработку на различных станках (стандартизованных токарных и фрезерных, высечных и шлифовальных).
Модель 840D
Модель 840D позволяет обеспечивать максимально возможную производительность и гибкость при любых типах обработки, в том числе и на сложных системах с множеством осей. Ядро программы системы с числовым программным управлением (VNCK) позволяет проводить расширенную симуляцию обработки на станке в NX CAM или на виртуальных станках.
Главная особенность универсальных станков фирмы «Siemens» – то, что они являются органической составляющей комплекса систем и устройств для управления автоматизированным оборудованием, которые включают в себя электродвигатели, приводные элементы, системы безопасности и др.
Универсальные станки с числовым программным управлением полностью стыкуются со всеми элементами комплекса как конструктивно, так и программно. При этом сохраняется модульность УЧПУ, применяемых в различных станках и системах, элементы приводов которых не относятся к фирменным комплексам.
Важным преимуществом универсальных станков с числовым программным управлением фирмы «Siemens» является наличие значительного модельного ряда этих устройств – от простейших (и недорогих) для управления и модернизации станков с двумя-тремя управляемыми координатами, до суперсистем с числом управляемых осей десять и более и с самыми современными схемами подготовки УП.
К продукции, выпускаемой фирмой «Siemens», относятся устройства ЧПУ Sinumerik, программируемые контролеры Simatic S7–300, электро- приводы с транзисторными преобразователями Simodrive 611 и двигателя- ми переменного тока, комплексные системы управления производством с ком- плексом программных продуктов IT-Solution.
Устройства ЧПУ Sinumerik, в частности устройства ЧПУ Sinumerik 802С, 802S, являются специализированными системами для современных металлорежущих станков. Концепция размещения системы – отдельно па нель оператора и отдельно модуль ЧПУ, имеющий малые размеры. Для ввода в эксплуатацию необходимо ввести малое число конфигурационных данных, что позволяет легко и быстро устанавливать данную систему ЧПУ на компактные станки. Простое программирование и пользовательский комфорт гарантируют быстрый запуск станка в производство и его оптимальную работу.
Sinumerik 802С и 802S
Системы Sinumerik 802С и 802S обеспечивают управление по трем координатам. Интерфейс системы Sinumerik 802S рассчитан для приводов шаговых электродвигателей с сигналами импульсов и направления. Система Sinumerik 802С имеет традиционный интерфейс ±10 В для управления регулируемым электроприводом подачи постоянного или переменного тока. Управление электродвигателем главного движения (без режима оси С – режима ориентации шпинделя) в обоих устройствах ЧПУ осуществляется через интерфейс ±10 В.
Устройство Sinumerik 802D предназначено для простых токарных и фрезерных станков, при этом система имеет расширенную функциональность и может работать как с цифровыми, так и с аналоговыми приводами. Благодаря использованию цифровой шины ProfiBus значительно снижает- ся стоимость монтажа и ввода в эксплуатацию станка, а также обеспечивается высококачественное и точное управление приводом.
Для хранения параметров станка, программ обработки заготовок деталей, программ электроавтоматики в ЧПУ применяется флэш-память, что позволяет отказаться от буферных батарей в системе и повышает надежность хранения информации. Встроенный осциллограф обеспечивает широкие возможности для точной настройки приводов системы без дополнительного оборудования и снижения времени пуска станка в эксплуатацию.
Sinumerik 840D
Устройство Sinumerik 840D – это мощная высокопроизводительная система ЧПУ, позволяющая обеспечить выполнение практически любой технологической задачи с самыми высокими требованиями по быстродействию и точности.
Программирование циклов
При создании новой программы можно выбрать, необходимо ли создать программу ShopTurn или программу G-кода. При создании программы ShopTurn потребуется ввести все необходимые параметры. Ход программы автоматически представляется в векторной графике. Дополнительную поддержку при программировании оказывают вспомогательные изображения, которые поясняют отдельные параметры шагов обработки. Конечно, в программу ShopTurn могут вставляться и команды G-кода.
Программа G-кода, напротив, может создаваться только из команд G-кода. ShopTurn может использоваться на односуппортном токарном станке с тремя осями, главным, инструментальным и встречным шпинделем.
При обработке детали на токарном станке за основу берется прямоугольная система координат. Она состоит из трех параллельных осям станка осей координат X, Y и Z. Установка оси координат Y не является обязательной. Поворачиваемая на любой угол ось шпинделя Z является самостоятельной осью вращения и обозначается C. Положение системы координат и нулевой точки станка зависят от типа станка.
Циклы сверления и формирования отверстий. Фрезеровальные циклы. Токарные циклы.
Циклы сверления, циклы формирования отверстия, фрезеровальные циклы и токарные циклы СЧПУ SINUMERIK 810D и 840D позволяет выполнять следующие циклы:
Циклы сверления (сверление, центровка, зенкование, глубокое сверление, нарезание внутренней резьбы без компенсирующего патрона, нарезание внутренней резьбы с компенсирующим патроном, рассверливание), циклы формирования отверстия (обработка ряда отверстий, обработка окружности центров отверстий новое, решетка отверстий) фрезеровальные циклы (родольные пазы на окружности, кольцевые канавки, фрезерование прямоугольного кармана, фрезерование прямоугольного кармана, кругового кармана, плоское фрезерование, фрезерование контура.
Сообщения об ошибках и обработка ошибок
При возникновении ошибок при выполнении циклов выдается сигнал и выполнение цикла прерывается. Кроме того, сообщения циклов выводятся в строке сообщений СЧПУ. Эти сообщения не прерывают выполнение программы. Ошибки с их действием и сообщениями в строке сообщений СЧПУ описаны совместно с описанием конкретных циклов.
Сообщения циклов Сообщения циклов выводятся в строке сообщений СЧПУ. Эти сообщения не прерывают выполнение программы. Сообщения предоставляют информацию относительно поведения циклов хода обработки и, как правило, хранятся за пределами рабочей операции или до конца цикла. Пример сообщения: «Глубина: в соответствии со значением относительной глубины» для всех циклов сверления.
Типовая программа токарной обработки
Материал заготовки: Твердый алюминий V
Диаметр заготовки: 50 мм
Длина заготовки: 60 мм (длина обрабатываемой части: 46 мм; длина зажимаемой части: 10 мм) Необходимые инструменты
T1: инструмент свободного резания
T2: инструмент для обработки канавок
T3: инструмент для нарезания резьбы
Источник: engcrafts.com
Интерфейс программирования SINUMERIK. Создание и редактирование программ.


SINUMERIK Operate предлагает подходящий метод создания и редактирования программ для каждой области применения.
| ShopMill/ShopTurn | programGUIDE | programSYNC | ISO-Code |
| Пошаговое программирование | DIN/ISO и SINUMERIK язык высокого уровня |
Многоканальное программирование | С поддержкой циков |
| Разработан для кратчайшего времени программирования | Разработан для максимальной гибкости и кратчайшего времени обработки. | Повышенная производительность многоканальных машин. | Разработан для максимальной совместимости с кодами ISO |
| Адаптирован для отдельных деталей и небольших партий | Разработаны для средних и крупных партий. | Подходит для мелкосерийного и серийного производства штучных изделий. | Ориентирован на средние и большие объемы партий. |
Интерфейс пользователя и программирования един для всех циклов, независимо от того, используете ли вы programGUIDE или ShopMill/ShopTurn. С той лишь разницей, что вызов инструмента и технологическая информация интегрированы непосредственно в цикл для ShopMill/ShopTurn. Более подробная информация о циклах содержится в токарной и фрезерной частях.
Далее следуют советы по работе с редакторами и циклическими экранами, например, как структурировать программы с помощью блоков.
Вы можете сконфигурировать редактор в ShopMill/ShopTurn или в ProgramGUIDE. Вы также можете установить, например, должны ли отображаться разрывы строк для вызовов циклов, циклы должны отображаться как рабочие шаги или должно быть определено время обработки (моделирования). Время обработки может быть определено и сохранено блок за блоком.
Сочетание клавиш CTRL+I Вычисление времени от/до строки/блока


Если, например, вы хотите сравнить программы или перенести части программы из одной программы в другую, вы можете открыть две программы одновременно. Курсор вправо Открыть другую программу Для переключения между окнами можно использовать клавишу «Следующее окно». Нажмите программную кнопку «Закрыть», чтобы закрыть вторую программу.

В редакторе вы можете найти функцию «Подпрограмма» под программной клавишей «Разное». С помощью этой функции вы можете вставить в свою программу вызов подпрограммы:
CALL = вызывает подпрограмму из памяти ЧПУ
EXTCALL = вызов подпрограммы с локального диска/USB/сети
Подпрограммы открываются в расширенном окне, параллельно программе.
Примечание. Подпрограммы вызываются с использованием CALL или EXTCALL, в зависимости от того, используете ли вы опцию «Выполнение из внешнего хранилища (EES)».


 Использование подпрограмм SINUMERIK
Использование подпрограмм SINUMERIK
Нажмите программную кнопку «Найти», чтобы начать поиск в редакторах.
Сочетание клавиш Ctrl+F Если хотеть выделить строку до вызова экрана поиска, выделенный текст будет перенесен в поле поиска.

Для лучшей читабельности и прозрачности синтаксис программы ЧПУ имеет цветовую маркировку:
- Комментарии (серый)
- Блоки/функции ЧПУ (черный)
- Вызовы инструмента/скорость/подача (синий)
- G0 ускоренный ход (красный)
- G1 (зеленый)
- G2,G3 (синий)

Для структурирования больших программ и отдельных операций обработки можно формировать программные блоки в ShopMill/ShopTurn и в programGUIDE. Строки, выбранные в редакторе, группируются в программный блок. Вы можете создавать дополнительные программные блоки внутри одного программного блока (блок в блоке).

Чтобы разгруппировать программный блок, перейдите к концу блока (отметка «конец блока»). Вместо кнопки «Создать блок» отображается программная клавиша «Разгруппировать блок».

Вы можете открывать и закрывать программные блоки.

Вы можете использовать параметры и переменные для определения циклов ShopMill/ShopTurn или programGUIDE.
Дополнительные сведения об определении переменных и использовании параметров см. в документации.

Некоторые параметры можно параметризовать с помощью данных настройки (SD) с помощью функции «Масштабирование технологии в экранных формах циклов»; например, время выдержки или безопасное расстояние для глубокого сверления. После этого они больше не отображаются в формах экрана циклов. Изготовитель оборудования (OEM) должен настроить функцию так, чтобы она была доступна.

 Масштабирование технологии в экранных формах циклов
Масштабирование технологии в экранных формах циклов
В ShopMill/ShopTurn значения подачи/скорости преобразуются автоматически при нажатии кнопки «ВЫБОР».
Источник: cnc-maniac.ru
Руководство. Справочник пользователя Sinumerik 840D Токарная обработка (new)
В окне «Режим поиска» устанавлива ются необходи мые варианты поис ка.
Установленный режим со храняется по сле отключения СЧПУ. Если пос ле повторного
включения СЧПУ заново активирова ть функцию «Поиск», то в заглав ной строке
индицируется актуальный режим поиска.
Вариа нты п оиска
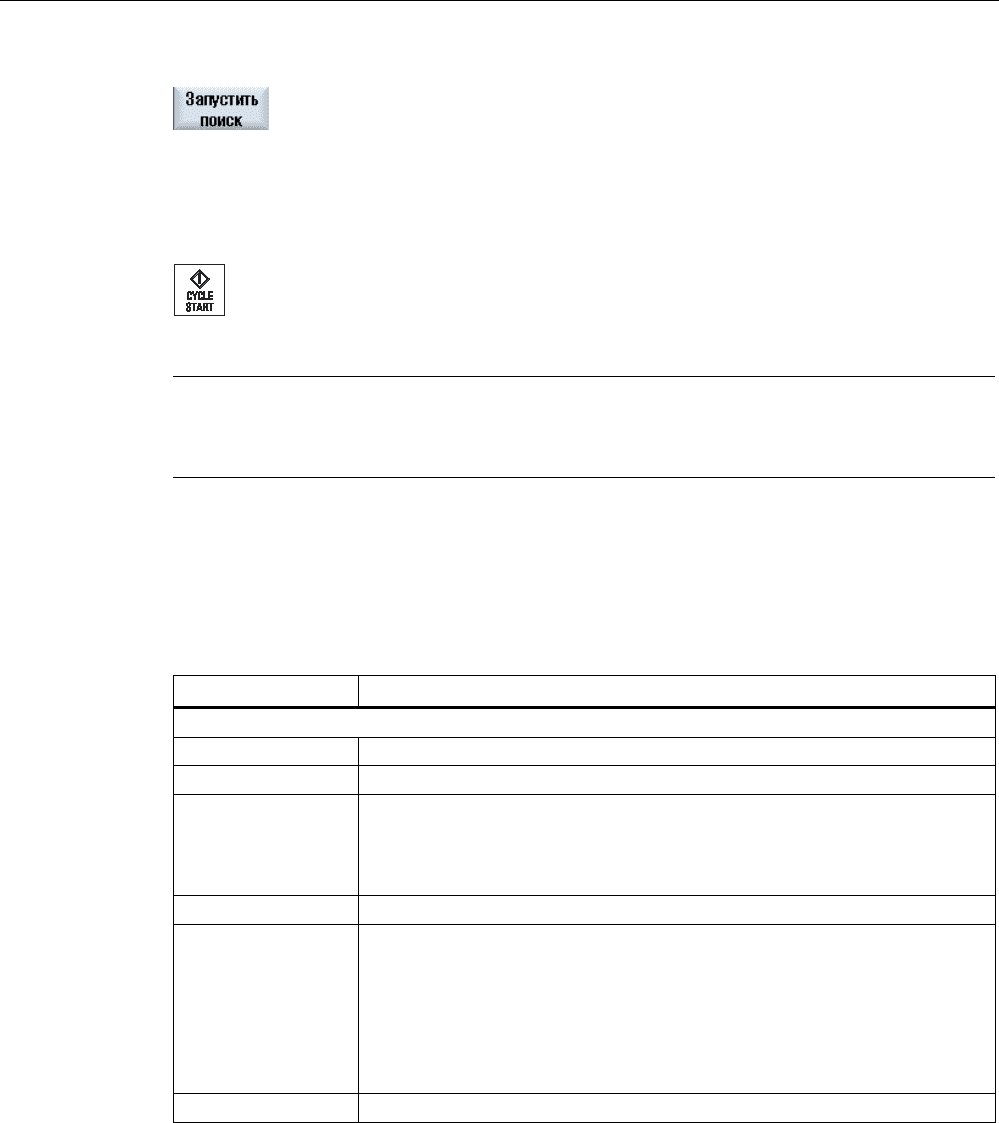
Режим поиска кадра Значение
с вычислением
— без подвода
Служит для того, чтобы в любой ситуации можно было бы перейти к
заданному конечному положен ию (к примеру, позиции смены
инструмента).
Выполняется подвод к конечно й точке искомого кадра или к
следующей запрограмми рованной позиции с использованием
действующего в искомом кадре типа инте рполяции. Перемещаются
только запрограммированн ые в искомом кадре оси.
с вычислением
— с подводом
Служит для возможности подвода к контуру в любой с итуации.
С выполняется по двод к конечной позиции кадра
перед иско мым кадр ом. Програм ма выполняется идентично обычной
обработке программы.
с вычислением
— пропуск extcall
Служит для ускорения поиска с вы числ ением с использованием
программ EXTCALL: прог раммы EXTCALL не подвергаю тся
параллельному вычис лению.
Внимание : Важная информация, к примеру, модальные ф ункции,
находящаяся в программе EXT CALL , не учитывается. В этом случае
программа после найденной цел и поиска не работоспособна. Такая
информация должна быть запрогра ммирована в главной программе.
без вычисления Служит для быст рого поиск а в главной программе.
При поиска кадра вычисления не о существляются, т.е. вычисление
пропускается до искомого кадра.
От искомого кадра должны быт ь за программированы все необходимы е
для обработки установки (к примеру, подача, число оборотов и т. п.).
с тестированием
Многоканальный поиск к адра с вычислением (SERUPRO).
При поиске кадра вычисляются все кадры. Движения осей не
выполняются, но выводя тся все вспомогате льные функции.
ЧПУ запускает выбранную программу в режиме тестир ования
программы. При достижении ЧПУ указанного искомого кадра в
актуальном канале, оно останавли в ается на начале искомого кадра и
снова отключает режим тестирования програ ммы. Вспомогательные
функции искомого кадра выводятся после прод олжения программы с
NC-Start (после движений REPOS).
Для одноканальных систем поддерживает ся координация с
выполняемыми паралле льно событ иями, к примеру, синхронными
действиями.
Скорость поиска зависи т от установ ок MD.
Обработка детали
4.7 Запуск обработки в определенном месте
Токарная обработка
Справочник пользователя, 02/2011, 6FC 5398-8CP40-1PA0
Изготовитель станка
Следовать указаниям изготовителя станка.
Литература
Дополнительную информацию с м. в следующей литературе:
Руководство по вводу в эксплуа тацию SINUMERIK Operate (IM9) / S INUMERIK 840D sl
Принцип действий
1. Выбрать область управле ния «Станок».
2. Нажать клавишу .
3. Нажать программные клавиши » Пои ск кадра» и «Поиск Режим».
Открывается окно «Поиск Режим».
Обработка детали
4.8 Управление выполнением програ ммы
Токарная обработка
134 Справочник пользователя, 02/2011, 6FC 5398-8CP40-1PA0
4.8 Управление выполнением программы
4.8.1 Управления программой
В режимах работы «АВТО» и «MDA» можно изменять ход программы.
Сокращение /
управление прог раммой
Принцип действия
движение оси
отсутствует
Программа запускается и выполняется с в ыводом вспомогательных ф ункций и
временем ожидания. Оси при этом не перемещаются.
Таким образом, контролируются за программированные позиции осей и вывод
вспомогательны х функций программы.
Указание: Обработка программы без движений осей может быть акти вирована и
вместе с функцией «Подача пробного хода».
Подача пробного хода
Скорости перемещения, запрограмми рованные в комбинации с G1, G2 , G3, CIP и CT,
заменяются на установленную подачу пробного хо да. Значение пода чи пробного хо да
действует и вместо запрограмми рованной окружной подачи.
Осторожно: При активированной «П одаче пробного хода» запрещено в ыполнять
обработку детали, т.к. из-за из мененных значений подачи скорост ь резания
инструментов может быть превышен а или детали/станок могут быть повреждены.
Уменьшенный
ускоренный ход
Скорость перемещения осей в режиме ускоренного хода уменьшается до введенного в
RG0 процентного значения.
Указание: Уменьшенный ускоренный хо д определяется в установках для
автоматического режима.
Запрограммиров анный
Обработка программы останавл ив ается на кадрах, в которых запрог р аммирована
дополнительная функция M01. Таким образом, при обработк е детали осуществляется
промежуточная проверк а уже достигнутого результата.
Указание: Для продолжение обраб от ки программы , заново нажать клавишу
Запрограммиров анный
(к примеру, M101)
Обработка программы останавл ив ается на кадрах, в которых запрог р аммирован «конец
цикла» (к примеру, M101).
Указание: Для продолжение обраб от ки программы , заново нажать клавишу
Указание: Индикация может быть из менена. Следовать указа ния м и з готовителя станка.
Смещение махо вичком
Обеспечивает при обработке в ав т оматическом режиме дополнитель н ое
инкрементальное смещение нулев ой точки с помощ ью маховичка.
Таким образом, в пределах запрогр аммированного кад ра может быть исправлен износ
инструмента.
Указание: Для использования смещения маховичком необходи ма опци я «Расширенные
функции управления» (для 828D).
Обработка детали
4.8 Управление выполнением про граммы
Токарная обработка
Справочник пользователя, 02/2011, 6FC 5398-8CP40-1PA0
Сокращение /
управление прог раммой
Принцип действия
SB Отдельные кадры сконфигурированы следующим образом.
Отдельный кадр грубый: Программа останав ливается только после к адр ов,
выполняющих машинную функцию.
Кадр вычисления: Программа останавл ивается после каждого к адра.
Отдельный кадр точный: И в цик лах программа останав ливается тол ько после кадров ,
выполняющих машинную фу нкцию функцию.
Необходимая установка выбирается с пом ощью клавиши .
SKP Пропускаемые кадры игн орируются при обработке.
Активация управлений программой
Посредством включения и выключен ия соответст вующих кнопок-флажк ов
осуществляется желаемое управлени е ходом выполнения программ.
Индикация / квитирование активного управления программой
Если управление программой активи рова но, то как квитирование в строке состояни я
индицируется сокращение соответствующей функции.
Принцип действий
1. Выбрать область управле ния «Станок».
2. Нажать клавишу <АВТО>или .
3. Нажать программную к лавишу «Упр. прогр.».
Открывается окно «Управление программой».
Установки для автоматического режи ма (Страница 163)
Обработка детали
4.8 Управление выполнением програ ммы
Токарная обработка
136 Справочник пользователя, 02/2011, 6FC 5398-8CP40-1PA0
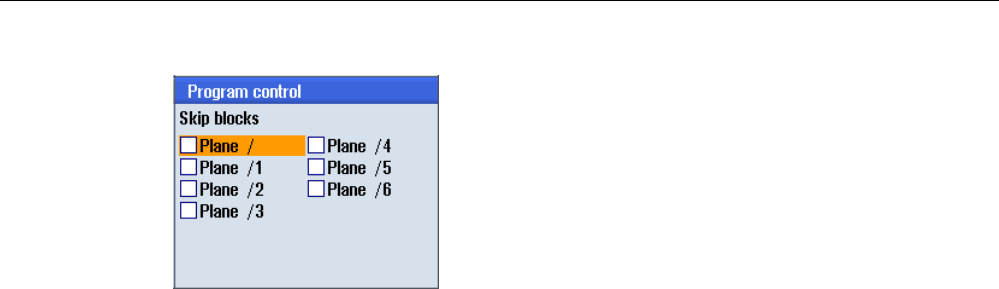
4.8.2 Пропускаемые кадры
Кадры программы, которые не должн ы выполняться при каждом прого не программы,
могут быть пропущены.
Эти пропускаемые кадры обозначаю тся сим волом «/» (косая черта) или «/x (x = номер
уровня пропуска) перед номеро м ка дра. Могут пропуск аться и неск олько
последова тельных кадров .
Операторы в пропущенн ых кадрах не выполняются, т.е. программа п родолжается на
соответствующем следующем не пропущенном ка дре.
Сколько уровней пропуска может б ыть использовано, зависит от ма шинных данных.
Изготовитель станка
Следовать указаниям изготовителя станка.
Опция программного обеспеч ения
Для того, чтобы было доступно б олее двух уровней пропуска, для 828D
требуется опция «Расширенны е функции управления».
Активировать уровни пропуска
Отметить соответствующую кнопку-флажок, чтобы активировать треб уемый уровень
Примечание
Окно «Управление п рограммой — проп ускаемые кадры» доступно толь ко в том случае,
если установлено более одного уровня пр опуска.
Принцип действий
1. Выбрать область управле ния «Станок».
2. Нажать клавишу <АВТО>или .
3 Нажать программные клавиши » Упр.прог р.» и «Пропускаемые
Окно «Управление программой» отк рывается и показывает список
уровней проп уска.
Обработка детали
4.8 Управление выполнением про граммы
Токарная обработка
Справочник пользователя, 02/2011, 6FC 5398-8CP40-1PA0
Обработка детали
4.9 Пересохранение
Токарная обработка
138 Справочник пользователя, 02/2011, 6FC 5398-8CP40-1PA0
4.9 Пересохранение
Посредством пересо хранения можно запустить выполнение технологи ческих
параметров (к примеру, вспомог ательных функций, осевой подачи, скоро сти
шпинделя, программируемых операт оров и т.п.) перед стартом само й программы. Эти
программные операторы действую т аким образом, как если бы они с тояли в
регулярной программ е обработки д етали. Но эти программные опера тора
действительны только для одного прогона программы. Длительного изменения
программы обработки детали из-з а этого не происходит. При следу ющем старте
программа выполняется согласно пе рвонач альному программированию .
После поиска кадра с помощью пере со хранения можно перевести ста нок в сост ояние
(к примеру, функции М, инстру мент , подача, скорость, позиции ос ей и т.п.), в котором
можно успешно продол жить регуляр ную програ мму обработки детали.
Опция программного обеспеч ения
Для функции «Пересохра нение» необходима опция «Расши ренные
функции управления» (для 828D).
Программа находится в состо янии останова или Reset.
Источник: www.studmed.ru