
При работе на станках со стойкой ЧПУ FANUC неизбежно приходится писать программы обработки деталей. Способов создания этих программ множество — самый простой (но не быстрый способ) писать программы вручную. Это особенно актуально при работе на токарных станках с ЧПУ. Токарные операции требуют меньшего количества кадров программы чем фрезерные, поэтому все эти перемещения вполне реально прописать вручную. При этом часть кадров и даже блоков программы получаются достаточно единообразными и их можно скопировать.
Если на Вашем станке установлена система ЧПУ FANUC, то процесс ручного написания программ значительно упрощается. Инженеры этой японской фирмы позаботились о том, чтобы наладчик не тратил своё время на рутинное прописывание однообразных траекторий.
С первого взгляда структура циклов токарной обработки FANUC весьма сложна и разобраться новичку в них будет не просто — но это только с первого взгляда! Наши статьи из рубрики «Циклы FANUC понятным языком» помогут Вам разобраться в этой теме, не затратив при этом много времени. В этой статье собраны основные циклы Fanuc для токарной обработки. Для каждого цикла прописаны лишь основные моменты, но для более детального разбора вы можете переходить по ссылкам, и читать более развёрнутое описание с учётом всех нюансов, которые обычно встречаются на практике.
Создание простейшей программы FANUC
Общий вид стойки FANUC
Не исключено, что статьи из рубрики «Циклы FANUC понятным языком» будут интересны и тем, кто много лет работал со стойками FANUC. Несмотря на то, что стойки FANUC – это самые распространённые стойки с ЧПУ на производствах, тем не менее при покупке новых станков обучение на них зачастую проводят поверхностно или не проводят вообще. А справочные материалы, предоставленные заводом изготовителем, не всегда в доступной форме и в полной мере раскрывают возможности автоматических циклов.
Цикл продольной черновой обработки G90
G90 – цикл автоматической черновой продольной обработки стойки FANUC предназначен для проточки длинных цилиндрических участков детали. Так же можно растачивать внутренние отверстия. При необходимости можно запрограммировать коническую проточку.
Достоинства:
- Позволяет проточить необходимый диаметр за несколько проходов по глубине.
- Запись цикла лаконична, что позволяет снизить вероятность ошибки и упростить последующее редактирование.
- Для каждого прохода может быть индивидуально задана подача и скорость вращения шпинделя.
Недостатки:
- Не удобен при большой разнице начального и конечного диаметров.
- Нет чистового прохода.
- Неудобное программирование конических поверхностей.
- Инструмент после каждого прохода возвращается в исходную точку цикла.

Ниже представлен пример программирования цикла G90: Больше информации по этому циклу можно найти в статье G90 – цикл продольной черновой обработки
Цикл торцевой черновой обработки G94
G94 – цикл черновой поперечной обработки FANUC может быть полезен при программировании проточки коротких цилиндрических участков детали с большой разницей начального и конечного диаметров. Иными словами — это цикл для обработки торцевых поверхностей детали. При желании может быть запрограммированно коническое торцевание. Данный цикл является аналогом цикла G90, только основной съём материала идёт в другом направлении.
Достоинства:
- Позволяет подрезать торец детали за несколько проходов по глубине.
- Запись цикла лаконична, что позволяет снизить вероятность ошибки и упростить последующее редактирование.
- Для каждого прохода может быть индивидуальна задана подача и скорость вращения шпинделя.
Недостатки:
- Не удобен при большой глубине обработки.
- Нет чистового прохода.
- Неудобное программирование конических поверхностей.
- Инструмент после каждого прохода возвращается в исходную точку цикла.
Ниже представлен пример программирования цикла G94:
Больше информации по этому циклу можно найти в статье G94 – цикл торцевой черновой обработки
Цикл нарезания резьбы G92
G92 – цикл нарезания резьбы резцом. Позволяет сделать несколько проходов резьбовым резцом по глубине, при этом на станке включается синхронизация, которая позволяет попадать резцом в один и тот же виток. При этом указывается фиксированная длина нарезания резьбы, которая распространяется на весь цикл.
Достоинства:
- Позволяет проточить один или несколько проходов резьбы на фиксированную глубину.
- Можно задать индивидуальные режимы резания и глубины для каждого прохода.
Недостатки:
- Не удобен при большом количестве проходов.
- Координату каждого прохода нужно задавать вручную.
- Нет чистового прохода.
- Нет параметра отвечающего за сбег резьбы.
Ниже представлен пример программирования цикла G92:
Больше информации по этому циклу можно найти в статье G92 – цикл нарезания резьбы
Цикл черновой продольной контурной обработки G71
G71 – это цикл черновой продольной контурной обработки. Данный цикл имеет более расширенный функционал по сравнению с циклом G90. В большинстве случаев рекомендуется применять именно этот цикл обработки.
Достоинства:
- Позволяет проточить контур любой сложности.
- Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
- Дополняется циклом G70, который позволяет сделать чистовой проход.
- Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
- Можно запрограммировать припуски, причём отдельно по оси X и Z.
- При каждом проходе автоматически вычисляется отвод по оси X, что позволяет сэкономить машинное время.
Недостатки:
- Нельзя задавать скорость подачи на отдельные проходы.
- Расстояние между проходами фиксированное для всего цикла.
- Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G71:
Больше информации по этому циклу можно найти в статье G71 – цикл черновой продольной контурной обработки
Цикл черновой поперечной контурной обработки G72
G72 – это цикл черновой поперечной контурной обработки. Этот цикл схож с циклом G71, только обработка ведётся по направлению оси X. Применяя этот цикл очень удобно обрабатывать фасонные торцевые поверхности. Данный цикл может применятся при контурном растачивании отверстий.
Достоинства:
- Удобен для обработки торцевых поверхностей.
- Позволяет проточить контур любой сложности.
- Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
- Дополняется циклом G70, который позволяет сделать чистовой проход.
- Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
- Можно запрограммировать припуски, причём отдельно по оси X и Z.
- При каждом проходе автоматически вычисляется отвод по оси Z, что позволяет сэкономить машинное время.
Недостатки:
- Нельзя задавать скорость подачи на отдельные проходы.
- Расстояние между проходами фиксированное для всего цикла.
- Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G72:

Больше информации по этому циклу можно найти в статье G72 – цикл черновой поперечной контурной обработки
Цикл контурной обработки G73
G73 – это цикл контурной обработки. Цикл разработан для обточки деталей, которые имеют равномерный припуск материала по всему периметру обработки. Обычно под этот тип обработки попадают литые детали.
Достоинства:
- Позволяет обработать контур любой сложности.
- Позволяет за короткое время обработать литую заготовку.
- Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
- Дополняется циклом G70, который позволяет сделать чистовой проход.
- Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
- Можно запрограммировать припуски, причём отдельно по оси X и Z.
Недостатки:
- Нельзя задавать скорость подачи на отдельные проходы.
- Расстояние между проходами фиксированное для всего цикла.
- Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G73:
Больше информации по этому циклу можно найти в статье G73 – цикл контурной обработки
Цикл чистовой контурной обработки G70
G70 – это цикл дополняющий циклы G71/G72/G73. Он позволяет произвести чистовую обработку контура, после применения цикла черновой обработки. Как самостоятельный цикл использовать его нецелесообразно.
Достоинства:
- Позволяет проточить контур любой сложности.
- Можно запрограммировать подачу и обороты отдельно на чистовой проход.
- Программирование чистового прохода за одну строчку.
Недостатки:
- Не имеет смысла как самостоятельный цикл.
- Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G70:
Больше информации по этому циклу можно найти в статье G70 – цикл чистовой контурной обработки
Цикл автоматической обработки канавок G75
G75 – это цикл для вытачивания канавок. Позволяет запрограммировать прямоугольную канавку произвольного размера.
Достоинства:
- Позволяет быстро запрограммировать канавку заданных размеров.
- Улучшает процесс вывода стружки из канавки.
Недостатки:
- Нельзя задавать скорость подачи на отдельные проходы.
- Расстояние между проходами фиксированное для всего цикла.
- Нет чистового прохода.
- Необходимо учитывать ширину пластины при программировании канавки.
Ниже представлен пример программирования цикла G75:
Больше информации по этому циклу можно найти в статье G75 – цикл автоматической обработки канавок
Цикл автоматического нарезания резьбы G76
G76 – это цикл специально разработанный для нарезание резьбы на токарных станках при помощи резца. Циклом G76 можно запрограммировать нарезание внешней и внутренней резьбы за несколько проходов.
Достоинства:
- Позволяет нарезать резьбу любого диаметра и шага.
- Расчёт черновых проходов производится автоматически.
- Можно запрограммировать сбег резьбы.
- Цикл позволяет сделать чистовые проходы.
- Можно запрограммировать коническую резьбу.
Недостатки:
- Недостатков у этого цикла нет, разве что сложная форма записи.
Ниже представлен пример программирования цикла G76:
Больше информации по этому циклу можно найти в статье G76 – цикл автоматического нарезания резьбы
В случае, если у Вас возникнут вопросы — Вы можете позвонить нам по телефону указанному в контактах и мы с удовольствием Вам поможем!
Источник: inteh-stanki.ru
Написание программы для станков с чпу fanuc


Оптимизация условий обработки определяется знанием физических и технико-экономических зависимостей, существующих в данной области. Поскольку в настоящее время трудно учесть все зависимости, связывающие отдельные факторы, проявляющиеся в процессе обработки, на практике применяют частичную оптимизацию: используют только некоторые оптимальные факторы, при этом значения остальных факторов предполагаются.
Существуют три основные разновидности частичной оптимизации условий обработки:
- • однокритериальная, когда во внимание принимают минимальную единичную стоимость;
- • двухкритериальная, когда во внимание принимают минимальную единичную стоимость и необходимую шероховатость поверхности;
- • трехкритериальная, когда во внимание принимают минимальную единичную стоимость, необходимую шероховатость поверхности и необходимую точность размеров.
Основой оптимизации условий обработки, выполняемой с помощью ПК, являются установленные технические ограничения в виде уравнений. Рассмотрим зависимости-ограничения для общего случая при обработке резанием.
Связь между стойкостью инструмента, его конфигурацией и материалом режущей части, глубиной резания, подачей, механическими свойствами обрабатываемого материала, с одной стороны, и максимально возможной скоростью резания — с другой. Имеется зависимость, которая показывает, что частота вращения п и подача S для заданных условий (стойкости инструмента, материала и т.д.) не должны превышать значений, определяемых неравенством nSy v

Связь между мощностью резания и мощностью главного привода станка Nz выражается формулой Ne -1 ); s — скорректированные подачи, выбранные из множества Е, мм/об; tm — машинное время, мин.
К рекомендуемым параметрам резца относят тип режущей части; передний угол у, рад; ширину и высоту тела резца; ширину и высоту тела резца, не регламентированные стандартом; радиус закругления режущей кромки г, мм; параметры охлаждения и др.
Для того чтобы обработать деталь на станке с ЧПУ, требуется составить программу, которая представляет собой группу команд, которые выражаются в цифровых параметрах, токарным и фрезерным машинам задается план работы.
Для того чтобы обработать деталь на станке с ЧПУ, требуется составить программу, которая представляет собой группу команд, которые выражаются в цифровых параметрах, фрезерным машинам задается план работы.
Разработка плана действий машин с ЧПУ начинается с построения координатных лучей, на которых с помощью числового кода распределяются точки, по ним будет проводиться действие рабочих элементов. Созданием управляющей программы для фрезерного станка занимается инженер-программист.
Система координат
Составление программы для токарной и фрезерной машины требует определенных знаний. Для станков с цифровым управлением программу нужно составлять на декартовой координатной системе, которая включает в себя три луча, исходящие из одного центра и расположенные в пространстве перпендикулярно друг другу. Направление координатных осей задает программу для движения режущего элемента. Оси X, Y, Z распределяют в пространстве согласно определенным правилам:
- Z – совмещается с осью движения шпинделя, она направляется от крепежного элемента обрабатываемой детали к режущему элементу, она направляется как вертикально, так и горизонтально;
- ось Х представляет собой горизонтальный луч, при горизонтальном положении оси Z, ось Х пролегает вправо от левого края передней части станка, где располагается пульт, если же она лежит вертикально, то Х направляется вправо относительно токарному станку, его передней плоскости, если повернуться к ней лицом;
- чтобы определить положение оси Y, ось Х поворачивают на 90 градусов относительно оси Z.
Точка пересечения лучей является началом отсчета. Чтобы на координатной системе задать точку, следует отметить ее числовое выражение на каждом луче.

Рабочий процесс
В ходе фрезерования приходится оперировать сразу несколькими системами координат, предполагается наличие нескольких центров. Управляющая программа для станков – это сложная система, ее написание – ответственный процесс. Рабочий процесс определяется следующими точками:
- нулевая точка (М), она задается производителем и не подлежит изменению;
- нулевая точка (R), ее координаты постоянны, в момент включения машины инструмент должен располагаться в начальной точке;
- нулевая точка закрепляющего элемента инструмента (N) также неизменна, ее задает производитель, в момент отладки машины, верхняя часть режущего элемента, зафиксированного в держателе, замеряется и выставляется в нулевой точке;
- нулевая отметка заготовки (W) на станке имеет свободное расположение, оно зависит от того, какой вид обработки будет произведен, W может меняться, если деталь нужно будет обработать с обеих сторон;
- точка замены (Т), в этой точке производится замена инструментов, параметры задает программист, если устройство смены инструмента имеет вид револьверной головки, также она может быть постоянной, если фрезерный станок оснащен системой для автоматической смены инструмента.
Центр координатной системы является начальным пунктом. Современные токарные и фрезерные обрабатывающие системы работают по специальной программе. Программное обеспечение создается программистами-инженерами, при их составлении следует учесть специфику предстоящей работы.
Пример программы
Ознакомление с программами для работы со станками позволить понять процесс точения, научиться обработке деталей на фрезерных машинах. В качестве примера можно использовать фрагмент программы для станков с ЧПУ, которая составлена для обработки детали, устанавливаемой на станок. Требуется на токарных станках получить деталь с радиусом в 50 и уступом – 20 мм. В левой колонке указание программного кода, а в правой его расшифровка. Обработка детали производится согласно следующему примеру:
- N20 S1500 M03 – шпиндель, работающий со скоростью 1 500 оборотов в минуту, движение по часовой стрелке;
- N25 G00 X0 ZO – начало работы;
- N30 X20 – отход режущего инструмента по заданным параметрам;
- N40 G02 X60 Z – 40/50 F0,5 – движение резца по указанным в программе координатам;
- N50 G00 Z0 X0 – перемещение в исходное положение;
- M05 – выключение шпинделя;
- М30 – стоп программа.

Перед началом работы проводится подготовка: резец фиксируют в начальной точке заготовочного элемента, затем потребуется обнулить параметры. Примеры программ позволяют понять, как работает система, как они управляют машиной.
Ознакомление с примерами управляющих программ поможет начинающему программисту познать азы управления станком.
Токарный и фрезерный станки с софт управлением представляют собой программу, которая характеризуется технологической гибкостью. Это свойство позволяет по окончании обработки одной детали мгновенно перейти к обработке следующего изделия. Для того чтобы станок начал точение, программисты должны написать программу, где информация закодирована в числовом виде.
На примере программы для токарного станка с ЧПУ, можно проследить, как работает система. Управляющие программы влияют на качество работы, к их составлению стоит подходить со всей ответственностью. Современная токарная и фрезерная машина функционирует только на основе программ. Лидером автоматизированного оборудования является японская компания Фанук.
Пример программы 001 режим ISO

Пример использования черновых циклов G73 или G74 и чистового G72
%
О1001 (праймер-001)
N10 G30 U0 W0
N10 G92 S4000
N30 T0101
N40 G0 G54 G96 X42 Z0 S220 М3 F0.1
N50 G1 X-0.8 M8
N60 G0 Z0.5
N70 X40
N80 G73 U2 R1.5
N90 G73 P100 Q170 U0.3 W0.1 F0.2 S200
N100 G0 G42 X7 F0.12 S220
N110 G1 X10, Z-2
N120 Z-13
N130-X20 Z?24
Н140 Z-30
N150 X30 Z-34
N160 Z-40
N170 X40 Z-45
N180 Имеет G72 P100 Q170
№ 190 G0 G40 X50 Z50 M5
N260 G30 U0 W0
N270 M30
%
Пример программы 002 режим ISO

Пример использования G186 цикла растачивания торцевой канавки
Адреса, которые необходимо ввести:
- Я расстояние подвода по диаметру в направлении оси Х
- А глубина 1
- B глубина 2
- C ширина канавки
- F глубина канавки
- Z размер в направлении оси Х (внутренний диаметр)
- L количество проходов
- K ширина инструмента
- Величина R0 скругления на торце
- Радиус R1 на торце
- Величина S0 скругления основания канавки
- S1 радиус основания канавки
- T величина скругления (или радиуса) торца
- U величина скругления (или радиуса) канавки
Внимание!
Презентация на тему Программирование токарных станков с ЧПУ Fanuc. Циклы
– угол профиля резьбы
∆dmin – минимальная глубина резания
d – глубина на чистовом проходе
X/Z – координаты конечной точки резьбы
i – величина конусности
k – высота резьбы (в мкм на радиус)
∆d – глубина первого врезания
L – шаг резьбы
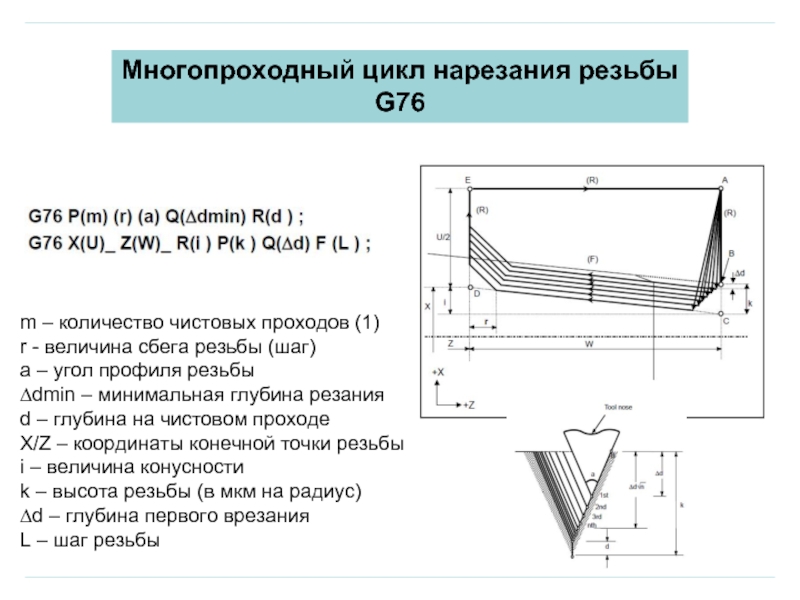
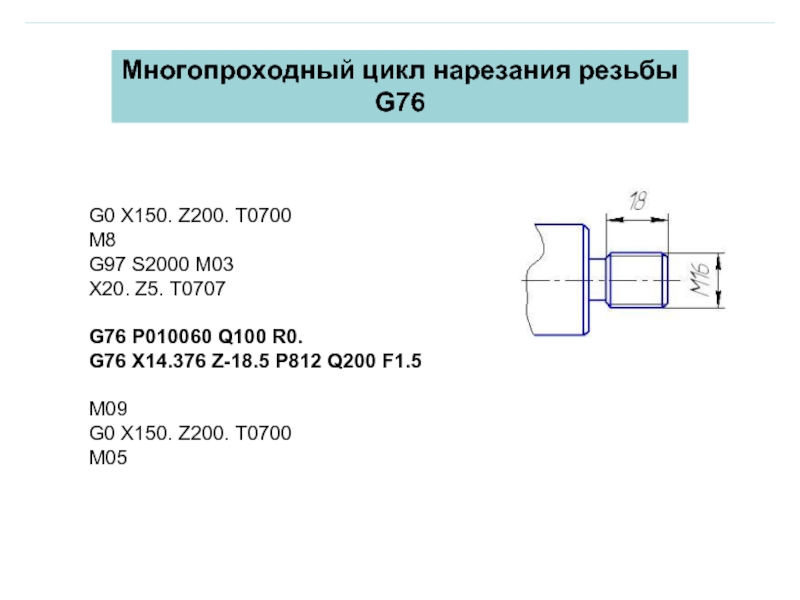
Слайд 10Многопроходный цикл нарезания резьбы
G76
G0 X150. Z200. T0700
M8
G97 S2000 M03
X20. Z5. T0707
G76 P010060 Q100
R0.
G76 X14.376 Z-18.5 P812 Q200 F1.5
М09
G0 X150. Z200. T0700
M05
Слайд 11Цикл сверления вдоль оси Z
G83
X/C/Z – координаты
дна отверстия
R – расстояние до начального уровня
P
– выдержка времени
Q – глубина сверления на каждом проходе
F – подача
К – количество повторений
M – М-код зажима оси С

Слайд 12Цикл сверления вдоль оси Z
G83
G0 X200. Z150.
T0300
M8
X43. Z5. C0. T0303
G97 S2000 M3
G83 Z-10. Q4000 F0.1
G80
M9
G0 X200. Z150. T0300

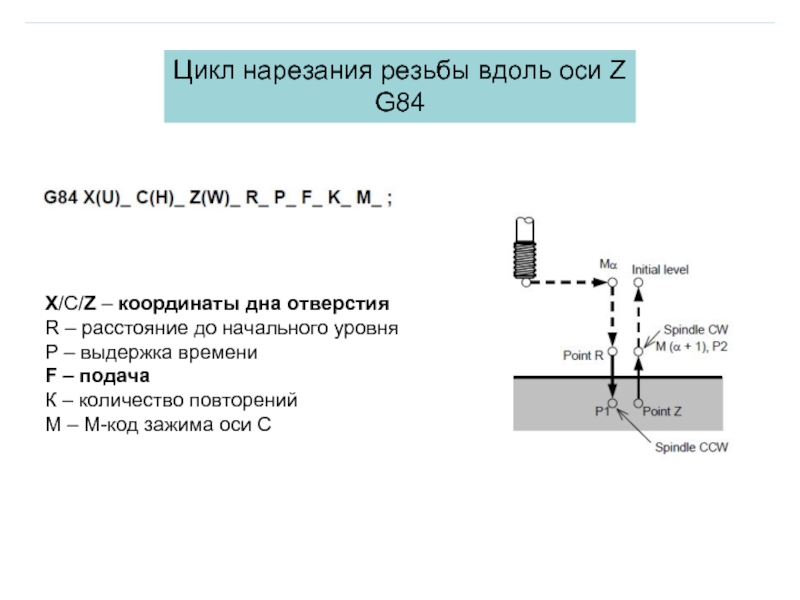
Слайд 13Цикл нарезания резьбы вдоль оси Z
G84
X/C/Z –
координаты дна отверстия
R – расстояние до начального
уровня
P – выдержка времени
F – подача
К – количество повторений
M – М-код зажима оси С
Слайд 14G0 X200. Z150. T0300
M8
X43. Z5. C0. T0303
G97 S200 M3
G84 Z-10. Q4000 F1.
G80
X200. Z150. T0300
Цикл нарезания резьбы вдоль оси Z
G84
Источник: thepresentation.ru