
Вы можете изучить и скачать доклад-презентацию на тему ПРОГРАММИРОВАНИЕ ОБРАБОТКИ НА ТОКАРНЫХ СТАНКАХ С ЧПУ. Презентация на заданную тему содержит 23 слайдов. Для просмотра воспользуйтесь проигрывателем, если материал оказался полезным для Вас — поделитесь им с друзьями с помощью социальных кнопок и добавьте наш сайт презентаций в закладки!
Презентации » Образование » ПРОГРАММИРОВАНИЕ ОБРАБОТКИ НА ТОКАРНЫХ СТАНКАХ С ЧПУ




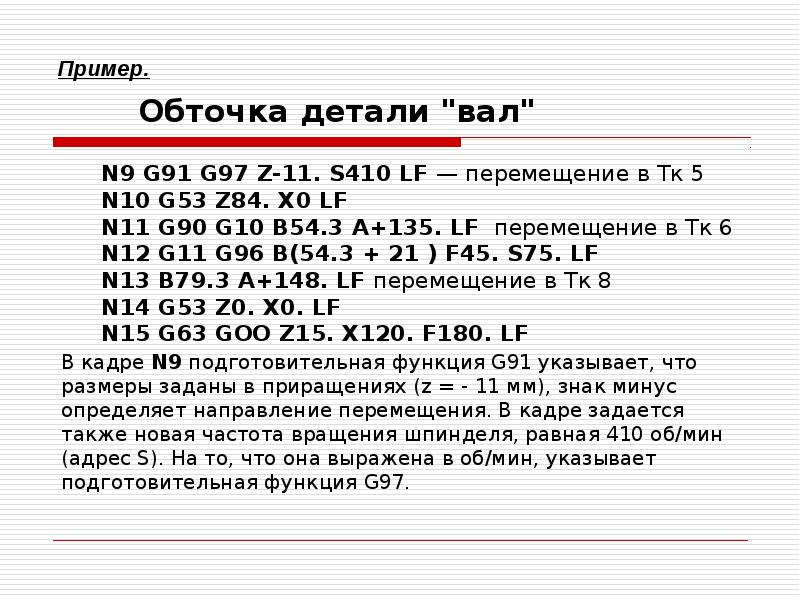

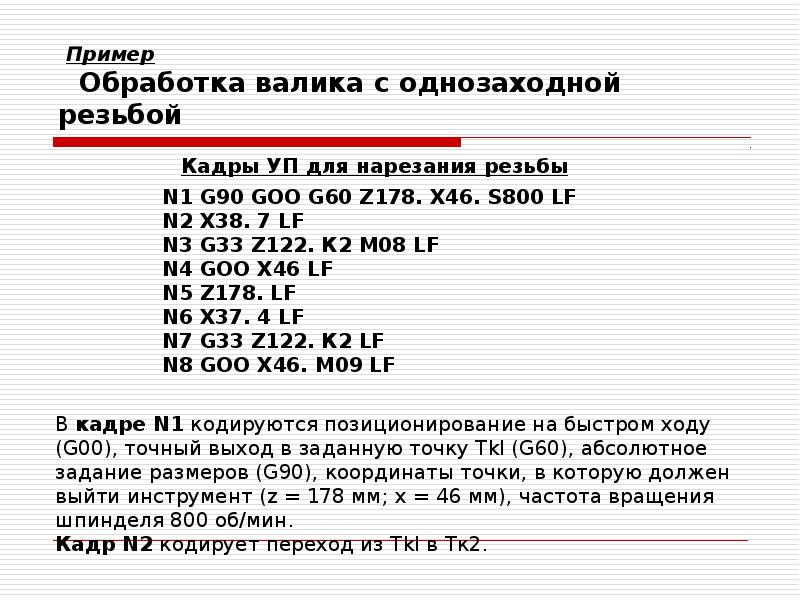
Сложная программа для токарного ЧПУ.
Как составить программу для токарного станка с ЧПУ
Слайды и текст этой презентации
Слайд 1
Описание слайда:
ПРОГРАММИРОВАНИЕ ОБРАБОТКИ НА ТОКАРНЫХ СТАНКАХ С ЧПУ
Слайд 2
Описание слайда:
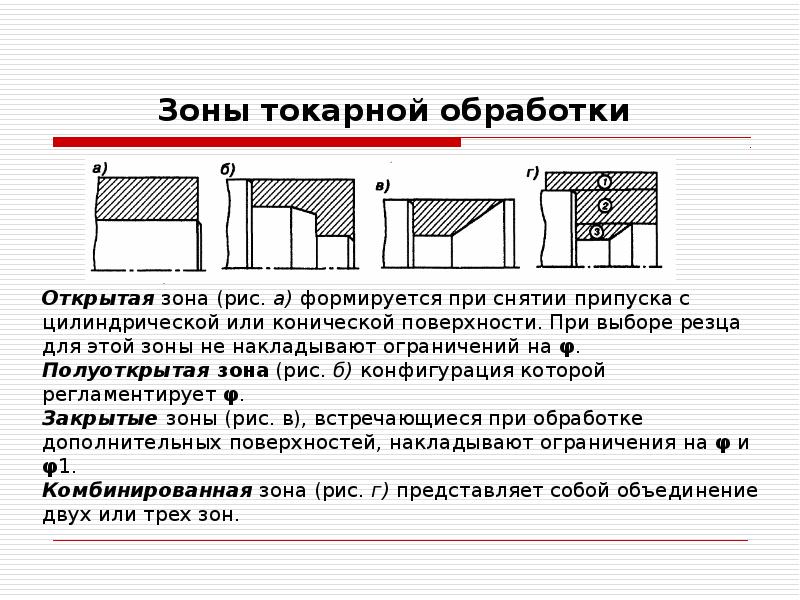
Зоны токарной обработки
Слайд 3
Описание слайда:
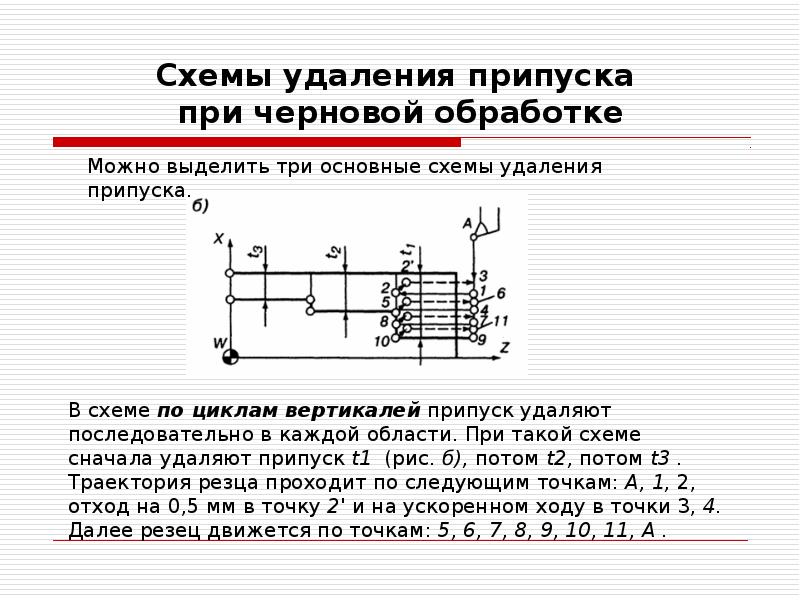
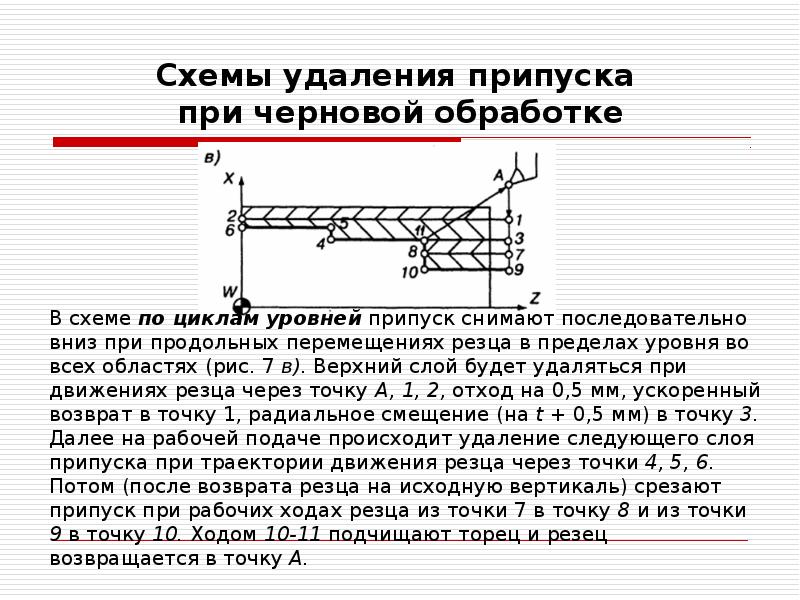
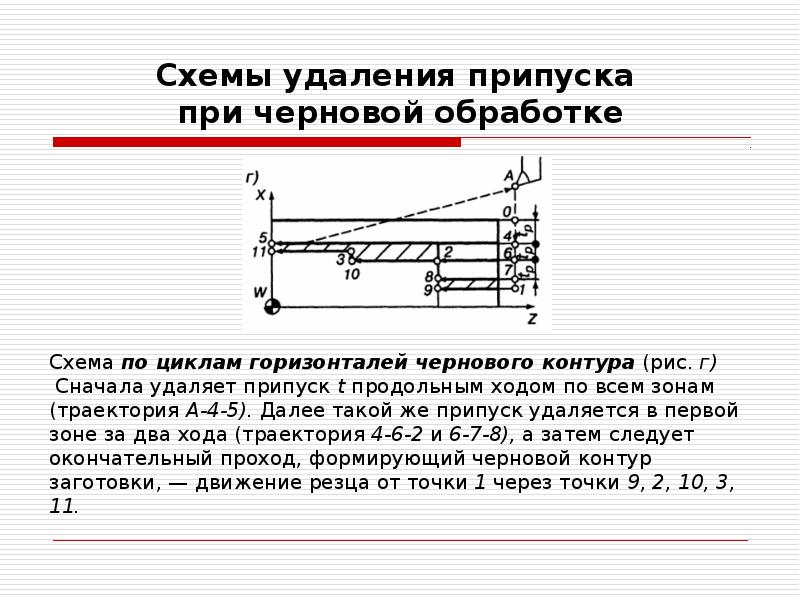
Схемы удаления припуска при черновой обработке
Источник: myslide.ru
G-код для токарно-фрезерной обработки
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сообщения
Здравствуйте, есть у кого универсальная программа для нарезания наружной резьбы фрезерный фанук?

Спасибо! Посмотрел это видео, там более подробно все описано: Оказывается видовое окно было сделано из оргстекла. Это еще одно слабое место в этой конструкции. Вообще разговоры гендиректора этой компании прекрасны во всем. Он так хотел быть похожим на Илона Маска.
Эта ошибка именно вашего конкретного станка просмотрите уравнение в PLC программе. На 828D это можно сделать непосредственно на самом ЧПУ а можно скачать на компьютер при помощи PLC Programming Tool для того чтобы было попроще искать перекрёстные ссылки и анализировать.

Снаружи да, легкий корпус.
а они работают синхронно?
Вот поэтому и просим автора опубликовать фото экрана с ошибкой или же просто написать какими словами станок отказывается перемещаться по осям! А он отмалчивается! Всегда можно деблокировать это ограничение!

Бывают фрезерные станки, где можно включить блокировку подачи если шпиндель остановлен.
И что вы ответили интересно учитывая ваше хорошее чувство юмора? Над сокращениями и аббревиатурами можно вдоволь посмеяться! Например: ЧПУ — Человеко-Подобные Увольняйтесь автор CHAT GPT (ЖПТ)!
Источник: cccp3d.ru
Программирование автоматов продольного точения
В последние годы российских дилеров САМ систем все чаще озадачивают вопросом программирования станков токарной группы, которые принято называть автоматами продольного точения (АПТ). Специалисты компании КАМ СИСТЕМЫ также были вовлечены в этот процесс после поставки на одно из предприятий Петербурга семи осевого АПТ тайваньского производства. В этой статье мы бы хотели поделиться приобретенным опытом в освоении станка и внедрения SolidCAM.
Внедрение SolidCAM для автомата продольного точения
Конструкция
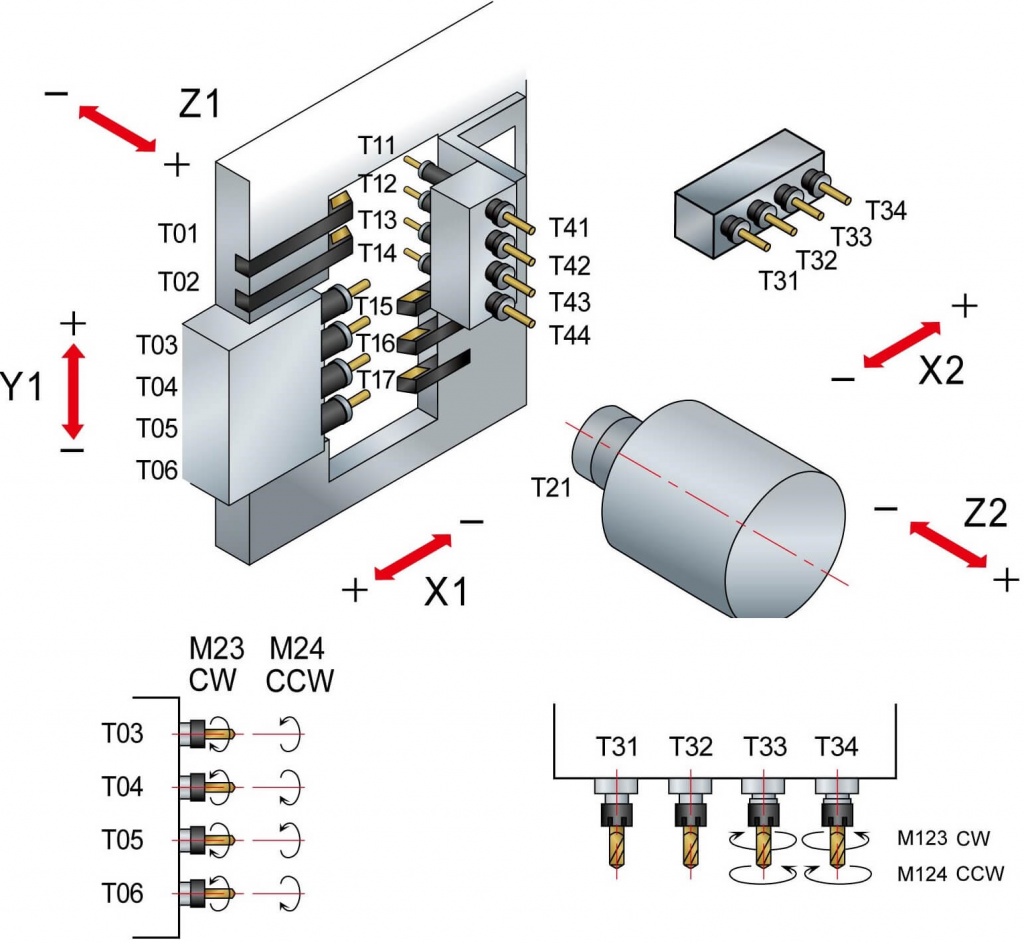
Большинство нетривиальных вопросов при программировании АПТ возникает именно из-за нестандартной, а иногда и непредсказуемой конструкции станков этой группы. Производители собирают АПТ из узлов с разнообразными степенями свободы как из конструктора, а программисты сталкиваются с совершенно не схожей логикой программирования.
Возвращаясь к вопросу компоновки, отметим, что главной отличительной чертой АПТ является продольное перемещение заготовки (притом, что она вращается, как в обычном токарном станке). Вторая особенность, множество инструментальных суппортов (tool post), каждый из которых имеет определенную область применения.
Например, отдельный суппорт для радиального приводного инструмента (от трех до пяти гнезд), который работает по осям X и Y и только в зоне главного шпинделя. Или отдельный блок с приводными и неприводными инструментальными гнездами, предназначенный для осевой работы на торце изделия, находящегося в противошпинделе (перемещается по оси Z и X). У более простых модификаций АПТ каждый такой узел имеет не более двух степеней свободы, но есть более сложные варианты, когда суппорт может еще и изменять свое угловое положение, причем не в индексном, а непрерывном режиме. Следующая особенность АПТ с двумя (и более) шпинделями – многоканальное управление, то есть каждый шпиндель и привязанные к нему суппорта программируются отдельной УП. При этом следует учитывать, что некоторые суппорта могут производить обработку как на главном, так и на противошпинделе.
АПТ, у которого один из инструментальных суппортов совмещен с противошпинделем
Такой подход к конструкции станка дает ощутимый выигрыш в производительности, УП хоть и связаны, но позволяют запускать одновременную обработку в шпинделях. Также к несомненным преимуществам АПТ относятся возможность изготовления длинных (более 4х диаметров) деталей малых диаметров (как правило, до 20мм); высокопроизводительное серийное изготовление; возможность совместить фрезерование, точение и обработку сразу всех установов на одном станке; большое количество инструментов.
В УП координаты для резцов наружного точения будут выводить как с «+», так и с «-»
С другой стороны владельцу АПТ надо готовиться к необходимости закупать только калиброванный прокат (h9), к увеличению времени наладки (как минимум, привязка такого количества инструментов с учетом всех нюансов технологии и конструкции), к закупке специального режущего инструмента, оснастки, масел и СОЖ и, конечно, к специфическим задачам программирования.
Программирование
Исходя из вышеописанных особенностей конструктива, укрупнённо можно выделить две основные задачи программирования. Первая – многоканальное программирование, вторая – взаимодействие инструментальных суппортов с учетом всех условий и ограничений. Также следует учесть особые режимы работы станка, например точение (нарезание резьбы, отрезку) заготовки, когда она зажата сразу двумя шпинделями или перехват не круглой, а шестигранной заготовки противошпинделем.
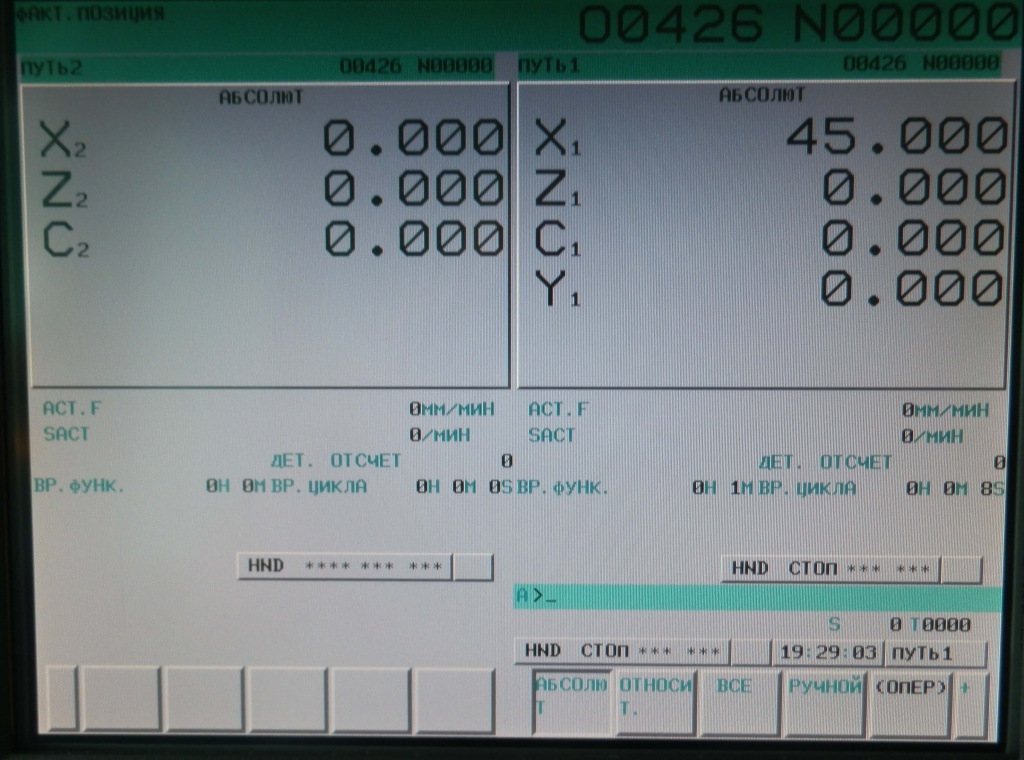
Отображение на дисплее Fanuc 0i двух каналов
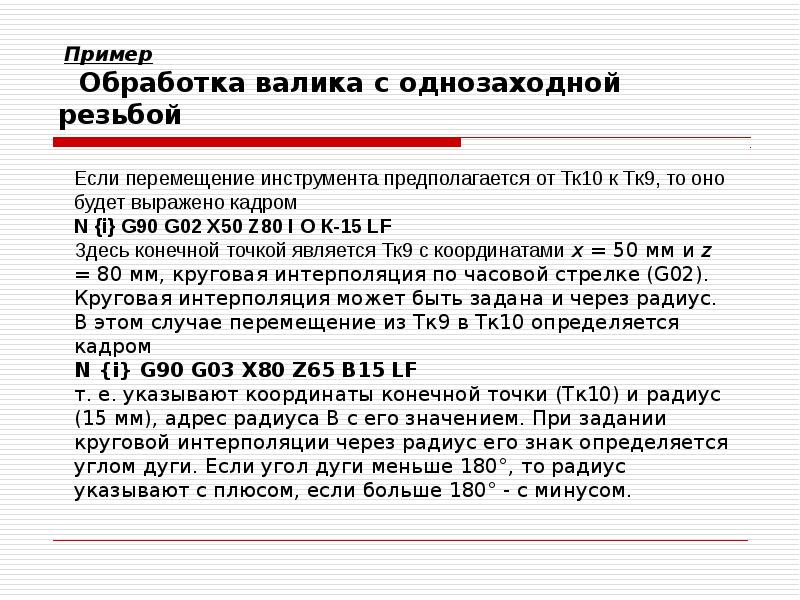
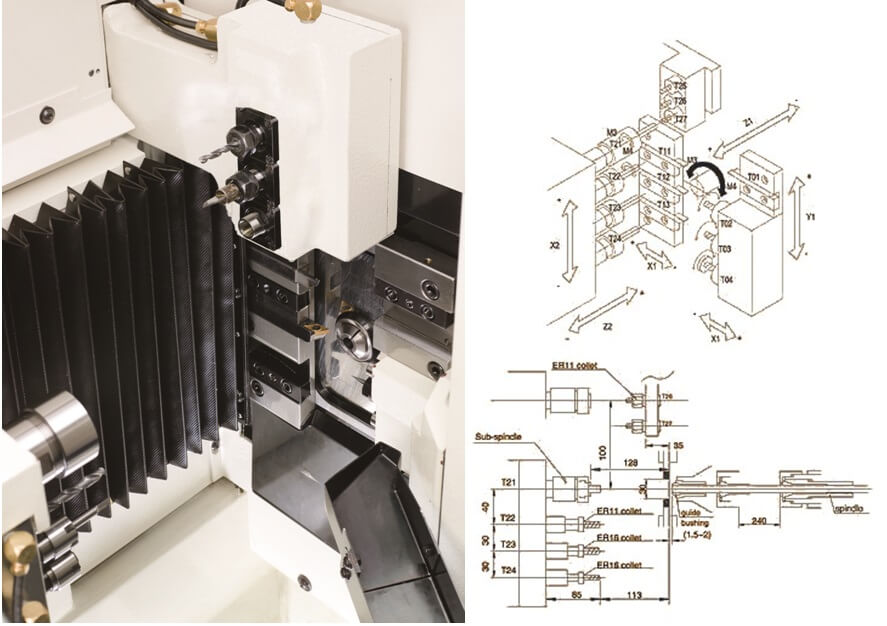
АПТ для которого мы производили внедрение SolidCAM можно отнести к среднему по сложности программирования. Он оснащен двумя шпинделями (С1/Z1 и C2/Z2) и тремя инструментальными суппортами: 1ый для точения (5 инструментальных гнезд, перемещается по оси Х), 2ой для фрезерования и сверления (X/Y, 4 инструмента) и 3ий суппорт двусторонний имеет 5 гнезд со стороны главного шпинделя и пять со стороны противошпинделя, из них 2 позиции не имеют привода (X). АПТ оснащен стойкой Fanuc 0i. Многие знакомы с программированием этой стойки на токарных станках, чтобы увидеть разницу, приведем несколько примеров.
Во-первых, номера инструментов для каждого суппорта строго определены, то есть каждое гнездо имеет свой неизменный номер. Во-вторых, при переходе с одного суппорта на другой следует учесть, что рабочая зона станка очень мала и узлы находятся крайне близко, поэтому следует предусмотреть определенные процедуры безопасных отводов/подводов инструментальных блоков. Например, после подрезки торца инструментом Т0101 (1ый блок) следует переход сверления инструментом Т2121 (3ый блок), тогда для безопасного выполнения следует втянуть пруток в шпиндель, сдвинуть 1ый инструментальный суппорт в безопасное положение, вызвав пятый инструмент (Т0505), поднять его в крайнее безопасное положение по Х и переключить управление осью Х на двусторонний суппорт (М100). При этом следует не забыть сбросить привязки Т0101 (через команды G50 и G0T0) и вызвать уже новые привязки для Т2121.
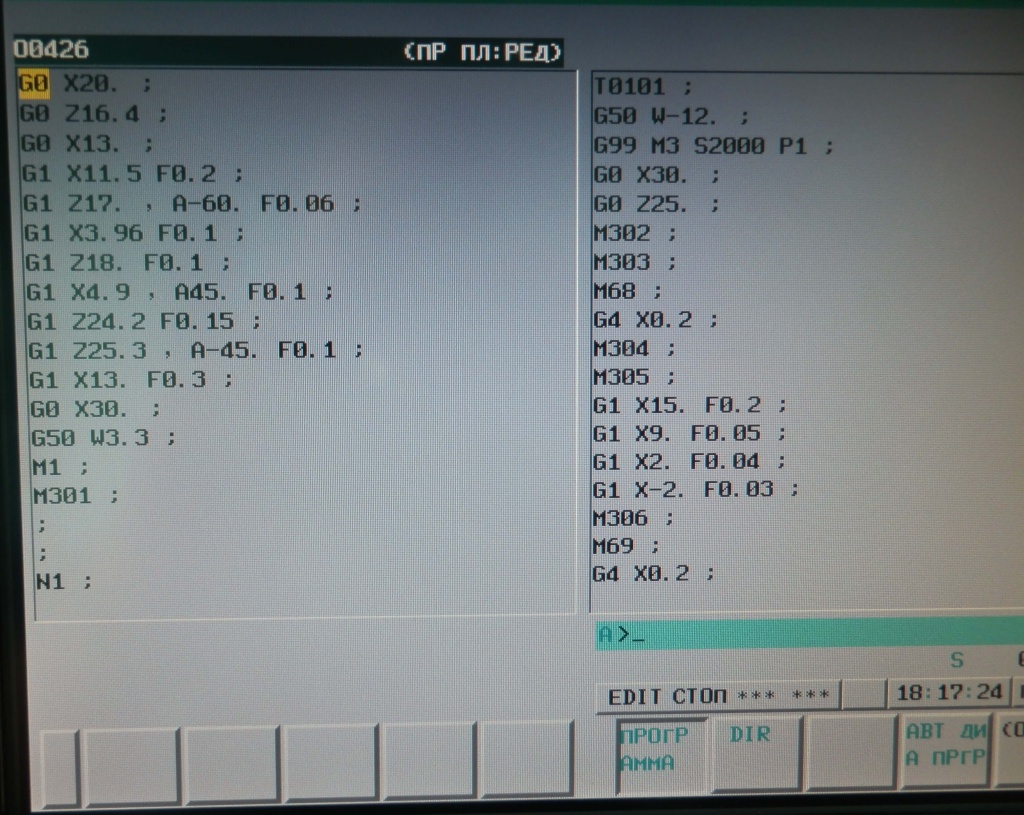
В этой УП видно, как назначать и отменять офсеты инструмента
Вообще для двустороннего суппорта (№3) примечательно, что под одним и тем же номером в нем находятся сразу два инструмента, когда Т2121 вызывается в УП для главного шпинделя, то как описывалось выше надо использовать М100, а когда Т2121 вызывают для противошпинделя, то его напрямую прописывают в УП для второго канала. Также, например, чтобы включить вращение привода на этом суппорте, необходимо прописывать соответствующую группу команд синхронно в обоих УП.


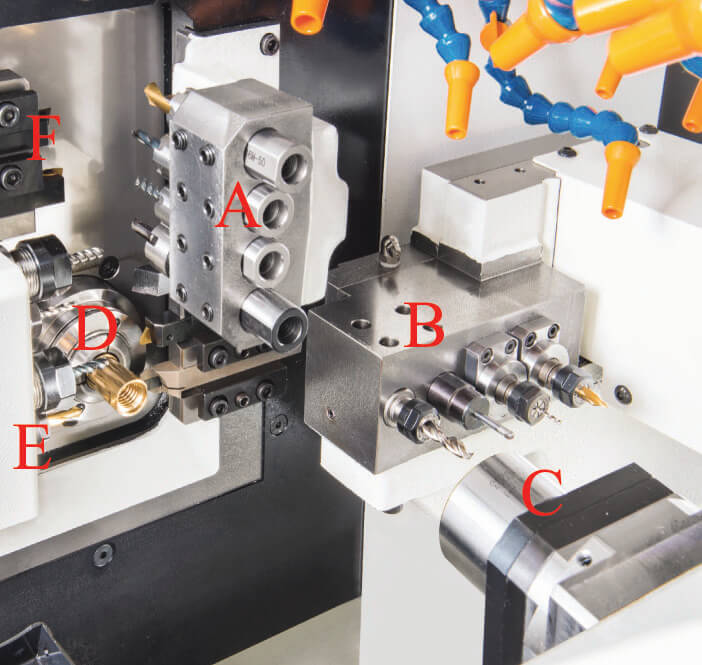
7ми осевой АПТ, для которого производились работы по внедрению
Таких нюансов великое множество, притом, что выше приводилось описание для довольно таки простых переходов (по меркам многофункциональных обрабатывающих центров). Описываемый АПТ располагает функционалом для осуществления полярной интерполяции (G112), для всех приводных позиций (то есть и на торце и на диаметре изделия). Для некоторых переходов система координат переворачивается, и оси меняют свое направление. Однако гибкий функционал системы SolidCAM позволяет не только учитывать все особенности АПТ, но и избавить пользователя от необходимости отслеживать правильность ввода номеров инструментов, соблюдения условий перехода с одного суппорта на другой, вывода УП в режиме точения в двух шпинделях одной заготовки (М70), включения и отслеживания различных режимов фрезерования и т.д. Все это происходит без привлечения специальных макросов, настроек, индивидуальных доработок системы «под пользователя».
Как это происходит в SolidCAM
Архитектура системы SolidCAM позволяет генерировать УП под определенный станок не только за счет постпроцессора (п/п). Когда речь идет об управлении АПТ нагромождения условий в п/п недостаточно для корректного вывода, т.к. например, информация о номерах инструмента как правило хранится в базе инструментов САМ системы, а ограничение на использование инструментов с определенными номерами для строго определенных операций приходится учитывать при создании рабочего проекта в САМ, хотя условия эти повторяются и ошибиться будет легко. В SolidCAM же помимо рабочего проекта и п/п для программирования используется файл VMID, в котором содержится информация о конструкции станка с привязкой к текущему проекту и постпроцессору.
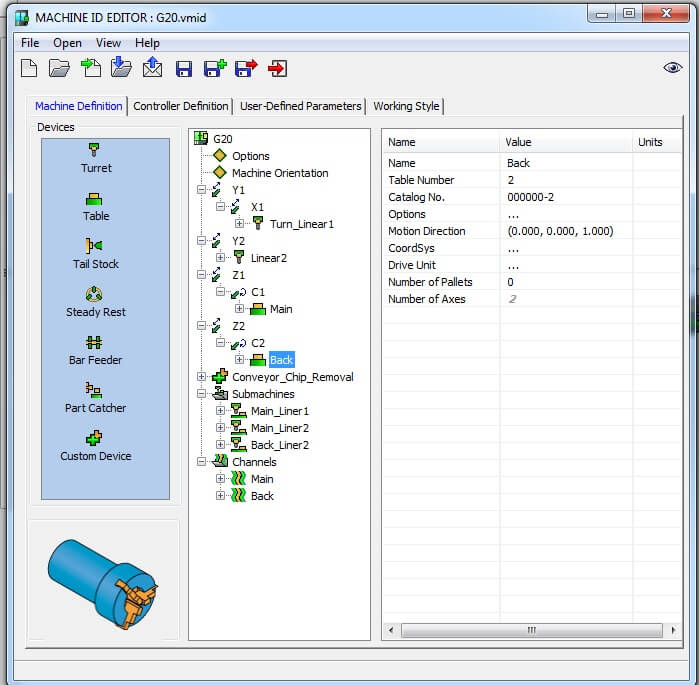
Диалоговое окно для настройки VMID
Например, при создании перехода (например, точения) требуется выбрать инструмент из базы (или создать новый). В базе данных инструмент имеет свой собственный номер никак не связанный с номером инструментального гнезда, в которое он попадет при наладке станка. После выбора инструмента из базы в переходе требуется указать положение инструмента в суппорте (направление, вылет, инструментальное гнездо), для этого существует кнопка Сборка, она вызывает диалоговое окно с графическим отображением положения инструмента, здесь же можно ввести необходимые параметры и визуально их проконтролировать.
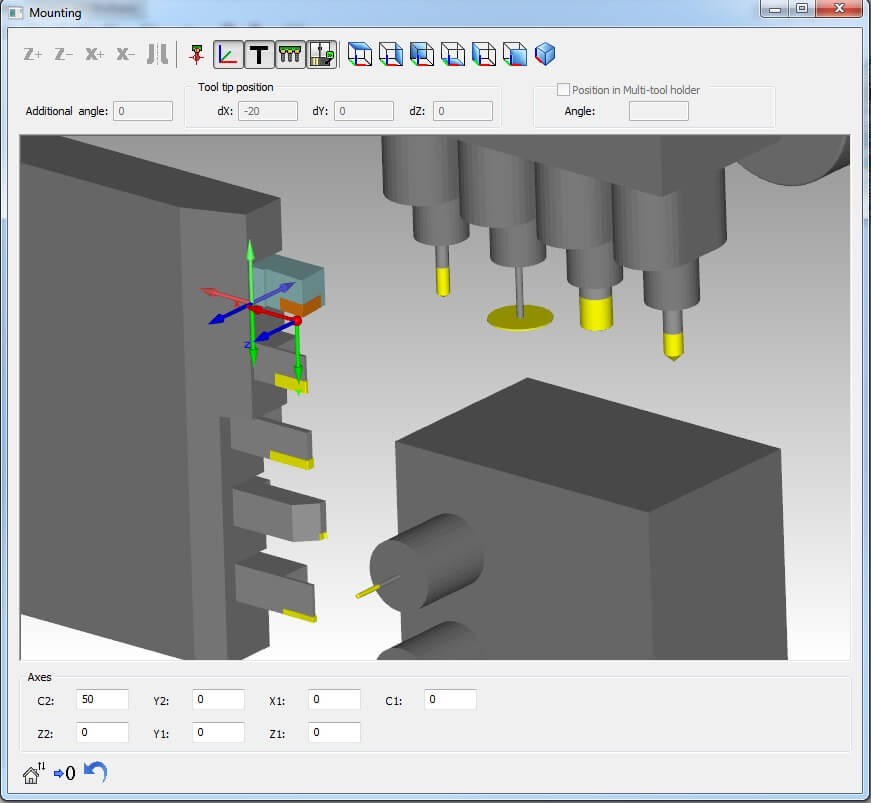
Сборка: определение положения инструмента в суппорте
У SolidCAM нет дополнительного программного модуля для АПТ. Поддержка всех доступных функций описанного (и похожих) АПТ обеспечивается модулем SolidCAM Advanced Mill-Turn Package. Модуль включает фрезерно-токарную обработку с расширенными опциями поддержки противошпинделя, синхронизации инструментальных магазинов и многоканальную обработку, включая визуализацию обработки с учетом движения элементов станка. Работы по внедрению включают в себя разработку 3D модели станка, конфигурацию VMID файла и постпроцессора.
Что с постпроцессором?
Сразу отметим, что никакого базового, стандартного или коробочного постпроцессора для таких станков нет. Следуя мировым тенденциям можно разделить АПТ на освоенные и не освоенные. Европейские и американские поставщики популярных САМ систем уже давно работают с АПТ на своем рынке, и найти постпроцессор от Tornos, Citizen или Star для российских пользователей не составляет особого труда.
Такие п/п действительно будут близки по выводу к требуемой УП, однако без редактирования и подгонки все равно не обойтись, хотя бы из-за специфики отечественного производства. Например, выставлять инструменты в резцедержке следует, сняв ее со станка, на специальном стенде, так, чтобы все резцы имели один и тот же вылет.
При таком подходе вылет и положение резцов заранее известны, и программист учитывает их как константы в САМ системе. В наших реалиях крепление и выставление инструмента производятся непосредственно на станке, а привязка касанием на оборотах «до стружки». Наладчик записывает офсеты и в дальнейшем вводит их в УП. Стандартная система привязки, как при работе с револьверной головкой здесь не работает, если только она не является одним из суппортов.
Если же станок, как в нашем случае, бюджетный, и никаких отработанных зарубежными коллегами п/п нет, то требуется его полноценная проработка на месте. А для этого требуются компетентные специалисты, разбирающиеся не только в постпроцессировании, но и в тонкостях программирования АПТ.
Перспективы
Поставки и популярность АПТ в России уверенно растут. И при полноценном освоении это оборудование действительно открывает предприятиям широчайшие перспективы, как в технической, так и в коммерческой сфере.
SolidCAM и специалисты компании КАМ СИСТЕМЫ готовы решить вопрос программирования автоматов продольного точения на должном уровне.
Источник: camsyst.ru