
1. Расплавление металлического стержня ограниченной длины и основного металла производится электрической дугой с защитой расплавленных металлов от воздействия атмосферы.
2. Защита дуги и сварочной ванны газом от расплавления покрытия электрода.
3. Расплавление основного металла от теплового воздействия электрической дуги, стержня и покрытия электрода.
ВОПРОС 2. К какой группе сталей относятся сварочные проволоки марок Св-08А, Св-08АА, Св-08ГА, Св-10ГА?
ВОПРОС 3. Укажите, какое влияние оказывает увеличение тока при ручной дуговой сварке на геометрические размеры шва?
1. Увеличивается глубина провара и высота усиления шва.
2. Глубина провара увеличивается, а высота усиления шва уменьшается.
3. Уменьшается глубина провара и увеличивается высота усиления шва .
ВОПРОС 4. Какое определение сварочной дуги наиболее правильно?
1. Электрический дуговой разряд в месте разрыва цепи.
2. Электрический дуговой разряд в межэлектродном пространстве в частично ионизированной смеси паров металла, газа, компонентов электродов, покрытий, флюсов.
SOLIDWORKS 2020: Проектирование сварных конструкций из металла
3. Электрический дуговой разряд в смеси атомов и молекул воздуха.
ВОПРОС 5. Какими параметрами режима определяется мощность сварочной дуги?
1. Сопротивлением электрической цепи.
2. Величиной напряжения дуги.
3. Величиной сварочного тока и напряжения дуги.
ВОПРОС 6. Какой должна быть величина тока при дуговой сварке в потолочном положении по сравнению с величиной тока при сварке в нижнем положении?
1. Величина тока при сварке в потолочном положении должна быть меньше, чем при сварке в нижнем положении.
2. Величина тока при сварке в потолочном положении должна быть больше, чем при сварке в нижнем положении.
3. Величина тока не зависит от положения сварки в пространстве.
ВОПРОС 7. Какие требования предъявляются к сварочных материалов при входном контроле?
1. Наличие сертификата: полнота и правильность приведенных в нем данных, наличие на каждом упаковочном месте этикеток с контролем данных, приведенных в них, состояние материалов и упаковок.
2. Наличие сертификата: полнота и правильность приведенных в нем данных.
3. Требования к контролю устанавливается в каждом отдельном случае в зависимости от требований Заказчика.
ВОПРОС 8. Для какого класса сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки углеродистых сталей.
3. Для сварки сталей аустенитного класса.
ВОПРОС 9. Укажите назначение электродного покрытия
1. Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления.
2. Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
3. Повышает устойчивость горения дуги, образует комбинированную газошлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва и улучшает его формирование.
Условное обозначение сварных швов на чертежах
ВОПРОС 10. Какие род тока и полярность рекомендуются применять при ручной дуговой сварке конструкций из низкоуглеродистой стали электродами с основным покрытием?
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 11. Что понимают под магнитным дутьем дуги?
1. Отклонение дуги от оси шва под действием магнитного поля или воздействия больших ферромагнитных масс.
2. Периодическое прерывание дуги.
3. Колебания капли электродного металла при сварке длинной дугой.
ВОПРОС 12. Какую вольтамперную характеристику должен иметь сварочный источники питания для ручной дуговой сварки?
1. Жесткую или полого падающую.
ВОПРОС 13. Электроды каких марок, имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
ВОПРОС 14. Какие дефекты образуются при сварке длинной дугой электродами с основным покрытием?
2. Шлаковые включения.
3. Закалочные трещины.
ВОПРОС 15. Какой дефект преимущественно может образоваться при быстром удалении электрода от деталей?
1. Кратерные трещины
ВОПРОС 16. Укажите наиболее правильное определение понятия свариваемости?
1. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, обеспечивающие прочность и пластичность на уровне основных материалов.
2. Металлургическое свойство металлов, обеспечивающее возможность получения сварного соединения с общими границами зерен околошовной зоны и литого шва.
3. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, отвечающие конструктивным и эксплуатационным требованиям к ним.
ВОПРОС 17. Что может способствовать образованию прожога при сварке?
1. Малая величина притупления кромок деталей с V — образной разделкой.
2. Отсутствие зазора в собранном под сварку стыке.
3. Сварка длинной дугой.
ВОПРОС 18. Укажите следует ли удалять прихватки, имеющие недопустимые наружные дефекты (трещины, наружные поры и т.д.) по результатам визуального контроля?
2. Не следует, если при сварке прихватка будет полностью переварена.
3. Следует удалять только в случае обнаружения в прихватке трещины.
ВОПРОС 19. Какое должно быть напряжение светильников при производстве работ внутри сосуда?
ВОПРОС 20. Как обозначается сварное соединение на чертеже?
1. Обозначается тип соединения, метод сборки и способ сварки, методы контроля.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
3. Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Источник: web-mechanic.ru
Программа учебной практики по профессии «Сварщик»
Настоящая программа практики предназначена для подготовки квалифицированных рабочих по профессии «Сварщик (электросварочные и газосварочные работы)» по программе среднего профессионального образования.
Программа включает в себя: пояснительную записку, профессиональные и общие компетенции, сводно-тематический план производственного обучения, учебную программу.
Организация обучения осуществляется на основе перечня профессий начального профессионального образования и федерального государственного образовательного стандарта начального профессионального образования (ФГОС СПО)
Содержание обучения в профессиональных учебных учреждениях определяется учебными планами и программами. Они разработаны в соответствии с требованиями ФГОС СПО по профессии Сварщик (электросварочные и газосварочные работы).
Профессиональная характеристика отражает содержательные параметры профессиональной компетенции: её основные виды, а также их теоретические основы.
Требования к результатам обучения является основными параметрами при оценке качества подготовки обучаемых по профессии «Сварщик» (электросварочные и газосварочные работы).
Выполнение этих требований служит основанием для выдачи выпускникам документов государственного образца об уровне квалификации по профессии «Сварщик» (электросварочные и газосварочные работы).
Рабочая программа профессионального обучения разработана на основе Федерального государственного образовательного стандарта по профессии , Положения об учебной практике (производственном обучении) и производственной практике обучающихся, осваивающих основные профессиональные образовательные программы
Государственное автономное профессиональное образовательное учреждение Пензенской области «Пензенский многопрофильный колледж» отделение строительства (далее — ГАПОУ ПО ПМПК)
1. ПАСПОРТ РАБОЧЕЙ ПРОГРАММЫ
УЧЕБНОЙ ПРАКТИКИ
- Область применения программы:
Рабочая программа учебной практики является частью основной профессиональной образовательной программы в соответствии с ФГОС СПО по профессии Сварщик (электросварочные и газосварочные работы) в части освоения квалификаций:
— Электросварщик на автоматических и полуавтоматических машинах,
— Электросварщик ручной сварки,
и основных видов профессиональной деятельности (ВПД):
1. Подготовительно-сварочные работы.
2. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях.
3. Наплавка дефектов деталей и узлов машин, механизмов, конструкций и отливок под механическую обработку и пробное давление.
4. Дефектация сварных швов и контроль качества сварных соединений.
Рабочая программа учебной практики может быть использована в дополнительном образовании и профессиональной подготовке по профессиям рабочих:
-19906 Электросварщик ручной сварки;
1.2. Цели и задачи производственной практики:
Формирование у обучающихся первоначальных практических профессиональных умений в рамках модулей ОПОП СПО по основным видам профессиональной деятельности для освоения рабочей профессии, обучение трудовым приемам, операциям и способам выполнения трудовых процессов, характерных для соответствующей профессии и необходимых для последующего освоения ими общих и профессиональных компетенций по избранной профессии.
Требования к результатам освоения производственной практики
В результате прохождения учебной практики по видам профессиональной деятельности обучающийся должен уметь:
Требования к умениям
1. Подготовительно-сварочные работы
ПК 1.1. Выполнять типовые слесарные операции, применяемые при подготовке металла к сварке.
ПК 1.2.Подготавливать газовые баллоны, регулирующую и коммуникационную аппаратуру для сварки и резки.
ПК 1.3. Выполнять сборку изделий под сварку.
ПК 1.4. Проверять точность сборки.
2. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях.
ПК 2.1. Выполнять газовую сварку средней сложности и сложных
узлов, деталей и трубопроводов из углеродистых и конструкционных сталей и простых деталей из цветных металлов и сплавов.
ПК 2.2. Выполнять ручную дуговую и плазменную сварку средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов.
ПК 2.3. Выполнять автоматическую и механизированную сварку с использованием плазмотрона средней сложности и сложных аппаратов, узлов, деталей, конструкций и трубопроводов из углеродистых и конструкционных сталей.
ПК 2.4. Выполнять кислородную, воздушно-плазменную резку металлов прямолинейной и сложной конфигурации.
ПК 2.5. Читать чертежи средней сложности и сложных сварных металлоконструкций.
ПК 2.6. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда.
3. Наплавка дефектов деталей и узлов машин, механизмов конструкций и отливок под механическую обработку и пробное давление.
ПК 3.1. Наплавлять детали и узлы простых и средней сложности конструкций твёрдыми сплавами.
ПК 3.2. Наплавлять сложные детали и узлы сложных инструментов.
ПК 3.3. Наплавлять изношенные простые инструменты, детали из углеродистых и конструкционных сталей.
ПК 3.4. Наплавлять нагретые баллоны и трубы, дефекты деталей машин, механизмов и конструкций.
ПК 3.5. Выполнять наплавку для устранения дефектов в крупных чугунных и алюминиевых отливках под механическую обработку и пробное давление.
ПК 3.6. Выполнять наплавку для устранения раковин и трещин в деталях и узлах средней сложности.
4. Дефектация сварных швов и контроль качества сварных соединений.
ПК 4.1. Выполнять зачистку швов после сварки.
ПК 4.2. Определять причины дефектов сварочных швов и соединений.
ПК 4.3. Предупреждать и устранять различные виды дефектов в сварных швах.
ПК 4.4. Выполнять горячую правку сложных конструкций.
1.3. Количество часов на освоение рабочей программы учебной практики (производственного обучения):
Всего — 540 часов, в том числе:
В рамках освоения ПМ 01. – 72 часа
В рамках освоения ПМ 02. – 270 часов
В рамках освоения ПМ 03. – 162 часа
В рамках освоения ПМ 04. –36 часов
1.4. Количество часов на освоение рабочей программы производственной практики:
ПП — 52 недель — 312 часа
В рамках освоения ПП 01. – 36 часа
В рамках освоения ПП 02. – 138 часов
В рамках освоения ПП 03. – 102 часа
В рамках освоения ПП 04. –36 часов
2. РЕЗУЛЬТАТЫ ОСВОЕНИЯ РАБОЧЕЙ ПРОГРАММЫ УЧЕБНОЙ ПРАКТИКИ
Результатом освоения рабочей программы производственной практики является сформированность у обучающихся первоначальных практических профессиональных умений в рамках модулей ОПОП СПО по основным видам профессиональной деятельности (ВПД),
Наименование результата освоения практики
Выполнять типовые слесарные операции, применяемые при подготовке металла к сварке.
Подготавливать газовые баллоны, регулирующую и коммуникационную аппаратуру для сварки и резки.
Выполнять сборку изделий под сварку.
Проверять точность сборки.
Выполнять газовую сварку средней сложности и сложных узлов, деталей и трубопроводов из углеродистых и конструкционных сталей и простых деталей из цветных металлов и сплавов.
Выполнять ручную дуговую и плазменную сварку средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов.
Выполнять автоматическую и механизированную сварку с использованием плазмотрона средней сложности и сложных аппаратов, узлов, деталей, конструкций и трубопроводов из углеродистых и конструкционных сталей.
Выполнять кислородную, воздушно-плазменную резку металлов прямолинейной и сложной конфигурации.
Читать чертежи средней сложности и сложных сварных металлоконструкций.
Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда.
Наплавлять детали и узлы простых и средней сложности конструкций твёрдыми сплавами.
Наплавлять сложные детали и узлы сложных инструментов.
Наплавлять изношенные простые инструменты, детали из углеродистых и конструкционных сталей.
Наплавлять нагретые баллоны и трубы, дефекты деталей машин, механизмов и конструкций.
Выполнять наплавку для устранения дефектов в крупных чугунных и алюминиевых отливках под механическую обработку и пробное давление.
Выполнять наплавку для устранения раковин и трещин в деталях и узлах средней сложности.
Выполнять зачистку швов после сварки.
Определять причины дефектов сварочных швов и соединений.
Предупреждать и устранять различные виды дефектов в сварных швах.
Выполнять горячую правку сложных конструкций.
3. ТЕМАТИЧЕСКИЙ ПЛАН И СОДЕРЖАНИЕ ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ
3.1.Тематический план производственной практики
Код и наименования профессиональных модулей
Количество часов по ПМ
Наименования тем производственной практики
Количество часов по темам
Выполнять правку и гибку, разметку, рубку, резку механическую, опиливание металла;
подготавливать газовые баллоны к работе;
выполнять сборку изделий под сварку в сборочно-сварочных приспособлениях прихватками; проверять точность сборки;
уметь работать на тренажере МТДС — 05.
Тема 1.1. Слесарные операции, выполняемые при подготовке металла под сварку
Ознакомление и работа на малоамперном дуговом тренажере сварщика МДТС – 05. Техника безопасности.
Выполнение сборки изделий и их контроль
Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
Выполнять технологические приёмы ручной дуговой, плазменной и газовой сварки, автоматической и полуавтоматической сварки с использованием плазмотрона деталей, узлов, конструкций и трубопроводов различной сложности из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов во всех пространственных положениях шва;
выполнять автоматическую сварку ответственных сложных строительных и технологических конструкций, работающих в сложных условиях; выполнять автоматическую сварку в среде защитных газов неплавящимся электродом горячетканных полос из цветных металлов и сплавов под руководством электросварщика более высокой квалификации; выполнять автоматическую микроплазменную сварку; выполнять ручную кислородную, плазменную и газовую прямолинейную и фигурную резку и резку бензорезательными и керосинорезательными аппаратами на переносных, стационарных и плазморезательных машинах деталей разной сложности из различных сталей, цветных металлов и сплавов по разметке; производить кислородно-флюсовую резку деталей из высокохромистых и хромистоникелевых сталей и чугуна; выполнять кислородную резку судовых объектов на плаву; выполнять ручное электродуговое воздушное строгание разной сложности деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях; производить предварительный и сопутствующий подогрев при сварке деталей с соблюдением заданного режима; устанавливать режимы сварки по заданным параметрам; экономно расходовать материалы и электроэнергию, бережно обращаться с инструментами, аппаратурой и оборудованием; соблюдать требования безопасности труда и пожарной безопасности; читать рабочие чертежи сварных металлоконструкций различной сложности.
Ознакомление с оборудованием для ручной дуговой сварки.
Резка, сборка и дуговая сварка стальных пластин в нижнем положении шва.
Резка, сборка и дуговая сварка стальных пластин в наклонном, вертикальном , горизонтальном положении шва.
Сборка и дуговая сварка простых деталей и узлов из
Газовая наплавка валиков и сварка пластин из низкоуглеродистой стали в нижнем, вертикальном положении шва.
Аттестация в форме дифференциального зачёта
Сборка и газовая сварка простых изделий и узлов из
Источник: xn--j1ahfl.xn--p1ai
Расчет режимов сварки
Расчет режимов сварки — приложение, предназначенное для автоматизации работ технолога при проектировании технологии сварки и поддерживающее работу в режиме интеграции с САПР ТП ВЕРТИКАЛЬ.
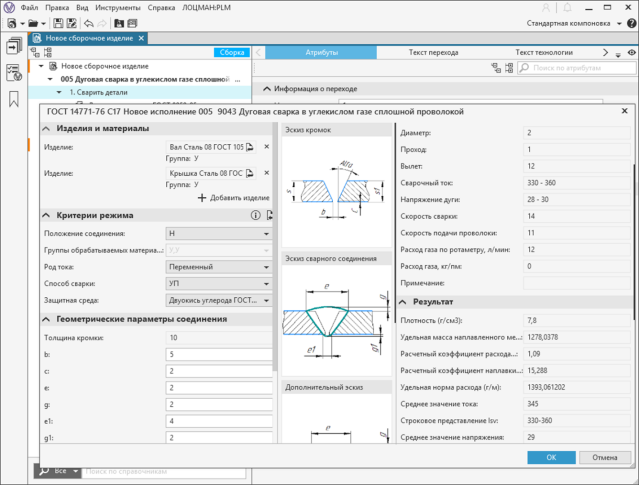
Основные задачи, решение которых автоматизирует приложение:
- подбор режимов сварки в зависимости от определенных условий выполнения сварного соединения;
- подбор сварочных материалов с учетом условий выполнения сварного соединения, определенной номенклатуры используемых на предприятии сварочных материалов, а также расчет норм их расхода;
- расчет основного времени на выполнение основного сварочного перехода;
- передача информации о выполненном расчете в документы САПР ТП с целью автоматизированного формирования технологических документов, описывающих технологию сварки.

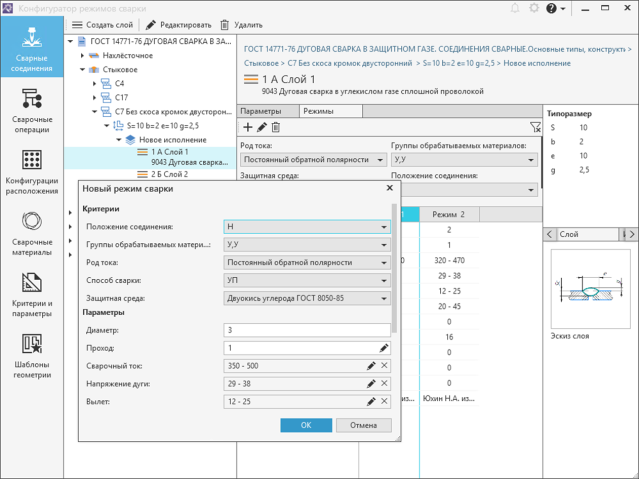
Административные возможности приложения:
- настройка и дополнение существующей базы сварных соединений, используемых при проектировании ТП на предприятии;
- настройка и дополнение существующей базы сварочных операций (способов сварки), расчеты режимов для которых могут быть автоматизированы с помощью приложения;
- настройка и дополнение расчетных алгоритмов;
- настройка и дополнение существующей базы режимов выполнения сварных соединений в зависимости от используемой сварочной операции (способа сварки);
- управление механизмами интеграции с САПР ТП ВЕРТИКАЛЬ в части передачи в САПР ТП результатов расчета;
- управление механизмами интеграции с ПОЛИНОМ:MDM в части получения НСИ.
Типы описания соединений, расчеты режимов для которых автоматизирует приложение:
- однослойные, в т.ч. со сложными конфигурациями расположения элементов сварного соединения;
- многослойные, в т.ч. со сложными конфигурациями расположения элементов слоев сварного соединения.
Результатом работы приложения для пользователя является сформированный ТП сварки, с рассчитанными строками режимов, нормами времени и расхода сварочных материалов.
Источник: ascon.ru