
Данный стандарт предназначен для определения порядка работ по рациональной организации рабочего пространства, соблюдая который, можно извлечь максимальную пользу из имеющихся ресурсов.
Стандарт разработан и введен впервые.
1.ОБЛАCTЬ ПРИМЕНЕНИЯ
Настоящий стандарт предприятия (в дальнейшем стандарт) устанавливает принципы рациональной организации рабочего пространства в производственных подразделениях.
Данный стандарт предназначен для определения порядка работ по рациональной организации рабочего пространства, соблюдая который, можно извлечь максимальную пользу из имеющихся ресурсов.
B рамках описываемой деятельности устанавливаются ответственность, полномочия и порядок взаимодействия соответствующих служб и должностных лиц при выполнении всех предусмотренных стандартом процедур и правил.
Стандарт является документом рабочего уровня.
2.НОРМАТИВНЫЕ ССЫЛКИ
СТП Организация эксплуатации, технического обслуживания и ремонта оборудования.
8 шагов 5С
Положение о порядке подачи и реализации кайдзен – предложений
3.ОПРЕДЕЛЕНИЯ
5S— это элемент производственной системы предприятия содержащий принципы рациональной организации рабочего пространства.
- 1S — Сортировка — первый этап системы 5S. Ha этом этапе производится освобождение своего рабочего места от всего, что не понадобится при выполнении текущих производственных операций, то есть происходит отделение необходимых предметов от ненужных и удаление последних. «Кампания красных ярлыков» — метод, с помощью которого проводится 1S-Сортировка. Зона красных ярлыков — место хранения лишних предметов, помеченных красным ярлыком, до принятия решений.
- 2S — Порядок — второй этап 5S. Ha этом этапе места хранения организуются таким образом, что предметами удобно пользоваться, для каждого из них определено своё место и их необходимое количество.
- 3S — Уборка /Наблюдение- третий этап 5S, Ha котором производится процесс встраивания уборки и обслуживание оборудования в производственный процесс.
- 4S — Стандартизация — четвертый этап 5S. Ha этом этапе производится разработка стандартов (эталонов) чистоты для поддержания порядка на систематической основе.
- 5S — Совершенствование — пятый этап 5S. Целью этого этапа является превращение в привычку соблюдения установленных ранее процедур.
4.ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ
- БУСК — бюро управления системой качества
- ГИ — главный инженер
- ГСМ — горюче-смазочные материалы
- ЕТО — ежесменное техническое обслуживание
- Зона КЯ — 3oнa красных ярлыков
- «Кампания» — Кампания красных ярлыков
- НД — нормативная документация
- НЗП — незавершенное производство
- Н.р.м. — нормы расхода материалов
- БСП – бюро совершенствования производства
- РИ — рабочая инструкция
- СТП — стандарт предприятия
- ТБО — твердые бытовые отходы
- ТД — технологическая документация
- ТО — технологическая оснастка
- ТП — технологический процесс
- FIFO — первый пришел — первый ушел (от англ.: first in first out)
5.ЦЕЛИ И ЗАДАЧИ ВНЕДРЕНИЯ 5S
5.1. Задача — рациональная организация рабочего пространства
Причины бытового беспорядка! Система 5С. System 5S. Бережливое производство. Lean production.
5.2.1. Извлечение максимальной пользы из имеющихся ресурсов.
5.2.2. Максимальное вовлечение персонала в процесс непрерывного совершенствования.
5.2.3. Устранение потерь в процессе выполнения рабочих операций (например, лишние действия — перемещение ненужных запасов, их сортировка и т.д.).
6. 1S-COPTИPOBKA («Кампания красных ярлыков»)
6.1. Проведение «Кампании красных ярлыков» (далее «кампания») проводится по указанию Генерального директора. Зоны охвата определяются Генеральным директором.
6.2. БСП готовит служебные записки директорам по функциям о составе комиссий 5S. Срок — 1 рабочий день.
6.3. Руководители подразделений готовят предложения по составу комиссий. Согласовывают их с директорами по функциям и направляют в БСП составы комиссий 5S по подразделениям. Срок — 1 рабочий день.
Примерный состав комиссии 5S: председатель комиссии — руководитель подразделения; зам. председателя — заместитель руководитель подразделения; члены комиссии — начальник бюро, мастер; секретарь комиссии — диспетчер, техник.
6.4. БСП готовит проект приказа о проведении «кампании» (приложение А) и отправляет директорам по функциям на согласование. Срок 1 рабочий день.
6.5. Директора по функциям согласовывают проект приказа, направляют в БСП замечания и предложения. Срок -2 рабочих дня.
6.6. Руководитель БСП готовит проект приказа с учетом предложений и замечаний, визирует директорами по функциям в течение 2- х дней. Ответственным за выпуск приказа является начальник БСП.
6.7. Руководитель подразделения, в котором проводится «кампания», определяет место расположения зоны красных ярлыков (далее Зона КЯ). Место расположения должно отвечать следующим критериям:
6.7.1 Соблюдение требований промышленной безопасности.
6.7.2. Удобство работы с предметами в Зоне КЯ.
6.7.3. Обеспечение сохранности предметов.
6.8. Руководитель подразделения, в котором проводится «кампания», отвечает за подготовку Зоны КЯ, обозначает Зону КЯ табличками и указателями, размещает в Зону КЯ бланки учета предметов (приложение Б), бланки красных ярлыков (приложение В).
6.9. Руководитель подразделения, в котором проводится «кампания», назначает ответственных по сменам за функционирование Зоны КЯ.
6.10. Регламент проведения «кампании»:
6.10.1. Сотрудники подразделения проводят выявление ненужных предметов на своих рабочих местах.
6.10.2. Выявленные ненужные предметы сотрудники подразделения удаляют в Зону КЯ. Выявленные ненужные предметы, числящиеся на личных карточках.
6.10.3. Поддержку по проведению «кампании» обеспечивают сотрудники БСП. Руководители подразделений должны обеспечить доступ сотрудников БСП к местам хранения предметов.
6.10.4. Ответственный по смене за функционированием Зоны КЯ (далее по тексту ответственный по смене) производит прием и размещение предметов‚ несет ответственность за их сохранность. заполняет бланк учета предметов.
6.10.5. Секретарь комиссии 5S ежедневно вносит данные в компьютерную систему (в программе Ехеl) в соответствии с бланками учета предметов.
6.10.6. По окончанию работы комиссия 5S по подразделению производит приемку мест хранения.
6.10.7. Комиссия 5S по подразделению принимает решение по предметам, удаленным в Зону КЯ (Приложение Г).
6.10.8. Комиссия 5S подводит итоги работы и оформляет их протоколом (Приложение Д). Утвержденный протокол направляется в заводскую комиссию.
6.11. Заводская комиссия производит выборочную приемку мест хранения по подразделению и принимает решение по предметам, удаленным в заводскую Зону КЯ. (Приложение Г). Руководитель подразделения обеспечивает доступ к местам хранения предметов.
6.12. Заводская комиссия подводит итоги «кампании» и оформляет их протоколом (Приложение Е).
6.13. Заводская комиссия утверждает график вывоза по удаленным предметам.
6.14. БСП контролирует исполнение графика вывоза по удаленным предметам.
6.15. Заводская комиссия утверждает предложения по поощрениям подразделений и сотрудников предприятия.
6.16. Результаты «кампании» отображаются на информационном стенде. Ответственный — директор по персоналу, начальник БСП.
7. 2S- ПОРЯДОК
7.1. Мастер (или лицо, его заменяющее) определяет места хранения предметов на рабочем участке и прилегающей территории.
7.1.1. Местами хранения могут быть: шкаф, стеллаж, тумба, тележка, стол, закрепленная территория.
7.1.2. На рабочем месте должны быть размещены инструменты, оснастка, вспомогательные материалы, необходимые постоянно для текущей производственной деятельности.
7.1.3. В месте хранения должны быть размещены инструменты, оснастка, основные и вспомогательные материалы, необходимые для текущей производственной деятельности и не требующие размещения на рабочих местах (предмет не нужен постоянно).
7.2. Рекомендации по оформлению мест хранения:
7.2.1. Места хранения предметов должны оборудоваться с учетом мнения рабочего, работающего на данном рабочем месте.
7.2.2. Места хранения деталей, заготовок инструмента и оснастки, комплектующих и запасных деталей, тары должны быть расположены максимально близко и удобно для дальнейшего их использования (приложение Ж).
7.2.3. Рекомендуется группировать предметы по любому признаку для удобства их использования. Например, по выполняемым функциям или по месту их применения.
7.2.4. Место для хранения, должно быть достаточно, чтобы предметы можно было легко доставать и, при необходимости, возвращать обратно (одним движением).
7.2.5. Любое отклонение при неправильном размещении предметов должно быть видно с первого взгляда.
7.3. Требования к оформлению мест хранения:
7.3.1. Мастер (или лицо, его заменяющее) отвечает за оформление мест хранения предметов.
7.3.2. Расположение предметов должно исключать порчу и утрату предметов и материалов.
7.3.3. Должно быть исключено накопление грязи, пыли, ржавчины, возникновение механических повреждений.
7.3.4. Все предметы должны быть видны.
7.3.5. Места хранения предметов, материалов должны быть маркированы соответствующим указателем: наименование; обозначение количество (при необходимости). Маркировка должна быть видна, надписи аккуратны и читаемы. Методы маркировки: наклейки, надпись маркером. Форма наклеек: основной цвет — белый, цвет надписи — черный, серый. Рекомендуется надпись располагать горизонтально.
Высота шрифта — 10-20 мм.
7.3.6. Границы расположения предметов, материалов должны быть обозначены сплошной полосой зеленого цвета. Ширина полосы 10-30мм.
7.3.7. Область расположения предметов должна быть обозначена светло — серым цветом.
7.3.8.В местах хранения должны быть определены и обозначены минимальный и максимальный уровень запасов (приложение Ж):
7.3.8.1. Минимальный уровень запасов должен быть обозначен полным окрашиванием желтым цветом или контурной полосой 10-30 мм желтого цвета.
7.3.8.2. Для единичного предмета минимальный уровень запаса может быть обозначен полным окрашиванием желтым цветом места его хранения.
7.3.8.3. Максимальный уровень запасов должен быть обозначен сплошной линией зеленым цветом, Граница расположения предметов является обозначением максимального уровня запасов. Ширина полосы 10-30 мм.
7.4. Требования к оформлению рабочих мест.
7.4.1. Мастер (или лицо, его заменяющее) отвечает за оформление рабочих мест и расположения предметов на нем.
7.4.2. Каждое рабочее место должно быть обозначено с помощью контурной линии желтого (желто-черного) цвета шириной 50-60 мм и иметь номер (или указание на № выполняемой на нем операции).
7.4.3. Области расположения предметов разного функционального назначения на рабочих местах могут быть обозначены разными цветами путем сплошного окрашивания или нанесением контурной полосы шириной 10-30 мм.
- расположение оснастки- синим цветом;
- расположение мерительного инструмента- голубым цветом;
- расположение вспомогательных материалов- бежевым (коричневым) цветом;
- расположение комплектующих и рабочая зона- зеленым цветом;
- расположение тары с несоответствующей продукцией- красным цветом.
7.4.4.Любое отклонение при неправильном размещении предметов должно быть видно с первого взгляда.
7.5. Мастер (или лицо, его заменяющее) отвечает за сохранность предметов и материалов в местах хранения, за своевременное обеспечение материалами в pa6oтy, зa поддержание уровня запасов, за поддержание порядка.
7.6. Внедрение улучшений по культуре производства осуществляется через подачу кайдзен — предложений.
8. 3S -УБОРКА/НАБЛЮДЕНИЕ
8.1. Каждый работник отвечает за поддержание рабочего места и прилегающей территории в идеальной чистоте.
8.2. Мастер (или лицо, его заменяющее) несет ответственность за организацию работ по уборке рабочего участка.
8.3. B каждом подразделении должна быть разработана карта ответственности 5S с указание зон ответственности каждого участка. Карта ответственности разрабатывается на базе планировки цеха, на которой территории ответственности участков могут быть обозначены разными цветами.
8.4. Для поддержания порядка на систематической основе ежемесячно мастер (или лицо, его заменяющее) обязан разработать и вести график уборки 5S (приложения М) для каждого участка с обязательным указанием конкретных ответственных за обозначенные в графике объекты уборки в соответствии с приложением Н.
8.5. Мастер (или лицо, его заменяющее) так же несет ответственность по обеспечению бригады хозяйственным инвентарем для проведения уборки.
8.6. Кроме того ежедневно мастер (или лицо, его заменяющее) обязан проводить осмотр зоны ответственности на предмет выявления посторонних предметов на участке , качества уборки рабочих мест, соответствие хранения предметов, соблюдения требований ОТ и ТБ.
8.7. Целью процесса наблюдения является своевременное выявление неполадок оборудования.
8.8. Оценка состояния работы оборудования производится по инструкциям ежесменного технического обслуживания(ЕТО), разработанным специалистами ОГМ и ОГЭ на каждую единицу оборудования.
8.9. При выявлении несоответствий в работе оборудования, а также истечении сроков предусмотренных профилактических и ремонтных работ, обслуживающий персонал обязан зарегистрировать данные факты в журнале приемки и сдачи смен, доложить мастеру (или лицу, его заменяющее). Мастер (или лицо, его заменяющее) визуализирует полученную информацию на информационном стенде ежесменного технического обслуживания (ЕТО) оборудования согласно правил.
9. 4S — СТАНДАРТИЗАЦИЯ
9.1. Для визуального контроля соответствия систематического выполнения процедур первых трех этапов разрабатывается стандарт чистоты на каждое рабочее место хранения предметов.
9.2. Мастер (или лицо, его заменяющее) заполняет стандарт чистоты (приложение И) на каждое рабочее место, место хранения предметов в соответствии с приложениями К, Л.
9.2.1. Мастер (или лицо, его заменяющее) оформляет стандарт чистоты в 1-oм экземпляре. Стандарт чистоты мастер (или лицо, его заменяющее) размещает над объектом стандарта.
9.3. Работник производит уборку рабочего места в соответствии с рабочей инструкцией.
9.4. Каждый работник принимает и сдает рабочее место согласно стандарта чистоты. В случае отклонения от стандарта работник обязан сообщить об этом мастеру (или лицу, его заменяющему).
9.5. Мастер (или лицо, его заменяющее) ежедневно проверяет участок на соответствие стандартам чистоты.
9.6. Начальник цеха (или лицо его заменяющее) еженедельно проверяет места хранения предметов в подразделении на соответствие стандартов чистоты. Результаты проверки заносятся в журнал (приложение 0)
9.7. Инженер — технолог БСП так же еженедельно проводит контроль мест хранения предметов на соответствие стандарта чистоты.
9.8. В случае обнаружения отклонения от стандарта чистоты, инженер — технолог БСП, должен:
9.8.1. Сфотографировать нарушение.
9.8.2. Поместить фотографии с отклонениями от стандарта чистоты в электронном виде в сетевую папку «Журнал регистрации несоответствий стандартам чистоты» соответствующего подразделения.
9.8.3. Внести запись о выявленном отклонении от стандарта чистоты в электронный «Журнал регистрации несоответствий стандартам чистоты».
9.9. Каждый руководитель подразделения ежедневно просматривает в сетевой папке электронный «Журнал регистрации несоответствий стандартам чистоты» и файлы с фотографиями отклонений от стандарта чистоты своего подразделения.
9.10. Несоответствие стандарту чистоты должно быть устранено в течении 1 рабочего дня.
9.11. Дата устранения и причины несоответствия заносятся в электронный «Журнал регистрации несоответствий стандартам чистоты».
9.13. Файлы с изображением отклонения хранятся в течение 1 года.
9.14. Оценку состояния культуры производства проводит контрольная инспекция. Периодичность проверки определяет Директор по производству распоряжением по производству.
9.14.1. Состав контрольной инспекции: директор по производству, специалист БСП, представитель проверяемого подразделения (заместитель начальника цеха, мастер)
9.14.2. Оценка состояния культуры производства производится согласно чек-листа 5S (Приложение П, форма П1) по 100 бальной системе;
Оформленные контрольные чек-листы 5S размещаются специалистом БСП в сетевой папке для анализа и разработке мероприятий по устранению несоответствий мастерами участков;
9.14.3. По итогам проведенных проверок специалист БСП составляет отчет по форме (Приложение Р, Форма Р1) и передает экземпляр в Дирекцию по персоналу для материального стимулирования работников.
Отчет передается в срок не позднее третьего числа месяца следующего за расчетным.
9.16.1. Для оценки деятельности мастеров участков и администрации подразделений в направлении внедрения и поддержания жизнедеятельности производственной системы 5S используется показатель — Минимальный уровень культуры производства (МУКП), который устанавливается ежемесячно распоряжением Директора по производству.
9.16.2. Для мотивации основных рабочих направленной на вовлечение их d процесс внедрения и поддержания жизнедеятельности производственной системы 5S используется показатель — Оптимальный уровень культуры производства (ОУКП), который устанавливается ежемесячно распоряжением Директора по производству. При достижении участком ОУКП за месяц основным рабочим данного участка выплачивается премия в размере 2%. При наличии критических замечаний премия работникам участка снижается на 0,5% за каждое замечание . Критическим замечанием считается любое нарушение требований СТП, положений, технологической и конструкторской документации действующей в рамках СМК предприятия. При достижении всеми участками целевого показателя всем работникам подразделения выплачивается премия в размере 2%.( Данный показатель устанавливается только для подразделений работающих по Положению о премировании).
9.17. Итоги проведения аудитов 5S и выполнение мероприятий по устранению замечаний выявленных в ходе аудита анализируются на совещаниях по совершенствованию производства y Директора по производству.
10. 5S — COBEPШEHCTBOBAHИE
10.1. Любой работник может подать предложения по улучшению рабочего места или мест хранения бригадиру участка. Мастер (или лицо, его заменяющее) оформляет кайдзен-предложение.
10.2. Мастер (или лицо, его заменяющее) оформляет вновь стандарт чистоты после внедрения кайдзен — предложения на месте хранения.
Источник: gostost.ru
Система 5S на производстве: секреты успешного внедрения

22 июля 2019
Система 5S на производстве: секреты успешного внедрения

Финансовый директор группы компаний «Радиус». Имеет большой опыт работы в финансовом консалтинге, а также в управлении финансовой службой инвестиционной компании, специализирующейся на вложениях в высокотехнологичные проекты.
Термин «5S» стал популярен в 1980-х годах в производственном секторе Японии. В это время успехи компании Toyota Motor Corporation обоснованно связывали с Toyota Production System (TPS) – системой управления качеством производством. Одним из составляющих TPS был регламентированный способ организации рабочего места – «5S».
В настоящее время 5S широко применяется во всем мире, и является признанным методом, способствующим повышению производительности и безопасности труда. В чем его суть, практическая польза, а также сложности применения на практике? В данной статье ответим на эти вопросы.
Определение и принципы системы 5S
Система 5S – это способ организации рабочего пространства, основанный на следующих принципах (см. таблицу 1 и рисунок 1).
Таблица 1 . Принципы 5S
| 1 | Seiri | Sort | Сортировка |
| 2 | Seiton | Set in Order | Соблюдение порядка |
| 3 | Seiso | Shine | Содержание в чистоте |
| 4 | Seiketsu | Standartise | Стандартизация |
| 5 | Shitsuke | Sustain | Совершенствование |
Являясь, на первый взгляд, набором простых и очевидных правил, 5S призван сформировать определенную культуру. Это больше чем инструкции, это часть идеологии бережливого отношения к самому себе и своему рабочему окружению.
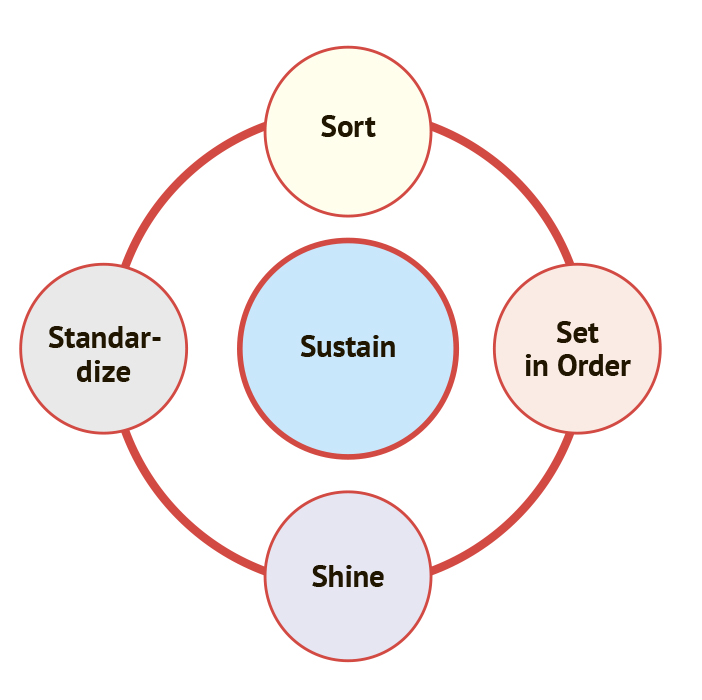
Рисунок 1. Что такое система 5S
Этапы перехода на систему 5S
Реализация принципов 5S в компании происходит в несколько этапов, структура и названия которых остаются на усмотрение компании. Хорошим обобщением возможных вариантов будет представление в виде стандартного цикла P-D-C-A (Plan/Prepare – Do – Check – Act, см. рисунок 6).
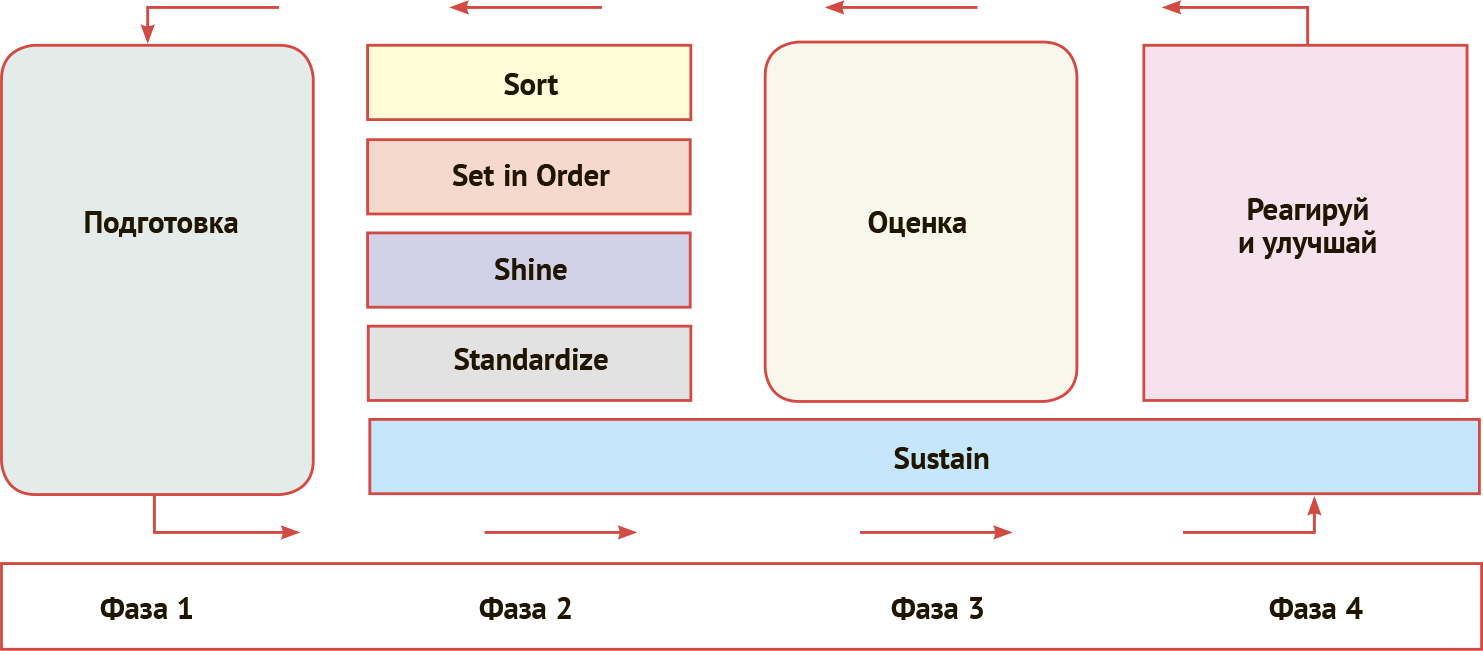
Рисунок 6 . Фазы внедрения 5S
Результатом стандартизации должны стать пакет документов, регламентирующий предыдущие фазы 5S, система средств визуального контроля и информирования сотрудников
Фаза 1. Подготовка. Выполняет следующие задачи:
- Принимается решение о внедрении 5S.
- Определяется лидер проекта.
- Формируется команда проекта.
- Определяются целевые зоны изменений.
- Создается и исполняется план обучения.
- Диагностируется текущее состояние, создаются фотоотчеты.
- Определяются целевые показатели.
- Персонал информируется о планируемых изменениях.
Каждый из шагов важен. Акцент следует сделать на объяснении того, как 5S может способствовать повышению безопасности, предотвращению несчастных случаев на рабочем месте, снижению затрат, облегчению работы и т.д. Двигателем изменений станет топ-менеджмент компании, поэтому лидеру проекта необходимо выстроить эффективные коммуникации прежде всего с ними.
Фаза 2. Исполнение. Детальное планирование и исполнение принципов 5S.
2.1. Сортировка: определяются критерии сортировки, организовываются временные склады для условно лишних предметов, выполняется сортировка, организовывается утилизация ненужных предметов (см. таблицу 2).
Таблица 2. Пример критериев сортировки
| Решения | Частота использования предмета | Критерий |
| Ненужные | ||
| Не использовался в течение последнего года | Временный склад для принятия дальнейших решений | |
| Не используется в рабочем процессе | Временный склад для принятия дальнейших решений | |
| Не подлежит ремонту | Удалить | |
| Необходимые редко | Использовался не больше 3 раз за последние полгода | Хранить в пределах рабочей зоны на среднем расстоянии |
| Используется не чаще 2 раз в год | Хранить в пределах рабочей зоны на удаленном расстоянии | |
| Необходимые часто | Используется еженедельно | Хранить в пределах рабочей зоны на близком или среднем расстоянии |
| Используется ежедневно | Хранить в пределах рабочей зоны на близком расстоянии | |
| Используется ежечасно | Хранить в непосредственной близости либо носить с собой |
2.2. Соблюдение порядка. Продолжается тотальная инвентаризация с сопутствующей расстановкой вещей на определенные позиции. Примерами новых правил могут являться следующие:
- маркировка инструментов, оборудования и материалов любым заметным способом, например, используя цветовой код;
- хранение предметов рядом с местом их использования, согласно последовательности производственного процесса;
- похожие предметы хранятся вместе;
- определяется запас каждого вида необходимых предметов;
- запрещается хранение предметов навалом, в глубоких емкостях;
- обеспечивается свободный доступ к часто используемым предметам;
- используются инструментальные доски;
- размещение предметов должно быть безопасным и т.п.
Предметы и их маркировку следует подготовить не только для сотрудников, использующих их постоянно. Удобный доступ к предмету и обозначениям следует организовать для любого сотрудника, имеющего соответствующее право на использование предмета.
Результатом стандартизации должны стать пакет документов, регламентирующий предыдущие фазы 5S, система средств визуального контроля и информирования сотрудников.
2.3. Содержание в чистоте. Этот пункт может играть ключевую роль на производственных площадках с высокими требованиями к чистоте. Например, микробиологическое производство особенно чувствительно к заражениям сторонними микроорганизмами. Спецификой технологического процесса определяется степень регламентации и контроля. Можно выделить несколько общих шагов:
- Делегируются назначения на уборку. Чистота — ответственность каждого сотрудника и рабочие места разделяются на разные зоны по степени требования к чистоте.
- Формируется расписание уборок и диагностике оборудования.
- Детализируются объекты чистки и проверки на функциональность.
- Определяются методы, инструменты и материалы, используемые при очистке и проверке оборудования.
- Уборка практикуется ежедневно, но по возможности, не занимает много времени.
Сочетание функций очистки и диагностики дефектов и поломок приводит к более комфортной и безопасной среде, создает лучшие условия для посещений сторонними людьми (например, кредиторами).
2.4. Стандартизация. Не представляет большой сложности для компаний в России. Десятилетия бюрократизации процессов сформировали высокий уровень компетенции в регламентации действий сотрудников. Но нередко за толстыми томами положений и регламентов теряется смысл этапа стандартизации, который заключается в постоянном улучшении процесса. На этом этапе документируются или улучшаются:
- должностные обязанности в части обеспечения чистоты и безопасности работы с оборудованием;
- инструкции по работе с оборудованием, правила эксплуатации;
- графики обслуживания и диагностики;
- средства визуального контроля;
- процедуры аудита рабочей зоны.
Результатом стандартизации должны стать пакет документов, регламентирующий предыдущие фазы 5S, система средств визуального контроля и информирования сотрудников.
Если процесс не работает, то не стоит спешить с поиском причин в сотрудниках. Нередко существуют объективные причины, о которых сотрудники по разным причинам не могут сообщить руководству.
Фаза 3 и 4. Оценка и совершенствование. Цель этих фаз в преобразовании принятых решений в образ мышления, в культуру бережливого отношения к производственному процессу, сотрудникам, материалам и оборудованию. Необходимо найти баланс между дисциплиной и собственным участием сотрудников в восприятии новых ценностей.
3.1. Оценка. Аудит исполнения принятых решений является обязательной частью проекта внедрения 5S. Примером чек листа, который можно использовать на этом этапе, является приложенный файл.
3.2. Реагируй и улучшай. Если процесс не работает, то не стоит спешить с поиском причин в сотрудниках. Нередко существуют объективные причины, о которых сотрудники по разным причинам не могут сообщить руководству. Важно стимулировать сотрудников на генерацию новых идей, но не в ущерб основным обязанностям.
В этом случае важно не оставлять инициативы без ответа.
Говоря о 5S, мы говорим об изменении мышления. Как следствие, причины неудачного внедрения новой парадигмы — это чаще всего субъективные причины. И речь прежде всего о руководстве компании.
Использование системы организации и рационализации рабочего места 5S на практике
5S — это мягкий переход в бережливое производство. В идеале цели бережливого производства достигаются за счет коучинга и участия команды, но на практике свою эффективность чаще доказывают контроль, приказы и наложение незначительных штрафов. Почему так происходит?
Дело в том, что, говоря о 5S, мы говорим об изменении мышления. Как следствие, причины неудачного внедрения новой парадигмы — это чаще всего субъективные причины. И речь прежде всего о руководстве компании. Внедрение 5S с последующим переходом к этапам внедрения бережливого производства вскрывает большинство болезней, распространенных в той или иной мере, но на всех предприятиях. Сформулируем наиболее частые ограничения, с которыми приходится сталкиваться на практике:
- Отсутствие поддержки первого лица компании или его нежелание участвовать в проекте. Не стоит отпускать столь важный вопрос на самотек или на уровень формального подхода.
- Неэффективное совмещение деятельности руководителями. Руководители, имеющие доходы или интересы «на стороне», не могут уделять должного количества времени компании. Потери от найма таких сотрудников необязательно превышают выгоды, но практически всегда недооцениваются.
- «Управление по телефону». Если строите что-то новое, готовьтесь минимум на 70% находится «в поле», в данном случае — на производственной площадке.
- Ошибочное представление, что культура формируется для подчиненных, специалистов, но не для руководства. Культура формируется для всех в компании, воспитывается командный дух. Желание проводить лишнюю черту между топ-менеджментом и специалистами может навредить проекту.
- Неготовность первого лица принимать серьезные кадровые решения. В любом предприятии находится менеджер, пассивно или активно саботирующий изменения. От таких подчиненных рано или поздно приходится избавляться, но редко это происходит своевременно.
- Несправедливое решение в пользу нужных людей. Решение принимается не из принципа «лучше для компании», а из принципа «лучше для меня». Кто нужнее, тот и прав. Например, специалист отдела охраны труда на микробиологическом производстве настаивал на существенной реорганизации работы и смене позиций оборудования, считая текущее положение небезопасным. Однако главный инженер наотрез отказывался от изменений, ссылаясь на срыв производственных планов. Генеральный директор, понимая свою зависимость от главного инженера, принял решение в пользу текущего положения. В итоге случилась авария, в результате которой по счастливой случайности, люди не пострадали, но пострадало оборудование. В конечном итоге, замечания специалиста охраны труда были учтены, но компания понесла убытки.
- Нарушение дисциплины самим руководством.
- Публичная замена решений руководителя другим решением. Если решение подчиненного менеджера не нравится, лучше обсудить с ним лично. Это проблема общего руководства компанией, но она нередко обостряется при внедрении 5S, обостряется. Например, главный инженер принял решение в рамках своей компетенции и принципов 5S заменить устаревшее оборудование, как небезопасное. Генеральный директор публично отменил это решение, ссылаясь на бюджет, хотя стоимость оборудования была небольшой и главный инженер действовал в рамках своих полномочий. В итоге проект внедрения 5S был реализован без соблюдения принципов безопасности сотрудников в полной мере.
- Неумение делегировать задачи. Это проблема общего характера, но обостряется при внедрении проекта 5S. Применение 5S затрагивает все подразделения компании и является трудозатратным. При неумении расставлять приоритеты, проект рискует затянуться, и более того, может вызвать абсурдные дискуссии. На примере из реальной практики: на рабочих совещаниях проекта 5S генеральный директор уделял приоритетное внимание правилам пользования офисной кухней и столовой. Вместо того, чтобы отдать решение возникающих вопросов соответствующим службам и сосредоточится непосредственно на производственной площадке.
- Недостаток ресурсов для реализации проекта внедрения 5S.
- Нежелание том-менеджмента менять парадигмы и полная неготовность к рискам. Работа по стандартам 5S — это всегда дополнительные затраты и изменения. Иными словами, это инвестиции со своими рисками. Перестановка оборудования, загрузка производственного персонала могут показаться слишком высоким рискам и привести к отказу от проекта.
- Предвзятое отношение к определенным сотрудникам, функциям или департаментам. Приведем пример. В обязательной инвентаризации при внедрении 5S участвовали сотрудники бухгалтерии, с которыми у лаборатории «не сложились отношения». В итоге ненужного выяснения отношений, решение относительно простой задачи затянулось на месяц.
- Непонимание принципов работы новых методик первым лицом и топ-менеджментом компании.
- Невыполнение руководством обещаний и взятых на себя обязательств.
- Открытый или скрытый саботаж отдельных менеджеров. В этом случае руководителю проекта, внедряющего 5S, помогает работа с одним из подчиненных такого менеджера «напрямую». При этом приказом необходимо закрепить ответственность за самим менеджером, чтобы обеспечить его вовлеченность. Генеральный директор требует отчет не у специалиста, а у саботирующего менеджера, не нарушая при этом принципы субординации.
- «Аутсорсеры в штате». Речь идет о сотрудниках, которые не заточены на результат. Если есть причина, которая позволит отложить задачу, они ей обязательно воспользуются. При возможности, такие сотрудники переложат устранение причины на руководство, независимо от того насколько причина весома. Так как руководство часто перегружено, то решение важного вопроса откладывается, а «аутсорсер» получает законную причину ничего не делать.
Выводы
5S — это способ организации рабочего пространства, основанный на принципах бережливого отношения к сотрудникам, коммуникациям, оборудованию и материалам. Внедрение 5S — это процесс изменения мышления всех сотрудников компании. Чаще всего успех проекта зависит от наличия ресурсов и руководства компании к изменениям. Большое внимание стоит уделить общению с сотрудниками и контролю за исполнением принятых решений.
Источник: upr.ru
Ничего лишнего. Организация рабочего места по системе 5S

Рассуждая о концепции тайм-менеджмента, большинство людей подразумевает систему управления собственным временным ресурсом, разработанную западными специалистами. Это более чем обосновано, ведь именно там появился теоретический и практический фундамент знаний, которые дают возможность максимально эффективно управлять каждой минутой своей жизни.
Далеко не все знают, что на Востоке также есть свои методики тайм-менеджмента, которые ничем не хуже, а в некоторых аспектах даже более эффективны, нежели западные концепции. Говоря о восточных странах, мы подразумеваем Японию, ведь именно страна восходящего солнца стала родиной многих бизнес-технологий (первое, что приходит на ум – система Кайдзен, но сегодня речь не о ней). Японская система 5S является явной демонстрацией того, каких вершин достигли деловые люди этой страны в управлении собственным временем.
Система 5С
Японская система 5С — философия того, как эффективно организовать рабочее место, клиентские зоны, пространства для отдыха, склад и другие локации. Некоторые компании называют 5С генеральной уборкой, но более подходящее определение — гениальная, так как это не бездумное наведение порядка, а целая система, первоначальный инструмент бережливого производства.
У Майкла Ливайна есть хорошая книга «Разбитые окна, разбитый бизнес. Как мельчайшие детали влияют на большие достижения». В ее основе — теория разбитых окон Уилсона и Келлинга. Авторы исследования заметили, что если в офисе разбито одно из стекол и на это закрывают глаза, то условно через неделю все стекла будут разбиты.
Мелкая небрежность, будь то фантик на столе менеджера или пыль на витрине магазина, влияет на впечатление клиента о компании. Поэтому очень важно трепетно относиться к небольшим мелочам.

В компании необходимо внедрять 5С, если:
- нужен документ, а его невозможно найти в ворохе прочих бумаг;
- документы находятся в папках, которые сложно отыскать среди прочих;
- шкафы заставлены чем-то ненужным (папками, техникой и пр.);
- свободное место в офисе занято неработающей техникой: сканером, кассой и т.д.
Какие задачи необходимо решить перед внедрением системы 5S бережливое производство
На каждом предприятии можно организовать экономное и бережливое производство. Для этого необходимо проанализировать и оценить результат деятельности всех звеньев цепочки технологического процесса, от поставок сырья до выхода готовой продукции. Такая комплексная оценка поможет определить, насколько высок уровень бережливости. Например, несогласованная работа поставщиков или субподрядчиков приводит к сбою всего производственного процесса. Своевременно неотлаженное взаимодействие вспомогательных служб предприятия несет угрозу возникновения авралов, срыва плана, выпуска бракованной продукции.
Основы бережливого производства 5S:
- Все действия рассматриваются с позиции создания благ для потребителя, необходимо исключить действия, не направленные на создание ценностей.
- Сокращается время от размещения заказа до доставки продукции потребителю.
- Ликвидируются скрытые производственные потери.
- Все усилия направлены на непрерывное усовершенствование производственного процесса, создается самообучающаяся организация.
Особое внимание следует уделить ликвидации производственных потерь на всех уровнях технологического цикла.
Сортировка и соблюдение порядка
Система 5С названа так неслучайно. Именно пять шагов должны совершить сотрудники и топ-менеджмент компании, чтобы эффективно организовать рабочее пространство.
- Первый этап — это сортировка.
У многих на рабочих столах скапливаются ненужные предметы — старые черновики, непишущая ручка, сломанный степлер. Среди этого беспорядка сложно быстро найти нужные документы. Для этого нужно разложить все предметы на две стопки — нужное и ненужное.
Затем нужное раскладывается на стопки: «используется часто и постоянно», «используется редко», «почти не используется». На этом сортировка закончена. Если вы сразу не можете определить, нужна вещь или нет, — повесьте на нее красный ярлык с датой и поместите в специальную зону временного хранения.
В моей практике в результате «гениальной» уборки из офисов вывозились целые «Газели» макулатуры, сломанной офисной техники и т.п. В процессе сортировки нужно задавать себе несколько контрольных вопросов: применяется ли предмет в данной зоне, кому он нужен, как часто используется? Если я уберу этот предмет, что-то изменится?
- Следующий этап — соблюдение порядка.
Рабочее пространство должно быть организовано рационально. Главное правило — у каждой вещи есть свое место. Предмет, который нужен ежедневно, должен лежать под рукой, а то, что необходимо раз в месяц, — на дальней полке. В любом случае информация должна быть в свободном доступе. Ответьте себе на вопрос: может ли любой ваш сотрудник найти нужный документ в кипе бумаг?
Или этой информацией обладает только один-единственный человек?
Внедряем практически 5S – 2 этап
2 этап. Навести порядок
На данном этапе рисуется карта помещения, где внедряется 5S. Делаются замеры передвижения, перемещений «До» внедрения изменений. Цель – исследовать текущую ситуацию, сколько времени каждому оператору, чтобы взять заготовку, обработать ее на станке и отнести на стеллаж.
Замеры делаются по функциям и ролям как можно детальнее минимум 3 дня. Если это офис – то, как далеко ходит бухгалтер до принтера. Например, принтер расположен в дальнем углу от рабочего стола на расстоянии 15 м, печатает чаще всех – более 20 раз за день. Вот и получается, что бухгалтер наматывает 600 м впустую.
Встречались случаи в практике, когда принтер находился в другом кабинете, у руководителя. Руководитель печатает раз в 3 дня, а сотрудник – 18 раз на день. Мало того, что метры наматывает, но и еще беспрерывно отрывает руководителя (как стать эффективным руководителем можно почитать отдельно).
Поэтому цель данного этапа — рациональное расположение не только мелких инструментов, но и предметов мебели или станков. Расположение по потоку движения, как удобнее и быстрее выполнять свою работу.
После замеров и анализа деятельности, необходимо совместное обсуждение нового расположения. Подчеркну, совместного, это очень важно, чтобы участвовали и генерировали идеи все.
Иногда, приходится перестановку не по одному разу делать. Нарисовали на бумаге, казалось удобно, а на практике совсем наоборот. Это нормальные рабочие моменты.
По длительности внедрения это самый трудоемкий этап. В помощь — принципы, которым необходимо следовать…
Основные принципы
- Ориентируйтесь на улучшение потока. Система «5S» основана на совершенствовании рабочего потока, а эффективность потока зависит от определенного ритма или процесса работы;
- Чем меньше, тем лучше. Чем меньше предметов мебели, оборудования и прочего в помещении, тем проще поддерживать в нем порядок;
- Сделайте так, чтобы поиск и использование любого предмета не вызывали затруднений;
- Подумайте, чтобы вопрос «куда вернуть предмет после использования?» не возникал ни у кого; Создайте условия для того, чтобы возвращать предмет на его место можно было быстро и легко; Полки и ящики не должны хранить пустоту;
- Расположите вещи в один ряд. Такой способ дает возможность не передвигать передний ряд, чтобы добраться до заднего;
- Избегайте хранения в штабелях, вертикальных рядах;
- Не располагайте тяжелые предметы прямо на полу. Используйте для их хранения подставки.
- Применяйте маркировку, например, цветную изоленту, малярный скотч.
- Обведите контуры для расположения предметов.
- Используйте принцип зонирования
Чистота, стандартизация и совершенствование
- «Чисто не там, где убирают, а там, где не мусорят» — это принцип третьего этапа — соблюдения чистоты.
Главное — определить критерии уборки и соответствующий график. Чаще всего сотрудники компании сопротивляются на внедрении этого этапа. Они ссылаются на наличие клинингового персонала. Но ответственность за чистоту своего рабочего места лежит на каждом сотруднике.
Приведем простой пример. Менеджер А оставил на столе беспорядок после рабочей смены. Менеджер В в следующую смену будет вынужден убирать за коллегой, прежде чем приступить к работе. Это влияет и на рабочий настрой, и на психологическую обстановку в коллективе, и в целом на уровень удовлетворенности трудом.
Введите стандарт ежедневной уборки по окончании рабочего дня — не должно оставаться открытых документов, канцелярские принадлежности должны быть убраны, компьютер выключен. Эти правила обговариваются, фиксируются командой, составляются критерии уборки, контрольный лист и график.
Он нужен потому, что в каждой организации есть «чистюли» и «грязнули». Подавляющее большинство сотрудников — средней чистоплотности. Наша задача — приучать всех без исключения к системе 5С.
Когда мы все привели в порядок, начинаем формулировать стандартные правила для всех сотрудников с элементами визуализации. Все видели надписи с навигацией в ИКЕА — так покупателям проще ориентироваться в большом магазине. В офисах нужно использовать такой же подход. Все сотрудники должны знать, где лежат папки с прошлогодними отчетами или где находится «супермаркет» канцтоваров.
Залог успеха — регулярные аудиты. Сотрудники проверяют рабочие места по чек-листу и выставляют оценки. Здесь присутствует нематериальная мотивация — сотрудники соревнуются за «звание» самого чистого офиса.
До «генеральной уборки» в офисе
Зачем все это нужно
Описание системы выглядит сложно. На практике все гораздо проще. Немного усилий, и вот что вы получаете взамен:
- Чистый стол, на котором не задерживаются лишние вещи. Работать за ним легко и приятно: вы не отвлекаетесь, ничего не мешает.
- Все необходимое под рукой. Вам не нужно искать ту самую важную бумажку. Она лежит с другими не менее важными документами, в установленном вами порядке. Больше не придется тратить время впустую. Рука автоматически тянется к месту, где должен быть нужный предмет, и, что важно, находит его там.
- На рабочем месте легко ориентироваться не только вам. Вы легко объясните по телефону или в чате, что и где лежит, даже человеку, который впервые в глаза видит ваше рабочее место. Вы знаете точные координаты и не используете фразу «ну где-то там, на столе».
Введение
Статья посвящена особенностям внедрения системы 5С в Российской Федерации. В ней раскрывается основа данной системы, выявляются эффекты, получаемые на этапах ее внедрения. В статье анализируются проблемы применения системы 5С на российских предприятиях, а также предлагаются меры, позволяющие устранить ошибки внедрения данной системы Ключевые слова: организация рабочего места, карта 5С, сортировка, систематизация, рациональное размещение, стандартизация правил, красные ярлыки, ненужные вещи
Этот третий шаг является для многих самым логичным. Соблюдать чистоту нас учат с детства. На производстве она тоже необходима, причем, чистыми должны быть не только столы офисных работников или шкафы в учреждениях общепита, но и станки, подсобные помещения уборщиц. В Японии сотрудники бережно относятся к своим рабочим местам, трижды в день их убирают – с утра перед работой, в обеденный перерыв и вечером, по окончании трудового дня. Кроме того, у них на предприятиях введена специальная маркировка участков, позволяющих соблюдать на производстве порядок, то есть разными цветами отмечены участки готовой продукции, складирования определенных деталей и так далее.
Пример успешного внедрения программы 5S бережливое производство в российской компании
Как пример успешного внедрения системы 5S бережливое производство на отечественном предприятии рассмотрим опыт научно-производственного объединения «МИР» в 2004 году. Российская компания специализировалась на производстве измерительных приборов, систем автоматизированного учета энергетических ресурсов и управлении энергетическими объектами.
Еще до внедрения системы 5S все руководители структурных подразделений посетили обучающий семинар и донесли полученную информацию до подчиненных. Параллельно из числа начальников цехов была сформирована контрольно-мониторинговая комиссия, которая должна была осуществлять контроль процессов внедрения не реже двух раз в месяц.
С целью обеспечения плавного перехода на новые условия труда персоналу было разрешено не предъявлять на проверку места личного пользования. Кроме этого исключения все остальные преобразования проводились поэтапно, в соответствии с алгоритмом внедрения системы 5S бережливое производство:
- сформулировано и введено «Золотое правило», закрепляющее ответственность каждого сотрудника по двум направлениям: за свою работу и за коллективный результат;
- создана общая компьютеризированная структура с единым деревом папок;
- постепенно стал осуществляться сбор эффективных предложений от работников предприятия.
Несмотря на все предварительные подготовительные мероприятия, из-за сопротивления сотрудников период внедрения системы 5S составил шесть месяцев. Многие члены рабочего коллектива утверждали, что их рабочее место обустроено рационально, и сознательно уклонялись от системных преобразований. Инертное мышление удалось преодолеть методом проб и разъяснений.
По результатам контроля и оценки системных преобразований уже в 2006 году выявлено повышение производительности, а качество выпускаемой продукции выросло на 16%. Внедрение системы 5S бережливое производство привело к следующим позитивным изменениям:
- сокращение времени на документооборот (исключалась потеря документов, увеличилась их доступность);
- повышение уровня трудовой дисциплины привело к снижению процента брака;
- сокращение числа аварийных простоев и времени на их устранение;
- эмоциональный климат в коллективе стал более благоприятным, так как работники перестали конфликтовать из-за производственных проблем.
Руководство понимало важность положительного психологического настроя всех членов трудового коллектива. Поэтому ежеквартально, по промежуточным результатам контроля внедрения системы 5S, осуществлялось награждение лучших работников и подразделений.
Этап 4 – Стандартизация
Под стандартизацией понимают составление планов, инструкций для соблюдения предыдущих этапов. Это делается для того, чтобы все члены семьи понимали и соблюдали принципы 5S.
Для ребенка ( и не только) можно составить схематический план действий во время уборки.
Можно сделать надписи на полках, ящиках, емкостях. Чтобы было понятно, что в них должно храниться. Тогда ваш муж перестанет спрашивать, где его носки и трусы (не все, конечно, мужья такие), а дети не будут бегать с вопросами, куда положить тот или иной предмет.
Повесьте инструкцию по использованию стиральной машины рядом с ней. И любой член семьи без труда сможет воспользоваться стиралкой и выбрать правильный режим стирки.
Вы можете сфотографировать убранную комнату, полку, шкафчик или определенную зону, распечатать это фото и расположить его в нужном месте. И если действительность отличается от образца, то будет наглядно видно, что необходимо изменить, убрать или поправить. Вопросов о том, что надо еще убрать, возникать не будет.
Составить правила «работы» в зоне. Не обязательно письменной форме. Главное, чтобы все члены семьи знали о них и соблюдали. Но бывает правило вроде самое элементарное, но почему-то его все игнорируют. Тогда имеет смысл распечатать его и повесить в нужном месте.
Например: «Поел – убери за собой», « Пришел с улицы – почисть обувь».
Источник: spbliders.ru