
Программа предназначена для комплексного решения задач прямоугольного раскроя листовых материалов. Она сочетает возможности системы подготовки управляющих программ с функциями организации производственного процесса. Предлагаемая методика работы может использоваться применительно к резке металла гильотинными ножницами, резке стекла, распиловке листового материала из дерева и пластика.
Использование базы данных
Программа объединяет традиционные средства программирования обработки Техтрана с базой данных. На базу данных возлагается не только задача управления различными данными, но и управление работой системы в целом, поскольку объектами базы данных являются и программы раскроя листов.
Прежде всего, в базу данных заносятся детали, которые могут быть построены средствами Техтрана или импортированы из другой системы. Прямоугольные детали заносятся в базу данных по упрощенной схеме без построения в графическом редакторе. Детали удобно просматривать одновременно со списком всех деталей.
Раскрой дсп
Для управления деталями и другими объектами базы данных предлагается единый наглядный механизм, использующий две панели. Такой подход позволяет производить действия над объектами базы данных из списка (создание, удаление, редактирование и просмотр параметров) и одновременно видеть на соседней панели графическое представление элементов списка (деталей, листов, раскроев листов и т.п.). Кроме этого, наличие двух панелей делает удобной работу с объектами, включающими в свою очередь другие объекты. Так, например, раскрой листа содержит детали. Чтобы организовать просмотр деталей, относящихся к различным раскроям листов, в одной панели можно отобразить список раскроев листов, а на другой — список деталей, размещенных на конкретном листе.
Задание на раскрой
Программа организует взаимодействие различных объектов, задействованных в процессе раскроя листового материала. Из деталей, которые необходимо изготовить, формируется задание на раскрой. Затем в задание на раскрой включаются листы для изготовления деталей. Программа обеспечивает возможность автоматического и ручного размещения деталей на листах. При этом программа отслеживает количество неразмещенных деталей и возможность изготовления детали из выбранного листа.
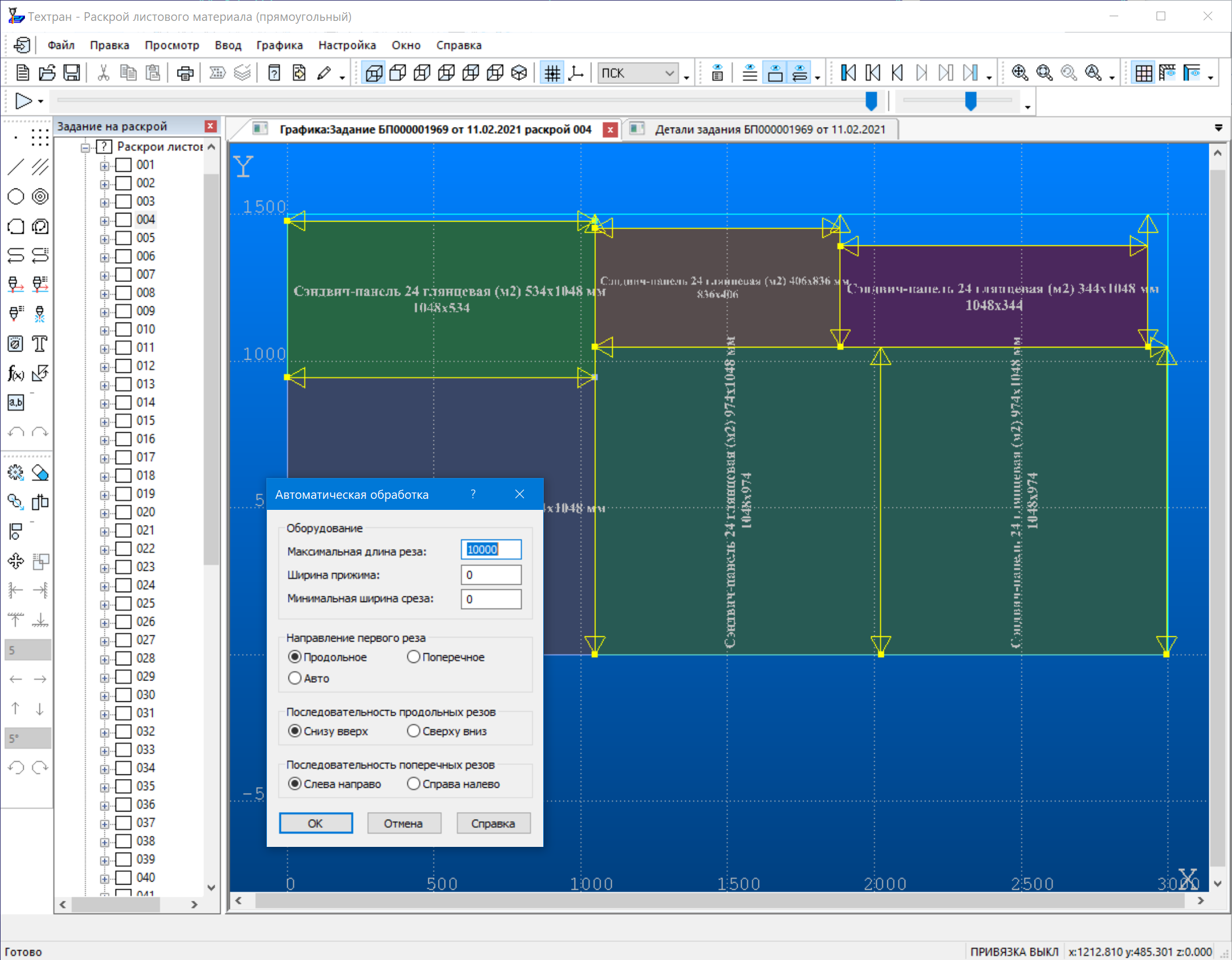
Автоматическое размещение деталей на листе
В режиме автоматического размещения программа размещает детали задания на листы оптимальным образом. Требующиеся дополнительные листы могут быть автоматически взяты со склада. Программа позволяет также автоматически разместить отобранные детали на конкретном листе. При этом выдерживаются заданные расстояния до края листа и между деталями.
Детали располагаются таким образом, чтобы обеспечить возможность обработать все детали сквозным резом. Кроме того, учитывается ограничение на длину реза.
Стратегия автоматического размещения обеспечивает весьма высокий коэффициент использования материала. Пользователь имеет возможность подобрать оптимальное соотношение между качеством размещения деталей и временем расчета. При автоматическом размещении задается способ уплотнения деталей на листе, заполненном не целиком. Это влияет на форму и пропорции делового отхода с учетом специфики его дальнейшего использования.
Раскрой листа. SolidWorks
Ручное размещение деталей на листе
Предусмотрен ручной режим размещения деталей на листе. В этом режиме деталь выбирается из списка неразмещенных деталей задания на раскрой и укладывается на лист, а затем перемещается на свободное место средствами графического редактора. Имеются также средства точного контроля взаимного расположения объектов. Сочетание автоматического и ручного размещения деталей дает возможность выгодно использовать преимущества каждого режима для наиболее эффективной работы.
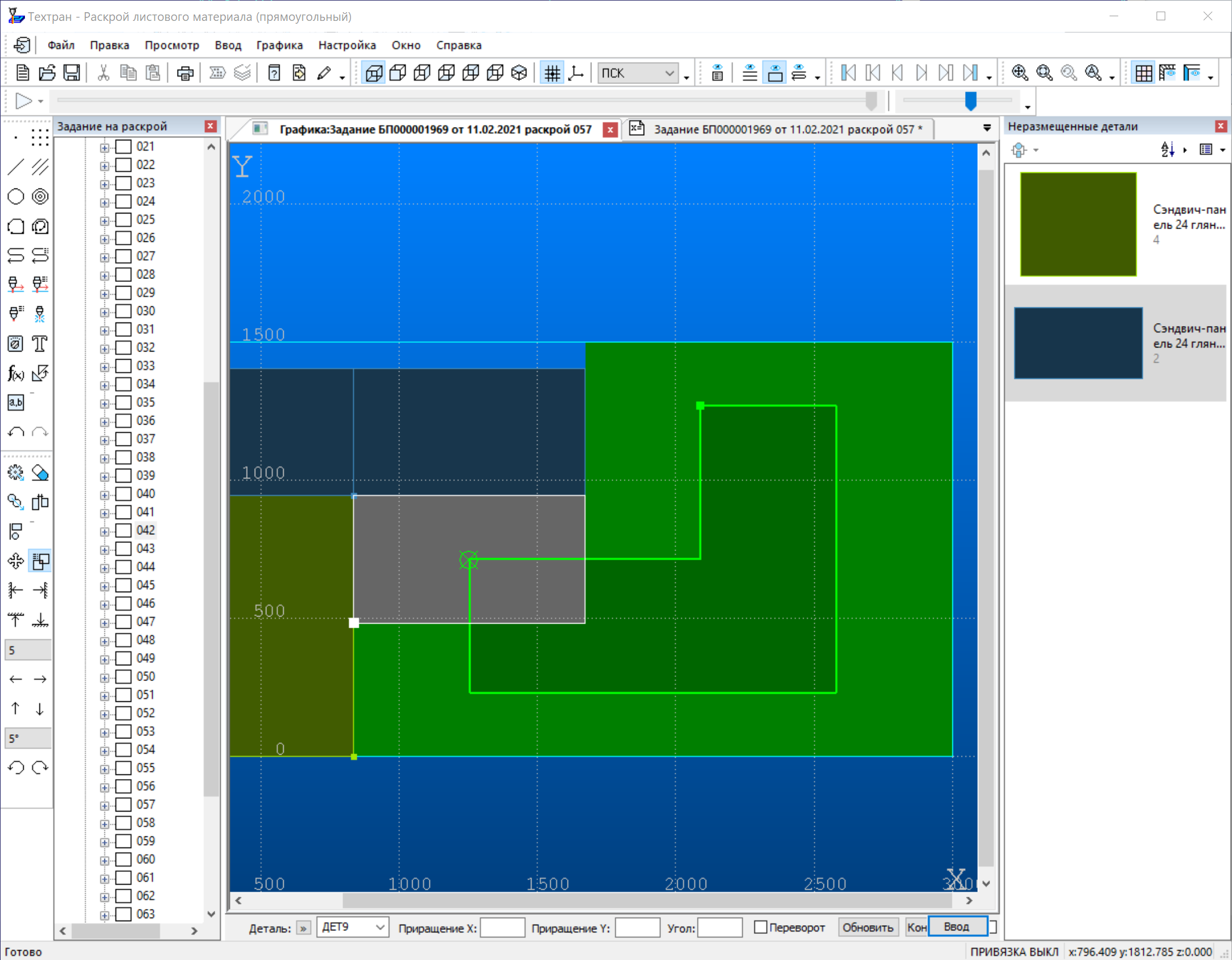
Контроль перемещения деталей
В режиме ручного размещения программа берет на себя ряд полезных функций. К их числу относятся различные способы перемещения деталей с контролем взаимного перекрытия, а также возможность располагать детали вплотную друг к другу.
Совмещение сторон деталей позволяет расположить две детали таким образом, чтобы совместить их выбранными сторонами.
Выравнивание деталей по прямой. Такая возможность полезна при расположении деталей под обработку сквозным резом.
Строгий контроль перемещения деталей. Включение этой функции позволяет перемещать детали по листу на экране монитора, как реальные предметы, для которых другие детали и край листа являются непреодолимым препятствием.
Предупреждающий контроль перемещения деталей. При предупреждающем контроле перемещение деталей не ограничивается свободной областью листа. Однако при попадании в зону перекрытия с другими объектами происходит диагностирование недопустимого расположения путем изменения цвета перемещаемой детали.
Перемещение деталей до упора. Эта функция дает возможность прижать деталь вплотную к самому краю свободной области листа. Иными словами, при данной операции происходит перемещение детали в некотором направлении до тех пор, пока она не упрется в деталь или край листа.
Копирование деталей вплотную друг к другу. При копировании деталей в этом режиме автоматически определяется расстояние, на которое может быть перемещена деталь в заданном направлении, чтобы детали располагались вплотную друг к другу.
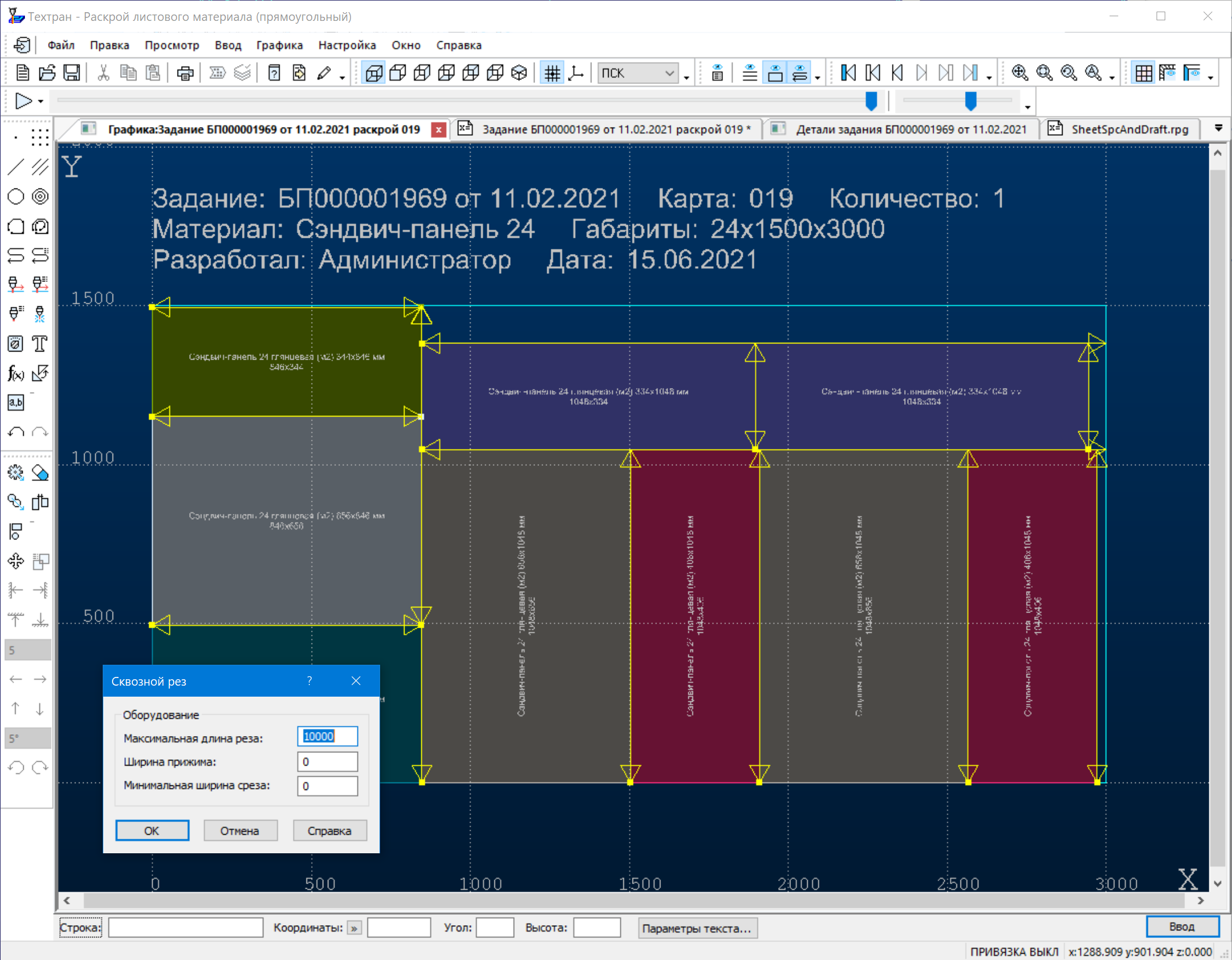
Программирование обработки
После того, как детали размещены на листе, программируется обработка. Существует несколько способов получить последовательность сквозных резов.
Автоматическая обработка. Режим автоматической обработки даёт возможность максимально упростить программирование обработки большого числа деталей. Программа сама находит место линий реза на листе, назначает их последовательность и выполняет обработку.
Управляемая автоматическая обработка. При работе по этой схеме программа определяет положение на листе всех возможных линий сквозного реза. От пользователя требуется последовательно выбирать нужные варианты. Такой подход обеспечивает полный контроль программирования обработки, исключая ошибочное зарезание деталей и отслеживая полноту задания всех резов.
Программирование вручную. Для нестандартных случаев существует возможность программировать резы в явном виде. Такой режим обеспечивает произвольность задания положения резов, хотя и перекладывает на пользователя весь контроль допустимости производимых действий.
Использование делового отхода
Из неиспользованной части листа формируется деловой отход, который может быть помещен в базу данных для последующего использования.
Документирование
Программа формирует следующие выходные документы:
- карту раскроя листа
- спецификацию раскроя листа
- спецификацию задания на раскрой.
Как правило, конкретный вид выходных документов определяется традициями предприятия. Генератор отчетов, входящий в Техтран, имеет гибкий механизм настройки формата документов и объема выводимой информации.
Источник: tehtran.com
Раскрой листового материала и ЧПУ-обработка на базе T-FLEX CAD
Прежде чем приступить к описанию некоторых задач и способов их решения с использованием программного модуля «T-FLEX/Раскрой», скажем несколько слов о самой программе.
Программа «T-FLEX/Раскрой» является встроенным в T-FLEX CAD специализированным программным модулем и служит для расчета оптимальных параметров различных схем раскроя плоского листового материала. При помощи модуля «T-FLEX/Раскрой» решаются три задачи:
- раскрой прямоугольных заготовок-деталей из листа-рулона (см. «Три задачи для «T-FLEX/Раскрой». Раскрой листа на карты-полосы», «САПР и графика» № 5’2000);
- раскрой детали произвольно заданной формы в полосе-листе (см. «Три задачи для «T-FLEX/Раскрой». Раскрой детали в полосе», «САПР и графика» № 6’2000);
- раскрой группы разных деталей произвольно заданной формы в листе или плоской заготовке произвольно заданной формы (см. «Три задачи для «T-FLEX/Раскрой». Фигурный раскрой», «САПР и графика» № 9’2000).
Главным критерием оптимизации получаемых схем раскроя служит коэффициент использования материала (КИМ), значение которого рассчитывается путем получения отношения суммарной площади всех размещенных на заготовке деталей к площади заготовки. Следовательно, чем выше значение КИМ, тем более оптимальной считается схема раскроя.
Вся необходимая для выполнения расчетов графическая информация берется из документов T-FLEX CAD. Полученные графические и численные значения схем раскроя также хранятся в формате T-FLEX CAD. Такая форма организации хранения и обмена данными в первую очередь обусловлена тем, что за последние два года на базе графического ядра T-FLEX CAD стало появляться все больше и больше различных специализированных программ третьих фирм — разработчиков программного обеспечения. В данном случае среди всех уже имеющихся разработок наибольший интерес представляют приложения «T-FLEX/ТехноПро» и «T-FLEX ЧПУ», которые дополняет «T-FLEX/Раскрой», являясь одним из «кирпичиков», складываемых в сочетании с T-FLEX CAD в единый программный комплекс конструкторско-технологической подготовки производства.
Именно в качестве такого «кирпичика» и предлагается в дальнейшем рассматривать программу «T-FLEX/Раскрой».
Раскрой листов на карты-полосы
Нет необходимости еще раз повторять то, о чем достаточно развернуто было рассказано в статье «Три задачи для «T-FLEX/Раскрой». Раскрой листа на карты-полосы». Остановимся лишь на одной возможности программы.
На рис. 1 представлены две схемы раскроя. При получении каждой из них использовались одни и те же исходные данные, но с одной оговоркой. В первом случае программе предлагалось найти оптимальную схему раскроя прямоугольных карт и полос как уже готовых деталей.
А во втором — учесть дальнейшую обработку тех карт и полос, которые должны выступить в качестве исходных заготовок для получения деталей непрямоугольной формы. В результате были получены две совершенно разные схемы раскроя. На рис. 1 слева представлен оптимальный вариант раскроя для первого случая с КИМ, равным 0,9631, а справа — для второго случая с КИМ, равным 0,7423.
Правда, справедливости ради, следует отметить, что в случае пересчета КИМ для первого примера расчета с учетом площади деталей, размещенных на карточках и полосах, вместо площадей непосредственно карт-полос мы получим КИМ, равный 0,7401. В данном случае разница ничтожно мала, однако при раскрое других деталей она может быть существенной.
Таким образом, программа «T-FLEX/Раскрой» позволяет при поиске оптимального решения для раскроя листов на карты-полосы учитывать дальнейшую обработку последних с целью получения готовых деталей.
Регулярный раскрой
Теперь рассмотрим один реальный пример раскроя детали в листе, в котором перемычка между деталями должна меняться в зависимости от расположения детали; условно назовем ее «флажок».
Традиционное решение задачи раскроя «флажка» представлено на рис. 2. Это схема однорядного встречного раскроя. При величине боковой перемычки и перемычки между деталями в 16 мм значение КИМ составляет 0,6276. Однако согласно технологическим условиям специалистами было принято решение каждую из пар деталей объединить по общей прямой линии, другими словами, сделать в этой части схемы раскроя перемычку нулевой.
Для получения такой схемы раскроя с использованием программы «T-FLEX/Раскрой» задача решается в два этапа. Вначале получается схема однорядного встречного раскроя для одной пары деталей с перемычкой, равной нулю (рис. 3). Затем полученный блок деталей аналогичным образом обрабатывается как одно целое, но при этом заданная перемычка между блоком деталей равняется 16 мм (рис. 4).
В результате выполнения второго этапа расчетов получается схема раскроя, отвечающая поставленным требованиям (рис. 5).
Получать таким образом схему регулярного раскроя можно не только для одной детали, но и для целого блока — от двух и более деталей. Разные детали могут быть собраны или построены в блок средствами T-FLEX CAD либо получены расчетным путем с использованием модуля «Фигурный раскрой» программы «T-FLEX/Раскрой».
Фигурный раскрой
Рассмотрим пример совместного использования двух расчетных модулей — «Фигурный раскрой» и «Регулярный раскрой» — программы «T-FLEX/Раскрой».
Для получения блока деталей будем использовать модуль «Фигурный раскрой». Выбрав интересующие нас детали из соответствующих документов T-FLEX CAD, выполним предварительный расчет схемы раскроя, как показано на рис. 6. Полученные результаты расчетов сохраним в T-FLEX CAD и используем их уже в качестве исходных данных для модуля «Регулярный раскрой». В результате расчета получим новую схему, представленную на рис. 7.
Проектирование управляющих программ резки листового материала в «T-FLEX ЧПУ»
Для получения управляющих программ на базе T-FLEX CAD используется программный модуль «T-FLEX ЧПУ» (см. «T-FLEX CAD/CAM — разработка управляющих программ становится реальностью», «САПР и графика» № 9’99 и «T-FLEX ЧПУ — новый продукт фирмы «Топ Системы» для подготовки управляющих программ», «САПР и графика» № 7’2000).
Подготовка управляющих программ резки деталей из листа — одна из возможностей программного модуля «T-FLEX ЧПУ».
Исходными данными для подготовки управляющих программ резки деталей выступает чертеж схемы раскроя, выполненный в графическом редакторе T-FLEX CAD вручную (рис. 8) либо полученный автоматически (рис. 9) с использованием программного модуля «T-FLEX/Раскрой». Первый путь представляется весьма трудоемким и далеко не всегда дает оптимальные результаты.
Кроме того, при раскладке вручную довольно сложно выдержать технологические ограничения по минимально допустимым перемычкам между деталями, между деталью и кромкой заготовки (листа). В то же время решение, получаемое с использованием программного модуля «T-FLEX/Раскрой», лишено этих недостатков, при этом позволяет сэкономить массу времени. К примеру, для получения схемы раскроя, приведенной на рис. 9, с использованием программы «T-FLEX/Раскрой» потребовалось около 30 минут. Автоматически сформированный в T-FLEX CAD чертеж схемы раскроя полностью готов для применения в качестве исходных данных в «T-FLEX ЧПУ».
Этапы обработки данных в «T-FLEX ЧПУ» следующие. Пользователь открывает чертеж со схемой раскроя изготавливаемых деталей, далее в меню «ЧПУ» выбирает «2D-, 2,5D- и 4D-обработку» и затем, как, например, в нашем случае, «Лазерную обработку». Далее указывается вид собственно лазерной обработки. При этом возможны три варианта: одноконтурное резание, угловое резание и двухконтурное резание. В случае раскроя деталей из листа используют, как правило, простое одноконтурное резание.
После выбора обработки в появившихся диалоговых окнах пользователь задает параметры обработки. Для облегчения работы ряд параметров определяется и предлагается пользователю автоматически по умолчанию (рис. 10). Все задаваемые параметры необходимы для корректного составления траектории обработки и генерации непосредственно управляющей программы. В нашем случае для лазерной обработки, а также для электроэрозионной обработки присутствует ряд специфических параметров, например параметр генератора, параметр перемотки проволоки, диэлектрический параметр и т.д.
После задания всех необходимых параметров система рассчитывает траекторию обработки, по которой создается управляющая программа с определенным постпроцессором. Важно отметить, что пользователь всегда имеет возможность вернуться к полученным траекториям и изменить параметры обработки. Для этого необходимо выбрать требующуюся траекторию в специальном диалоговом окне (рис. 11) и изменить для нее параметры. В некоторых случаях это просто необходимо.
Другой важной особенностью программы «T-FLEX ЧПУ» является реализация параметризации. Например, пользователь изменил на чертеже, полученном после «T-FLEX/Раскрой», геометрию одной из деталей. Далее ему уже не надо производить действия по изменению траектории и рассчитанной управляющей программы — все это система сделает автоматически.
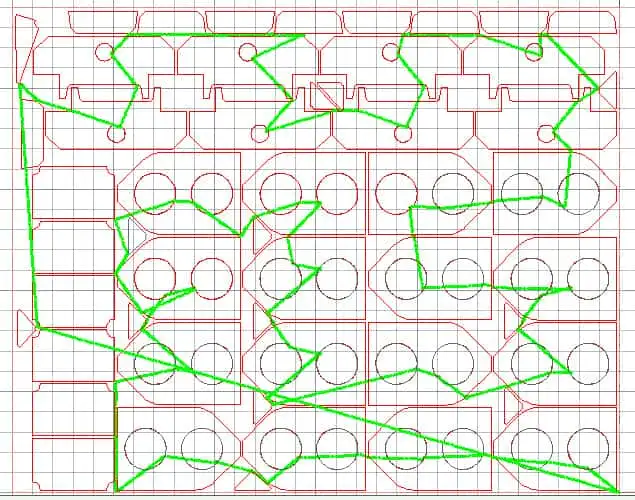
Пользователь программы «T-FLEX ЧПУ» имеет возможность просмотреть обработку по полученной управляющей программе, для чего необходимо войти в «ЧПУ» и далее — «Имитация обработки». В нашем примере на экране появится изображение, показанное на рис. 12. Синяя линия отображает лазерный луч, а красные линии воспроизводят траекторию обработки.
Для лазерной обработки точки отвода и подвода не имеют принципиального значения, так как лазерный луч можно погасить. Поэтому в нашем примере перемещение лазерного резака на холостых ходах иногда осуществляется над готовой частью деталей.
Аналогичным образом моделируется электроэрозионная обработка. Более того, при минимальной настройке программы пользователь легко может получить управляющую программу для газовой, плазменной и водоструйной резок, то есть для тех видов обработки резанием, которые наиболее часто используются при раскрое листового материала.
«САПР и графика» 10’2000
Источник: sapr.ru
Программа для раскроя листового металла FieryCut

Программа для раскроя листового металла FieryCut формирует оптимальную карту раскроя и NC-код для любого оборудования с ЧПУ. Таким образом сокращаются расходы на материал и машинное время. Одновременно повышается производительность труда технолога. Мы готовы бесплатно адаптировать программу под любое оборудование и требования Заказчика.
Пользователь создает только контуры деталей. К онтроль геометрии, экономный раскрой металлического листа и генерация NC-кода выполняется автоматически средствами FieryCut.
CAD/CAM система FieryCut состоит из следующих 3 модулей:
1. Геометрия деталей
- Автоматическое создание контуров заготовок;
- Поддержка неограниченной вложенности контуров;
- Поддержка незамкнутых контуров и текста;
- Автоматический контроль геометрии в процессе создания контуров;
- Расчет площади поверхности и массы заготовок;
- Сохранение информации о контурах в файле DWG.
2. Раскрой листа
Программа для раскроя листа FieryCut реализует автоматический раскрой металлического листа с высоким КИМ и формирует карту раскроя.
Работа начинается с формирования задания, в котором пользователь указывает размеры листов или вызывает DWG файл произвольного делового отхода, а также формирует список деталей. Задание на раскрой сохраняется в файле. Если технологу поступает аналогичный заказ, то ему достаточно загрузить сохраненное задание.
Осно вные функции модуля «Раскрой листа»:
- Автоматическое размещение деталей на листах любой формы с заданным расстоянием между контурами;
- Размещение деталей внутри отверстий и пазов других деталей (опция «Фигурный раскрой» (см. рис. справа);
- Учет приоритета размещения;
- Учет разрешения на поворот, включая задание допустимого угла поворота;
- Редактирование размещения деталей (перенос, поворот, добавление, удаление);
- Формирование карты раскроя и отчета о размещении деталей, а также КИМ по каждому листу.
Надо отметить, что FieryCut является программой для раскроя любого листового материала и с успехом применяется для раскроя листа из камня, ДСП, ткани и кожи. Карта раскроя может экспортироваться в формате DXF
3. Генерация управляющей программы
Пользователь предварительно задает в настройке FieryCut стратегию обхода вырезаемых контуров режущим инструментом, чтобы минимизировать длину траектории инструмента или обеспечить максимальную жесткость листа в процессе резки применительно к станкам типа AMADA LC-2415 или FICEP.
Для AMADA LC-2415 п оддерживается использование бункера для деталей с фильтрацией по размерам.
Модуль включает следующие основные функции:
- Автоматическое создание траектории резания контуров деталей;
- Удобное ручное редактирование последовательности резания и точки захода на контур;
- Поддержка нескольких резаков, например плазменный или газовый;
- Автоматическое создание перемычек;
- Расчет времени резания и длины рабочих / быстрых перемещений;
- Симуляция последовательности резания листового металла;
- Сохранение траектории инструмента в файле DWG;
- Формирование текстового файла управляющей программы для всех видов станков .
(для проигрывания щелкните по рисунку)

Технические требования и стоимость.
Новая версия программы для раскроя листового металла FieryCut работает в среде BricsCAD или AutoCAD.
Технические требования определяются BricsCAD. Это операционная система Windows 8 /10, процессор 64 бит, ОЗУ больше 1 Гб. Новая версия имеет меньшую общую стоимость и большее быстродействие. Поставляется 5 вариантов комплектации программы стоимостью от 36,5 тыс. руб. до 110 тыс. руб. (см. ниже). В эту стоимость включена годовая техническая поддержка и разработка постпроцессора под оборудование Заказчика.
По желанию Заказчика бесплатно добавим новые функции, исходя из особенностей производства и оборудования. Чтобы убедиться в достоинствах программы протестируйте учебную версию FieryCut или временную 30-и дневную рабочую версию.
Оплата принимается только после проверки результатов раскроя или управляющей программы на станке с ЧПУ !
Комплектации FieryCut
Источник: haitek.ru