
G-код — условное именование языка программирования устройств с числовым программным управлением (ЧПУ). Был создан компанией Electronic Industries Alliance в начале 1960-х. Окончательная доработка была одобрена в феврале 1980 года как стандарт RS274D. Комитет ISO утвердил G-код как стандарт ISO 6983-1:2009, Госкомитет по стандартам СССР — как ГОСТ 20999-83.
В советской технической литературе G-код обозначается как код ИСО 7-бит (ISO 7-bit). G-код кодировали на 8-дорожечную перфоленту в коде ISO 7-bit (разработан для представления информации УЧПУ в виде машинного кода так же, как и коды AEG и PC8C), восьмая дорожка использовалась для контроля чётности.
Производители систем УЧПУ (CNC), как правило, используют ПО управления станком, для которого написана (оператором) программа обработки в качестве осмысленных команд управления, используется G-код в качестве базового подмножества языка программирования, расширяя его по своему усмотрению. [1]
Структура программы
Основные требования к структуре
Программа, написанная с использованием G-кода, имеет жёсткую структуру. Все команды управления объединяются в кадры — группы, состоящие из одной или более команд. Кадр завершается символом перевода строки (CR/LF) и может иметь явно указанный номер, начинающийся с буквы N, за исключением первого кадра программы и комментариев. Первый (а в некоторых случаях ещё и последний) кадр содержит только один необязательный знак «%». Завершается программа командами M02 или M30.
Комментарии к программе размещаются в круглых скобках. Комментарий может располагаться как в отдельной строке, так и после программных кодов. Недопустимо оформлять в качестве комментария несколько строк, охваченных парой круглых скобок.
Команды в каждом кадре выполняются одновременно, поэтому порядок команд в кадре строго не оговаривается, но традиционно предполагается, что первыми указываются подготовительные команды (например, выбор рабочей плоскости, скоростей перемещений по осям и др.), затем задание координат перемещения, затем выбора режимов обработки и технологические команды.
Максимальное число элементарных команд и заданий координат в одном кадре зависит от конкретного интерпретатора языка управления станками, но для большинства популярных интерпретаторов не превышает 6.
Координаты задаются указанием оси с последующим числовым значением координаты. Целая и дробная части числа координаты разделяются десятичной точкой. Допустимо опускание незначащих нулей, либо их добавление. Также в подавляющем количестве интерпретаторов допустимо не добавлять десятичную точку к целым числам. Например: Y0.5 и Y.5, Y77, Y77. и Y077.0.
Интерпретатор кода запоминает значение введённых параметров и настроек до их смены очередной командой, поэтому необязательно указание в каждом кадре, например, скорости перемещения инструмента.
Описание и вызов подпрограмм
Язык допускает многократное исполнение однократно записанной последовательности команд и перемещений инструмента, вызываемую из разных частей программы, например, вырезания в листовой заготовке многих отверстий с одинаковым сложным контуром, расположенных в разных местах будущей детали. При этом в теле подпрограммы описывается траектория движения инструмента для вырезания одного отверстия, а в программе производится многократный вызов подпрограммы. В теле подпрограммы перемещения инструмента задаются в относительных координатах — координатах связанных с формой отверстия, переход к относительной системе координат (иногда такую систему координат называют «инкрементной») производится командой G91 в начале тела подпрограммы, а возврат к абсолютной системе координат командой G90 — в конце тела подпрограммы.
Тело подпрограммы обязательно должно быть описано до команды конца программы — М30, но допустимо расположение подпрограммы после команды М02 — конца программы и иметь имя, начинающееся с буквы О с цифрами номера подпрограммы, например, О112. В конце тела подпрограммы помещается команда возврата в основную программу — М99.
В программе вызов подпрограммы производится командой М98 с указанием обязательного параметра имени подпрограммы P. Недопустимо совпадение имён подпрограмм в пределах одной программы. Пример вызова подпрограммы O112: M98 P112. Допустимо при вызове подпрограммы указание числа вызовов подпрограммы добавлением необязательного параметра L, например, двукратный вызов подпрограммы 112: M98 P112 L2, что, например, может быть полезно при описании выполнения второго прохода чистовой обработки после первого прохода черновой обработки. При опущенном параметре L подпрограмма вызывается однократно.
Допустимо вложение подпрограмм, то есть из подпрограммы возможен вызов другой подпрограммы. Максимально допустимое число уровней вложения зависит от реализации конкретного интерпретатора G-кода.
Пример программы вырезания 2 прямоугольных отверстий 10×20 мм с координатами левого нижнего угла отверстий x=57, y=62 и x=104, y=76 в листовой заготовке толщиной 5 мм с вызовом подпрограммы описывающей вырезание 1 отверстия
. (Фрагмент программы) G00 X57 Y62 (позиционирование по X, Y на 1-е отверстие) M98 P112 (вырезание 1-го отверстия) G00 X104 Y76 (позиционирование по X, Y на 2-е отверстие) M98 P112 (вырезание 2-го отверстия) . М02 (Конец программы) . (Тело подпрограммы) O112 (Метка подпрограммы, номер 112) G00 F300 Z1 (Подвод инструмента на высоту 1 мм над поверхностью заготовки со скоростью 300 мм/мин) В G00 функция подачи F не задается!! G01 F40 Z-5.5 (Врезание инструмента на глубину -5,5 мм в заготовку со скоростью 40 мм/мин) G91 (Переход в относительную систему координат, в этой системе вначале X=0, Y=0) G01 F20 X10 (Вырезание 1-й стороны прямоугольника со скоростью 20 мм/мин) Y20 (Вырезание 2-й стороны прямоугольника со скоростью 20 мм/мин) X0 (Вырезание 3-й стороны прямоугольника со скоростью 20 мм/мин) Y0 (Вырезание 4-й стороны прямоугольника со скоростью 20 мм/мин) G90 (Переход в абсолютную систему координат, восстановление текущих координат до перехода в относительную систему) G00 F300 Z5 (Подъём инструмента на высоту 5 мм над поверхностью заготовки со скоростью 300 мм/мин) M99 (Возврат в вызывавшую программу или подпрограмму) . М30 (Конец интерпретируемого кода программы. После исполнения этой команды указатель номера кадра устанавливается на 1-ю строку программы)
Сводная таблица кодов
Основные (называемые в стандарте подготовительными) команды языка начинаются с буквы G:
- Перемещение рабочих органов оборудования с заданной скоростью (линейное и круговое)
- Выполнение типовых последовательностей (таких, как обработка отверстий и резьба)
- Управление параметрами инструмента, системами координат, и рабочих плоскостей
Таблица основных команд
| G00 | Ускоренное перемещение инструмента (холостой ход) | G0 X0 Y0 Z100. |
| G01 | Линейная интерполяция | G01 X0. Y0. Z100. F200. |
| G02 | Круговая интерполяция по часовой стрелке | G02 X15. Y15. R5. F200. |
| G03 | Круговая интерполяция против часовой стрелки | G03 X15. Y15. R5. F200. |
| G04 | Задержка выполнения программы, способ задания величины задержки зависит от реализации системы управления | G04 P500; |
| G10 | Задать новые координаты для начала координат | G10 X10. Y10. Z10. |
| G15 | Полярная система координат (X радиус Y угол) | G15 X15. Y22.5 |
| G16 | Отмена полярной системы координат | G16 X15. Y22.5 |
| G17 | Выбор рабочей плоскости X-Y | G17 |
| G18 | Выбор рабочей плоскости Z-X | G18 |
| G19 | Выбор рабочей плоскости Y-Z | G19 |
| G20 | Режим работы в дюймовой системе | G90 G20 |
| G21 | Режим работы в метрической системе | G90 G21 |
| G22 | Активировать установленный предел перемещений (Станок не выйдет за их предел) | G22 G01 X15. Y25. |
| G28 | Вернуться на референтную точку | G28 G91 Z0 Y0 |
| G30 | Поднятие по оси Z на точку смены инструмента | G30 G91 Z0 |
| G40 | Отмена компенсации радиуса инструмента | G1 G40 X0. Y0. F200. |
| G41 | Компенсировать радиус инструмента слева от траектории | G41 X15. Y15. D1 F100. |
| G42 | Компенсировать радиус инструмента справа от траектории | G42 X15. Y15. D1 F100. |
| G43 | Компенсировать длину инструмента положительно | G43 X15. Y15. Z100. H1 S1000 M3 |
| G44 | Компенсировать длину инструмента отрицательно | G44 X15. Y15. Z4. H1 S1000 M3 |
| G49 | Отмена компенсации длины инструмента | G49 Z100. |
| G53 | Отключить смещение начала системы координат станка | G53 G0 X0. Y0. Z0. |
| G54—G59 | Переключиться на заданную оператором систему координат | G54 G0 X0. Y0. Z100. |
| G61—G64 | Переключение режимов Точный Стоп/Постоянная скорость | |
| G68 | Поворот координат на нужный угол | G68 X0 Y0 R45. |
| G70 | Цикл продольного чистового точения | G70 P10 Q15. |
| G71 | Цикл многопроходного продольного чернового точения | G71 P10 Q15. D0.5 UO.2 W0.5 |
| G80 | Отмена циклов сверления, растачивания, нарезания резьбы метчиком и т. д. | G80 |
| G81 | Цикл сверления | G81 X0 Y0. Z-10. R3. F100. |
| G82 | Цикл сверления с задержкой | G82 X0. Y0. Z-10. R3. P100 F100. |
| G83 | Цикл прерывистого сверления (с полным выводом сверла) | G83 X0. Y0. Z-10. R3. Q8. F100. |
| G84 | Цикл нарезания резьбы | G95 G84 M29 X0. Y0. Z-10. R3 F1.411 |
| G90 | Задание абсолютных координат опорных точек траектории | G90 G1 X0.5. Y0.5. F10. |
| G91 | Задание координат инкрементально последней введённой опорной точки | G91 G1 X4. Y5. F100. |
| G94 | F (подача) — в формате мм/мин. | G94 G80 Z100. F75. |
| G95 | F (подача) — в формате мм/об. | G95 G84 X0. Y0. Z-10. R3 F1.411 |
| G99 | После каждого цикла не отходить на «проходную точку» | G99 G91 X10. K4. |
максимум 4 команды в кадре
Таблица технологических кодов
Технологические команды языка начинаются с буквы М. Включают такие действия, как:
- Сменить инструмент
- Включить/выключить шпиндель
- Включить/выключить охлаждение
- Работа с подпрограммами
Параметры команд
Параметры команд задаются буквами латинского алфавита
Для фрезерных станков это дюймы в минуту (IPM) или миллиметры в минуту (mm/min),
Для токарных станков это дюймы за оборот (IPR) или миллиметры за оборот (mm/rev).
Пример
Обработка буквы W (вписанной в прямоугольник 34х27 мм, см. рис.) на условном вертикально-фрезерном станке с ЧПУ, фрезой диаметром 4 мм, в заготовке из органического стекла [2] :
Красным цветом выделен результат обработки.
| % | Начало программы | |
| N1 | G90 G40 G17 | Система координат абсолютная, компенсация на радиус инструмента выключена, плоскость интерполяции XoY |
| N2 | S500 M3 | Задать скорость вращения шпинделя 500 об/мин и включить вращение шпинделя |
| N3 | G0 X2.54 Y26.15 | Переход в координаты по x и y начала обработки на холостом ходу |
| N4 | Z1.0 | Подвод инструмента к заготовке по Z, не доходя до поверхности 1 мм, на холостом ходу |
| N5 | G1 Z-1.0 F100 | Врезание в заготовку на глубину 1 мм на подаче 100 мм/мин |
| N6 | X5.19 Y 2.0 | Первый штрих буквы W |
| N7 | X7.76 | Продолжение движения |
| N8 | X16.93 Y26.15 | Второй штрих буквы W |
| N9 | X18.06 | Продолжение движения |
| N10 | X25.4 Y2.0 | Третий штрих буквы W |
| N11 | X25.96 | Продолжение движения |
| N12 | X32.17 Y 26.15 | Четвертый штрих буквы W |
| N13 | G0 Z12 | Отвод инструмента от заготовки на высоту 12 мм на холостом ходу |
| N14 | M5 | Выключить вращение шпинделя |
| N15 | M30 | Конец программы |
См. также
- Металлорежущий станок
- Параметрическое программирование
Примечания
Ошибка цитирования Ошибочный тег ; можно использовать только параметр group .
<<#invoke: Check for unknown parameters | check
| unknown = | preview = Страница использует Шаблон:Примечания с неизвестным параметром «_VALUE_» | ignoreblank = y | 1 | colwidth | group | liststyle | refs >>
Ссылки
- Создание и подготовка управляющих программ (G-кода) в режиме on-line.
- CAM расширение Inkscape для экспорта в G-code
- Симуляция работы программ на G-коде в реальном времени
- Real-Time 3D Graphics Simulation for G-code (англ.)
- Overview of canonical machining functions (англ.)
- SIMUL CNC (англ.)
- Подборка ссылок на сайты редакторов визуализаторов G-кода
- Страницы с неработающими файловыми ссылками
- Википедия:Страницы с некорректным использованием шаблонов:Примечания
- Автоматизация производства
- Предметно-ориентированные языки программирования
- Промышленная автоматика
Источник: xn--80ac3cm.xn--p1ai
Пример программы g code
Материал из Википедии — свободной энциклопедии
G-код — условное именование языка программирования устройств с ЧПУ (Числовое программное управление). Был создан компанией Electronic Industries Alliance в начале 1960-х. Финальная доработка была одобрена в феврале 1980 года как стандарт RS274D. Комитет ИСО утвердил G-код, как стандарт ISO 6983-1:1982, Госкомитет по стандартам СССР — как ГОСТ 20999-83. В советской технической литературе G-код обозначается, как код ИСО 7-бит (ISO 7-bit).
Производители систем управления используют G-код в качестве базового подмножества языка программирования, расширяя его по своему усмотрению.
Структура программы
Программа, написанная с использованием G-кода, имеет жесткую структуру. Все команды управления объединяются в кадры — группы, состоящие из одной или более команд. Кадр завершается символом перевода строки (ПС/LF) и имеет номер, за исключением первого кадра программы и комментариев. Первый кадр содержит только один символ «%». Завершается программа командой M02 или M30.
Комментарии к программе размещаются в круглых скобках, занимая отдельный кадр.
Порядок команд в кадре строго не оговаривается, но традиционно предполагается, что первыми указываются подготовительные команды, (например, выбор рабочей плоскости), затем команды перемещения, затем выбора режимов обработки и технологические команды.
Подпрограммы должны быть описаны после команды M02, но до M30. Начинается подпрограмма с кадра вида Lxx, где xx — номер подпрограммы, заканчивается командой M17.
Сводная таблица кодов
Основные (называемые в стандарте подготовительными) команды языка начинаются с буквы G:
- Перемещение рабочих органов оборудования с заданой скоростью (линейное и круговое)
- Выполнение типовых последовательностей (таких, как обработка отверстий и резьб)
- Управление параметрами инструмента, системами координат, и рабочих плоскостей
Таблица основных команд
| G00 | Ускоренное перемещение инструмента (холостой ход) | G0 X0 Y0 Z100 |
| G01 | Линейная интерполяция | G01 X0 Y0 Z100 F200 |
| G02 | Круговая интерполяция по часовой стрелке | G02 X15 Y15 R5 F200 |
| G03 | Круговая интерполяция против часовой стрелки | G03 X15 Y15 R5 F200 |
| G04 | Задержка на E миллисекунд | G04 E500 |
| G40 | Отмена компенсации размера инструмента | G1 G40 X0 Y0 F200 |
| G41 | Компенсировать радиус инструмента слева от траектории | G41 X15 Y15 D1 F100 |
| G42 | Компенсировать радиус инструмента справа от траектории | G42 X15 Y15 D1 F100 |
| G43 | Компенсировать длину инструмента положительно | G43 X15 Y15 Z100 H1 S1000 M3 |
| G44 | Компенсировать длину инструмента отрицательно | G44 X15 Y15 Z4 H1 S1000 M3 |
| G53 | Отключить смещение начала системы координат станка | G53 G0 X0 Y0 Z0 |
| G54-G59 | Переключиться на заданную оператором систему координат | G54 G0 X0 Y0 Z100 |
| G80 | Отмена циклов сверления (G81-G84) | G80 |
| G81 | Цикл сверления | G81 X0 Y0 Z-10 R3 F100 |
| G82 | Цикл сверления с задержкой | G82 X0 Y0 Z-10 R3 P100 F100 |
| G83 | Цикл сверления с отходом | G83 X0 Y0 Z-10 R3 Q8 F100 |
| G84 | Цикл нарезания резьбы | G95 G84 X0 Y0 Z-10 R3 F1.411 |
| G90 | Задание абсолютных координат опорных точек траектории | G90 G1 X0.5 Y0.5 F10 |
| G91 | Задание координат относительно последней введённой опорной точки | G91 G1 X4 Y5 F100 |
| G94 | F (подача) — в формате мм/мин. | G94 G80 Z100 |
| G95 | F (подача) — в формате мм/об. | G95 G84 X0 Y0 Z-10 R3 F1.411 |
Таблица технологических кодов
Технологические команды языка начинаются с буквы М. Включают такие действия, как:
- Сменить инструмент
- Включить/выключить шпиндель
- Включить/выключить охлаждение
Параметры команд
Параметры команд задаются буквами латинского алфавита
| X | Координата точки траектории по оси X | G0 X100 Y0 Z0 |
| Y | Координата точки траектории по оси Y | G0 X0 Y100 Z0 |
| Z | Координата точки траектории по оси Z | G0 X0 Y0 Z100 |
| E | Величина задержки в микросекундах | G04 E101 |
| F | Скорость рабочей подачи | G1 G91 X10 F100 |
| S | Скорость вращения шпинделя | S3000 M3 |
| R | Параметр стандартного цикла или радиус дуги (расширение стандарта) | G81 R1 0 R2 -10 F50 или G1 G91 X12.5 R12.5 |
| D | Параметр коррекции выбранного инструмента | M06 T1 D1 |
| P | Число вызовов подпрограммы | L82 P10 |
| I,J,K | Параметры дуги при круговой интерполяции | G03 X10 Y10 I0 J0 F10 |
| L | Вызов подпрограммы с данной меткой | L12 |
Пример
Обработка буквы W (вписанной в прямоугольник 34х27 мм, см рис.) на условном вертикально-фрезерном станке с ЧПУ, фрезой диаметром 4 мм, в заготовке из органического стекла:
| % | Начало программы | |
| N1 | G90 G40 G17 | Система координат абсолютная, компенсация на инструмент выключена, плоскость интерполяции XOY |
| N2 | G00 X2.54 Y26.15 | Переход в точку начала обработки |
| N3 | S500 F0.5 M3 | Выбрать режимы резания и включить привод главного движения |
| N4 | G01 Z-1.0 | Врезание в заготовку |
| N5 | G01 X5.19 Y 2.0 | Первый штрих буквы W |
| N6 | G01 X7.76 | Продолжение движения |
| N7 | G01 X16.93 Y26.15 | Второй штрих буквы W |
| N8 | G01 X18.06 | Продолжение движения |
| N9 | G01 X25.4 Y2.0 | Третий штрих буквы W |
| N10 | G01 X25.96 | Продолжение движения |
| N11 | G01 X32.17 Y 26.15 | Четвертый штрих буквы W |
| N12 | G00 Z12 | Отвод инструмента от заготовки |
| N13 | M5 | Выключить привод главного движения |
| N14 | M02 | Конец программы |
Дополнительная информация
- Симуляция работы программ на G-коде в реальном времени
- Real-Time 3D Graphics Simulation for G-code
- Overview of canonical machining functions
- G и M коды для СЧПУ Fanuc
Источник: www.gemma-st.ru
Инструкция по использованию G-code для 3D-печати: создание, редактирование, конвертация
Аддитивные технологии на современном уровне развития дают возможность пользователю создавать сложнейшие объекты, практически не вникая в суть техпроцесса. Тем не менее, пользователи 3D-принтеров часто интересуются тем, как работает G-code и как его наиболее эффективно использовать — это помогает глубже погрузиться в процесс и понять все тонкости.
Читайте нашу подробную инструкцию о командах G-code, чтобы узнать — что такое G-code для 3D-принтера и как с ним работать.
Что такое G-code?
G-code — условное наименование языка программирования устройств с числовым программным управлением (ЧПУ) и написанного на этом языке кода. Был создан компанией Electronic Industries Alliance в начале 1960-х. Программа, написанная с использованием G-code, имеет жесткую и последовательную структуру. В отличие от других языков программирования, в G-code нет циклов, функций и логических команд, т.е. оборудование выполняет ровно то, что подготовила программа, либо пользователь ручным набором.
Также важно понимать что все 3D-принтеры , фрезерные станки, CO2-станки и прочее станки ЧПУ работают практически на одном языке. Разница может быть сугубо в “богатстве языка”, т.е. количестве уникальных команд для того или иного типа устройств.
Основные команды языка
Основные команды языка начинаются с буквы G (отсюда и его название), это например:
— перемещение рабочих органов оборудования с заданной скоростью (линейное и круговое,
— выполнение типовых команд (таких, как запуск вентиляторов, нагревателей и т.д.),
— управление параметрами, системами координат ( абсолютное или относительное исчисление).
Также существует большое количество команд, что начинаются с букв M и T, они относятся к вспомогательным и используются в фрезерных станках и фрезерных обрабатывающих центрах.
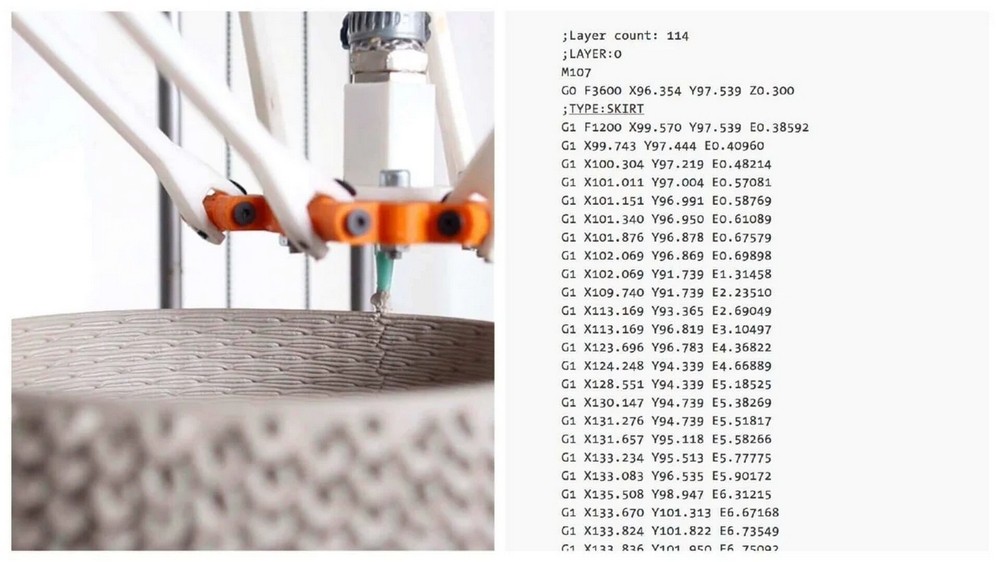
Каждая строка G-code содержит в себе конкретную команду и набор параметров, характеризующий само действие оборудования. Так, обычное перемещение во время печати может характеризоваться рядом параметров, таких как направление, время работы приводов, для перемещения на заданное расстояние, количество выдавленного пластика, скорость и ускорение.
Если раньше программировать действия станков приходилось вручную, то в наше время существует большое многообразие программ, что могут преобразовать загруженный 3D-объект в код управления, необходимый станку для создания этого объекта.
Для 3D-принтеров применяются программы, называющиеся слайсерами.
Такие слайсеры, как Cura, Simplify3D и множество подобных, помогают автоматизировать процесс написания кода управления, пользователю остается лишь использовать полученный с их помощью код. Возможная ручная корректировка сводится к коррекции одного или двух параметров, или поиску лишней команды. Теперь не требуется писать 100-200 строк кода, достаточно лишь сгенерировать код в слайсере и, если требуется, внести небольшие правки.
Для ручного внесения правок в G-code рекомендуем использовать бесплатную программу NotePad++. С её помощью можно найти вредоносную команду, пометить все её повторения в коде и удалить их.
Подробнее о командах читайте далее, в разделе “Популярные команды G-code”.
На какие принтеры можно загружать G-code?
Большинство популярных принтеров работает на G-code. Поскольку этот код можно генерировать в любых доступных слайсерах, таких как как Simplify3D, Cura, Chitubox, CreatWare, Slic3er, и легко редактировать в обычном блокноте или NotePad++, то пользователи самых доступных 3D-принтеров Anet A8, профессиональных 3D-принтеров Wanhao Duplicator 6 Plus и 3D-принтеров с двумя экструдерами Hercules Strong DUO могут перенастроить работу аппаратов для достижения оптимального результата.
Но бывают случаи, когда оборудование работает на зашифрованном G-code. Как пример — это Zortrax и их Слайсер Z-suite, что генерирует файл в расширении Z-code. Увы, такие файлы уже не открыть блокнотом и NotePad++, а сторонний слайсер с этим принтером использовать нельзя.
Принцип кодировки команд для 3D-принтера
Каждая строка G-кода — это команда, которую выполняет 3D-принтер. Если ваш принтер “делает что-то не так”, а механика его при этом исправна и настроена правильно, скорее всего дело в коде, где-то в него закралась неверная или находящаяся не на своем месте команда.
Рассмотрим типичную команду:
G1 X-9.2 Y-5.42 Z0.5 E0.0377
В этой кодировке содержится следующая информация:
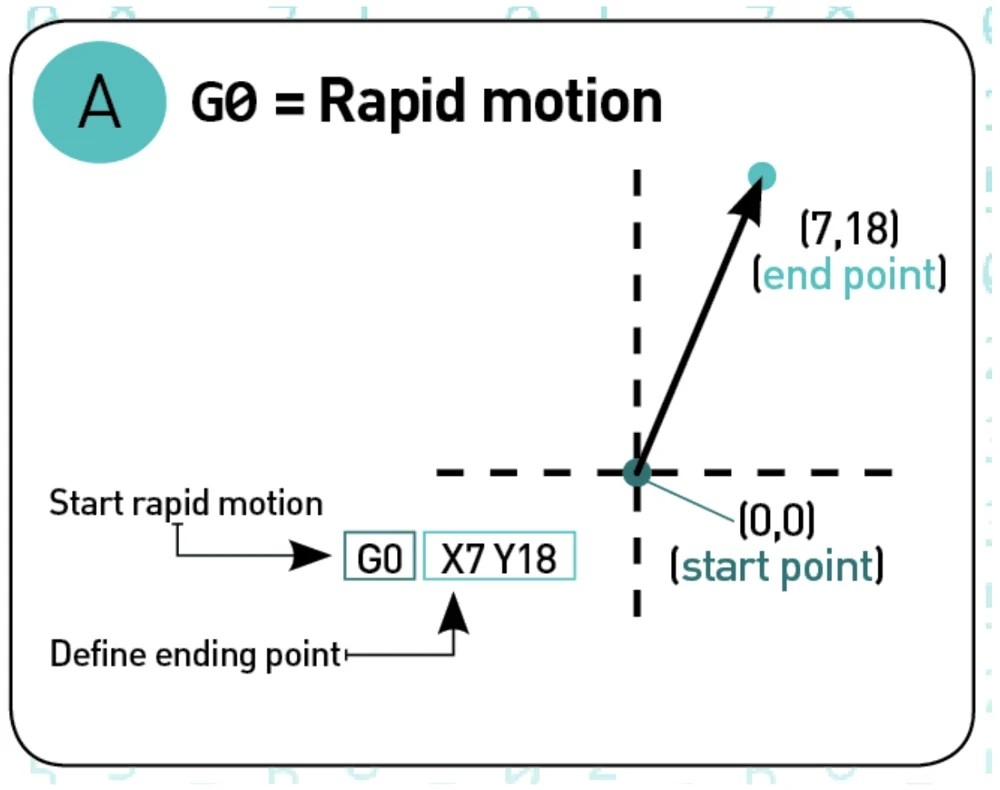
- G1 — перемещаться по прямой;
- Координата X — -9,2 мм;
- Координата Y — -5,42 мм;
- Координата Z — 0,5 мм;
- Экструзия — 0,0377 мм.
Как видно на примере, кодировка G-code имеет простой синтаксис. Разобраться в командах может любой пользователь и помнить их все не обязательно — достаточно иметь под рукой список.
Рекомендуем заглянуть в “Энциклопедию Тридэшника” Там можно найти описание и параметры большинства команд.
В каких случаях использовать G-code?
В абсолютном большинстве случаев слайсеры составляют корректный G-code, который обеспечит отличный результат в процессе печати, но существует несколько сценариев, когда оправдана ручная правка G-code.
Случаи, когда целесообразно переписать G-код:
- Точечные правки — если уже подготовлен для печати файл крупной сложной модели, но имеется ошибка в настройке слайсера и пользователь не может в этом разобраться. Иногда нужно вручную найти лишнюю команду и исправить её.
- Специальные настройки — выполнение 3D-принтером определенных действий, таких как изменение температуры экструдера в конкретные моменты времени, при печати деликатных/тонких или просто важных областей модели, если слайсер не имеет такого функционала.
- Решение проблемы — при печати крупной сложной детали могут возникнуть сложности на определенном этапе. Для устранения проблемы можно добавить специальную команду, например — включение или выключение обдува или добавление ряда своих команд.
Популярные команды G-code

G28 — вернуться в исходное положение
Эта команда сообщает 3D-принтеру о необходимости вернуться в нулевую точку. С этой команды начинается работа 3D-принтера, а также этой командой заканчивается печать. Печатающая головка перемещается в дальний угол печатной камеры, чтобы пользователь мог легко извлечь деталь.
G1 — линейное движение
С этой команды начинается около 95% строк в файле для печати. Команда G1 задает и направление перемещения печатающей головки. В этой же строке может содержаться команда E, которая указывает, сколько филамента (в миллиметрах) необходимо протолкнуть в сопло. Также в строке можно указать команду F, которая задает скорость движения в миллиметрах в минуту.
Пример: G1 X30 E10 F1800 — протолкнуть 10 мм филамента в экструдер, пока печатающая головка перемещается на 30 мм по координате X со скоростью 1800 мм/мин.
G92 — установить текущее положение
Команда задает текущее положение осей. Одно из наиболее распространенных применений команды — это ось E (положение филамента). Если переопределить текущее положение нити, то все будущие команды будут определяться по новому значению. Обычно это делается в начале каждого слоя.
Пример: G92 E0 — установить текущее положение нити в качестве нулевого.
M104 и M109 — температура экструдера
Команды M104 и M109 задают температурные значения в градусах Цельсия (S) для экструдера (экструдеров). При использовании команды M104 3D-принтер может производить другие действия в процессе нагрева. Команда M109 указывает принтеру не предпринимать других действий, пока не будет достигнута заданная температура. При использовании 3D-принтера с двумя экструдерами используются команды T0 для установления температуры правого экструдера и T1 — для левого.
Пример: M104 S190 T0 — начать разогревать правый экструдер до температуры 190 °C.
M140 и M190 — температура рабочего стола
Эти команды указывают на необходимость нагреть рабочий стол до заданной температуры в градусах Цельсия (S). Аналогично примеру выше, команда M140 будет выполняться 3D-принтером одновременно с другими процессами, а команда M190 указывает на необходимость ожидания, пока рабочий стол не будет нагрет до заданной температуры.
Пример: M140 S50 — разогревать рабочий стол до 50 °C.
M106 — скорость вращения кулера
Эта команда задает скорость вращения кулера, который охлаждает изделие. Скорость вращения (S) устанавливается в диапазоне значений от 0 (выключен) до 255 (максимальная скорость).
Пример: M106 S128 — включить кулер на скорости 50%.
Как отредактировать G-code?

Для редактирования G-code можно использовать различные оффлайн- и онлайн-программы. Рассмотрим основные инструменты.
Notepad++
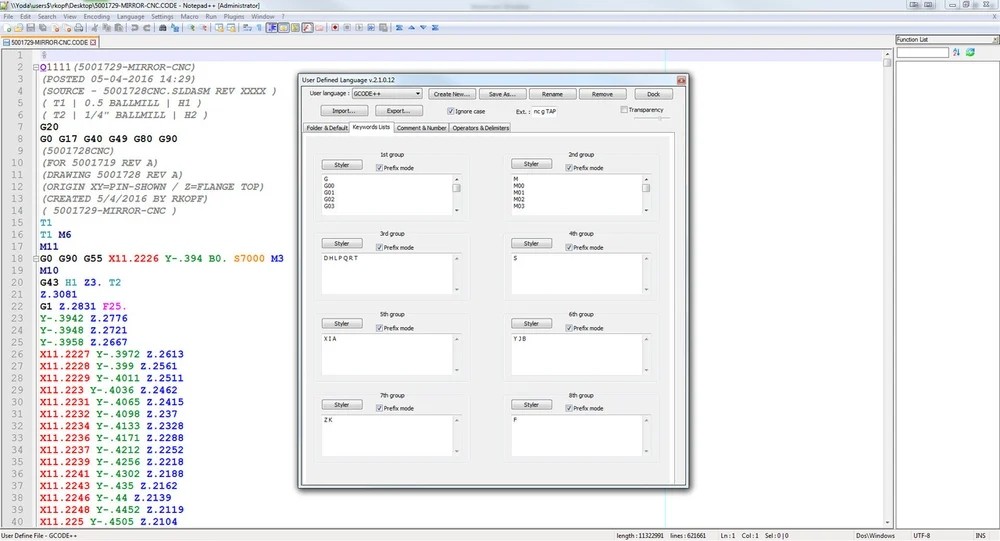
Бесплатная программа, в которой можно настроить выделение синтаксиса G-code. ПО доступно для ОС Windows.
gCodeViewer
Облачное приложение, которое оптимизировано для создания команд для 3D-принтеров. Среди специфических функций — послойный просмотр изделия в 2D-режиме.
Simplify3D

Популярный слайсер, имеет собственный редактор G-code. Пользователю доступно создание автоматических сценариев, например — стандартное выполнение 3D-принтером определенных действий в начале и в конце процесса печати.
Итоги
Использование языка программирования G-code не только насущно необходимо, но и способствует пониманию 3D-печати. Пользователь не обязан следовать рекомендациям производителей филамента или 3D-принтера, чтобы получить идеально напечатанный объект. Экспериментируя с настройками слайсеров и возможностью ручного редактирования команд G-кода, пользователь может получить любой результат, опираясь на собственный опыт работы с различными материалами и свою фантазию.
Источник: top3dshop.ru