Система числового программного управления (СЧПУ) – это совокупность специализированных устройств, методов и средств, необходимых для осуществления ЧПУ станками. Устройство ЧПУ (УЧПУ) станками – часть СЧПУ (рис. 1.3), связанная конструктивным единством, осуществляющая выдачу управляющих воздействий по заданной программе.
С устройства ввода программы 1 технологическая информация поступает в блок технологических команд 7, а затем на исполнительные механизмы 8, отрабатывающие технологическую информацию. Геометрическая информация с устройства ввода программы 1 поступает в устройство обработки программ 2, а затем в устройство управления приводом 3 и на привод 4. Привод 4 приводит в движение какой-либо исполнительный механизм станка, например ходовой винт. Датчик 5 контролирует положение исполнительного механизма и корректирует его перемещение через блок связи 6.
Классификация систем числового программного управления проводится по различным признакам:
1) по назначению – системы позиционные, прямоугольные, контурные (непрерывные), универсальные (комбинированные);
ЧПУ ДЛЯ ЧАЙНИКОВ — #17 — НУЛЕВАЯ ТОЧКА ПРОГРАММЫ / Программирование обработки на станках с ЧПУ
2) по числу потоков информации – системы незамкнутые, замкнутые, самоприспособляющиеся (адаптивные);
3) по принципу задания программы – с представлением программы в декодированном виде на магнитной ленте, в кодированном виде (в абсолютных координатах, в приращениях) на перфоленте и др., с передачей программы на станок непосредственно от центральной ЭВМ;
4) по типу привода – системы со ступенчатым приводом (только для позиционной и прямоугольной обработки), с регулируемым приводом (для позиционной и прямоугольной обработки), со следящим и с шаговым приводом;
5) по количеству одновременно управляемых координат – по одной, двум, трем, четырем и более координатам.
Возможна классификация систем и по другим признакам.
Несмотря на относительно малый срок применения СЧПУ, они в своем развитии уже прошли несколько этапов, определяемых уровнем развития электронной техники, представляющей разработчикам УЧПУ определенную элементную базу:
· релейно-контактную и транзисторную базы;
· микросхемы малой и средней степени интеграции;
· мини-ЭВМ и микропроцессорные приборы;
· большие интегральные схемы (БИС) памяти.
В связи с этим различают УЧПУ по поколениям (табл. 1.1.) в зависимости от использованной элементной базы.
Первое и второе поколение
Третье поколение с расширенными функциями
Пятое и шестое поколения (микропроцессорные, многоцелевые)
«Координата Р-68 (69)»
2М-32 («Разряд –110»)
Каждый из этапов развития УЧПУ характеризовался новыми техническими решениями. Расширялись функциональные возможности УЧПУ, повышалась их надежность, уменьшались размеры. Так было при переходе от релейно-контактной элементной базы к дискретной полупроводниковой и затем к интегральной базе малой и средней степени интеграции.
В международной практике приняты следующие обозначения устройств числового программного управления (УЧПУ) различающихся по принципу задания управляющей программы, типу программоносителей и способу обработки информации:
Обучение работе на станках с ЧПУ. «С нуля» до первой детали
¨ NC (Numerical Control) – числовое программное управление, в котором в качестве программоносителя используется перфолента.
Устройство имеет только оперативную память для запоминания двух кадров. Отработка управляющих программ (УП) в данных устройствах происходит в естественной форме (линейные программы), где на прерываниях можно ввести корректирующую информацию (оперативная память необходима для совмещения времени считывания последующего кадра с отработкой предыдущего кадра управляющей программы);
¨ НNС (Hand Numerical Control) – разновидность устройства ЧПУ с заданием программы оператором с пульта с помощью клавиш, переключателей и т.д. Устройство называют оперативным, так как оно позволяет просматривать и редактировать УП, а также работать в диалоговом режиме;
¨ SNC (Speicher Numerical Control) – устройство ЧПУ, имеющее память для хранения всей управляющей программы;
¨ CNC (Computer Numerical Control) – автономное управление станком с ЧПУ, содержащее мини-ЭВМ или процессор;
¨ DNC (Direct Numerical Control) – групповое управление станками от общей ЭВМ.
Перечисленные устройства по структуре построения делятся на два вида: аппаратные (типа NC, HNC) и программируемые (типа CNC и SNC).
Аппаратным УЧПУ, или устройством с жесткой (постоянной) структурой, называют устройство, функции управления которого реализуются схемным путем и не могут быть изменены после изготовления устройства. В таких устройствах каждой функции управления соответствует блок электронной аппаратуры, который осуществляет реализацию выбранной функции.
Функцию интерполирования выполняет интерполятор, цифровую индикацию – блок цифровой индикации, коррекцию – корректоры, специальные блоки воспроизводят постоянные циклы. Примерами базовых моделей таких устройств являются устройства Н22, Н33, построенные на микроэлектронной базе. Одним из недостатков таких устройств является то, что по мере усложнения задач управления увеличивается число составляющих блоков, что увеличивает стоимость УЧПУ. Изменить структуру этих устройств ЧПУ можно только путем перепайки схем. Поэтому дополнительные функции в таких УЧПУ должны предусматриваться заказчиком уже на стадии их проектирования.
Программным УЧПУ называют устройство, функции управления которого реализуются с помощью программ, вводимых в его память, и могут быть изменены после изготовления этого устройства.
Разработка УЧПУ с использованием мини-ЭВМ, а затем микропроцессоров и больших интегральных схем (БИС) памяти, привела к коренным изменениям в технике программного управления станками.
Принципиальным отличием программируемых УЧПУ от аппаратных является их структура, соответствующая структуре управляющей ЭВМ и включающая вычислительное устройство (процессор), блоки памяти и ввода-вывода информации. Объем функций, характер и последовательность проводимых операций определяются не специальными схемами, как в аппаратных УЧПУ, а специальными программами функционирования, которые вводятся в блок памяти устройства и там хранятся постоянно или до замены. Переработка исходной информации, содержащейся в управляющей программе, ведется в соответствии с программами функционирования. Согласно этим же программам формируются команды на приводы подач станка и его электроавтоматические устройства.
При реализации функций ЧПУ посредством математического обеспечения сокращается аппаратная часть устройства, уменьшается число элементов, восприимчивых к помехам. Набор диагностических программ и встроенная универсальная индикация на пульте устройства типа CNC позволяют быстро находить неисправности и устранять их посредством замены дефектного блока.
Примеры программируемых: УЧПУ 2Р22, 2У22, 2С42, 2У32, 2С85 и др. Они построены в основном на базе микроЭВМ «Электроника-60».
Системы ЧПУ по назначению подразделяются на позиционные, прямоугольные, контурные, комбинированные (рис. 1.4).
Позиционные системы ЧПУ позволяют автоматически установить рабочие органы в позицию, заданную программой управления станком, причем в период перемещения рабочего органа обработка не ведется. Такие системы применяют в сверлильных и расточных станках. Время перемещения из одной точки позиционирования (x1, y1) в другую (х2, y2) должно быть минимальным. Число одновременно управляемых координат может колебаться в пределах одной – пяти.
Позиционирование в зависимости от используемого устройства ЧПУ может происходить по двум координатам одновременно или последовательно по каждой координате. Третья координата – это подача шпинделя по оси Z. Четвертую и пятую координаты, если они есть, используют для поворота стола, для выхода на диаметр резца в планшайбе расточного шпинделя, дополнительного движения шпиндельной бабки. При позиционирование рабочего органа происходит ступенчатое снижение скорости перемещения: быстрое – на большей части пути и медленное – для точной установки при подходе к заданной точке для уменьшения влияния инерционных и упругих сил.
Прямоугольные системы ЧПУ обеспечивают рабочие перемещения по программе исполнительных органов станка поочередно вдоль его осей координат на заданные расстояния. Эти системы используют на токарных, фрезерных, расточных станках для обработки ступенчатых валиков, деталей с прямоугольным контуром, а также для сверления отверстий, растачивания, нарезания резьбы метчиком и т.д.
Контурные системы ЧПУ обеспечивают автоматическое перемещение рабочего органа по произвольной траектории с контурной скоростью, заданной программой управления станком. Контурная скорость – результирующая скорость подачи рабочего органа станка, направление которой совпадает с направлением касательной в каждой точке заданного контура обработки. Траектория обработки обеспечивается совместным и взаимосвязанным движением нескольких исполнительных устройств. Область применения контурных систем – токарные и фрезерные станки с ЧПУ. Контурные СЧПУ с управлением от перфоленты подразделяют: по типу интерполяции (с линейной, круговой и специальной), типу привода (со следящим и шаговым), по числу одновременно управляемых координат (с двумя, тремя и т.д.).
Наиболее простые линейные интерполяторы используют, если контур обрабатываемой детали можно представить в виде отрезков прямых, расположенных под любыми углами к оси координат. Криволинейные участки в этом случае представляют как ряд прямых отрезков, т.е. проводят аппроксимацию. Более сложные детали, содержащие различные дуги окружностей и отрезки прямых, удобнее обрабатывать с помощью линейно-кругового интерполятора, в котором дуга окружности задается одним кадром, а криволинейный контур плавно аппроксимируется прямыми и дугами окружности. Тем самым уменьшается длина программоносителя, упрощается расчет программ при наличии устройства автоматического расчета эквидистанты. Для обработки очень сложных деталей (гребных винтов, лопаток турбин и т.д.) применяют специальные интерполяторы, например параболические.
Обозначение типа модели УЧПУ состоит из нескольких элементов:
¨ буква означает тип системы:
— Н – непрерывная (контурная);
— У – универсальная или контурно-позиционная;
¨ цифра впереди букв означает модификацию системы;
¨ первая цифра за буквой – общее число управляемых по программе координат;
¨ вторая цифра за буквой – число одновременно управляемых координат;
¨ третья цифра за буквой – тип привода:
— 2 – следящий или следящерегулируемый.
Встречаются и кодовые обозначения, например: «Размер 4» и др. Буквы в таком обозначении чаще всего указывают модификацию системы. Например, обозначение УЧПУ типа Н221 значит, что система непрерывная (Н), с общим числом управляемых координат 2, имеющая 2 одновременно управляемые координаты, предназначена для управления приводом с шаговыми двигателями.
Категории
- Безопасность жизнедеятельности в техносфере (14)
- Бухгалтерский учет, анализ и аудит (5)
- Гуманитарные науки (56)
- Естественные науки (20)
- Информатика и вычислительная техника (27)
- Медицина (3)
- Менеджмент организации (20)
- Науки о человеке и обществе (2)
- Общетехнические дисциплины (18)
- Прикладная информатика в экономике (3)
- Программное обеспечение вычислительной техники и автоматизированных систем (2)
- Прочее (14)
- Социальная работа (26)
- Технология машиностроения (9)
- Финансы и кредит (25)
- Электротехника и промышленная электроника (3)
- Юриспруденция (28)
Свежие записи
- 8.13 Правоприменительная деятельность и средства массовой информации
- 8.12. Психологическая характеристика деятельности инспектора ГИБДД
- 8.11. Психологическая характеристика деятельности участкового инспектора
- 8.10. Психологическая характеристика деятельности инспектора ОБЭП
- 8.9. Психологическая характеристика деятельности инспектора таможни
Материал представлен на сайте исключительно в ознакомительных целях.
Все права принадлежат авторам этих материалов.
Источник: libraryno.ru
Принцип системы ЧПУ (числового программного управления)
Системы числового программного управления (СЧПУ) предназначены для автоматизации работы станочного оборудования и осуществления обработки по заданной программе.
Современные обрабатывающие комплексы обладают значительной технологической гибкостью и универсальностью во многом благодаря наличию СЧПУ. Намечается тенденция использовать универсальное оборудование (вместо узкоспециализированной станочной оснастки и роботов-автоматов) даже при крупносерийном производстве, т. к. возможность лёгкой переналадки оказывается более весомым плюсом, чем повышение стоимости оборудования. Кроме того, изготовление сложных профилированных деталей без использования многокоординатной программной обработки порой оказывается невозможным в принципе.
Наиболее яркими преимуществами систем ЧПУ являются:
- более высокая производительность оборудования;
- сочетание универсальности и точности обработки;
- упрощение производственного процесса (связанная, однако, с некоторым усложнением подготовительного этапа — разработки управляющих программ);
- малый разброс качества изделий в пределах одной партии выпуска;
- быстрота переналадки оборудования и перехода к выпуску других изделий;
- простота оснастки станков;
- лёгкость облуживания и эксплуатации и т. д.
Архитектура систем ЧПУ
Принцип работы систем ЧПУ заключается в выдаче микроконтроллером управляющего воздействия (электрических импульсов строго определённой продолжительности) на исполнительные механизмы станка, а также контроля их перемещения («обратная связь») для реализации движения режущего инструмента согласно заданной программе обработки.
Исполнительными механизмами фрезерных станков являются электродвигатели привода инструментального портала, а также электромотор шпинделя и ряд вспомогательных систем.
При использовании шаговых двигателей «обратная связь» изначально заложена в их конструкцию — двигатель однозначно «знает» на сколько шагов повернётся ротор при определённой длине управляющего импульса. Для более мощных станков применяются серводвигатели, контроль перемещения которых осуществляется специальными датчиками положения. Говоря упрощённо, для реализации принципа числового программного обеспечения система ЧПУ должна «знать», куда перемещать режущий инструмент, и «чувствовать» где он в каждый момент времени находится. За первое отвечает программа обработки, а за второе — датчики положения инструмента.
Следовательно, электронная система ЧПУ должны должна включать следующие компоненты:
- микропроцессор — для преобразования кодов программы в управляющие импульсы (а также контроля всех основных и промежуточных процессов станка);
- оперативную память — для хранения текущей информации в процессе обработки;
- постоянную память — для хранения файлов управляющих программ, настроек оборудования и прочей вспомогательной информации;
- устройство загрузки программ (например, через USB-интерфейс);
- устройство управления (собственное и/или внешнее — плата подключения ПК).
Конструктивные исполнения систем ЧПУ отличаются широким разнообразием. В процессе развития системы претерпевали значительные изменения — как по способу загрузки программ (перфокарты для ранних систем и трёхмерные твердотельные модели для современных), так и по алгоритму управления (замкнутые, разомкнутые и т. п.). Для современных станков характерно наличие ЧПУ, ориентированного на максимальную интеграцию с ПК.
Особенности современных систем ЧПУ
В настоящее время совершенствование систем ЧПУ, как и любых других продуктов в IT-сфере, идёт стремительными темпами. Производитель, не представивший вовремя свою разработку, ориентированную на требования рынка, рискует навсегда «выпасть из обоймы». При этом основными тенденциями развития ЧПУ являются:
- упрощение аппаратной и программной части систем;
- полная совместимость с предыдущими «эволюциями» (для запуска ранее наработанных программ);
- упор на разработку и совершенствования программного обеспечения (и т. о. расширения функционала существующих систем ЧПУ);
- плавная «эволюция» технических решений (взамен «революционным» изменениям) аппаратной части систем;
- открытость систем — для производителей станочного оборудования это означает широкие возможности для самостоятельной доработки;
- многоканальность — для реализации одновременного запуска нескольких управляющих программ на одной системе ЧПУ;
- поддержка алгоритмов высокоскоростной обработки.
Практически все современные ЧПУ поддерживают интерполяцию с малой дискретностью вычислений («наноинтерполяцию») и алгоритмы «предпросмотра», т. е. возможность просчитывать траекторию инструмента и заранее снижать скорость перед её резкими изменениями (что особенно актуально для обработки на больших скоростях).
Также перспективные системы ЧПУ строятся в расчёте на удалённое (сетевое) управление, в том числе при объединении отдельных станков в группы — в рамках технологической цепочки производства изделий. Большое внимание уделяется функциям моделирования процесса обработки, когда система не просто визуализирует на экране маршрут движения инструмента, а представляет модель фактического результата обработки.
К системам ЧПУ также предъявляются требования расширенной диагностики оборудования и возможность «понимания» языков программирования высокого уровня. И кончено же, современные системы всё более унифицируются в рамках принятых стандартов. В то же время производители стремятся выпускать на рынок системные продукты (а не отдельные разрозненные компоненты) позволяющие решать «под ключ» комплексные технологические задачи.
Следует отметить, что развитие систем ЧПУ неотделимо от повышения квалификации персонала — программистов, операторов станков, наладчиков. Однако до сих пор совершенствование систем значительно опережало способности их использовать — особенно в новейших технологических областях (например, высокоскоростной обработки). Поэтому вопрос раскрытия возможностей перспективных систем ЧПУ, обучения новым методам их использования, непременно должен выдвигаться на первый план.

- Как фрезеровать мебельные панели МДФ
- Виды станков с ЧПУ. Рассматриваем основные
- Из чего состоит фрезерный станок
- Подключение фрезерного станка
- Виды фрезерных станков с ЧПУ
- Плюсы 4-х координатных фрезерных станков
- Пуско-наладочные работы для фрезерного станка
- Выбор компактной модели фрезерного станка для хобби
- Что такое высокоскоростная обработка?
- Принцип системы ЧПУ (числового программного управления)
Источник: infofrezer.ru
Как устроены оси станка с ЧПУ. Принцип работы и подбора комплектующих для кинематики ЧПУ

- 1. Устройство 3-х осевого станка с ЧПУ
- 2. Компоненты осей ЧПУ
- 3. Направляющие фрезерного станка с ЧПУ
- 4. Вал винтовой передачи
- 5. Двигатели осей ЧПУ
- 6. Концевой датчик или «концевик» Оси
Всем привет друзья, С Вами 3DTool!
В этом материале мы хотим во-первых, рассказать Вам о том, как устроена механика фрезерных станков с ЧПУ. Во-вторых, раскрыть принцип ее работы и подбора комплектующих. И в-третьих, немного подробнее описать каждый из отдельно взятых узлов в рамках их применения в общей конструкции. Статья будет полезна новичкам и совсем не знакомым с архитектурой ЧПУ-станков читателям.

Оси фрезерного станка с ЧПУ как правило крепятся к раме станка. Их роль заключается в обеспечении точного передвижения портала со шпинделем, в соответствии с командой от панели управления или программой G-кода через контроллер.
1. Устройство 3-х осевого станка с ЧПУ
Типовую схему движения на 3-х осевом станке с ЧПУ вы можете видеть на картинке ниже:
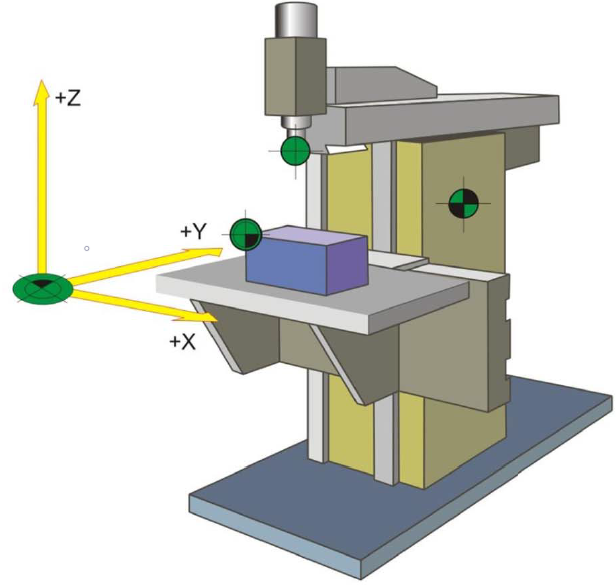
3-х осевая координатная система станка с ЧПУ
2. Компоненты осей ЧПУ
Каждая ось станка содержит следующие компоненты:
- Направляющие оси
- Вал винтовой передачи
- Мотор оси
- Концевой датчик
3. Направляющие фрезерного станка с ЧПУ
Направляющие фрезерного станка с ЧПУ должны выполнять три основных задачи:
- Движение в направлении заданной оси. Тут основную роль играет низкий коэффициент трения.
- Обеспечить точное перемещение, исключая вибрации и люфты. Основное требование — качество направляющих и каретки.
- Направляющая должна воспринимать и гасить вторичные нагрузки. Основное требование — жесткость.
В зависимости от формы профиля различают несколько видов линейных направляющий, в их числе:
Цилиндрические направляющие
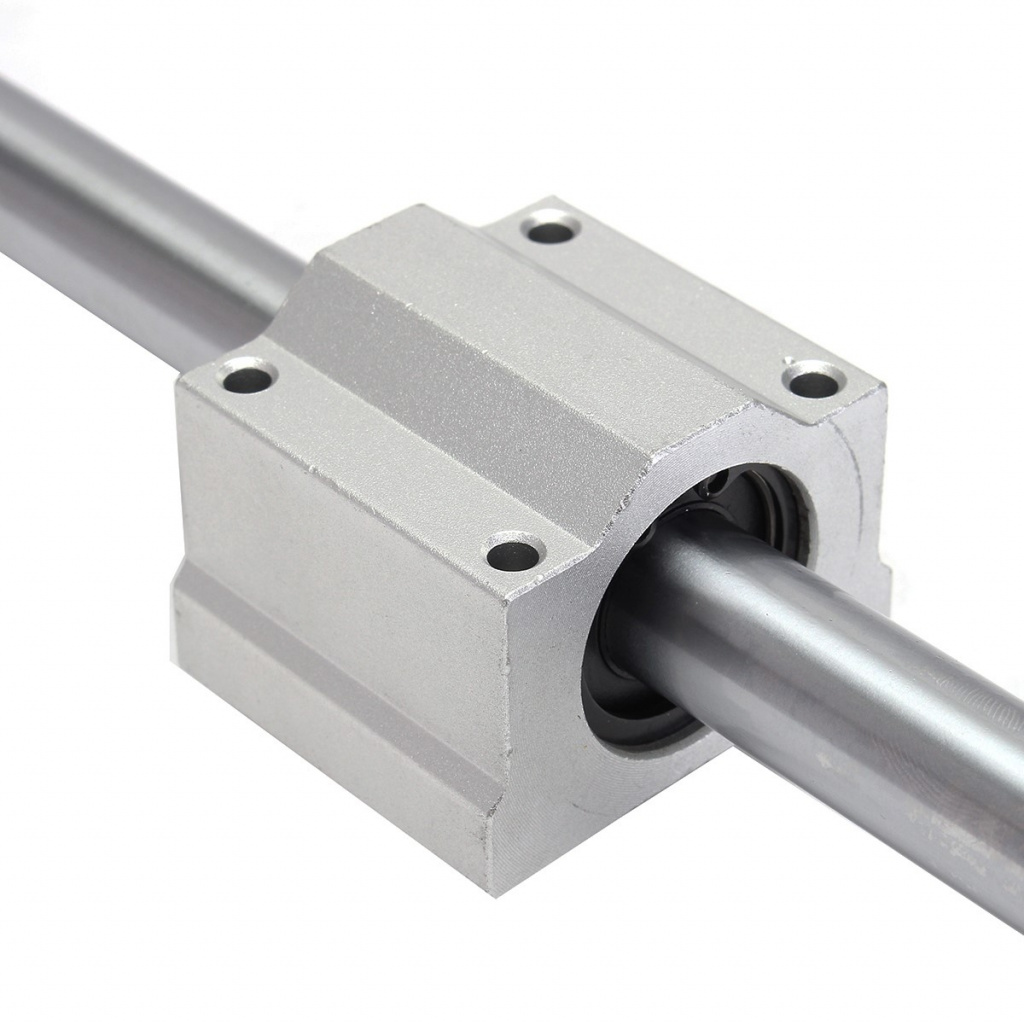
По своей сути это — шлифованный цилиндрический вал, по которому движутся каретки с литыми втулками, либо линейными подшипниками. Сами рельсы крепятся на несущую конструкцию корпуса. Точность станка с такими направляющими будет ниже, нежели с линейными направляющими за счет повышенных люфтов и меньшего сопротивления вторичным нагрузкам.
Коробчатые направляющие и ласточкин хвост

Направляющие данного вида отличаются лишь профилем сечения, принцип работы же у них одинаков. После точной подгонки данные направляющие крепятся к станине станка, становясь её непосредственной частью. Движение осуществляет каретка, точно подогнанная по размеру к профилю рельсы. Минусом данных типов направляющих является сложность замены рельсы и подгонки к ней размеров каретки в случае износа.
Данные направляющие чаще всего изготавливаются из чугуна, потому что он обладает хорошими свойствами с точки зрения скользящего контакта металл-металл.
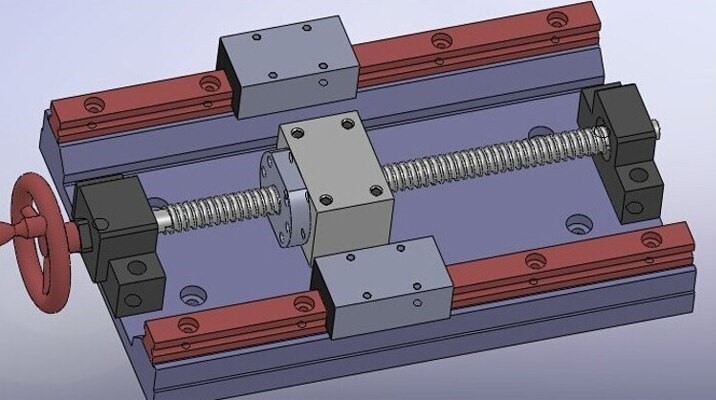
Профильные рельсовые направляющие

Профильный направляющий рельс с кареткой.
Профильные рельсовые направляющие по принципу работы похожи на предыдущий тип направляющих, но все же имеет несколько ключевых от него отличий:
- Скольжение осуществляется по заранее определенным профилям дорожек рельсы, с очень тонкой подгонкой зазоров между кареткой и рельсом.
- Минимальное трение в данном случае обеспечивают шарики внутри каретки
- С боков каретки обычно стоят сальники и пыльники, что исключает попадание пыли и стружки внутрь подвижных элементов
Обычно, на одну ось используется 2 рельсы, а на одной рельсе находятся 2 каретки, но конструкция позволяет разместить на рельсе сколько угодно кареток в зависимости от её длинны и конструктивных особенностей станка.
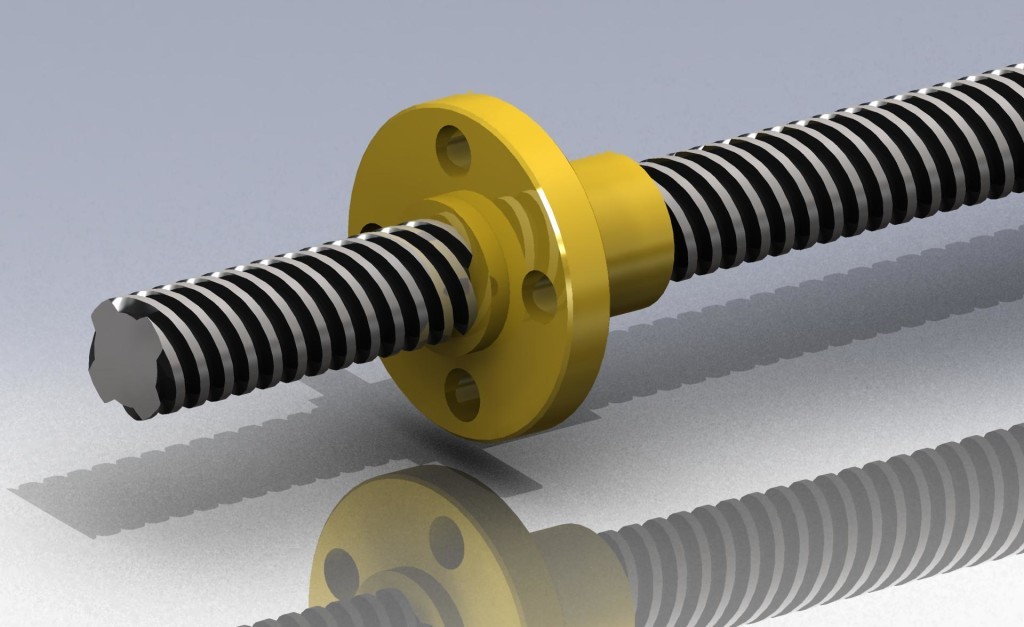
4. Вал винтовой передачи
Задача данного вала-преобразовывать вращательное движение в поступательное вдоль оси с как можно меньшим трением и как можно меньшим люфтом.
Люфт
Когда станок меняет направление движения винтовой передачей, требуется небольшой поворот винта, прежде чем направление изменится на противоположное. В этот момент винт и гайка смещаются друг относительно друга без взаимного вращения.
Станки с ЧПУ очень нетерпимы к люфту. Минимизация люфта критически важна для качественной работы станка.
Люфт нельзя полностью устранить, но хорошим значением для любого станка с ЧПУ является люфт менее двадцати пяти тысячной сантиметра (0,0025 сантиметра), но в промышленных станках с ЧПУ это значение гораздо меньше.
Передача винт-гайка