
О типичных ошибках при внедрении системы 5С рассказывает Александр Карбаинов, Тренер-консультант ГК «Оргпром».
Как-то раз меня пригласили на одно предприятие для консультаций по бережливому производству. Предприятие занималось пищёвкой – делало продукцию, которая отправлялась в магазины, кафе, офисы. Я, естественно, попросил отвести меня на производственную площадку. Увиденное шокировало. Там было очень плохо.
Но сейчас речь не о недостатках производственного процесса. Речь о том, что на стенах я увидел знакомую агитацию. Они внедряли 5С. Предприятию этого делать было нельзя.
5С это система совершенствования производственной среды. На самом деле, неважно, какую конкретно систему предприятие применяет у себя: японскую 5С, русский трёхступенчатый контроль или «Ordnung muss sein [1] ». Главное, чтобы производственные процессы выполнялись в идеальном порядке. Почему? Нет порядка – нет производительности. Нет порядка – нет качества.
Нет порядка – нет контроля за материальными ресурсами. Об этом знают все руководители. Но совершенствуют производственную среду не все.
Что такое система 5s? Лекция #1
Почему простые правила поддержания порядка на многих предприятиях постоянно нарушаются? Низкая оплата труда? Лень? Безразличие? Отсутствие средств?
Неправда. Это всё отговорки и следствия.
Проблема живёт в головах руководителей, в отсутствии у них мотивации к поддержанию порядка, в недостаточной их квалификации именно как руководителей, как лидеров.
В России, из-за разрушения советской системы организации труда, были потеряны традиции повышения квалификации и сложился карго-культ[2] управления.
Подобно меланезийским самолётопоклонникам, многие начальники верят, что наличие красивой визитки, дорогой машины и секретарши в «Пентагоне» делают их хорошими руководителями. Я понимаю, что эта фраза звучит вызывающе. Но ничем иным я не могу объяснить наличие «директорских маршрутов» на производстве. Ничем иным я не могу объяснить, почему начальнику участка не стыдно за гадюшник в тумбочке слесаря, а начальнику цеха не стыдно за то, что его подчинённые выглядят как военнопленные. Прячась в башнях из слоновой кости, плохие руководители бегут от реальности.

Хорошие руководители понимают необходимость порядка. Я как-то работал под руководством бывшего сотрудника органов. Его методы поддержания порядка живо напоминали знаменитое жегловское: «Ты хоть один документ у меня на столе прочитал?». После предыдущего места работы мне было трудно привыкнуть к политике чистых столов. Мне было так неудобно.
Но через пару месяцев я сдался, согласившись с тем, что так действительно лучше. Следует лишь отметить, что согласие с этим принципом дошло до меня не через слова, а через ежедневную работу.

Понимают это и японские консультанты по повышению эффективности производств. В их проектах первой задачей для руководителя обычно является внедрение 5С. Если она не выполняется, проект прекращается. О чём можно разговаривать с руководителем, который не в состоянии изменить простейшие обычаи поведения своих подчинённых? Для японцев очевидно, что человек, который не смог выполнить задачу по внедрению 5С это не руководитель, не лидер своего коллектива, а так… чиновник, распределитель работ.
Профессор Линкин о 5С: коротко, быстро и доступно
Проблема неспособности внедрить 5С – свидетельство профессиональной некомпетентности руководителя.
Откуда же берутся такие руководители? Классическая карьера директора завода выглядит примерно так: рабочий – мастер – начальник цеха – директор по производству – генеральный директор. Кто и как учит директора руководить вовремя этой карьеры? Хорошо, если в его жизни оказался Наставник. А если нет?
И начинается всё с самого начала. Назначают хорошего, опытного рабочего мастером. У него кардинально поменялась функция: раньше он работал руками, а теперь управляет коллективом. Кто его обучил, кто дал ему навык управления? Кто ему объяснил, что теперь его идеалом должен служить не Левша, а майор Пейн?
Кто научил его быть майором Пейном?
Вот мы и получаем картину, в которой начальники к усилиям по улучшению порядка на предприятиях относятся по принципу: «Плевать. На скорость не влияет!»
Но в чём-то они действительно правы. Улучшение порядка прямо не влияет ни на скорость, ни на качество, ни на производительность. Обычно утверждается обратное, но мои наблюдения как систему этого не подтверждают. Хотя исключения встречаются.
Вдумчивое внедрение 5С требует существенных материальных затрат на обновление инструментов, оборудования, ремонт помещений и оборудования. Но на законный вопрос финансового директора: «Какую отдачу в рублях мы получим от внедрения 5С?» часто точно ответить нечем. Не считать же на самом деле сданный металлолом. Сдача металлолома не является целью 5С.
Истинными целями 5С и иных подобных систем являются создание стерильной производственной среды, необходимой для совершенствования процессов и создание привычки у персонала выполнять установленные правила. Первая цель очевидна и обоснования не требует. Но с пониманием второй цели возникают проблемы.
Существует такая штука как «Теория разбитых окон». Согласно данной теории, если кто-то разбил стекло в доме и никто не вставил новое, то вскоре ни одного целого окна в этом доме не останется.

Иными словами, явные признаки беспорядка и несоблюдения людьми принятых норм поведения провоцируют окружающих тоже забыть о правилах. В результате возникающей цепной реакции «приличный» городской район может быстро превратиться в клоаку, где людям страшно выходить на улицу[3].
То же самое происходит и на любом предприятии. Если на нём не соблюдаются мелкие правила по поддержанию порядка на производстве, то не сомневайтесь, у вас на предприятии имеются большие проблемы и с качеством, и с производительностью, и с безопасностью.
Вывод о качестве управления на производстве легко сделать по курилке в офисе в конце рабочего дня. Если окурки лежат вокруг специального ведра, а не в нём, то нет смысла внедрять 5С на производстве и вообще заниматься реинжинирингом производственных процессов. Это не сержантская сентенция, это результаты моих наблюдений на многих, многих предприятиях. Проблема на таком предприятии не в неправильной организации процессов, а в отношении сотрудников к работе, к соблюдению правил. Но если у них сформировалось такое отношение, значит есть и серьёзные проблемы с лидерством на предприятии.
Настоящий руководитель всегда найдёт методы убеждения и всегда добьётся от коллектива выполнения своих требований. Настоящего лидера не нужно убеждать в том, что его власть строится на соблюдении мелких правил – он чувствует это спинным мозгом. И наконец, настоящий лидер не будет размениваться на внедрение какой-то там 5С. Он достигает своих непростых целей. Элементарный порядок в коллективе – необходимое условие для этого.
Не внедряйте 5С, пытаясь повысить производительность. Укрепляйте свои лидерство, власть и влияние! Повышайте производительность, эффективность и что угодно, что для этого требуется! Улучшение нужных показателей станет следствием правильной организации работы людей, а не раскладывания ключей по теневым шаблонам.
5С это мелкий инструмент. Если вы всё делаете правильно – порядок образуется сам собой. Когда он вам понадобится, вы не будете нуждаться в его обосновании. Вы просто будете об этом это знать.
Но если ваш цех за пределами директорского маршрута выглядит как руины донецкого аэропорта – берегитесь. Что-то в управлении вы делаете не так!
Возможно, надо будет приложить небольшие усилия, но всё должны сделать ваши подчинённые. Возможно, ваш путь будет неоптимальным, но и это не страшно. В наведении порядка вы можете срезать углы и воспользоваться чужим умом. В приглашении специально обученных людей ничего страшного нет.
Они передадут вам технологию, только следите, чтобы их консалтинг не свёлся к наведению порядка на отдельно взятом участке. Такой проект через месяц умрёт.
Проблема предприятия, с которого статья началась, заключалась в разрыве между заявляемыми целями и пониманием руководителями содержания своей работы. 5С использовался как инструмент повышения производительности, а не как инструмент управления персоналом. Естественно, что не будучи подкреплённым результатом проект рухнул. Грустная, но типичная картина.
Не внедряйте 5С, пытаясь улучшить производственные показатели. Воспитывайте персонал, используя 5С!
[1] «Должен быть порядок» — немецкая пословица.
[2] Карго-культ (англ. cargo cult — поклонение грузу), рели́гия самолётопоклонников или культ Даро́в небе́сных. Последователи культа верят, что западные товары созданы духами предков и предназначены для меланезийского народа. Считается, что белые люди нечестным путём получили контроль над этими предметами.
В культах карго проводятся ритуалы, похожие на действия белых людей, чтобы этих предметов стало больше. Например, из кокосовых пальм и соломы строятся «точные копии» взлётно-посадочных полос, аэропортов и радиовышек. Члены культа строят их, веря в то, что эти постройки привлекут транспортные самолёты (которые считаются посланниками духов), заполненные грузом. Верующие регулярно проводят строевые учения и некое подобие военных маршей, используя ветки вместо винтовок и рисуя на теле ордена и надписи «USA».
Источник: up-pro.ru
Почему 5S не работает?
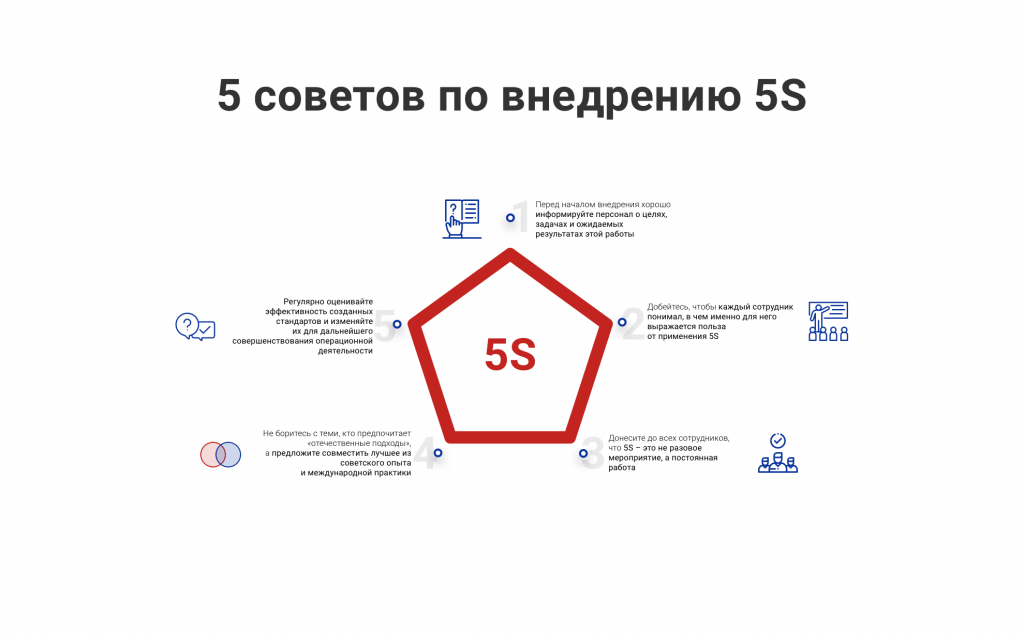
Казалось бы, о методе 5S знают все, кто внедрял бережливое производство (Lean Production) или хотя бы о нем слышал. В то же время мало кто может сказать, что видел действующую и устойчивую систему 5S. Многим сначала удается создать видимость ее существования, но со временем усилия сводятся на нет. Все дело в пренебрежении к деталям, в которых и попробуем разобраться.
![]() 1
1 ![]() 1 20/07/2018
1 20/07/2018
Что за метод и почему он важен
5S – это японский метод организации рабочего пространства, который помогает упростить выполнение определенных видов работ за счет устранения потерь. Он состоит из пяти этапов, названия которых начинаются на «с» (в скобках указаны англо- и русскоязычные переводы):
1. Сэири (Sort; Сортируй);
2. Сэитон (Set in Order; Создай порядок);
3. Сэисо (Shine; Содержи в чистоте);
4. Сэикэцу (Standardize; Стандартизуй);
5. Сицукэ (Sustain; Совершенствуй).
Считается, что из всех инструментов бережливого производства метод 5S нужно внедрять одним из первых. И обычно в пользу этого приводят два аргумента:
• 5S очень прост для понимания и применения, редко требует существенных финансовых и временных расходов.
• 5S создает базовый уровень стандартизации, без которого невозможно понять, что именно и насколько нужно совершенствовать. Поскольку зачастую до внедрения бережливого производства на предприятии вообще нет стандартов, 5S можно использовать для этой цели.
Ошибочная простота метода: причина № 1
Это главная проблема. Если метод просто описан, возникает иллюзия, что его легко реализовать. На практике все гораздо сложнее – примерно как попытка сделать сто приседаний без предварительной подготовки. В самом процессе нет ничего сложного – каждый может присесть один-два раза. А вот сто – не каждый.
При знакомстве с методом 5S многим кажется, что достаточно привести рабочее место в порядок. Людям свойственно искать аналогии новым понятиям, и у 5S есть брат-близнец – генеральная уборка. Она приходит на ум каждому, кто участвовал в первых мероприятиях по внедрению метода. Это заметно даже по их фразам: «навести 5S», «сделать 5S». Сравните: «навести порядок», «сделать уборку».
Но в такой трактовке не учитываются два важных этапа: стандартизация и совершенствование. Без них 5S остается попыткой добиться чистоты на свалке: снова появляются ненужные бумаги, вещи стоят где попало и т. п. Все возвращается на исходную, а значит, 5S как метод организации рабочего пространства не заработал.
Другие причины кажущейся простоты:
- Создание стандартов уборки не представляется сложным делом.
- Никто не знает, сколько времени и усилий требуется для создания новых привычек.
- При описании 5S мало внимания уделяется роли всего персонала во внедрении.
О последнем стоит сказать отдельно. В русскоязычной бизнес-литературе о 5S почти не говорится о работе с сотрудниками. А ведь именно от них потребуется больше всего усилий для поддержания нового порядка в рабочем пространстве. Причем даже не физических, а моральных.
Если сотрудники не понимают, для чего им новый порядок, что он дает и от чего избавляет, они, вполне естественно, будут сопротивляться введению новых правил и при первой же возможности возвратятся к старым привычкам.
НОТ имеет сходную с 5S задачу – повышать эффективность человеческой деятельности
Требуется много времени и терпения для объяснения пользы от постоянного поддержания порядка на рабочем месте и столько же времени и усилий, чтобы привить необходимые привычки и сделать их нормой рабочего распорядка.
Трудности перевода: причина № 2
Поскольку 5S – японский метод, частично проблема заключается в неточности перевода. Причем двойного, потому что сама концепция Lean Production пришла из США. Американские термины не являются точными аналогами японских, а русские – аутентичным переводом американских. Это заметно уже в названии третьего этапа 5S – сэисо – shine (англ. «сияние») – «содержи в чистоте».
Однако в полной мере проявляется в названии пятого этапа: сицукэ – sustain – «совершенствование». В неточности перевода можно убедиться, заглянув в любой англо-русский словарь, где sustain – «поддержание» или «подтверждение». Создатели русского перевода хотели учесть определенные смысловые оттенки и решили, что «совершенствование» будет сильнее побуждать к действиям. Как результат – русский 5S не совсем такой, как американский 5S и японский.
Интересно, что ни японские, ни российские эксперты не дают точных пояснений, что должно происходить на пятом этапе кроме проведения регулярных проверок рабочего пространства на соответствие установленным стандартам. Есть общее представление, что на пятом этапе нужно заниматься совершенствованием стандартов, созданных на четвертом этапе, но нет ни правил, ни процедур, позволяющих это делать на регулярной основе.
Намного проще применить 5S при стабильной загрузке и однообразных операциях, чем в хаотичном потоке разнородных задач
Как следствие, данную деятельность относят к непрерывному совершенствованию (кайдзэн) и реализуют через подачу предложений. Однако это исключает фактор регулярности, поскольку идеи улучшений появляются в случайном порядке. А ведь именно 5S позволяет систематически оценивать и переосмысливать созданные стандарты, анализировать причины отклонений.
Сколько раз и почему рабочие переставали поддерживать порядок? Может, поменялся режим работы, ассортимент, неудобно расположили инструмент, просто лень убираться? К сожалению, специалисты, отвечающие за 5S, крайне редко задают себе эти вопросы.
Сложное наследство НОТ : причина № 3
Проблемы возникают и в связи с приверженностью «отечественной методологии управления». Мол, «5S уже был реализован в Советском Союзе в виде НОТ», «наш метод лучше, чем японский» и т. п. Такие реплики можно еще услышать от опытных специалистов, которые успели поработать до 90-х годов прошлого века. Однако вряд ли они смогут сказать, как организовать рабочее пространство в соответствии с принципами НОТ – этого просто уже почти никто не помнит. Зачастую подобные аргументы – отговорки в пользу того, что менять ничего не надо.
Между тем НОТ имеет сходную с 5S задачу – повышать эффективность человеческой деятельности, поэтому здесь нет конфликта интересов. В качестве подтверждения процитируем фрагменты советской инструкции Центрального института труда и спроецируем их на 5S:
- Приготовь весь инструмент и приспособления (Этап 2. «Создай порядок»).
- Убери с рабочего места все лишнее (Этап 1. «Сортируй»).
- Инструмент располагай в нужном порядке (Этап 2. «Создай порядок»).
- Кончил работу и прибери все до последнего гвоздя, а рабочее место вычисти (Этап 3. «Содержи в чистоте»).
В НОТ есть что почерпнуть даже в наше время. Так что, если есть желание сделать «по-своему» – можно и «по-своему», но это точно должно отличаться от бардака на рабочих местах, где нет ни НОТ, ни 5S.
Сложные условия нестабильной загрузки:
причина № 4
Намного проще применить 5S при стабильной загрузке и однообразных операциях, чем в хаотичном потоке разнородных задач. Рабочие места на сборочном конвейере всегда организованнее, чем в ремонтной мастерской, а у оператора кол-центра на столе больше порядка, чем у офис-менеджера. Проблема в том, что об этом мало кто задумывается.
Именно 5S позволяет систематически оценивать и переосмысливать стандарты рабочих мест и анализировать причины отклонений
В России многие компании работают в условиях нестабильного потока заказов. При таких обстоятельствах сложнее добиться высоких показателей по организованности и эффективности рабочего пространства. Следовательно, невозможно подобрать лучшее решение на все случаи жизни. Придуманный вчера идеальный способ размещения рабочих мест, оборудования и инструментов сегодня оказывается неудобным и морально устаревшим, а все менять зачастую не только не хочется, но и технически невозможно.
Потенциал 5S в России
Несмотря на все культурные и технические сложности, 5S как метод организации рабочего пространства может принести существенную пользу большинству российских компаний. Если, конечно, он будет применяться не единоразово, а «с сегодняшнего дня и навсегда», при регулярном повторении всех пяти этапов.
В России можно найти достаточно успешных примеров. И это не только международные, но и российские компании (в основном созданные в последние два десятилетия). В них можно побывать и перенять лучшие идеи и решения для совершенствования своего бизнеса.

Нравится: 1 Была ли статья полезна? Да Нет
Источник: kachestvo.pro
Система «5С» на производстве: описание, особенности, принципы и отзывы

Спросите у эксперта
На чтение 8 мин.
Руководитель любого предприятия, независимо от сферы деятельности, мечтает, чтобы прибыль росла, а производственные затраты оставались неизменными. Добиться такого результата помогает система «5С» на производстве (в английском варианте 5S), основывающаяся только на рациональном использовании внутренних резервов.
Создавалась эта система не с чистого листа. Нечто подобное еще в конце XIX века предлагал американец Фредерик Тейлор. У нас в России этим занимался ученый, революционер, философ и идеолог А.А. Богданов, издавший в 1911 году книгу о принципах научного менеджмента. На основе изложенных в ней положений в СССР внедряли НОТ, то есть научную организацию труда.
Но наиболее совершенной стала предложенная японским инженером Тайити Оно и внедренная им на заводе Toyota Motor система «5С» на производстве. Что это такое, и почему японская система стала такой популярной?
Дело в том, что в ее основе лежит простой принцип, не требующий затрат. Он заключается в следующем — каждый работник, от уборщицы до директора, должен максимально оптимизировать свою часть в общем рабочем процессе. Это приводит к увеличению прибыли производства в целом и к росту доходов всех его сотрудников. Сейчас эстафету внедрения системы «5С» подхватили предприятия во всем мире, включая Россию. В этой статье мы попытаемся убедить скептиков в том, что японское ноу-хау действительно работает, причем абсолютно в любой сфере деятельности.
Система «5С» на производстве, что это такое
Международное 5S расшифровывается, как пять шагов («шаг» по-английски step). Некоторые экономисты и пропагандисты нового отношения к труду объясняют название пятью японскими постулатами, последовательно внедряемыми в системе 5S: сэири, сэитон, сэисо, сэикэцу и сицукэ. Для нас ближе и понятнее наши родные «5С» — пять последовательных шагов, которые нужно выполнить, чтобы добиться процветания своего производства. Это:
2. Соблюдение порядка.
3. Содержание в чистоте.

Как видим, ничего сверхъестественного система «5С» на производстве не требует. Возможно, именно поэтому к ней пока можно встретить недоверие и несерьезное отношение.
Этапы создания системы
Мудрый японец Тайити Оно, который, благодаря внедрению на заводе по производству «Тойот» своих методик, сумел дослужиться от инженера до генерального директора, обратил внимание, как много потерь происходит из-за различных неувязок и накладок. Например, на конвейер не поставили вовремя какие-нибудь мелкие винтики, и в результате встало все производство. Или наоборот, деталей подали с запасом, они оказались лишними, и в результате кому-то из сотрудников пришлось везти их обратно на склад, а значит, тратить на пустую работу свое время. Тайити Оно разработал концепцию, которую назвал «точно в срок». То есть на конвейер теперь поставлялось ровно столько деталей, сколько нужно.

Можно привести и другие примеры. Система «5С» на производстве также включала в себя концепцию «канбан», что по-японски значит «рекламная вывеска». Тайити Оно предложил на каждую деталь или каждый инструмент цеплять так называемую бирку «канбан», в которой давалась вся необходимая информация по детали или инструменту. В принципе, она применима к чему угодно.
Например, к товарам, медикаментам, папкам в офисе. Третьей концепцией, на которой основывается система «5С» на производстве, стало понятие «кайдзен», означающее непрерывное совершенствование. Придумывались и другие концепции, которые подошли лишь для узкоспециализированных производственных процессов. В этой статье мы их рассматривать не будем.
В итоге всех опробованных на практике нововведений и сформировалось 5 шагов, применимых к любому производству. Разберем их подробно.
Сортировка
У многих из нас на рабочих столах скапливаются предметы, которые, в принципе, не нужны. Например, старые формуляры, не используемые файлы, черновики расчетов, салфетка, на которой стояла чашка кофе. А среди этого хаоса могут находиться нужные файлы или документы.
Основные принципы системы «5С» подразумевают оптимизировать свой рабочий процесс, то есть сделать так, чтобы не тратилось время на поиск нужных вещей среди завалов ненужного. Это и есть сортировка. То есть на рабочем месте (возле станка, на столе, в мастерской – где угодно) все предметы раскладываются на две стопки – нужное и ненужное, от которого необходимо избавиться. Далее все нужное раскладывается на следующие стопки: «используется часто и постоянно», «используется редко», «почти не используется». На этом сортировка закончена.
Соблюдение порядка

Если просто разобрать предметы, толку не будет. Нужно эти предметы (инструменты, документы) разложить в таком порядке, чтобы используемое постоянно и часто очутилось на виду или так, чтобы его можно было быстро взять и легко положить назад. То, что используется редко, можно отправить куда-нибудь в ящик, но к нему нужно прикрепить бирку «канбан», с тем, чтобы через время можно было легко и безошибочно его найти. Как видим, система «5С» на рабочем месте начинается с самых простых шагов, но на деле она оказывается очень эффективной. А кроме того, она повышает настроение и желание трудиться.

Этот третий шаг является для многих самым логичным. Соблюдать чистоту нас учат с детства. На производстве она тоже необходима, причем, чистыми должны быть не только столы офисных работников или шкафы в учреждениях общепита, но и станки, подсобные помещения уборщиц. В Японии сотрудники бережно относятся к своим рабочим местам, трижды в день их убирают – с утра перед работой, в обеденный перерыв и вечером, по окончании трудового дня. Кроме того, у них на предприятиях введена специальная маркировка участков, позволяющих соблюдать на производстве порядок, то есть разными цветами отмечены участки готовой продукции, складирования определенных деталей и так далее.
Стандартизация
Принципы стандартизации придумал еще Тайити Оно. Широко использует их и современная система 5S. Управление производством, благодаря стандартизации, получает замечательный инструмент контроля за всеми процессами. В результате быстро устраняются причины отставания от графика и исправляются ошибки, приводящие к выпуску некачественной продукции.
На заводе Toyota Motor стандартизация выглядела так: мастера составляли ежедневные планы работ, на рабочих местах вывешивались точные инструкции, в конце трудового будня специальные работники проверяли, какие за день произошли отступления от плана и почему. Это и есть основное правило стандартизации, то есть точные инструкции, планы работ и контроль за их выполнением. Сейчас на многих предприятиях, например, на заводах ENSTO в Эстонии, вводится премиальная система работников, четко выполняющих положения системы «5С» и на основе этого повышающих свою производительность, что является отличным стимулом принять эту систему, как образ жизни.
Совершенствование
Пятый шаг, на котором завершается система «5С» на производстве, основан на концепции кайдзен. Она означает, что все работники, независимо от занимаемой должности, должны стремиться усовершенствовать процесс работы на вверенном им участке. Философская суть кайдзен заключается в том, что вся наша жизнь каждый день становится лучше, а коль работа – это часть жизни, она тоже не должна оставаться в стороне от улучшений.

Поле деятельности тут широкое, ведь пределов у совершенства не существует. Согласно понятиям японцев, работники сами должны хотеть улучшить свой производственный процесс, без указаний и принуждений. Сейчас во многих организациях создаются команды рабочих, следящих за качеством продукции, обучающих своему положительному опыту других, помогающих добиваться совершенства.
Основные ошибки
Чтобы система «5С» начала работать, мало ее организовать или взять на работу сотрудников, которые будут заставлять своих коллег ее внедрять. Тут важно, чтобы люди осознали полезность этого новшества и приняли его как стиль жизни. Внедрение системы «5С» в России на производстве сталкивается с трудностями именно по причине того, что наш русский менталитет отличается от японского. Для многих наших производств характерно следующее:
1. Работники, особенно если для них нет поощрительных стимулов, не стремятся увеличить прибыль предприятия. Они спрашивают, зачем стараться сделать начальника еще богаче, если у него и так все есть.
2. Сами руководители не заинтересованы во внедрении системы «5С», потому что не видят в ней целесообразности.
3. Многие директивы, «спускаемые сверху», привыкли выполнять только для «галочки». В Японии наблюдается совсем другое отношение к своему труду. Например, тот же Тайити Оно, внедряя систему «5С», думал не о личной выгоде, а о выгоде компании, в которой он был всего лишь инженером.
4. На многих предприятиях внедряется насильно система «5С». Бережливое производство, подразумевающее устранение потерь всех видов (рабочего времени, сырья, хороших работников, мотивации и прочих показателей) при этом не получается, так как работники начинают на подсознательном уровне противиться нововведениям, что в итоге сводит все старания к нулю.
5. Руководители, внедряющие систему, не полностью понимают ее суть, из-за чего возникают сбои в налаженных процессах производства.

6. Стандартизация часто перерастает в бюрократию, хорошее дело обрастает указаниями и директивами, которые только мешают работе.
Отзывы
Россияне, у кого введена система «5С» на производстве, отзывы об этом новшестве оставляют весьма неоднозначные. Отмечаемые плюсы:
- приятнее находиться на рабочем месте;
- не отвлекают от работы ненужные мелочи;
- более четко идет рабочий процесс;
- снизилась усталость в конце смены;
- немного возросла зарплата за счет увеличения производительности труда;
- снизился производственный травматизм.
- проводя сортировку, заставляют выбрасывать все подряд;
- стандартизация привела к увеличению бюрократии;
- введение системы «5С» не на всех участках предприятия усугубило проблемы;
- постановка на первое место системы «5С» отодвинула на второй план такие важные вопросы, как нехватка запчастей.
Источник: hochyvseznat.ru