
9.14 Быстрый обратный ход при резьбонарезании (LFON, LFOF, DILF, ALF, LFTXT, LFWP, LFPOS, POLF, POLFMASK, POLFMLIN)
Функция Функция «Быстрый обратный ход при резьбонарезании (G33)» обеспечивает неразрушающее прерывание резьбонарезания при: ● NC-Stop через интерфейсный сигнал ЧПУ/PLC: DB21, . DBX7.3 (NC-Stop) ● Аварийные сообщения, не явно инициирующие NC-Stop ● Включение быстрого входа Литература Руководство по программированию «Расширенное программирование», глава «Быстрый отвод от контура» Движение обратного хода может быть запрограммировано через: ● Путь обратного хода и направление обратного хода (относительные) ● Переходная позиция (абсолютная) Примечание Сигналы NC-Stop Следующие сигналы NC-Stop не запускают быстрого обратного хода при резьбонарезании: • DB21, . DBX3.4 (NC-Stop оси плюс шпиндели) • DB21, . DBX7.2 (NC-Stop на границе кадра) Нарезание внутренней резьбы Функция «Быстрый обратный ход» не может использоваться для нарезания внутренней резьбы ( G331 / G332 ). Синтаксис Разрешить быстрый обратный ход, движение обратного хода через путь обратного хода и направление обратного хода: G33 . LFON DILF= <значение>LFTXT/LFWP ALF= <значение>Разрешить быстрый обратный ход, движение обратного хода через позицию обратного хода: POLF[]= <значение>LFPOS POLFMASK/POLFMLIN(,. ) G33 . LFON Блокировать быстрый обратный ход при резьбонарезании: LFOF
Сделал для жены деталь и она перестала ломаться.
| Основы | |
| 294 | Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Команды перемещения 9.14 Быстрый обратный ход при резьбонарезании (LFON, LFOF, DILF,ALF, LFTXT, LFWP, LFPOS, POLF, POLFMA
Значение LFON : LFOF : DILF= : LFTXT LFWP :
Разрешить быстрый обратный ход при резьбонарезании ( G33 ) Блокировать быстрый обратный ход при резьбонарезании ( G33 ) Определить длину пути обратного хода Предустановленное через конфигурирование MD (MD21200 $MC_LIFTFAST_DIST) значение может быть изменено в программе обработки детали через программирование DILF . Указание: После NC-RESET всегда активно сконфигурированное значение MD. Направление обратного хода в комбинации с ALF управляется с помощью функций G LFTXT и LFWP .
LFTXT : Плоскость, в которой осуществляется движение обратного хода, вычисляется из касательной к траектории и направления инструмента (стандартная установка). LFWP : Плоскость, в которой осуществляется движение обратного хода, является активной рабочей плоскостью. ALF= : В плоскости движения обратного хода с помощью ALF программируется направление с дискретным шагом в градусах.
При LFTXT для ALF=1 установлен обратный ход в направлении инструмента. При LFWP направление в рабочей плоскости получается согласно следующему согласованию: • G17 (плоскость X/Y) ALF=1 ; обратный ход в направлении Х ALF=3 ; обратный ход в направлении Y • G18 (плоскость Z/X) ALF=1 ; обратный ход в направлении Z ALF=3 ; обратный ход в направлении Х • G19 (плоскость Y/Z) ALF=1 ; обратный ход в направлении Y ALF=3 ; обратный ход в направлении Z Литература: Касательно возможностей программирования с ALF см. также главу «Направление перемещения при быстром отводе от контура» в Руководстве по программированию «Расширенное программирование». LFPOS : Обратный ход названной с помощью POLFMASK или POLFMLIN оси на запрограммированную с POLF абсолютную позицию оси. POLFMASK : Разрешение осей (<имя оси1>,<имя оси1>. ) для независимого обратного хода на абсолютную позицию
G76 аргумент P010055 расшифровка
| Основы | |
| Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 | 295 |
Команды перемещения 9.14 Быстрый обратный ход при резьбонарезании (LFON, LFOF, DILF,ALF, LFTXT, LFWP, LFPOS, POLF, POLFMASK, POLFMLIN) POLFMLIN : Разрешение осей для обратного хода на абсолютную позицию в линейной связи Указание: Линейная связь, в зависимости от динамических характеристик всех участвующих осей, не всегда может быть установлена до достижения позиции отвода. POLF[] : Определить абсолютную переходную позицию для указанной в индексе гео-оси или оси станка
Активность: модально = <значение>: Для гео-осей присвоенное значение интерпретируется как позиция в системе координат детали (WCS), для осей станка как позиция в системе координат станка (MCS). Присваивание значений может быть запрограммировано и как указание составного размера: =IC <значение>идентификатор гео-оси или оси станка
Примечание LFON или LFOF всегда могут быть запрограммированы, но обработка осуществляется исключительно при резьбонарезании ( G33 ). Примечание POLF с POLFMASK / POLFMLIN не ограничиваются использованием при резьбонарезании.
| Основы | |
| 296 | Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Команды перемещения 9.14 Быстрый обратный ход при резьбонарезании (LFON, LFOF, DILF,ALF, LFTXT, LFWP, LFPOS, POLF, POLFMA Примеры Пример 1: Разрешить быстрый обратный ход при резьбонарезании
Программный код N55 M3 S500 G90 G18 . N65 MSG («Резьбонарезание») MM_THREAD: N67 $AC_LIFTFAST=0 N68 G0 Z5 N68 X10 N70 G33 Z30 K5 LFON DILF=10 LFWP ALF=7 N71 G33 Z55 X15 N72 G1 N69 IF $AC_LIFTFAST GOTOB MM_THREAD N90 MSG(«») . N70 M30
Комментарий ; Активная плоскость обработки ; Переход к стартовой позиции ; Подача инструмента ; Сбросить перед началом резьбы. ; Разрешить быстрый обратный ход при резьбонарезании. Путь обратного хода =10мм Переходная плоскость Z/X (из-за G18) Направление обратного хода: -X (с ALF=3: направление обратного хода +X) ; Отмена резьбонарезания. ; Если резьбонарезание было прервано.
Пример 2: Выключение быстрого обратного хода перед нарезанием внутренней резьбы
| Программный код | Комментарий | |||||
| N55 | M3 | S500 | G90 | G0 | X0 | Z0 |
| . | ||||||
| N87 | MSG («Нарезание внутренней резьбы») | |||||
| N88 | LFOF | ; Выключение быстрого обратного хода перед | ||||
| нарезанием внутренней резьбы. | ||||||
| N89 | CYCLE. | ; Цикл нарезания внутренней резьбы с G33. | ||||
| N90 | MSG («») | |||||
| . | ||||||
| N99 | M30 | |||||
| Основы | |
| Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 | 297 |
Команды перемещения 9.14 Быстрый обратный ход при резьбонарезании (LFON, LFOF, DILF,ALF, LFTXT, LFWP, LFPOS, POLF, POLFMASK, POLFMLIN) Пример 3: Быстрый обратный ход на абсолютную переходную позицию При останове траекторная интерполяция Х подавляется и вместо нее интерполируется движение с макс. скоростью на позицию POLF[X]. Движение других осей продолжает определяться запрограммированным контуром или шагом резьбы и скоростью шпинделя.
| Программный код | Комментарий | ||||||
| N10 | G0 | G90 | X200 | Z0 | S200 | M3 | |
| N20 | G0 | G90 | X170 | ||||
| N22 | POLF[X]=210 | LFPOS | |||||
| N23 | POLFMASK(X) | ; Активация (разрешение) быстрого отвода оси X. | |||||
| N25 | G33 X100 I10 LFON | ||||||
| N30 | X135 | Z-45 K10 | |||||
| N40 | X155 | Z-128 K10 | |||||
| N50 | X145 | Z-168 K10 | |||||
| N55 | X210 | I10 | |||||
| N60 | G0 | Z0 LFOF | |||||
| N70 | POLFMASK() | ; Блокировать отвод для всех осей. | |||||
| M30 | |||||||
| Основы | |
| 298 | Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Источник: studfile.net
Нарезание резьбы G32/G33 на токарном станке с ЧПУ

Вот объяснение кода G с ЧПУ G33 / G32, который вы увидите почти на каждом станке с ЧПУ. В системе ЧПУ Fanuc реализован только G-код G32 для специальной нарезки резьбы, и нет G33, но независимо от того, G33 это или G32, функциональность одинакова. Все функции, которые мы можем сделать с G33 на большинстве элементов управления ЧПУ, мы можем сделать с Fanuc G32 G Code. Ниже иногда я буду просто использовать G33, но все это применимо и к G32.
Возможности нарезания резьбы с помощью G-кода G33 / G32 нарезания резьбы
- Продольная резьба.
- Поперечная резьба.
- Коническая резьба.
- Одно- и многозаходные резьбы с постоянным шагом.
- Переменный шаг и угол конуса за счет цепочки резьбонарезных блоков.
Несомненно, G32 широко не используется, потому что вместо этого мы предпочитаем использовать цикл нарезания резьбы (см. G76 ). Но гибкость и разнообразие G33 дать нам цикл нарезки резьбы не могут.
Нарезание резьбы с помощью G-кода G33 / G32
G33 используется для нарезания резьбы, но с ним мы можем сделать только одно нарезание резьбы. Все это означает, что всю работу по установке резьбонарезного инструмента вы должны делать сами.
Последовательность работы для G-кода G33 / G32
Вот последовательность операций по нарезанию продольной резьбы с помощью G33.
- Подведите резьбонарезной инструмент к начальной точке. (G00)
- Сделайте нарезание резьбы с помощью G32.
- Верните инструмент обратно по оси x (G01 или G00)
- Выполните ускоренный ход по оси Z к начальной точке резьбы (G00).
- Переместите резьбонарезной инструмент по оси x немного глубже (G01)
- Сделайте второе нарезание резьбы с помощью G32.
- И снова и снова последовательность повторяется до тех пор, пока глубина резьбы не будет полной.
Гайд по основам 3D-моделирования. Создаем резьбу в Autodesk Tinkercad
В прошлом руководстве мы рассматривали элементы управления, сегодня разберемся с резьбами. Делаются они тут практически в один клик и справится каждый.
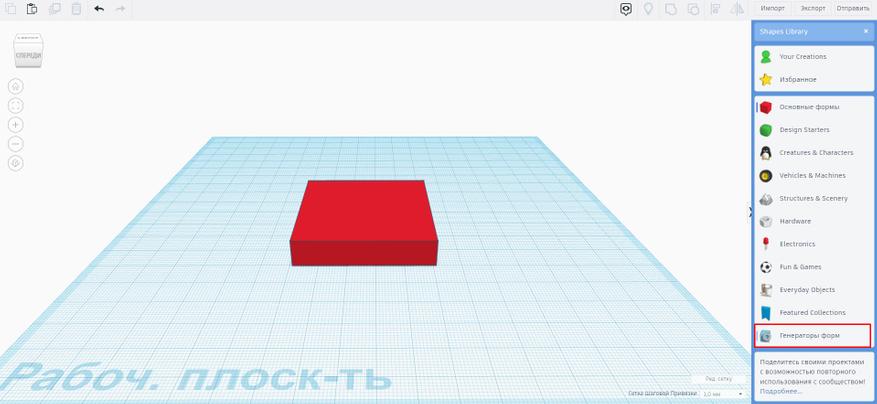
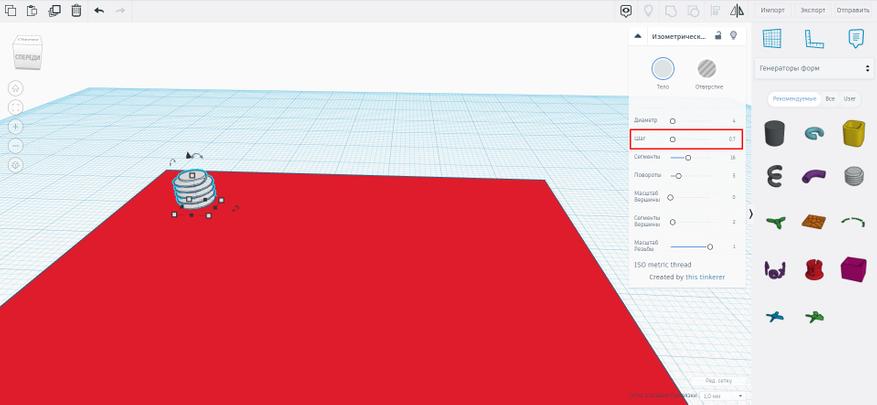
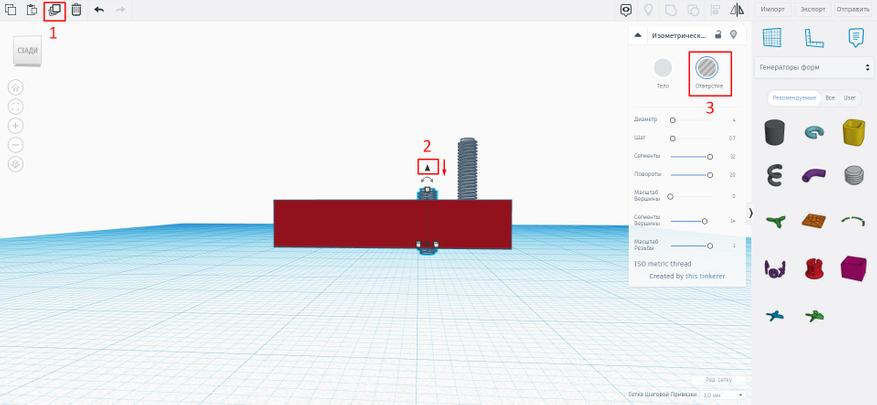
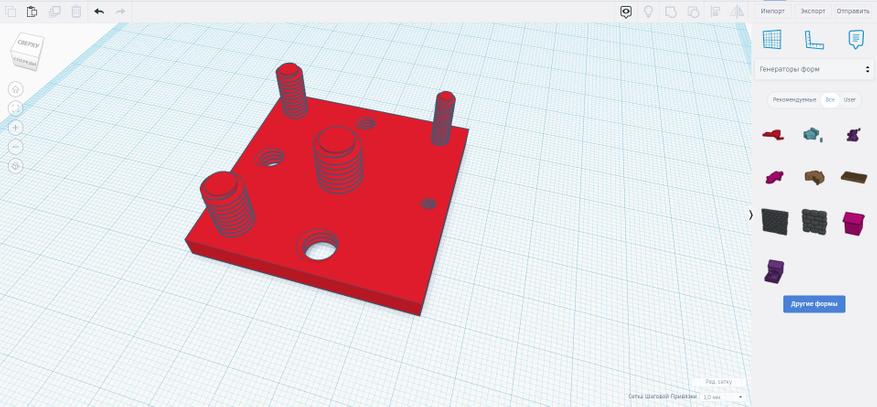
Переходим на сайт, выбираем новый проект, накидываем небольшую площадку и входим в библиотеку. Тут необходимо выбрать пункт «Генераторы форм». «Изометрическая резьба» находится на первой вкладке «Рекомендуемые», просто перетаскиваем ее на объект
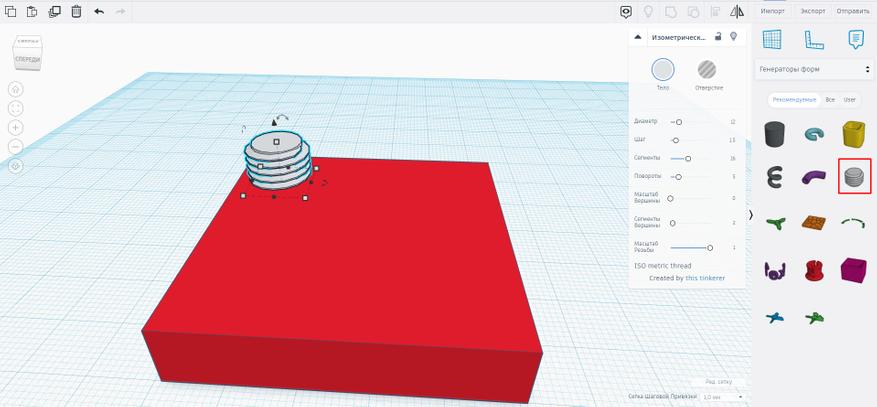
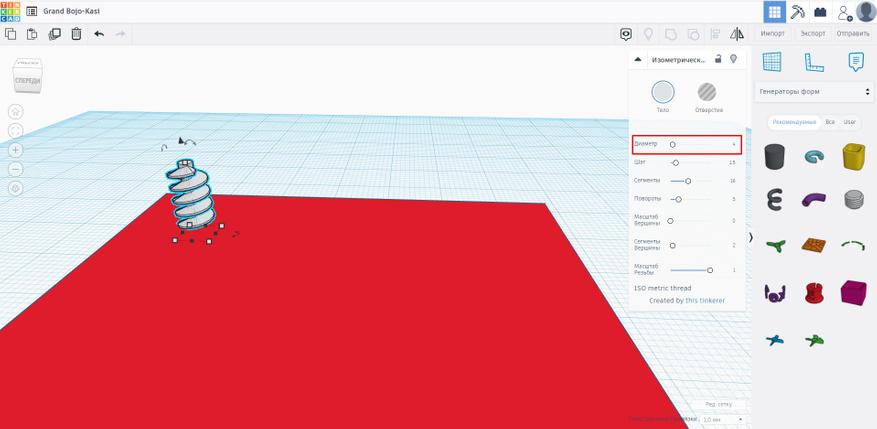
Всего в генераторе доступно 7 опций, пройдемся по каждой из них:
- Диаметр – диаметр внешней кромки резьбы, я выбрал 4мм под соответствующую гайку «М4»
- Шаг – шаг витков резьбы, по госту для 4мм он равен 0.7
- Сегменты – количество полигонов при формировании модели витков
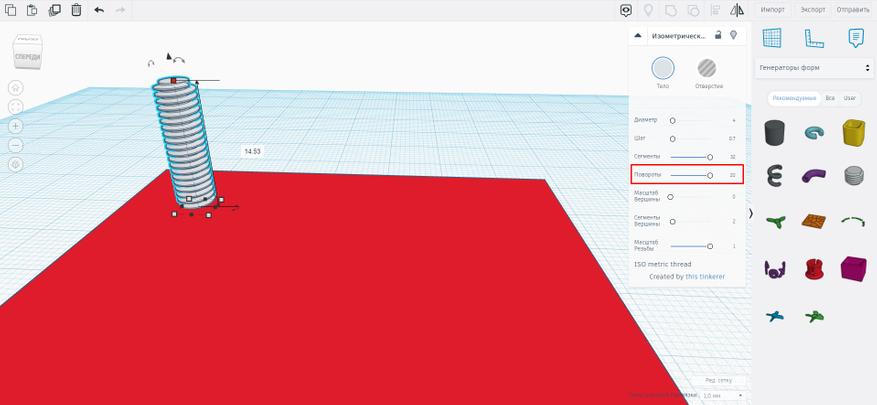
- Повороты – количество витков резьбы, соответственно влияет и на длину
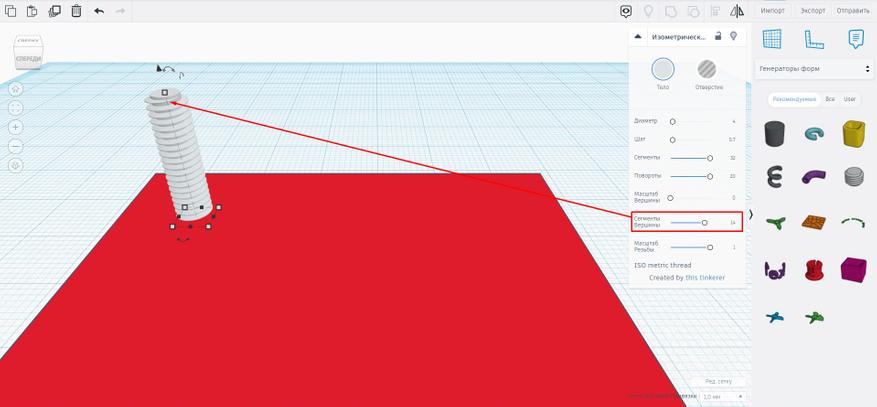
- Масштаб вершины – сужает срез последнего витка
- Сегменты вершины – корректирует плавность среза последнего витка
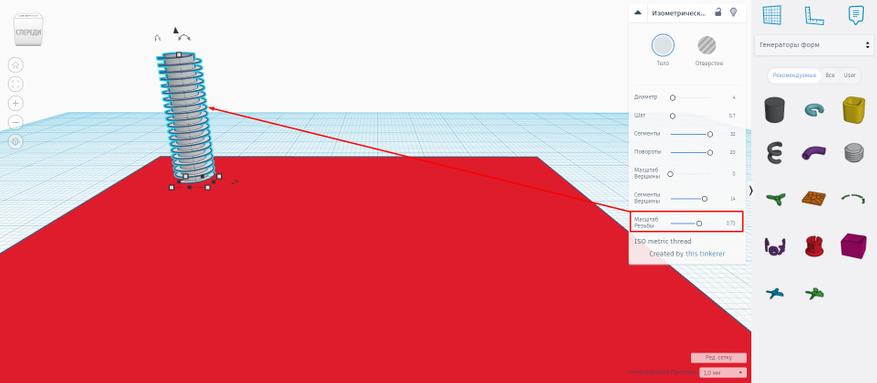
- Масштаб резьбы – настройка толщины витков, если убрать до минимума, можно получить шнек
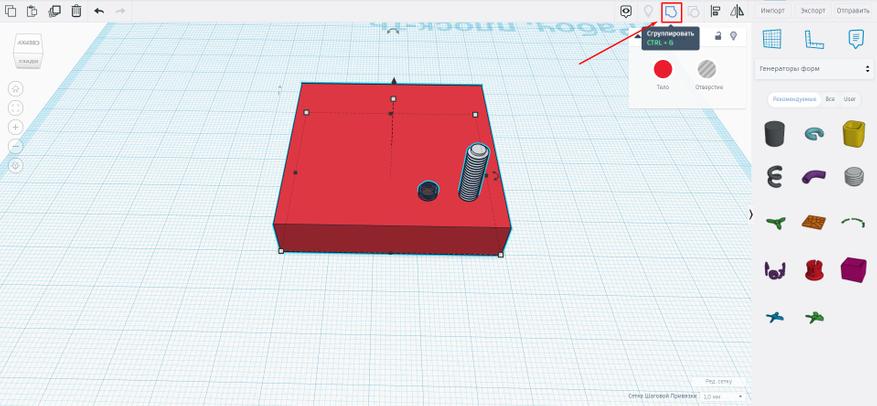
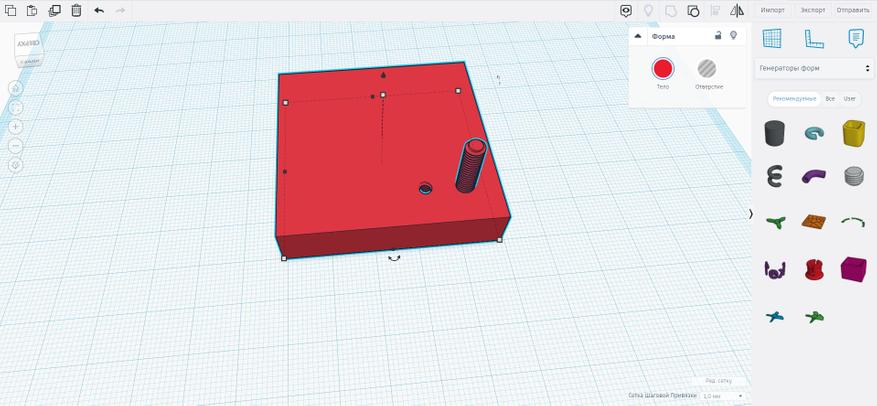
Внешняя резьба готова, для получения внутренней можно просто продублировать модель, утопить в основание и определить как отверстие. После нажатия на кнопку «Сгруппировать» получаем поверхность со шпилькой М4 и внутренней резьбой
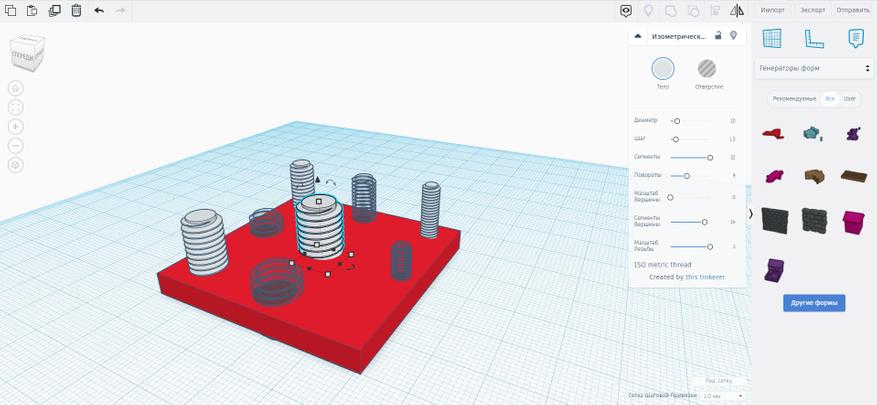
Так же добавил еще несколько размеров:
| M6 (диаметр 6мм) | Шаг резьбы 1 мм |
| М8 (диаметр 8мм) | Шаг резьбы 1.25мм |
| М10 (диаметр 10мм) | Шаг резьбы 1.5мм |
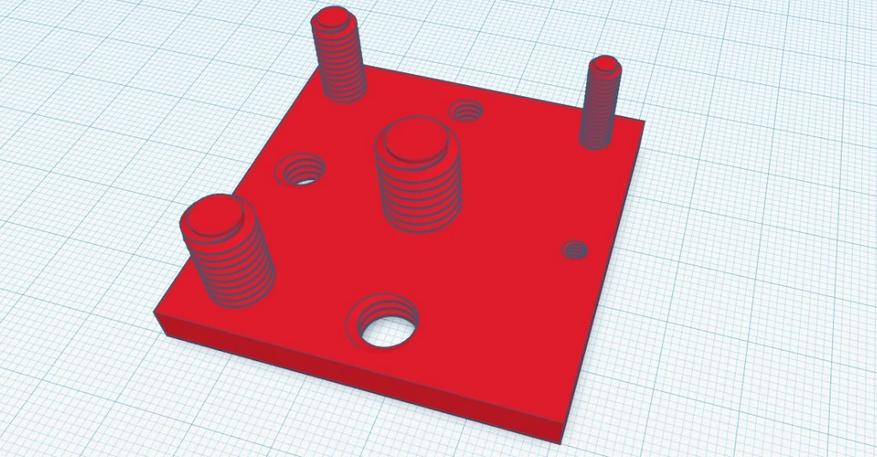
Получилась такая во тестовая площадка, которую можно экспортировать
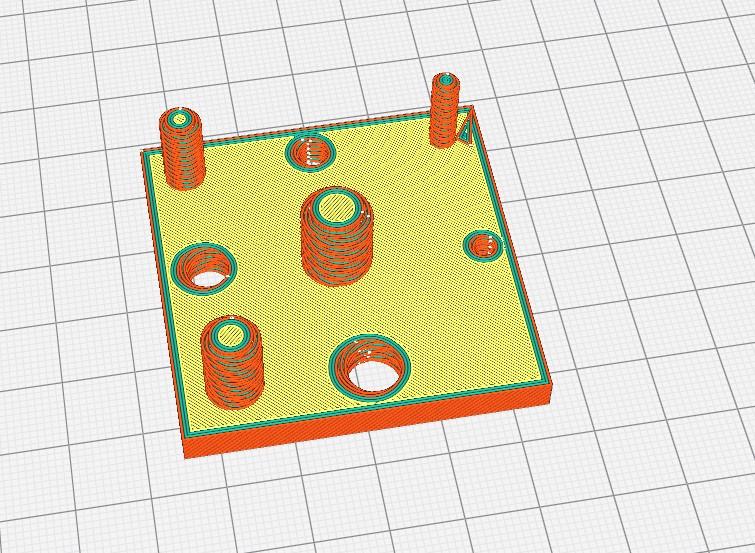
И нарезать в любом удобном слайсере для последующей печати
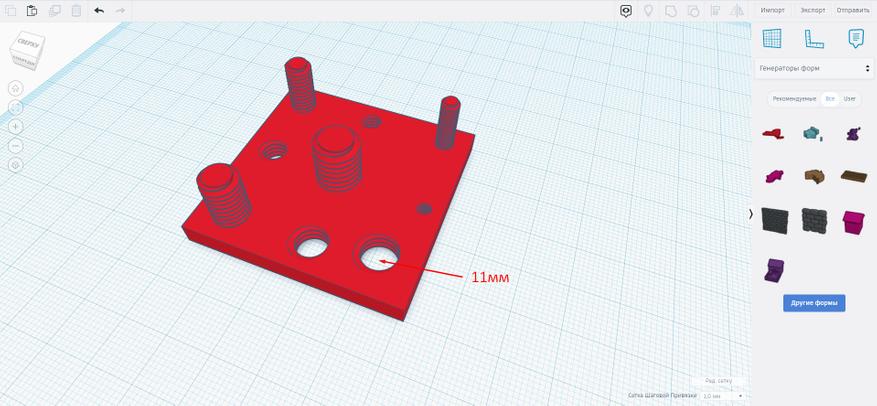
Казалось бы, куда проще, но если распечатать в таком виде, окажется, что только на шпильки получится накрутить соответствующие гайки, а вот болт М6 влезет только в резьбу под М8. Дело в том, что внутренняя резьба должна быть немного меньше внешней, чтобы создать хотя бы минимальный зазор между ними, к тому же пластик дает усадку, что дает нужный зазор на внешней резьбе, но отверстия всегда получается меньше проектируемых, так что я всегда беру поправку хотя бы 10%. Для примера добавил внутреннюю резьбу диаметром 11мм, которая должна нормально подойти для болта М10
Для наглядности распечатал модель и записал видео с демонстрацией результатов, ниже будет анимация, так что нажимайте на превью, чтобы запустить проигрывание.
Гайки подошли хорошо, закрутились пальцами, но при этом сидят довольно плотно. Насчет М4 погорячился, оказывается гайка и болт у меня размера М5, так что их пришлось пропустить


А вот с болтами ожидаемо возникли проблемы, в свои места ну никак не хотели вставляться. М8 легко вкрутился в отверстие подготовленное для М10, но при этом присутствовал небольшой люфт, так что при среднем усилии резьба скорее всего «слижется». А вот болт М10 в отверстие диаметром 11мм подошел отлично, вкручивался с усилием, но не пришлось использовать ключи, люфта нет

Если печатать и болт и гайку, усадка внешней резьбы не перекрывает утоньшение внутренней, так что в любом случае размер пришлось бы корректировать на те же 10%. Так же это значение будет меняться в зависимости от используемого материала(разная степень усадки) и настроек печати(высота слоя, процент заполнения, количество периметров и т.д.).
Источник: www.ixbt.com