
Учебное пособие по дисциплине «Программирование оперативных систем числового программного управления», часть I «Токарная обработка» — Тула: ТГТК, 2013. — 42 с.
В пособии рассмотрены вопросы оперативного программирования станков с числовым программным управлением, включающие выбор технологии обработки и режущего инструмента, ввод и отладку управляющей программы непосредственно на станке. Приведены задачи и упражнения по разработке управляющих программ для токарных обрабатывающих центров.
Пособие предназначено для операторов станков с числовым программным управлением и учащихся соответствующих учреждений начального и среднего профессионального образования.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ. 3
ОПИСАНИЕ ЛАБОРАТОРНОГО СТЕНДА-ТРЕНАЖЁРА СИСТЕМЫ ЧПУ
FANUC 21 TB. 5
Устройство пультов. 5
Меню трехмерного моделирования. 6
Выбор заготовки и и инструмента. 8
ПОСЛЕДОВАТЕЛЬНОСТЬ ДЕЙСТВИЙ ПРИ РАЗРАБОТКЕ И МОДЕЛИРОВАНИИ
УПРАВЛЯЮЩИХ ПРОГРАММ. 11
Начало создания и выбор программы FANUC
Выбор размеров заготовки. 11
Выбор инструмента. 12
Подготовка управляющей программы. 12
Ввод и редактирование программы. 13
Настройка и привязка станка, заготовки и инструмента. 14
Выход станка в исходную точку. Запуск программы обработки. 17
ПРОГРАММИРОВАНИЕ ТОКАРНОЙ ОБРАБОТКИ. 18
Упражнения по линейной интерполяции. 18
Упражнение № 1. Обработка детали за один проход. 188
Упражнение № 2. Обработка цилиндрической поверхности детали за несколько проходов с глубиной резания 1 мм. 19
Упражнение № 3. Подрезка торца за три прохода. 210
Упражнение № 4. Обработка за один проход детали с конической поверхностью 221
Упражнения по круговой интерполяции. 23
Упражнение №5 Обработка галтелей. 23
Упражнение № 6 Обработка неполной сферы. 24
Сверление и растачивание. 25
Упражнение № 7. Сверление и растачивание детали. 25
Многопроходные циклы. 26
Упражнение № 8. Обработка цилиндрической поверхности детали, используя циклы G72 и G73. 26
Упражнение №9. Обработка конической поверхности детали, используя циклы G72 и G73. 27
Упражнение № 10. Подрезка тореца, используя цикл G74. 28
Упражнение № 11 Сверление и растачивание детали с применением циклов. 28
Упражнение № 12 Обработка галтелей с применением циклов. 29
Упражнение № 13 Обработка неполной сферы с применением циклов. 30
3.2 Нарезание резьбы. 30
Упражнение № 14 Обработка детали «Болт». 31
СПИСОК ИСПОЛЬЗОВАНЫХ ИСТОЧНИКОВ. 33
ПРИЛОЖЕНИЕ А Режимы резания. 34
ПРИЛОЖЕНИЕ Б Структура управляющих программ оперативных систем ЧПУ. 39
ВВЕДЕНИЕ
Начало промышленного применения станков с числовым программным управлением (ЧПУ) относится к концу 1950-х годов, когда на смену шаблону копировально-фрезерного станка пришла магнитная или перфорированная лента с нанесённой на ней в цифровом (числовом) виде информацией о траектории движения режущего инструмента.
Создание простейшей программы FANUC
Дальнейшее развитие систем ЧПУ, так же, как и других устройств обработки и передачи цифровой информации, определялось совершенствованием аппаратных и программных средств вычислительной техники.
Наиболее распространённый тип системы ЧПУ сейчас – это устройство CNC типа (Computer Numerical Control), реализованное на электронной базе современного персонального компьютера. Применение такого мощного устройства обработки информации и управления в производстве позволило с небольшими затратами времени осуществлять разработку, отладку и корректировку управляющей программы (УП) на обработку детали непосредственно на рабочем месте. При этом системы CNC обладают возможностью ввода УП, как с внешнего носителя, так и с клавиатуры устройства ЧПУ. Последняя особенность является главной отличительной чертой оперативных систем числового программного управления или по международной классификации устройства ЧПУ HNC-типа (Handled Numerical Control).
Наиболее популярные современные системы ЧПУ одновременно являются представителями CNC и HNC типов. В дальнейшем под термином «оперативные системы ЧПУ» будут пониматься именно такие устройства числового программного управления станками.
В настоящее время в отечественной машиностроительной отрасли идёт процесс модернизации, характеризующийся повышением уровня автоматизации и внедрением в производство самых современных станков с ЧПУ. Меняются и требования к специалистам, работающим на металлорежущем оборудовании.
Исторически с момента появления первых станков с ЧПУ в этой области деятельности выделялись следующие профессии:
§ технолог-программист – разработчик технологического процесса и управляющей программы обработки детали на станке;
§ наладчик – специалист, обеспечивающий настройку станка на обработку конкретной детали;
§ оператор – рабочий, осуществляющий серийное изготовление деталей на станке.
В настоящее время в связи с развитием кооперационных связей и появлением предприятий малого бизнеса, работающих в сфере металлообработки, всё чаще появляется необходимость совмещения этих трёх специалистов в одном лице. Такой высококвалифицированный специалист на основании чертежа детали, располагая оперативной системой ЧПУ, непосредственно на рабочем месте может решить все технические и технологические проблемы и осуществить процесс изготовления требуемой детали.
Цель данного учебного пособия оказать помощь в подготовке таких специалистов, как в стенах учебных заведений, так и при самостоятельном обучении.
Настоящее учебное пособие написано авторами на основе собственного опыта работы на станках с ЧПУ, преподавания курса «Программирование для автоматизированного оборудования» в учреждениях начального и среднего профессионального образования, а также на основании анализа научно-технической и учебно-методической литературы, посвящённой вышеуказанной теме [1-7].
Разработка технологии обработки детали и соответствующей управляющей программы для станков с ЧПУ является творческим процессом, то есть допускает несколько возможных решений. Варианты решения упражнений, предложенные авторами, естественно являются неокончательными и могут быть изменены другими разработчиками. Главная особенность, которая учитывалась при выработке тем упражнений, – это удобство их последующего выполнения в специализированном дисплейном классе, оснащенного моделирующей программой Sinutrain (Siemens).
ОПИСАНИЕ ЛАБОРАТОРНОГО СТЕНДА-ТРЕНАЖЁРА СИСТЕМЫ ЧПУ FANUC 21 TB
Учебно-лабораторный класс стендов-тренажёров выполнен на базе персональных компьютеров с инсталлированным программным обеспечиванием SinuTrain, созданным фирмой Siemens (Германия) специально для учебных целей.
Указанная программа позволяет с высокой степенью приближения имитировать работу токарных и фрезерных станков с различными системами ЧПУ, в частности Sinumeric и Fanuc.
Условно процесс моделирования можно разделить на две части:
l имитация работы с пультами оператора станка и системы ЧПУ по вводу и отладке программы обработки детали (осуществляется программой WIN NC Fanuc T);
l виртуальное изготовление детали путем трёхмерного моделирования этого процесса на персональном компьютере (осуществляется программой EMCO Win 3DVIEW Turning).
Устройство пультов
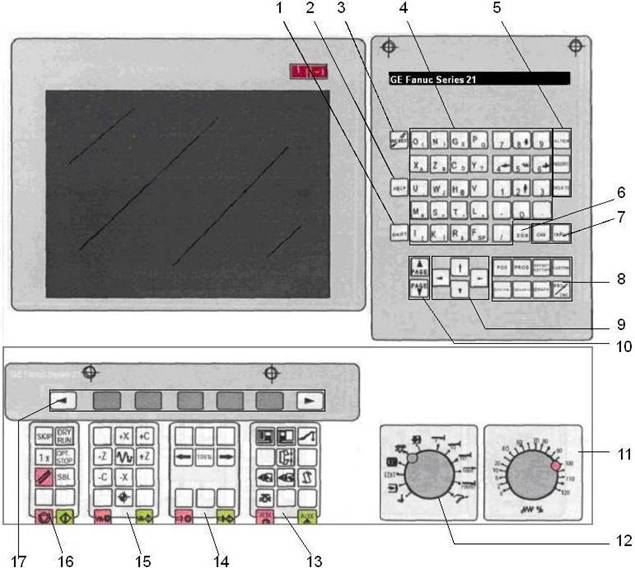
Для выполнения первой задачи используются пульты стенда-тренажёра, имитирующие соответствующие пульты оператора реального токарного станка и системы ЧПУ Fanuc 21 (рис. 1.1).
Рисунок 1.1 – Клавиатура управления стенда-тренажёра станка с системой ЧПУ Fanuc 21
1. SHIFT — смена регистра символьной клавиатуры.
2. HELP — меню помощи.
3. RESET — сброс системы ЧПУ.
4. Символьно-цифровые клавиши.
5. Редакционные клавиши: ALTER — изменить; INSERT — вставить; DELETE — удалить;
6. EOB — конец кадра.
7. Клавиши ввода: INPUT — ввод; CAN — удаление ввода.
8. Функциональные клавиши: POS — положение станка; PROG — вывод окна программы; OFFSET SETT. — ввод и отображение коррекций и настроек; SYSTEM — диагностика системы ЧПУ; MESSAGE — отображение сообщений; GRAPH — графическое моделирование; CUSTOM — включение национального языка разработчика; MMC/CNC — смена режимов работы.
9. Перемещение курсора.
10. Смена страниц.
11. Переключатель процента подачи.
12. Переключатель режимов работы станка:

— выход в референтную позицию станка;

— автоматический режим отработки программы;
EDIT — ввод и редактирование программы;

— наладочный режим станка;



— перемещение на установленное значение приращения;

— повторное позиционирование;
13. Клавиатура электроавтоматики станка: открытие/закрытие ограждения, включение/выключение транспортёра стружки, шпинделя, головки, насоса охлаждения, привода задней бабки.
14. Управление шпинделем в ручном режиме.
15. Клавиатура управления перемещениями суппорта: +X; +Z; -X; -Z — направления -С; +С — направление углового смещения шпинделя;  — выход в референтную позицию;
— выход в референтную позицию;  — выключение/включение подачи.
— выключение/включение подачи.

16. Функциональные клавиши режимов отработки программы: RESET — сброс; SBL — покадровое выполнение программы; SKIP — пропуск кадра; OPT STOP — условный останов программы; DRY RUN — испытательный прогон программы; — останов/пуск программы.
17. Дисплейные клавиши.
Для повышения надежности работы стендов-тренажеров клавиши пультов-имитаторов задублированы с помощью клавиатуры персонального компьютера.
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Источник: studopedia.ru
Токарные циклы Fanuc понятным языком | С примерами и картинками!

Конструкторы
Автор Станислав На чтение 13 мин. Просмотров 577 Опубликовано 16.06.2023
Стандартные токарные циклы fanuс [основная статья]
Рубрика: “Циклы FANUC понятным языком”
При работе на станках со стойкой ЧПУ FANUC неизбежно приходится писать программы обработки деталей. Способов создания этих программ множество – самый простой (но не быстрый способ) писать программы вручную. Это особенно актуально при работе на токарных станках с ЧПУ.
Если на Вашем станке установлена система ЧПУ FANUC, то процесс ручного написания программ значительно упрощается. Инженеры этой японской фирмы позаботились о том, чтобы наладчик не тратил своё время на рутинное прописывание однообразных траекторий. С первого взгляда структура циклов токарной обработки FANUC весьма сложна и разобраться новичку в них будет не просто – но это только с первого взгляда!
Наши статьи из рубрики «Циклы FANUC понятным языком» помогут Вам разобраться в этой теме, не затратив при этом много времени. В этой статье собраны основные циклы Fanuc для токарной обработки. Для каждого цикла прописаны лишь основные моменты, но для более детального разбора вы можете переходить по ссылкам, и читать более развёрнутое описание с учётом всех нюансов, которые обычно встречаются на практике.
Общий вид стойки FANUC
Не исключено, что статьи из рубрики «Циклы FANUC понятным языком» будут интересны и тем, кто много лет работал со стойками FANUC. Несмотря на то, что стойки FANUC – это самые распространённые стойки с ЧПУ на производствах, тем не менее при покупке новых станков обучение на них зачастую проводят поверхностно или не проводят вообще.
Запуск мертвого fanuc oi-mc
При первом же включении станка открывается эта страница. Мне кажется необходимость нажимать и удерживать две правые кнопки отпадает, нужное окно открывается само собой. Сожалею, но когда мы впервые увидели это меню оно уже было таким. Информация на первой строке возможно было заброшено туда кем то до нас. Как вы помните, нам толком не удалось вписать что либо.
И всего того что вы выложили выше там нет.
И еще, вот те аварийные сообщения которые нам попадались когда мы пытались что то делать:
FLASH ROM MODULE NOT EXIST. HIT SELECT — когда мы включали станок без платы ME-2. Пытались выяснить контроллер видит эту карту или нет.
MEMORY CARD MOUNT ERROR. HIT SELECT KEY
MEMORY CARD NOT EXIST. HIT SELECT KEY —- когда пытались что то делать с картой памяти
ROM PARITY ERROR. NC BASIC. HIT SELECT — при первом же включении станка появляется мигающая строка с этим сообщением под основным меню
Можно ли достать эти файлы, указанные в той таблице, и залить в наш станок. Кажется они должны быть по дефолту, привязки к конкретному станку нет.
Приветствую всех участников форума
Скажу честно, я человек новый в этой области(ЧПУ) и особых навыков не имею. По работе я обслуживаю электронику на буровой платформе и меня попросили помочь. Рядом имеются люди с хорошими знаниями компютерного оборудования но они тоже новички в этой области. Общими усилиями стараемся запустить старый и почти мертвый FANUC Oi-MC (Model: SV116), 2008 года выпуска.
Станок в не очень хорошем состоянии (правда больших разрушений не заметно-просто весь в пыли). Стоит без дела почти год или больше. Особо не рылись в нем, говорят. Что произошло со станком неизвестно.
После включения на экране появляется меню похожий на “BIOS”. С помощью кнопок управления можно ходить в меню. Поискав в интернете ребята нашли какие то файлы (загрузочные файлы основной рабочей программы станка). Эти файлы были переброшены на CF (256МВ) карту. И мы попытались загрузить их на станок используя PCMCIA-CF адаптер.
Станок эту карту почти не видит. То есть, он видит эту карту памяти очень редко, и в каких случаях нам не удалось поймать. Загрузить те файлы которые нам удалось достать не получилось. Загрузить содержимое SRAM станка на CF карту тоже не получилось. Форматировать CF карту на станке не удалось-процесс форматирования длится целую вечность.
Карта была форматирована на компютере под FAT16 -толку никакого. Подозрение пало на микросхему памяти SRAM HY27US08561A TPCB на суб плате ME-2. Замена микросхемы памяти совсем не помогло. Нам не удалось толком копировать информацию с оригинала на новую микросхему. Каждый раз контрольная сумма информации читаемая с оригинала получалась разной.
Одну из этих версий мы записали на новую микросхему и припаяв ее на плату попытались запустить станок. Меню вообще не появилась. Вернули все обратно. Разобрались с программатором и установками. Все было корректно, возможно информация с оригинала читается с ошибками.
Уперлись в стену- неизвестно что делать.
Смотрите про коптеры: Умный чайник с удаленным управлением через интернет — Redmond SkyKettle M170S | Электрочайники | Обзоры | Клуб DNS
Могу сообщить всякие подробности проделанных движений если понадобится.
Имеются фотографии, пока не знаю как пристегнуть.
Пожалуйста посоветуйте, люди добрые.
Я второй участник этого восстановительного процесса, так что все вопросы можете адресовать и мне. Мы с magellan -ом добились некоторого успеха с работой катры памяти, но за неимением необходимых файлов, восстановление работы станка превращяется в сложную задачу.
On 7/15/2023 at 9:49 PM, gudstartup said:
Кстати какая точная модель станка вы написали только sv116?
Да, модель станка SV116 , производитель PINNACLE .
On 7/15/2023 at 9:49 PM, gudstartup said:
для начала вам нужны файлы NCBASIC,DGB0SRV0,GRAPHIC это те системные файлы без которых ЧПУ вообще не покинет BOOT SCREEN особенно важны файлы nc basic.
Помоему эти файлы не привязаны к конкретному станку и их можно скопировать от аналогичного станка (поправте если не прав), вопрос только как? В меню нет опции копирования из FROM в карту памяти за исключением бэкапа SRAM, только копирование из карты памяти в память станка.
На данный момент удалось найти файлы именно этого станка, ниже список:

Среди файлов нет заветных NCBASIC, DGB0SRV0, GRAPHIC, OPRMINF
Ооо «фанук», официальный представитель компании fanuc
Компания FANUC находится в авангарде мировой промышленной революции. Компания была основана в 1956 г. доктором технических наук
, который с первого дня ее работы внедрял концепцию числового программного управления (ЧПУ). Начав в конце 1950-х с автоматизации отдельных единиц оборудования, несколько десятилетий спустя компания FANUC уже занималась автоматизацией целых производственных линий. А основой для такого инновационного роста послужило изобретение доктора Инабы: он создал первый электрический шаговый двигатель, применил для него числовое программное управление и установил этот двигатель в станок.
Постоянно расширяя границы автоматизации, повышая качество продукции и производительность, а также сокращая расходы, доктор Инаба и его команда спроектировали роботы для загрузки станков.
Разработки доктора Инабы в дальнейшем позволили другим производителям и машиностроительным компаниям во всем мире использовать преимущества данной технологии, и, как следствие, сократить расходы и повысить производительность. Когда в 1970–80-х годах на производстве появились такие первоклассные продукты, как ROBOCUT, ROBODRILL и ROBOSHOT, компания FANUC предложила оптимизированные решения для разнообразных сфер применения, удовлетворяющие требованиям разных заказчиков. В Японии FANUC стала первой компанией, которая построила и эксплуатирует автоматическое предприятие со станками с ЧПУ и роботами.
Смотрите про коптеры: Квадрокоптер «Бабочка», радиоуправляемый, работает от аккумулятора, цвет жёлтый (4708093) — Купить по цене от 849.00 руб. | Интернет магазин SIMA-LAND.RU
Компания FANUC, основанная 60 назад, является ведущим мировым производителем оборудования для автоматизации производства и обладает опытом установки в разных странах более 4.2 миллионов контроллеров ЧПУ и 600 000 роботов. Но принципы компании FANUC остаются неизменными. Это твердая приверженность к расширению границ автоматизации и стремление помочь заказчикам в оптимизации производственных процессов.
Цикл автоматического нарезания резьбы g76
G76 – это цикл специально разработанный для нарезание резьбы на токарных станках при помощи резца. Циклом G76 можно запрограммировать нарезание внешней и внутренней резьбы за несколько проходов.
- Позволяет нарезать резьбу любого диаметра и шага.
- Расчёт черновых проходов производится автоматически.
- Можно запрограммировать сбег резьбы.
- Цикл позволяет сделать чистовые проходы.
- Можно запрограммировать коническую резьбу.
- Недостатков у этого цикла нет, разве что сложная форма записи.
Ниже представлен пример программирования цикла G76:
Больше информации по этому циклу можно найти в статье G76 – цикл автоматического нарезания резьбы
В случае, если у Вас возникнут вопросы – Вы можете позвонить нам по телефону указанному в контактах и мы с удовольствием Вам поможем!
Цикл автоматической обработки канавок g75
G75 – это цикл для вытачивания канавок. Позволяет запрограммировать прямоугольную канавку произвольного размера.
- Позволяет быстро запрограммировать канавку заданных размеров.
- Улучшает процесс вывода стружки из канавки.
- Нельзя задавать скорость подачи на отдельные проходы.
- Расстояние между проходами фиксированное для всего цикла.
- Нет чистового прохода.
- Необходимо учитывать ширину пластины при программировании канавки.
Ниже представлен пример программирования цикла G75:
Больше информации по этому циклу можно найти в статье G75 – цикл автоматической обработки канавок
Цикл контурной обработки g73
G73 – это цикл контурной обработки. Цикл разработан для обточки деталей, которые имеют равномерный припуск материала по всему периметру обработки. Обычно под этот тип обработки попадают литые детали.
- Позволяет обработать контур любой сложности.
- Позволяет за короткое время обработать литую заготовку.
- Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
- Дополняется циклом G70, который позволяет сделать чистовой проход.
- Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
- Можно запрограммировать припуски, причём отдельно по оси X и Z.
Недостатки:
- Нельзя задавать скорость подачи на отдельные проходы.
- Расстояние между проходами фиксированное для всего цикла.
- Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G73:
Больше информации по этому циклу можно найти в статье G73 – цикл контурной обработки
Цикл нарезания резьбы g92
G92 – цикл нарезания резьбы резцом. Позволяет сделать несколько проходов резьбовым резцом по глубине, при этом на станке включается синхронизация, которая позволяет попадать резцом в один и тот же виток. При этом указывается фиксированная длина нарезания резьбы, которая распространяется на весь цикл.
- Позволяет проточить один или несколько проходов резьбы на фиксированную глубину.
- Можно задать индивидуальные режимы резания и глубины для каждого прохода.
- Не удобен при большом количестве проходов.
- Координату каждого прохода нужно задавать вручную.
- Нет чистового прохода.
- Нет параметра отвечающего за сбег резьбы.
Ниже представлен пример программирования цикла G92:
Больше информации по этому циклу можно найти в статье G92 – цикл нарезания резьбы
Цикл продольной черновой обработки g90
G90 – цикл автоматической черновой продольной обработки стойки FANUC предназначен для проточки длинных цилиндрических участков детали. Так же можно растачивать внутренние отверстия. При необходимости можно запрограммировать коническую проточку.
- Позволяет проточить необходимый диаметр за несколько проходов по глубине.
- Запись цикла лаконична, что позволяет снизить вероятность ошибки и упростить последующее редактирование.
- Для каждого прохода может быть индивидуально задана подача и скорость вращения шпинделя.
- Не удобен при большой разнице начального и конечного диаметров.
- Нет чистового прохода.
- Неудобное программирование конических поверхностей.
- Инструмент после каждого прохода возвращается в исходную точку цикла.
Смотрите про коптеры: 7 минут, полет нормальный! Квадрокоптер Syma X23W чёрный
Ниже представлен пример программирования цикла G90:
Больше информации по этому циклу можно найти в статье G90 – цикл продольной черновой обработки
Цикл торцевой черновой обработки g94
G94 – цикл черновой поперечной обработки FANUC может быть полезен при программировании проточки коротких цилиндрических участков детали с большой разницей начального и конечного диаметров. Иными словами – это цикл для обработки торцевых поверхностей детали.
- Позволяет подрезать торец детали за несколько проходов по глубине.
- Запись цикла лаконична, что позволяет снизить вероятность ошибки и упростить последующее редактирование.
- Для каждого прохода может быть индивидуальна задана подача и скорость вращения шпинделя.
Недостатки:
- Не удобен при большой глубине обработки.
- Нет чистового прохода.
- Неудобное программирование конических поверхностей.
- Инструмент после каждого прохода возвращается в исходную точку цикла.
Ниже представлен пример программирования цикла G94:
Больше информации по этому циклу можно найти в статье G94 – цикл торцевой черновой обработки
Цикл черновой поперечной контурной обработки g72
G72 – это цикл черновой поперечной контурной обработки. Этот цикл схож с циклом G71, только обработка ведётся по направлению оси X. Применяя этот цикл очень удобно обрабатывать фасонные торцевые поверхности. Данный цикл может применятся при контурном растачивании отверстий.
Достоинства:
- Удобен для обработки торцевых поверхностей.
- Позволяет проточить контур любой сложности.
- Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
- Дополняется циклом G70, который позволяет сделать чистовой проход.
- Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
- Можно запрограммировать припуски, причём отдельно по оси X и Z.
- При каждом проходе автоматически вычисляется отвод по оси Z, что позволяет сэкономить машинное время.
- Нельзя задавать скорость подачи на отдельные проходы.
- Расстояние между проходами фиксированное для всего цикла.
- Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G72:
Больше информации по этому циклу можно найти в статье G72 – цикл черновой поперечной контурной обработки
Цикл черновой продольной контурной обработки g71
G71 – это цикл черновой продольной контурной обработки. Данный цикл имеет более расширенный функционал по сравнению с циклом G90. В большинстве случаев рекомендуется применять именно этот цикл обработки.
- Позволяет проточить контур любой сложности.
- Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
- Дополняется циклом G70, который позволяет сделать чистовой проход.
- Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
- Можно запрограммировать припуски, причём отдельно по оси X и Z.
- При каждом проходе автоматически вычисляется отвод по оси X, что позволяет сэкономить машинное время.
- Нельзя задавать скорость подачи на отдельные проходы.
- Расстояние между проходами фиксированное для всего цикла.
- Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G71:
Больше информации по этому циклу можно найти в статье G71 – цикл черновой продольной контурной обработки
Цикл чистовой контурной обработки g70
G70 – это цикл дополняющий циклы G71/G72/G73. Он позволяет произвести чистовую обработку контура, после применения цикла черновой обработки. Как самостоятельный цикл использовать его нецелесообразно.
- Позволяет проточить контур любой сложности.
- Можно запрограммировать подачу и обороты отдельно на чистовой проход.
- Программирование чистового прохода за одну строчку.
Недостатки:
- Не имеет смысла как самостоятельный цикл.
- Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G70:
Больше информации по этому циклу можно найти в статье G70 – цикл чистовой контурной обработки
Источник: radiocopter.ru
Программирование станка с системой ЧПУ FANUC (и Sinumerik)
Курс обучения предназначен для операторов и наладчиков станков с ЧПУ, а также всех желающих повысить свою квалификацию и научиться создавать управляющие программы для станков с системой управления FANUC. Отдельные шаги выделяют отличия в программировании для системы Sinumerik.
Сертификат Stepik

652 учащихся
О курсе
В этом курсе учащиеся получат знания, необходимые для написания управляющих программ для станков с ЧПУ, научатся эффективным приемам программирования, будут уверенно подходить к разработке программ на сложные детали.
Для кого этот курс
Все, кто желает научиться программировать станки с ЧПУ, или повысить свою квалификацию
Начальные требования
Желание становиться профессионалом в области ЧПУ
Источник: stepik.org