
Руководитель любого предприятия, независимо от сферы деятельности, мечтает, чтобы прибыль росла, а производственные затраты оставались неизменными. Добиться такого результата помогает система «5С» на производстве (в английском варианте 5S), основывающаяся только на рациональном использовании внутренних резервов.
Создавалась эта система не с чистого листа. Нечто подобное еще в конце XIX века предлагал американец Фредерик Тейлор. У нас в России этим занимался ученый, революционер, философ и идеолог А.А. Богданов, издавший в 1911 году книгу о принципах научного менеджмента. На основе изложенных в ней положений в СССР внедряли НОТ, то есть научную организацию труда.
Но наиболее совершенной стала предложенная японским инженером Тайити Оно и внедренная им на заводе Toyota Motor система «5С» на производстве. Что это такое, и почему японская система стала такой популярной?
Дело в том, что в ее основе лежит простой принцип, не требующий затрат. Он заключается в следующем — каждый работник, от уборщицы до директора, должен максимально оптимизировать свою часть в общем рабочем процессе. Это приводит к увеличению прибыли производства в целом и к росту доходов всех его сотрудников. Сейчас эстафету внедрения системы «5С» подхватили предприятия во всем мире, включая Россию. В этой статье мы попытаемся убедить скептиков в том, что японское ноу-хау действительно работает, причем абсолютно в любой сфере деятельности.
Профессор Линкин о 5С: коротко, быстро и доступно
Система «5С» на производстве, что это такое
Международное 5S расшифровывается, как пять шагов («шаг» по-английски step). Некоторые экономисты и пропагандисты нового отношения к труду объясняют название пятью японскими постулатами, последовательно внедряемыми в системе 5S: сэири, сэитон, сэисо, сэикэцу и сицукэ. Для нас ближе и понятнее наши родные «5С» — пять последовательных шагов, которые нужно выполнить, чтобы добиться процветания своего производства. Это:
2. Соблюдение порядка.
3. Содержание в чистоте.
Как видим, ничего сверхъестественного система «5С» на производстве не требует. Возможно, именно поэтому к ней пока можно встретить недоверие и несерьезное отношение.

Этапы создания системы
Мудрый японец Тайити Оно, который, благодаря внедрению на заводе по производству «Тойот» своих методик, сумел дослужиться от инженера до генерального директора, обратил внимание, как много потерь происходит из-за различных неувязок и накладок. Например, на конвейер не поставили вовремя какие-нибудь мелкие винтики, и в результате встало все производство. Или наоборот, деталей подали с запасом, они оказались лишними, и в результате кому-то из сотрудников пришлось везти их обратно на склад, а значит, тратить на пустую работу свое время. Тайити Оно разработал концепцию, которую назвал «точно в срок». То есть на конвейер теперь поставлялось ровно столько деталей, сколько нужно.
8 шагов 5С
Можно привести и другие примеры. Система «5С» на производстве также включала в себя концепцию «канбан», что по-японски значит «рекламная вывеска». Тайити Оно предложил на каждую деталь или каждый инструмент цеплять так называемую бирку «канбан», в которой давалась вся необходимая информация по детали или инструменту. В принципе, она применима к чему угодно.
Например, к товарам, медикаментам, папкам в офисе. Третьей концепцией, на которой основывается система «5С» на производстве, стало понятие «кайдзен», означающее непрерывное совершенствование. Придумывались и другие концепции, которые подошли лишь для узкоспециализированных производственных процессов. В этой статье мы их рассматривать не будем.
В итоге всех опробованных на практике нововведений и сформировалось 5 шагов, применимых к любому производству. Разберем их подробно.

Сортировка
У многих из нас на рабочих столах скапливаются предметы, которые, в принципе, не нужны. Например, старые формуляры, не используемые файлы, черновики расчетов, салфетка, на которой стояла чашка кофе. А среди этого хаоса могут находиться нужные файлы или документы.
Основные принципы системы «5С» подразумевают оптимизировать свой рабочий процесс, то есть сделать так, чтобы не тратилось время на поиск нужных вещей среди завалов ненужного. Это и есть сортировка. То есть на рабочем месте (возле станка, на столе, в мастерской – где угодно) все предметы раскладываются на две стопки – нужное и ненужное, от которого необходимо избавиться. Далее все нужное раскладывается на следующие стопки: «используется часто и постоянно», «используется редко», «почти не используется». На этом сортировка закончена.
Соблюдение порядка
Если просто разобрать предметы, толку не будет. Нужно эти предметы (инструменты, документы) разложить в таком порядке, чтобы используемое постоянно и часто очутилось на виду или так, чтобы его можно было быстро взять и легко положить назад. То, что используется редко, можно отправить куда-нибудь в ящик, но к нему нужно прикрепить бирку «канбан», с тем, чтобы через время можно было легко и безошибочно его найти. Как видим, система «5С» на рабочем месте начинается с самых простых шагов, но на деле она оказывается очень эффективной. А кроме того, она повышает настроение и желание трудиться.

Этот третий шаг является для многих самым логичным. Соблюдать чистоту нас учат с детства. На производстве она тоже необходима, причем, чистыми должны быть не только столы офисных работников или шкафы в учреждениях общепита, но и станки, подсобные помещения уборщиц. В Японии сотрудники бережно относятся к своим рабочим местам, трижды в день их убирают – с утра перед работой, в обеденный перерыв и вечером, по окончании трудового дня. Кроме того, у них на предприятиях введена специальная маркировка участков, позволяющих соблюдать на производстве порядок, то есть разными цветами отмечены участки готовой продукции, складирования определенных деталей и так далее.

Стандартизация
Принципы стандартизации придумал еще Тайити Оно. Широко использует их и современная система 5S. Управление производством, благодаря стандартизации, получает замечательный инструмент контроля за всеми процессами. В результате быстро устраняются причины отставания от графика и исправляются ошибки, приводящие к выпуску некачественной продукции.
На заводе Toyota Motor стандартизация выглядела так: мастера составляли ежедневные планы работ, на рабочих местах вывешивались точные инструкции, в конце трудового будня специальные работники проверяли, какие за день произошли отступления от плана и почему. Это и есть основное правило стандартизации, то есть точные инструкции, планы работ и контроль за их выполнением. Сейчас на многих предприятиях, например, на заводах ENSTO в Эстонии, вводится премиальная система работников, четко выполняющих положения системы «5С» и на основе этого повышающих свою производительность, что является отличным стимулом принять эту систему, как образ жизни.
Совершенствование
Пятый шаг, на котором завершается система «5С» на производстве, основан на концепции кайдзен. Она означает, что все работники, независимо от занимаемой должности, должны стремиться усовершенствовать процесс работы на вверенном им участке. Философская суть кайдзен заключается в том, что вся наша жизнь каждый день становится лучше, а коль работа – это часть жизни, она тоже не должна оставаться в стороне от улучшений.
Поле деятельности тут широкое, ведь пределов у совершенства не существует. Согласно понятиям японцев, работники сами должны хотеть улучшить свой производственный процесс, без указаний и принуждений. Сейчас во многих организациях создаются команды рабочих, следящих за качеством продукции, обучающих своему положительному опыту других, помогающих добиваться совершенства.

Основные ошибки
Чтобы система «5С» начала работать, мало ее организовать или взять на работу сотрудников, которые будут заставлять своих коллег ее внедрять. Тут важно, чтобы люди осознали полезность этого новшества и приняли его как стиль жизни. Внедрение системы «5С» в России на производстве сталкивается с трудностями именно по причине того, что наш русский менталитет отличается от японского. Для многих наших производств характерно следующее:
1. Работники, особенно если для них нет поощрительных стимулов, не стремятся увеличить прибыль предприятия. Они спрашивают, зачем стараться сделать начальника еще богаче, если у него и так все есть.
2. Сами руководители не заинтересованы во внедрении системы «5С», потому что не видят в ней целесообразности.
3. Многие директивы, «спускаемые сверху», привыкли выполнять только для «галочки». В Японии наблюдается совсем другое отношение к своему труду. Например, тот же Тайити Оно, внедряя систему «5С», думал не о личной выгоде, а о выгоде компании, в которой он был всего лишь инженером.
4. На многих предприятиях внедряется насильно система «5С». Бережливое производство, подразумевающее устранение потерь всех видов (рабочего времени, сырья, хороших работников, мотивации и прочих показателей) при этом не получается, так как работники начинают на подсознательном уровне противиться нововведениям, что в итоге сводит все старания к нулю.
5. Руководители, внедряющие систему, не полностью понимают ее суть, из-за чего возникают сбои в налаженных процессах производства.
6. Стандартизация часто перерастает в бюрократию, хорошее дело обрастает указаниями и директивами, которые только мешают работе.

Отзывы
Россияне, у кого введена система «5С» на производстве, отзывы об этом новшестве оставляют весьма неоднозначные. Отмечаемые плюсы:
- приятнее находиться на рабочем месте;
- не отвлекают от работы ненужные мелочи;
- более четко идет рабочий процесс;
- снизилась усталость в конце смены;
- немного возросла зарплата за счет увеличения производительности труда;
- снизился производственный травматизм.
- проводя сортировку, заставляют выбрасывать все подряд;
- стандартизация привела к увеличению бюрократии;
- введение системы «5С» не на всех участках предприятия усугубило проблемы;
- постановка на первое место системы «5С» отодвинула на второй план такие важные вопросы, как нехватка запчастей.
Источник: fb.ru
Что такое система 5С на производстве
5S – это разработанная в Японии система организации и рационализации рабочих мест, направленная на повышение эффективности и управляемости операционной зоны, увеличение производительности труда, экономию времени и совершенствование корпоративной культуры. Концепция бережливого производства 5S подразумевает, что все сотрудники предприятия – от уборщицы до топ-менеджеров – соблюдают несколько простых правил. При этом не требуется применения новых управленческих программ и технологий.
История и принципы системы 5S
Бережливое производство 5С в качестве философии в первые было внедрено на японских предприятиях после Второй мировой войны. Изначально система предусматривала всего 4 действия, позднее добавилось 5-е. Слова, обозначающие их, в японском языке начинаются на «С», что и легло в основу названия концепции. В современной интерпретации 5С – это:
1. Сортировка. Четкое деление всех вещей на нужные и ненужные, причем от последних необходимо избавиться.
2. Соблюдение порядка. Каждый предмет находится на своем месте. Такая организация хранения вещей позволяет не тратить время на их поиски.
3. Содержание в чистоте. Рабочее место всегда должно быть чистым и аккуратным. За поддержанием порядка должны следить все сотрудники.
4. Стандартизация. Важное условие для соблюдения названных выше правил. Предполагает создание необходимых инструкций и других регламентов.
5. Совершенствование. В буквальном переводе с японского – «воспитание». У сотрудников должна сформироваться привычка точного соблюдения установленных процедур, стандартов и правил.
Результаты внедрения системы 5S
В повседневной деятельности компании система 5S помогает поддерживать организованность и прозрачность производственных процессов. Это позволяет повысить эффективность работы предприятия в целом. В результате успешного внедрения системы 5S также улучшаются условия труда, поэтому повышается его производительность, уменьшается риск простоев, снижается количество финансовых потерь. Вот одни из возможных плюсов применения концепции 5С:
- уменьшение несчастных случаев на производстве;
- улучшение качества выпускаемой продукции, снижение процента брака;
- стандартизация и унификация рабочих мест;
- сокращение времени на выполнение отдельных технологических операций.
Компоненты системы 5S
Мероприятия, положенные в основу системы бережливого производства 5С, – это логичные базовые правила управления, которые подходят для любого отдела и технологического направления. Отличительной особенностью концепции 5С является системный подход. Рассмотрим подробнее ее компоненты или основополагающие принципы.
Сортировка в разрезе концепции 5С означает освобождение пространства на рабочем месте и удаление всего, что не потребуется при выполнении необходимых технологических операций.
У многих сотрудников и руководителей не сформирована привычка вовремя избавляться от вещей, которые уже не нужны для выполнения профессиональных обязанностей. Хранение таких предметов «на всякий случай» обычно приводит к созданию беспорядка и даже появлению препятствий в производственной зоне. Удаление ненужных вещей помогает поддерживать порядок на рабочем месте, повышает безопасность труда, снижая производственные риски.
В целях бережливого производства все сотрудники должны быть вовлечены в процесс сортировки. Их задача – выявить предметы, которые:
- необходимо немедленно утилизировать;
- переместить в более подходящее для хранения место;
- оставить на специально выделенных и обозначенных местах.
Для наглядной демонстрации того, сколько лишнего накопилось в производственной зоне, можно использовать метод ярлыков. В данном случае каждый предмет – кандидат на удаление маркируется специальной картинкой – красным флажком. Если помеченные таким образом вещи не используются дольше 30 дней, от них избавляются.
Соблюдение порядка
Система 5С предписывает определить и обозначить место для каждого необходимого в операционной зоне предмета. Это особенно важно, когда работа в компании организована по сменам. Если сотрудники кладут инструменты, комплектующие и документы каждый раз в разные места, их коллегам приходится тратить много времени на непродуктивные поиски. В целях бережливого производства и повышения производительности труда нужно четко определить зоны для хранения всего необходимого в работе. При этом расположение вещей должно отвечать требованиям безопасности, качества и эффективности выполнения технологических операций. При реализации концепции предметы 5С размещаются в соответствии со следующими принципами:
- расположение на видном месте;
- легкость доступа к вещи;
- простота использования;
- легкость возвращения на место.
Содержание в чистоте
В рамках системы 5С необходимо обеспечить опрятность рабочих зон и постоянно поддерживать в них порядок. В целях бережливого производства рекомендуется проводить уборку в начале или в конце дня/смены. Это позволяет немедленно устранить потенциальные проблемы, которые могут привести к остановке технологического процесса на конкретном участке или даже во всей компании.
Порядок действий при реализации программы 5С следующий:
- разбить все пространство на зоны, разработать карты и схемы с указанием расположения оборудования, столов рабочих и т. д.;
- поделить сотрудников на группы и закрепить за ними территории для уборки (например, часть цеха или определенный этаж офиса);
- установить время проведения уборки (5–10 минут до начала и по окончании работы, после обеда, во время простоев и т. д.).
Стандартизация
Этот принцип концепции 5С на производстве требует письменного закрепления правил содержания рабочего места и инструкции с пошаговым описанием мероприятий по поддержанию порядка. В целях бережливого производства необходимо также разработать методы контроля за исполнением регламентов, меры по поощрению сотрудников. При этом все в компании должны понимать, почему важно соблюдать установленные стандарты чистоты.
Совершенствование
Концепция 5С предполагает как выработку привычки по поддержанию порядка, так и постоянное совершенствование сложившейся системы. Для достижения этих целей необходимо:
- осуществлять наблюдение за работой оборудования, принимать меры по облегчению его обслуживания;
- использовать фото до и после применения принципов бережливого производства для оценки конечного результата;
- организовывать аудиты для анализа эффективности реализации концепции 5С.
Как внедрить систему 5S
Внедрение системы 5S необходимо производить поэтапно. Это позволит добиться оптимального результата, придать изменениям планомерную форму, успешно преодолеть возможное сопротивление персонала. Процесс можно разбить на следующие этапы или задачи.
- Ознакомиться с принципами и принять систему5Св компании.
- Навести порядок и делегировать ответственность.
- Определить структуру технологического процесса и планировки помещений.
- Разъяснить основы концепции 5S коллективу компании.
- Провести общую уборку помещений и прилегающей территории.
- Внедрить программу на всех производственных участках.
- Использовать контрольные проверки для оценки успешности внедрения концепции бережливого производства.
- Снизить количество отходов (по возможности).
- Создать чистую и безопасную производственную среду.
- Разработать систему мотивации рабочих и сотрудников офиса.
- Обеспечить регулярность действий по поддержанию чистоты, проведение периодического контроля.
- Стандартизировать процедуры и постепенно усиливать требования.
- Постоянно совершенствовать бережливое производство.
На каждом этапе программы необходимо фиксировать достижение показателей по каждому из принципов концепции 5С. В процесс необходимо вовлекать всех без исключения сотрудников. Важно понимать, что такое система 5С на производстве, – это не перечень мероприятий, которые проводятся время от времени: они должны практиковаться постоянно.
Типичные ошибки при внедрении системы 5S
Негативный пример руководителя. Внедрение программы 5С на производстве может осложниться из-за того, что задачи по поддержанию порядка ложатся только на плечи рядовых сотрудников. При этом руководители могут не участвовать в общем деле и позволяют себе беспорядок на рабочем месте. В идеале в кабинете первых лиц компании все должно быть так же чисто и аккуратно, как и у обычных сотрудников.
Штрафные санкции. Для успешного применения концепции 5С необходимо положительное подкрепление рабочих. Штрафы, наоборот, убивают инициативу и мотивацию. В целях бережливого производства рекомендуется премировать сотрудников за чистоту. Подойдет и нематериальное поощрение (награждение лучшего рабочего месяца, доска почета и т. д.).
Неправильная работа с возражениями. При внедрении концепции 5S у персонала часто возникают возражения: «Я и так знаю, где лежат нужные вещи», «Мне так удобно», «У меня творческий беспорядок». Необходимо грамотно донести до сотрудников преимущества бережливого производства. Основная трудность – изменить сложившиеся привычки.
Популярные тренинги
- Тренинг «Управление эффективностью организации»
- Тренинг по разработке бизнес-модели
- Тренинг «Стратегическое бизнес планирование»
- Подбор кандидатов на должности медицинских представителей
- Обучение для медицинских представителей
- Инструменты коучинга и развития медицинских представителей
- Тренинг: эффективные решения
- Тренинг: эффективные совещания
- Проведение групповых тренингов
- Тренинг: развитие профессиональных навыков
- Тренинг: стратегическое управление
- Бизнес тренинги личностного роста
- Тренинги по обучению и развитию навыков персонала
- Тренинг: управление процессами
- Тренинг: управление ресурсами
- Тренинг: управление рисками
- Тренинг: управление сервисом
Источник: www.papagroup.ru
Система 5S на производстве: секреты успешного внедрения

22 июля 2019
Система 5S на производстве: секреты успешного внедрения

Финансовый директор группы компаний «Радиус». Имеет большой опыт работы в финансовом консалтинге, а также в управлении финансовой службой инвестиционной компании, специализирующейся на вложениях в высокотехнологичные проекты.
Термин «5S» стал популярен в 1980-х годах в производственном секторе Японии. В это время успехи компании Toyota Motor Corporation обоснованно связывали с Toyota Production System (TPS) – системой управления качеством производством. Одним из составляющих TPS был регламентированный способ организации рабочего места – «5S».
В настоящее время 5S широко применяется во всем мире, и является признанным методом, способствующим повышению производительности и безопасности труда. В чем его суть, практическая польза, а также сложности применения на практике? В данной статье ответим на эти вопросы.
Определение и принципы системы 5S
Система 5S – это способ организации рабочего пространства, основанный на следующих принципах (см. таблицу 1 и рисунок 1).
Таблица 1 . Принципы 5S
| 1 | Seiri | Sort | Сортировка |
| 2 | Seiton | Set in Order | Соблюдение порядка |
| 3 | Seiso | Shine | Содержание в чистоте |
| 4 | Seiketsu | Standartise | Стандартизация |
| 5 | Shitsuke | Sustain | Совершенствование |
Являясь, на первый взгляд, набором простых и очевидных правил, 5S призван сформировать определенную культуру. Это больше чем инструкции, это часть идеологии бережливого отношения к самому себе и своему рабочему окружению.
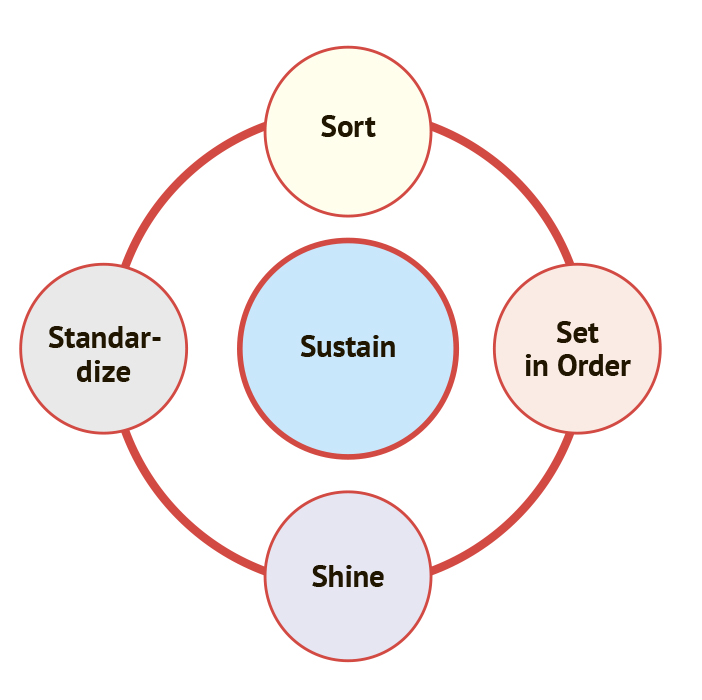
Рисунок 1. Что такое система 5S
Этапы перехода на систему 5S
Реализация принципов 5S в компании происходит в несколько этапов, структура и названия которых остаются на усмотрение компании. Хорошим обобщением возможных вариантов будет представление в виде стандартного цикла P-D-C-A (Plan/Prepare – Do – Check – Act, см. рисунок 6).
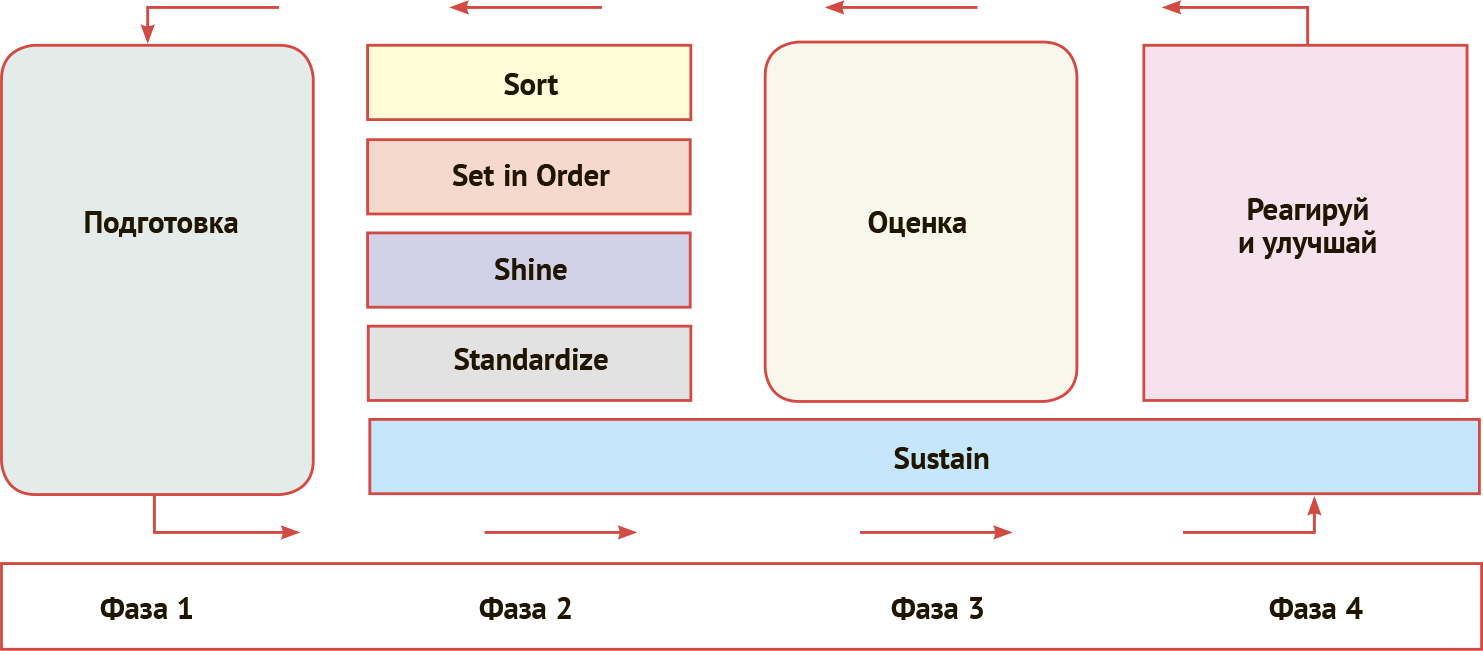
Рисунок 6 . Фазы внедрения 5S
Результатом стандартизации должны стать пакет документов, регламентирующий предыдущие фазы 5S, система средств визуального контроля и информирования сотрудников
Фаза 1. Подготовка. Выполняет следующие задачи:
- Принимается решение о внедрении 5S.
- Определяется лидер проекта.
- Формируется команда проекта.
- Определяются целевые зоны изменений.
- Создается и исполняется план обучения.
- Диагностируется текущее состояние, создаются фотоотчеты.
- Определяются целевые показатели.
- Персонал информируется о планируемых изменениях.
Каждый из шагов важен. Акцент следует сделать на объяснении того, как 5S может способствовать повышению безопасности, предотвращению несчастных случаев на рабочем месте, снижению затрат, облегчению работы и т.д. Двигателем изменений станет топ-менеджмент компании, поэтому лидеру проекта необходимо выстроить эффективные коммуникации прежде всего с ними.
Фаза 2. Исполнение. Детальное планирование и исполнение принципов 5S.
2.1. Сортировка: определяются критерии сортировки, организовываются временные склады для условно лишних предметов, выполняется сортировка, организовывается утилизация ненужных предметов (см. таблицу 2).
Таблица 2. Пример критериев сортировки
| Решения | Частота использования предмета | Критерий |
| Ненужные | ||
| Не использовался в течение последнего года | Временный склад для принятия дальнейших решений | |
| Не используется в рабочем процессе | Временный склад для принятия дальнейших решений | |
| Не подлежит ремонту | Удалить | |
| Необходимые редко | Использовался не больше 3 раз за последние полгода | Хранить в пределах рабочей зоны на среднем расстоянии |
| Используется не чаще 2 раз в год | Хранить в пределах рабочей зоны на удаленном расстоянии | |
| Необходимые часто | Используется еженедельно | Хранить в пределах рабочей зоны на близком или среднем расстоянии |
| Используется ежедневно | Хранить в пределах рабочей зоны на близком расстоянии | |
| Используется ежечасно | Хранить в непосредственной близости либо носить с собой |
2.2. Соблюдение порядка. Продолжается тотальная инвентаризация с сопутствующей расстановкой вещей на определенные позиции. Примерами новых правил могут являться следующие:
- маркировка инструментов, оборудования и материалов любым заметным способом, например, используя цветовой код;
- хранение предметов рядом с местом их использования, согласно последовательности производственного процесса;
- похожие предметы хранятся вместе;
- определяется запас каждого вида необходимых предметов;
- запрещается хранение предметов навалом, в глубоких емкостях;
- обеспечивается свободный доступ к часто используемым предметам;
- используются инструментальные доски;
- размещение предметов должно быть безопасным и т.п.
Предметы и их маркировку следует подготовить не только для сотрудников, использующих их постоянно. Удобный доступ к предмету и обозначениям следует организовать для любого сотрудника, имеющего соответствующее право на использование предмета.
Результатом стандартизации должны стать пакет документов, регламентирующий предыдущие фазы 5S, система средств визуального контроля и информирования сотрудников.
2.3. Содержание в чистоте. Этот пункт может играть ключевую роль на производственных площадках с высокими требованиями к чистоте. Например, микробиологическое производство особенно чувствительно к заражениям сторонними микроорганизмами. Спецификой технологического процесса определяется степень регламентации и контроля. Можно выделить несколько общих шагов:
- Делегируются назначения на уборку. Чистота — ответственность каждого сотрудника и рабочие места разделяются на разные зоны по степени требования к чистоте.
- Формируется расписание уборок и диагностике оборудования.
- Детализируются объекты чистки и проверки на функциональность.
- Определяются методы, инструменты и материалы, используемые при очистке и проверке оборудования.
- Уборка практикуется ежедневно, но по возможности, не занимает много времени.
Сочетание функций очистки и диагностики дефектов и поломок приводит к более комфортной и безопасной среде, создает лучшие условия для посещений сторонними людьми (например, кредиторами).
2.4. Стандартизация. Не представляет большой сложности для компаний в России. Десятилетия бюрократизации процессов сформировали высокий уровень компетенции в регламентации действий сотрудников. Но нередко за толстыми томами положений и регламентов теряется смысл этапа стандартизации, который заключается в постоянном улучшении процесса. На этом этапе документируются или улучшаются:
- должностные обязанности в части обеспечения чистоты и безопасности работы с оборудованием;
- инструкции по работе с оборудованием, правила эксплуатации;
- графики обслуживания и диагностики;
- средства визуального контроля;
- процедуры аудита рабочей зоны.
Результатом стандартизации должны стать пакет документов, регламентирующий предыдущие фазы 5S, система средств визуального контроля и информирования сотрудников.
Если процесс не работает, то не стоит спешить с поиском причин в сотрудниках. Нередко существуют объективные причины, о которых сотрудники по разным причинам не могут сообщить руководству.
Фаза 3 и 4. Оценка и совершенствование. Цель этих фаз в преобразовании принятых решений в образ мышления, в культуру бережливого отношения к производственному процессу, сотрудникам, материалам и оборудованию. Необходимо найти баланс между дисциплиной и собственным участием сотрудников в восприятии новых ценностей.
3.1. Оценка. Аудит исполнения принятых решений является обязательной частью проекта внедрения 5S. Примером чек листа, который можно использовать на этом этапе, является приложенный файл.
3.2. Реагируй и улучшай. Если процесс не работает, то не стоит спешить с поиском причин в сотрудниках. Нередко существуют объективные причины, о которых сотрудники по разным причинам не могут сообщить руководству. Важно стимулировать сотрудников на генерацию новых идей, но не в ущерб основным обязанностям.
В этом случае важно не оставлять инициативы без ответа.
Говоря о 5S, мы говорим об изменении мышления. Как следствие, причины неудачного внедрения новой парадигмы — это чаще всего субъективные причины. И речь прежде всего о руководстве компании.
Использование системы организации и рационализации рабочего места 5S на практике
5S — это мягкий переход в бережливое производство. В идеале цели бережливого производства достигаются за счет коучинга и участия команды, но на практике свою эффективность чаще доказывают контроль, приказы и наложение незначительных штрафов. Почему так происходит?
Дело в том, что, говоря о 5S, мы говорим об изменении мышления. Как следствие, причины неудачного внедрения новой парадигмы — это чаще всего субъективные причины. И речь прежде всего о руководстве компании. Внедрение 5S с последующим переходом к этапам внедрения бережливого производства вскрывает большинство болезней, распространенных в той или иной мере, но на всех предприятиях. Сформулируем наиболее частые ограничения, с которыми приходится сталкиваться на практике:
- Отсутствие поддержки первого лица компании или его нежелание участвовать в проекте. Не стоит отпускать столь важный вопрос на самотек или на уровень формального подхода.
- Неэффективное совмещение деятельности руководителями. Руководители, имеющие доходы или интересы «на стороне», не могут уделять должного количества времени компании. Потери от найма таких сотрудников необязательно превышают выгоды, но практически всегда недооцениваются.
- «Управление по телефону». Если строите что-то новое, готовьтесь минимум на 70% находится «в поле», в данном случае — на производственной площадке.
- Ошибочное представление, что культура формируется для подчиненных, специалистов, но не для руководства. Культура формируется для всех в компании, воспитывается командный дух. Желание проводить лишнюю черту между топ-менеджментом и специалистами может навредить проекту.
- Неготовность первого лица принимать серьезные кадровые решения. В любом предприятии находится менеджер, пассивно или активно саботирующий изменения. От таких подчиненных рано или поздно приходится избавляться, но редко это происходит своевременно.
- Несправедливое решение в пользу нужных людей. Решение принимается не из принципа «лучше для компании», а из принципа «лучше для меня». Кто нужнее, тот и прав. Например, специалист отдела охраны труда на микробиологическом производстве настаивал на существенной реорганизации работы и смене позиций оборудования, считая текущее положение небезопасным. Однако главный инженер наотрез отказывался от изменений, ссылаясь на срыв производственных планов. Генеральный директор, понимая свою зависимость от главного инженера, принял решение в пользу текущего положения. В итоге случилась авария, в результате которой по счастливой случайности, люди не пострадали, но пострадало оборудование. В конечном итоге, замечания специалиста охраны труда были учтены, но компания понесла убытки.
- Нарушение дисциплины самим руководством.
- Публичная замена решений руководителя другим решением. Если решение подчиненного менеджера не нравится, лучше обсудить с ним лично. Это проблема общего руководства компанией, но она нередко обостряется при внедрении 5S, обостряется. Например, главный инженер принял решение в рамках своей компетенции и принципов 5S заменить устаревшее оборудование, как небезопасное. Генеральный директор публично отменил это решение, ссылаясь на бюджет, хотя стоимость оборудования была небольшой и главный инженер действовал в рамках своих полномочий. В итоге проект внедрения 5S был реализован без соблюдения принципов безопасности сотрудников в полной мере.
- Неумение делегировать задачи. Это проблема общего характера, но обостряется при внедрении проекта 5S. Применение 5S затрагивает все подразделения компании и является трудозатратным. При неумении расставлять приоритеты, проект рискует затянуться, и более того, может вызвать абсурдные дискуссии. На примере из реальной практики: на рабочих совещаниях проекта 5S генеральный директор уделял приоритетное внимание правилам пользования офисной кухней и столовой. Вместо того, чтобы отдать решение возникающих вопросов соответствующим службам и сосредоточится непосредственно на производственной площадке.
- Недостаток ресурсов для реализации проекта внедрения 5S.
- Нежелание том-менеджмента менять парадигмы и полная неготовность к рискам. Работа по стандартам 5S — это всегда дополнительные затраты и изменения. Иными словами, это инвестиции со своими рисками. Перестановка оборудования, загрузка производственного персонала могут показаться слишком высоким рискам и привести к отказу от проекта.
- Предвзятое отношение к определенным сотрудникам, функциям или департаментам. Приведем пример. В обязательной инвентаризации при внедрении 5S участвовали сотрудники бухгалтерии, с которыми у лаборатории «не сложились отношения». В итоге ненужного выяснения отношений, решение относительно простой задачи затянулось на месяц.
- Непонимание принципов работы новых методик первым лицом и топ-менеджментом компании.
- Невыполнение руководством обещаний и взятых на себя обязательств.
- Открытый или скрытый саботаж отдельных менеджеров. В этом случае руководителю проекта, внедряющего 5S, помогает работа с одним из подчиненных такого менеджера «напрямую». При этом приказом необходимо закрепить ответственность за самим менеджером, чтобы обеспечить его вовлеченность. Генеральный директор требует отчет не у специалиста, а у саботирующего менеджера, не нарушая при этом принципы субординации.
- «Аутсорсеры в штате». Речь идет о сотрудниках, которые не заточены на результат. Если есть причина, которая позволит отложить задачу, они ей обязательно воспользуются. При возможности, такие сотрудники переложат устранение причины на руководство, независимо от того насколько причина весома. Так как руководство часто перегружено, то решение важного вопроса откладывается, а «аутсорсер» получает законную причину ничего не делать.
Выводы
5S — это способ организации рабочего пространства, основанный на принципах бережливого отношения к сотрудникам, коммуникациям, оборудованию и материалам. Внедрение 5S — это процесс изменения мышления всех сотрудников компании. Чаще всего успех проекта зависит от наличия ресурсов и руководства компании к изменениям. Большое внимание стоит уделить общению с сотрудниками и контролю за исполнением принятых решений.
Источник: upr.ru