

N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50N10 S450 M03 F250 D01 (12.5 MM DIA)N15 C0N20 Z5N25 G01 Z0N30 Z-5N35 G42 X0 Y0 M08N40 X80 Y0 N45 X60 Y30 U10 N50 X80 Y50 N55 X50 Y50 N60 G02 X30 Y30 U20 N65 G01 X10 Y30 U8N70 X0 Y0N75 G40 X-20 Y-20 N80 G00 Z50 M09N85 Y100N90 M30
Готовая деталь

Коды объяснение
G00: Быстрый ход
G54: Выбор координат заготовки
G64: Режим управления траекторией
G90: Программирование в абсолютной системе координат
G17: X-Y плоскость обработки
G42: Компенсация радиуса инструмента активна
G40: Компенсация радиуса инструмента выключена
G02: Круговая интерполяция по часовой стрелке
G03: Круговая интерполяция против часовой стрелки
S: скорость вращения шпинделя
F: скорость подачи
M: направление вращения (3 по час.стрелке, 4 против час.стрелки)
G02 и G03. Круговая и винтовая интерполяция. Создание управляющей программы для ЧПУ #cnc
D: Инструмент
M08: Охлаждение вкл.
M09: Охлаждение выкл.
M30: Конец ппрограммы
Этот пример показывает программирование двух тангенциальных дуг

O0001N001 G0 X40 Z5; (Быстрое перемещение) N002 M03 S200; (Запуск шпинделя)N003 G01 X0 Z0 F900; (Подход к заготовке)N005 G03 U24 W-24 R15; (Резание R15 дуги)N006 G02 X26 Z-31 R5; (Резание R5 дуги)N007 G01 Z-40; (Резание диаметра 26)N008 X40 Z5; (Возврат к начальной точке)N009 M30; (Конец программы)
G2 круговая интерполяция по часовой стрелке
| Параметр | Описание |
| X | Координата конечной точки дуги по оси X |
| Y | Координата конечной точки дуги по оси Y |
| I | Расстояние от стартовой точки дуги до центра дуги по оси X |
| J | Расстояние от стартовой точки дуги до центра дуги по оси Y |
Пример программы
Источник: poisk-ru.ru
Команды круговой интерполяции
Этот G код задаёт прямолинейное (линейное) перемещение из точки в точку. Перемещение может осуществляться одновременно по одной, двум или трём осям. Все оси начинают и заканчивают движение с заданной скоростью. Можно также задать движение вращательной оси относительно осевой линии или точки.
Скорость осей контролируется таким образом, чтобы общая скорость всех осей соответствовала заданной. Скорость подачи оси вращения определяется заданным значением диаметра оси вращения (параметр 34). Команда F модальная и может быть задана в любом предыдущем блоке. Только заданные оси будут совершать движение, а задание типа позиционирования (G90 или G91) будет определять интерпретацию значений перемещения.
Обход контура по кругу с компенсацией на инструмент:
G-, M-КОДЫ — #26 — БАЗОВЫЕ G-КОДЫ: G02 И G03 / Программирование обработки на станках с ЧПУ
(Абсолютное позиционирование)
G01 G41 X0 Y-6. D01 F300.
G90 Y45 (absolute)
Y45.
X14.559 Y85.
X50.
Y0
X0
G40 X-8. Y-6.
(Относительное позиционирование)
G01 G41 X0 Y-6. D01 F300.
G91 Y51. (incremental)
X14.559 Y40
X36.441
Y-85.
Y-50.
G40 X-8. Y-6.
G02 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПО ЧАСОВОЙ СТРЕЛКЕ
G03 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПРОТИВ ЧАСОВОЙ СТРЕЛКИ
X Конечная точка дуги по оси X
Y Конечная точка дуги по оси Y
Z Конечная точка дуги по оси Z
A Конечная точка дуги по оси A
I Расстояние по X от начала дуги до её цента (если не задан R)
J Расстояние по Y от начала дуги до её цента (если не задан R)
K Расстояние по Z от начала дуги до её цента (если не задан R)
R Радиус дуги (если не заданы I, J, K)
F Скорость подачи в миллиметрах (дюймах) в минуту
Команда G03 задаёт движение против часовой стрелки, но задаётся подобно команде G02.
Эти команды используются для задания кругового движения по или против часовой стрелки. Круговое движение возможно по двум из трёх линейных осей: XY, XZ, YZ в зависимости от установки плоскости круговой интерполяции функциями G17, G18 или G19 соответственно. Адресные коды X, Y и Z используются для задания конечной точки дуги в абсолютном (G90) или относительном (G91) позиционировании. Если какой-либо из адресных кодов X, Y или Z не задан, его значение определяется по соответствующему значению начальной точки дуги. Круговую интерполяцию можно задать двумя разными способами: через координаты центра дуги I, J, K или заданием радиуса дуги R.
Команда круговой интерполяции используется для перемещения инструмента по дуге окружности в заданную позицию. Для задания кругового движения необходимо определить пять информационных элементов:

Пять информационных элементов круговой интерполяции:
| Элемент | Команда | Примечание |
| Команда плоскости интерполяции | G17 | Дуга, параллельная плоскости XY |
| Команда плоскости интерполяции | G18 | Дуга, параллельная плоскости ZX |
| Команда плоскости интерполяции | G19 | Дуга, параллельная плоскости YZ |
| Координаты начала дуги | X, Y, Z | Координаты точки начала дуги |
| Направление вращения | G02 | Вращение по часовой стрелке |
| G03 | Вращение против часовой стрелки | |
| Конечная точка дуги в абсолютном (G90) позиционировании | X, Y, Z | Координаты конца дуги относительно начальной точки детали |
| Конечная точка дуги в относительном (G91) позиционировании | X, Y, Z | Координаты конца дуги относительно начальной точки дуги |
| Метод I, J, K (центр дуги) | I, J, K | Расстояние от начальной точки дуги до её центра по осям X, Y, Z соответственно |
| Метод R (радиус дуги) | R | Значение радиуса дуги |
Существует два способа задания центра дуги. Первый использует адресные коды I, J, K для задания расстояния от начальной точки дуги до её центра вращения. Второй использует адресный код R для задания радиуса дуги. Ниже рассматриваются подробно оба этих метода.
Значения «I», «J» и «K» определяют «ОТНОСИТЕЛЬНОЕ» расстояние от начальной точки инструмента до центра дуги.
«I» относительное расстояние от начала дуги до её центра по оси «X».
«J» относительное расстояние от начала дуги до её центра по оси «Y».
«K» относительное расстояние от начала дуги до её центра по оси «Z».
Формат с R легче для определения, однако, при этом способе гораздо легче сделать неверный радиус. Если вы, при использовании формата R, сделаете ошибку в задании начальной или конечной точки дуги, станок всё равно будет делать дугу, после чего вы будете иметь некорректный радиус. Если вы сделаете ошибку в формате IJK, то станок остановится и выдаст предупреждающее сообщение. Однако, формат с R остаётся более лёгким в использовании при ручном программировании дуг.
Значение R определяет расстояние от начальной точки дуги до её центра. Если значение R положительное, дуга будет 180° и менее; для задания дуги более, чем 180° введите отрицательное значение R. При использовании R нельзя определить дугу в 360°. Необходимым условием для задания дуги через значение R должно быть отличие координаты конечной точки от начальной хотя бы по одному из значений X, Y или Z. Таким образом, можно задать любую дугу до 360° с использованием радиуса R и кодов G02 или G03.
G02 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПО ЧАСОВОЙ СТРЕЛКЕ
Задаёт круговую траекторию движения инструмента по контуру детали, используя информацию о перемещении, заданную в блоке, и перемещая инструмент по часовой стрелке вплоть до 360°.
Скорость, с которой перемещается инструмент, задаётся командой F.
Все окружности определяются и обрабатываются программированием трёх частей информации:
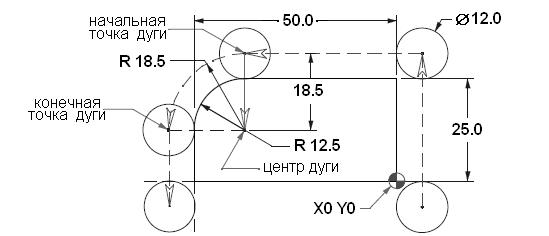
НАЧАЛЬНАЯ ТОЧКА дуги
КОНЕЧНАЯ ТОЧКА дуги
ЦЕНТР ДУГИ относительное расстояние от начальной точки до ей центра.
НАЧАЛЬНАЯ ТОЧКА дуги определяется в предыдущем кадре, обычно это прямолинейное движение, заданное функцией G01.
КОНЕЧНАЯ ТОЧКА дуги определяется координатами «X» и «Y», определёнными в строке с кодом G02 при использовании плоскости круговой интерполяции, заданной кодом G17.
ЦЕНТР ДУГИ определяется адресными кодами «I» для оси «X» и «J» для оси «Y» для плоскости круговой интерполяции, заданной кодом G17. Значения адресных кодов определяют относительное расстояние и направление от начальной точки дуги до её цента. Также ЦЕНТР ДУГИ может задаваться через радиус окружности R.
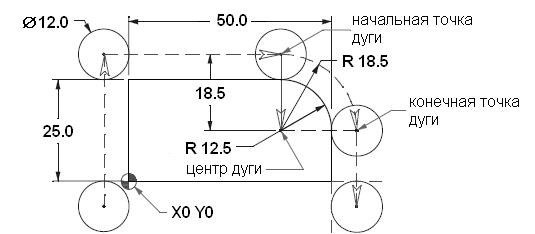
N6 G01 Y31. F300.;
N7 X37.5 (начальная точка дуги);
N8 G02 X56. Y12.5 I0. J-18.5 (или N8 G02 X56. Y12.5 R18.5);
N9 G01 Y-6.
G02 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПО ЧАСОВОЙ СТРЕЛКЕ С ИСПОЛЬЗОВАНИЕМ КОДОВ «I» И «J» ДЛЯ ОСЕЙ X И Y
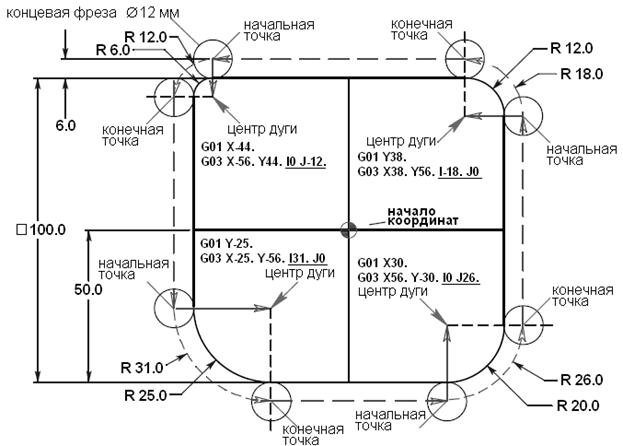
Значения «I», «J» и «K» задают относительное расстояние от начала резания по дуге (начальная точка) до её цента.
Когда центр дуги задаётся с использованием адресных кодов I, J и K, адресный код R не используется. Какая пара кодов из I, J и K используется, определяется плоскостью круговой интерполяции (IJ для G17, IK для G18, JK для G19). Если задан только один из кодов I, J или K, значение второго подразумевается равным нулю. Использование I, J или K является единственным методом определения полной окружности в 360°, в этом случае начальная точка имеет те же самые координаты, что и конечная, поэтому нет необходимости задавать координаты X, Y или Z. Для задания полной окружности не надо вводить координаты конечной точки, просто задайте центр дуги вводом значений I, J или K.
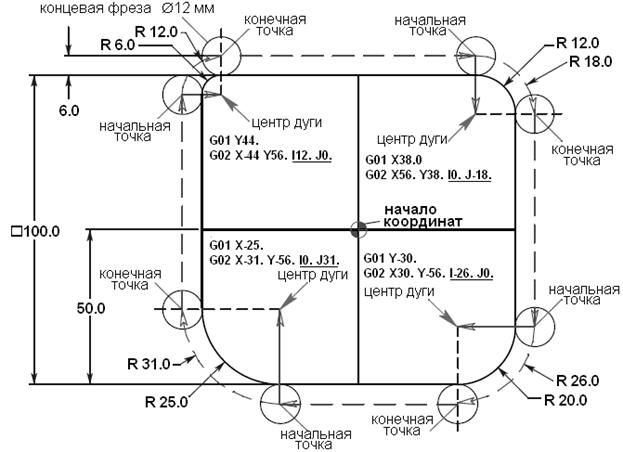
ПРИМЕЧАНИЕ: в примере круговой интерполяции не используется значение компенсации на инструмент, поэтому круговое движение определяется до центра режущего инструмента. Для 90° углов или скруглений значения I и J можно задавать подобно тому, как показано ниже:
G02 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПО ЧАСОВОЙ СТРЕЛКЕ С ИСПОЛЬЗОВАНИЕМ КОДА «R»
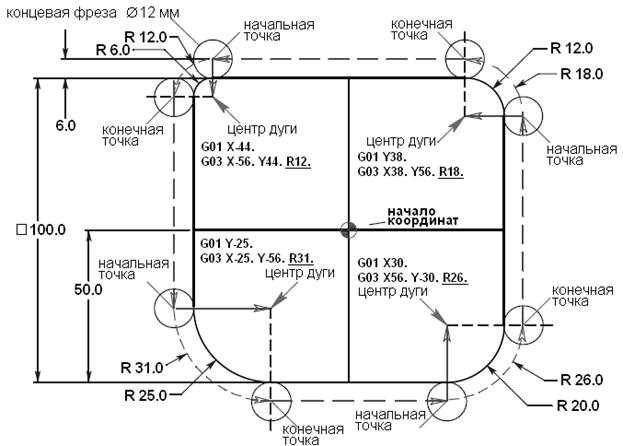
Адресный код «R» может быть использован вместо кодов «I», «J» и/или «K» для задания различных углов и скруглений и его использование более лёгкое для определения.
Как и коды «I», «J» и «K», используемые для определения относительного положения центра окружности от её начальной точки, код «R» выполняет подобную функцию.
Когда для задания окружности используется код «R», невозможно определить полную окружность в 360°. Когда определяется окружность менее 360°, используйте код «R»; X, Y или Z используйте для задания конечной точки, отличной от начальной точки. Значение R определяет расстояние от начальной точки до центра окружности. Если значение R положительно, дуга будет 180° или менее; для задания дуги более 180° задайте отрицательное значение.
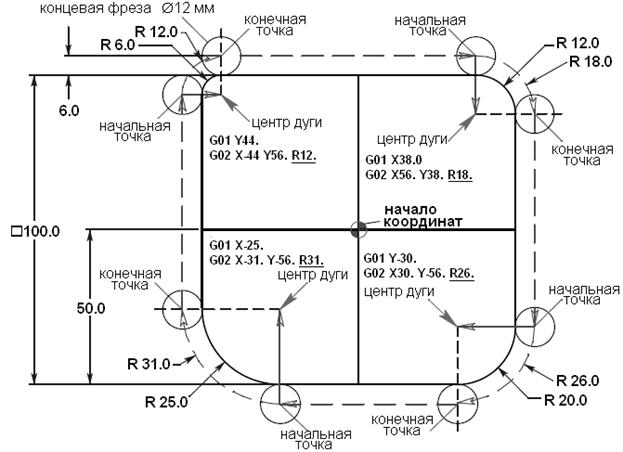
ПРИМЕЧАНИЕ: в примере круговой интерполяции не используется значение компенсации на инструмент, поэтому круговое движение определяется до центра режущего инструмента. Для 90° углов или скруглений значения «R» можно задавать подобно тому, как показано ниже:
G03 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПРОТИВ ЧАСОВОЙ СТРЕЛКИ
Задаёт круговую траекторию движения инструмента по контуру детали, используя информацию о перемещении, заданную в блоке, и перемещая инструмент против часовой стрелки вплоть до 360°.
Скорость, с которой перемещается инструмент, задаётся командой F.
Все окружности определяются и обрабатываются программированием трёх частей информации:
НАЧАЛЬНАЯ ТОЧКА дуги
КОНЕЧНАЯ ТОЧКА дуги
ЦЕНТР ДУГИ относительное расстояние от начальной точки до ей центра.
НАЧАЛЬНАЯ ТОЧКА дуги определяется в предыдущем кадре, обычно это прямолинейное движение, заданное функцией G01.
КОНЕЧНАЯ ТОЧКА дуги определяется координатами «X» и «Y», определёнными в строке с кодом G03 при использовании плоскости круговой интерполяции, заданной кодом G17.
ЦЕНТР ДУГИ определяется адресными кодами «I» для оси «X» и «J» для оси «Y» для плоскости круговой интерполяции, заданной кодом G17. Значения адресных кодов определяют относительное расстояние и направление от начальной точки дуги до её цента. Также ЦЕНТР ДУГИ может задаваться через радиус окружности R.
N6 G01 Y31. F300.;
N7 X-37.5 (начальная точка дуги);
N8 G03 X-56. Y12.5 I0. J-18.5 (или N8 G03 X-56. Y12.5 R18.5);
N9 G01 Y-6.
G03 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПРОТИВ ЧАСОВОЙ СТРЕЛКИ С ИСПОЛЬЗОВАНИЕМ КОДОВ «I» И «J» ДЛЯ ОСЕЙ X И Y
Значения «I», «J» и «K» задают относительное расстояние от начала резания по дуге (начальная точка) до её цента.
Когда центр дуги задаётся с использованием адресных кодов I, J и K, адресный код R не используется. Какая пара кодов из I, J и K используется, определяется плоскостью круговой интерполяции (IJ для G17, IK для G18, JK для G19). Если задан только один из кодов I, J или K, значение второго подразумевается равным нулю. Использование I, J или K является единственным методом определения полной окружности в 360°, в этом случае начальная точка имеет те же самые координаты, что и конечная, поэтому нет необходимости задавать координаты X, Y или Z. Для задания полной окружности не надо вводить координаты конечной точки, просто задайте центр дуги вводом значений I, J или K.
ПРИМЕЧАНИЕ: в примере круговой интерполяции не используется значение компенсации на инструмент, поэтому круговое движение определяется до центра режущего инструмента. Для 90° углов или скруглений значения I и J можно задавать подобно тому, как показано ниже:
G03 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПРОТИВ ЧАСОВОЙ СТРЕЛКИ С ИСПОЛЬЗОВАНИЕМ КОДА «R»
Адресный код «R» может быть использован вместо кодов «I», «J» и/или «K» для задания различных углов и скруглений и его использование более лёгкое для определения.
Как и коды «I», «J» и «K», используемые для определения относительного положения центра окружности от её начальной точки, код «R» выполняет подобную функцию.
Когда для задания окружности используется код «R», невозможно определить полную окружность в 360°. Когда определяется окружность менее 360°, используйте код «R»; X, Y или Z используйте для задания конечной точки, отличной от начальной точки. Значение R определяет расстояние от начальной точки до центра окружности. Если значение R положительно, дуга будет 180° или менее; для задания дуги более 180° задайте отрицательное значение.
ПРИМЕЧАНИЕ: в примере круговой интерполяции не используется значение компенсации на инструмент, поэтому круговое движение определяется до центра режущего инструмента. Для 90° углов или скруглений значения «R» можно задавать подобно тому, как показано ниже:

Следующей код демонстрирует задание дуги меньше 180°, используя положительное значение R.
G90 G54 G00 X-6. Y-6.;
G01 Y40. F300.;
G02 X46.92 Y61.92 R31.;

Для задания дуги более 180° вам необходимо задать отрицательное значение R.
G90 G54 G00 X-6. Y-6.;
G01 Y40. F300.;
G02 X46.92 Y18.08 R-31.
Задание полной окружности в 360° невозможно с использованием формата с адресным кодом R. Для задания полной окружности в 360° используйте формат функций G02 и G03 с адресными кодами I и J, определяющими центр окружности, относительно её начальной точки.
G03 КРУГОВАЯ ИНТЕРПОЛЯЦИЯ ПРОТИВ ЧАСОВОЙ СТРЕЛКИ
Функция G03 создаёт вращательное движение против часовой стрелки, а в остальном она подобна функции G02.
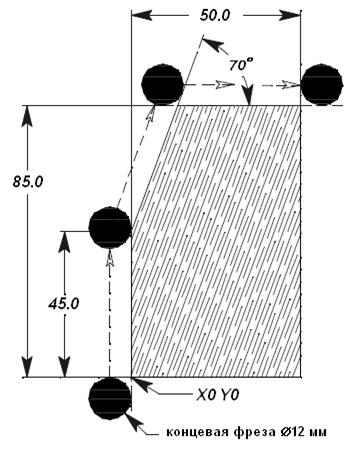
УПРАЖНЕНИЕ НА ИНТЕРПОЛЯЦИЮ
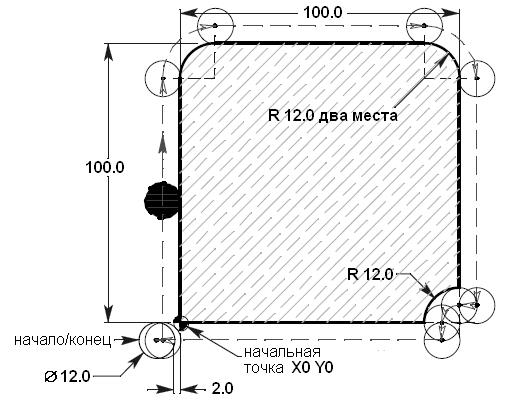
Режущим инструментом является концевая фреза Æ12 мм. Контур начинается в нижнем левом углу и фрезеруется вокруг на глубину 16 мм. Когда используете круговую интерполяцию G02, G03 вы можете использовать либо формат с IJ, или с R, но не оба сразу. Траектория инструмента задаётся центром инструмента (без коррекции на диаметр).
O00010 (ПРИМЕР ИНТЕРПОЛЯЦИИ)
T1 M06 (ФРЕЗА Æ12 ММ)
G90 G54 G00 X_____ Y_____
S1500 M03
G43 H01 Z2. M08
G01 Z_____ F1000. (опускание на глубину реза)
X______ F300. (подход к левой стороне детали по центру инструмента)
Y______ (подход к верхнему левому радиусу и далее по окружности детали)
G0__ X_____ Y_____ R_____ (или I_____ J_____ вместо R)
G0__ X_____
G0__ X_____ Y_____ R_____ (или I_____ J_____ вместо R)
G0__ Y_____
X_____
G0__ X_____ Y_____ R_____ (или I_____ J_____ вместо R)
G0__ Y_____
X_____
G00 Z25. M09
G28 G91 Z0. M05
M30
Источник: studopedia.su
3.8 Круговая интерполяция g2/g3, cip
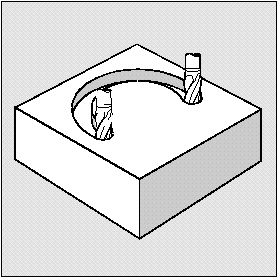
Круговая интерполяция способствует обработке всех кругов или дуг.
Последовательность
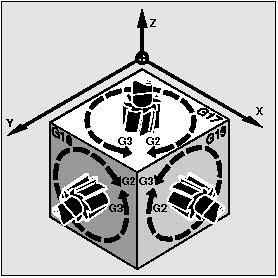
Определение рабочей плоскости
Управлению нужны параметры (G17-G19) для расчета направления вращения круга — G2 по часовой или против часовой стрелки.
Обычно рекомендуется определять рабочую плоскость.
Вы можете также обрабатывать внешнюю плоскость круга (не с углом дуги и параметрами спирали). В этом случае адреса оси, которые Вы определяете как конечную точку, определяют плоскость круга.
Дополнительные замечания
FGROUP может использоваться для определения, какие оси должны перемещаться с запрограммированной подачей.
Управление обеспечивает диапазон различных способов программирования круговых перемещений, позволяющих запрограммировать почти любой тип размера чертежа.
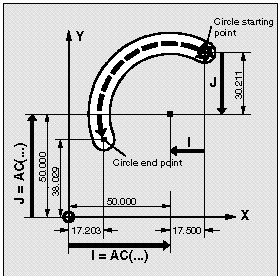
Программирование круга с центральной и конечной точкой
Круговые перемещения описываются:
- конечной точкой в декартовых координатах X, Y, Z и
- центральной точкой на адресах I,J,K.
Идентификаторы имеют следующее значение: I: координата центральной точки в направлении Х J: координата центральной точки в направлении Y K: координата центральной точки в направлении Z Е Circle starting point — исходная точка кругаCircle end point — конечная точка круга сли круг запрограммирован с центральной точкой, а не конечной, результатом будет полный круг. Ввод в абсолютные или инкрементные размеры G90/G91 по умолчанию абсолютных или инкрементных размеров действуют только для конечной точки круга. Координаты центральной точки I, J, K обычно вводятся в инкрементных размерах в соотношении с исходной точкой круга. Вы программируете абсолютную центральную точку немодальную в соотношении с нулем детали с: I=AC(. ), J=AC(. ), K=AC(. ). Пример инкрементных размеров: N10 G0 X67.5 Y80.211 N20 G3 X17.203 Y38.029 I–17.5 J–30.211 F500 Пример абсолютных размеров: N10 G0 X67.5 Y80.211 N20 G3 X17.203 Y38.029 I=AC(50) J=AC(50) Параметр интерполяции I, J, K со значением 0 может быть пропущен, следующий соответствующий параметр должен всегда быть определен.  Программирование круга с радиусом и конечной точкой Круговое перемещение описывается при помощи:
Программирование круга с радиусом и конечной точкой Круговое перемещение описывается при помощи:
- радиуса круга CR= и
- конечной точкой в Декартовых координатах X, Y, Z.
Кроме того радиус круга Вы можете также определить начальным знаком +/-, чтобы указать, больше ли или меньше угол пересечения 180 . Положительный начальный знак опускается. Значениями являются следующие: CR=+. угол < 180 CR=-. угол >180 . Пример: N10 G0 X67.5 Y80.211 N20 G3 X17.203 Y38.029 CR=34.913 F500 Вам не нужно определять центр данным процессом. Полные круги (пересечение на 360 ) не могут программироваться с CR=, но должны программироваться при помощи конечной точки круга и параметрами интерполяции. 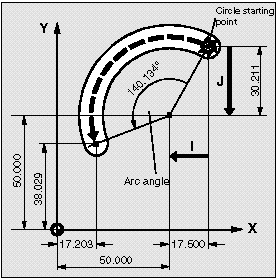 Программирование круга с углом дуги и центром или конечной точкой Круговые перемещения описываются при помощи:
Программирование круга с углом дуги и центром или конечной точкой Круговые перемещения описываются при помощи:
- угла дуги R= и
- конечной точкой в Декартовых координатах X, Y, Z или
- центром у адресов I, J, K
Значениями являются следующие: AR=: угол дуги, диапазон значений 0-360 . Смотрите предыдущие страницы для значений I, J, K. Полные круги (пересечение на 360 ) не могут программироваться с CR=, но должны программироваться при помощи конечной точки к Circle starting point — исходная точка кругаArc angle — угол дуги руга и параметрами интерполяции. Пример: N10 G0 X67.5 Y80.211 N20 G3 X17.203 Y38.029 AR=140.134 F500 или N20 G3 I-17.5 J-30.211 AR=140.134 F500 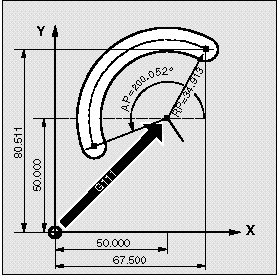 Программирование круга с полярными координатами Круговые перемещения описываются при помощи:
Программирование круга с полярными координатами Круговые перемещения описываются при помощи:
- полярного угла AP=
- и полярного радиуса RP=
Применяются следующие правила: Полюс лежит в центре. Полярный радиус соответствует радиуса круга. Пример: N10 G0 X67.5 Y80.211 N20 G111 X50 Y50 N30 G3 RP=34.913 AP=200.052 F500 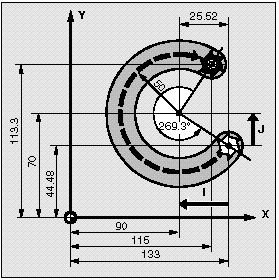 Пример программирования На следующих строчках программы Вы найдете пример ввода для всех способов программирования круга. Необходимые размеры показаны на представленном производственном чертеже. N10 G0 X133 Y44.48 S800 M3 Подвод начальной точки N2- G17 G1 2-5 F100 Подача инструмента на врезание N30 G2 X115 Y113.3 I-43 J25.52 Конечная точка круга, центр в инкрементных размерах или N30 G2 X115 Y113.3 I=AC(90) J=AC(70) Конечная точка круга, центр в абсолютных размерах или N30 G2 X115 Y113.3 CR=50 Центр круга, радиус круга или N30 G2 AR=269.31 I-43 J25.52 Угол дуги, центр в инкрементных размерах или N30 G2 AR=269.31 X115 Y113.3 Угол дуги, конечная точка круга
Пример программирования На следующих строчках программы Вы найдете пример ввода для всех способов программирования круга. Необходимые размеры показаны на представленном производственном чертеже. N10 G0 X133 Y44.48 S800 M3 Подвод начальной точки N2- G17 G1 2-5 F100 Подача инструмента на врезание N30 G2 X115 Y113.3 I-43 J25.52 Конечная точка круга, центр в инкрементных размерах или N30 G2 X115 Y113.3 I=AC(90) J=AC(70) Конечная точка круга, центр в абсолютных размерах или N30 G2 X115 Y113.3 CR=50 Центр круга, радиус круга или N30 G2 AR=269.31 I-43 J25.52 Угол дуги, центр в инкрементных размерах или N30 G2 AR=269.31 X115 Y113.3 Угол дуги, конечная точка круга
Источник: studfile.net