
Презентация на тему: » Программирование для станков с ЧПУ Пример разработки листа КП/ДП Усачев Ю.И., МГУПИ, каф ТИ 1.» — Транскрипт:
1 Программирование для станков с ЧПУ Пример разработки листа КП/ДП Усачев Ю.И., МГУПИ, каф ТИ1
2 Последовательность разработки УП Анализ чертежа детали Разработка РТК (расчётно- технологической карты)- расчет УП Разработка УП
3 Условия разработки РТК РТК разрабатывается, если подготовка и (расчет) управляющей программы будет выполняться вручную (без применения ЭВМ).
4 Последовательность разработки РТК Выбор (разработка) структуры операции Расчет координат опорных точек контура детали Разработка карт эскизов наладок операции (разработка последовательности формирования поверхностей детали) Расчет координат опорных точек траектории движения РИ Оформление РТК
5 Типовые компоновки станков с ЧПУ Токарные станки с одним суппортом (револьверной головкой) )
6 Типовые компоновки станков с ЧПУ Токарные станки с двумя суппортами (револьверными головками)
Написание управляющей программы для токарного станка с ЧПУ стойки Fanuc,цикл G71,G70,G83,G76 Урок 1
7 Типовые компоновки станков с ЧПУ Токарные станки с тремя суппортами (револьверными головками)
8 Типовые компоновки станков с ЧПУ Фрезерные (сверлильно -фрезерно-расточные) станки с ЧПУ (три управляемые координаты)
9 Типовые компоновки станков с ЧПУ Сверлильно-фрезерно-расточные станки с ЧПУ (пять управляемых координат)
10 Типовые компоновки станков с ЧПУ Сверлильно-фрезерно-расточные станки с ЧПУ с функцией точения (пять управляемых координат)
11 Направление движения осей станка
12 Стандартные системы координат в станках с ЧПУ
13 Выбор начала координат Абсолютное начало координат может быть выбрано в любом месте в пределах рабочих ходов исполнительных органов станка (для удобства составления программ и наладки станков). Такое начало координат называется «плавающим нулем» или «смещением нуля» обработки; при этом расчет производится в системе координат детали.
14 Варианты определения координат опорных точек контура детали На основе аналитических расчетов На основе аналитических расчетов На основе геометрических построений, с использованием одного из графических редакторов (Autocad, Компас Т-Flex и т.д.) На основе геометрических построений, с использованием одного из графических редакторов (Autocad, Компас Т-Flex и т.д.) Заданием геометрических элементов и точек пересечения на экране монитора УЧПУ Заданием геометрических элементов и точек пересечения на экране монитора УЧПУ Программно путем описания геометрических объектов с помощью встроенного языка геометрического программирования Программно путем описания геометрических объектов с помощью встроенного языка геометрического программирования
15 Аналитические расчеты Координата y А = 100 мм (В системе координат Х 1 ОY 1 y А1 = 40 мм) Координата x А равна x А = x В + x А1, где x А1 – координата х точки А в системе Х 1 ОY 1, которая может быть определена из совместного решения двух уравнений y 1 = 40; x y 1 2 = R70 2 x 1 = 57,45. Тогда x А = 107,45 мм.
16 Геометрические построения в графической среде «Компас» Координаты точки А: xА = 107,45 мм. yА= 100 мм.
17 Задание геометрических элементов на экране монитора УЧПУ
18 Оформление РТК РТК составляется на основании: расчётов координат опорных точек; режимов резания; принятых технических решений. РТК содержит необходимыми пояснениями законченный проект обработки заготовки на станке с ЧПУ в виде графического изображения траектории относительного движения инструмента на каждом переходе с необходимыми пояснениями
19 Исходные данные для разработки РТК (пример) Оборудование – токарный станок с ЧПУ мод. ТВС- 100А Устройство числового программного управления (УЧПУ) – NC 210; Дискретность рабочих ходов по осям X,Y – 0,001 мм; Заготовка – пруток калиброванный Ø 42 ГОСТ Материал – 12Х18Н10Т ГОСТ Шероховатость поверхностей Ra= 2,5 мкм; Точность размеров — IT12;
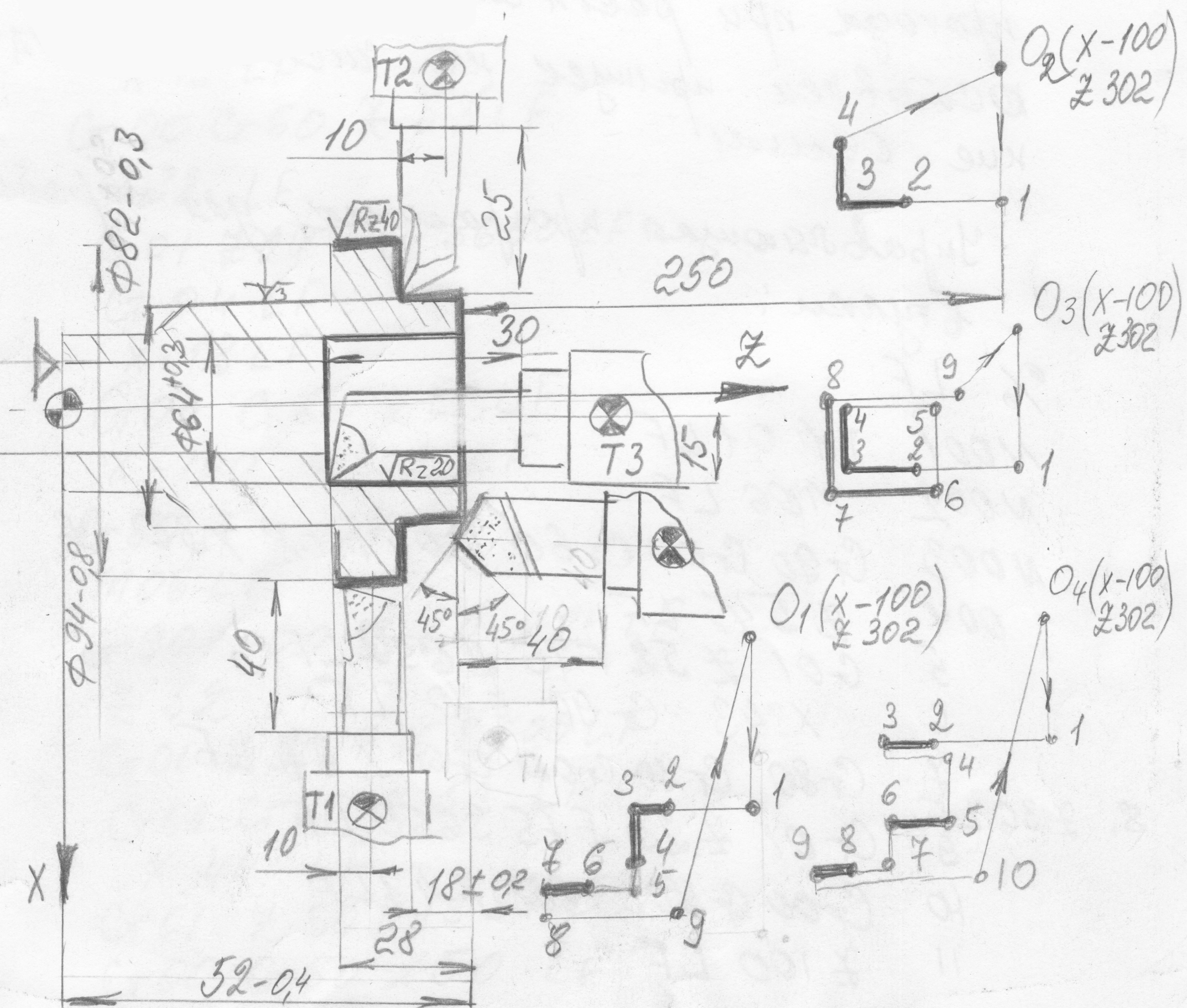
20 Определение координат опорных точек контура детали
21 Разработка эскизов наладки операции Схема установки заготовки и положение нулевой точки инструмента относительно нулевой точки детали
24 Точение наружной поверхности
27 Инструмент для обработки детали Для выполнения переходов применяется комплект инструментов, включающий: Т1.1 — Сверло спиральное Ø16 – R L20-21; Т2.2 — Резец подрезной — PCLNR 2525 M 12 Т3.3 — Резец прорезной — RF Т4.4 — Резец расточной — S12M – STFCR 09 Т5.5 — Резец отрезной — RF M1
28 Режимы резания N пер N инстр. N оп.т. Режимы резания t, ммiSo,мм/обSм, м/мин n,об/минV, м/мин 1Т , ,25 2Т , Т , ,3 0, ,5 125,6 4Т , ,15 0, Т , ,5
29 Форма таблицы РТК
31 Общие характеристики системы ЧПУ NC одновременно управляемых осей: плоскость круговой интерполяции может быть применена к любой паре осей; наличие винтовой интерполяция; сочетание круговой интерполяции с линейными и вращательными движениями; точность интерполяции в пределах одного микрометра на метр радиуса; датчики установки положения с разрешающей способностью 0,1 мкм, оптические линейки; автоматическое управление векторной скоростью на профиле; управление ускорением и замедлением при круговой интерполяции; автоматическое замедление на углах; динамическая оптимизация скорости на профиле; память конфигурируемого перехода (максимально 64 кадра) для непрерывной обработки
32 Программирование УП моделью УЧПУ Конкретная методика кодирования информации УП определяется моделью УЧПУ и ее возможностями. Способы программирования станков с ЧПУ: абсолютный абсолютный (задаются значения координат опорных точек траектории); относительный относительный (задаются приращения по координатам между опорными точками ).
33 Формат кадра УЧПУ NC210 N04 G02, X/Y/Z/A/B/C/U/W/V/P/Q/D+05.4,R+05.4,I/J/K+05.4, F05.2, S05.2, T04.4, M02, H02. Ведущие нули при записи кадров УП во всех словах разрешается опускать. В приведенном формате N04 четырехзначный номер кадра (N1 до N9999) Следующий элемент записи G02 двузначная подготовительная функция (G0(G), G1, G2…G99) Элемент записи размерных перемещений, например X+05.3, означает перемещение по оси X со знаком «плюс» или «минус» -знак плюс можно опускать(D – величина коррекции) Элемент F05.2 функция подачи, S05.2 функция главного движения. Значащие цифры: пять слева от десятичной запятой и две справа; нули после запятой и впереди можно опускать Следующие элементы записи: Т04.4 функция обозначения инструмента и корректора М02 двузначная вспомогательная функция. Н02 – параметр постоянного цикла
34 Программирование первого перехода %01 N1 S1000.F100.N1.1.M6 N2 GХ0. N3 G81 R4.Z-29.M3 N4 G80 Z100.X200.M5
35 Программирование второго перехода N5 F300.T2.2.M6 N6 G G60 X48.Z0.M3 N7 G1 X15. N8 G X200.Z100.M5
36 Программирование третьего перехода(вариант 1) N9 S800.F240.T3.3.M6 N10GG60X42.5Z0.2M3 N11G1X40.5 N12GX42.5 N13G1Z-5. N14X31.4 N15GX42.5 N16G1Z-10. …… N31G1X20.1Z20. N32GX200.Z100.M5
37 Программирование третьего перехода(вариант 2-язык GTL) N9 p1=Z0.2X40 N10 l1=p1,a0 N11 l2=Z-2.2X40.a90 N12 l3=Z-3.25X31.5,a-15 N13 p2=X20.1Z26. N13 l4=p2,a180 N14 S800.F240.M6 M3 N15 (DFP,1) N16 G21p1 N17 l1 N18 l2 N19 r3 N20 l3 N21 l4 N22 G20p2 N23 (EPF) N24 G X200Z100M5 N25 (SPF,X,1,5)
38 Программирование четвертого перехода(язык GTL) N26 p3=Z0X40 N27 l5=p3,a90 N28 l6=X29.2Z-2.22,a-15 N29 l7=X17.Z25,a90 N30 p4=X0Z25 N31 l8=p4,a0 N32 S1400.F210.T4.4.M6M3 N33 (DFP,2) N34 G21,p3 N35 l5 N36 r3 N37 l6 N38 l7 N39 G20,p4 N40 (EPF) N41 G X200.Z100M5 N42 (SPF,Z,2,3)
39 Программирование пятого перехода N43 F80.S800.T5.5.M6M3 N44 G G60 X42.5.Z-25. N45 G1 X0. N46 G X200.Z100.M5
40 Расчетно-технологическая карта и УП
41 Пример использования коррекции радиуса инструмента Ni G1 G42 X Y40.F200. N(i+1) G2 X Y35. I J25. Ni G1 G41 X Y40.F200. N(i+1) G2 X Y35.
I J25.
42 Пример программирования функций G40,G41,G42
43 Пример программирования с компенсацией радиуса инструмента
44 Пример программирования постоянного цикла сверления
45 Спасибо за внимание Кафедра ТИ1,2007 г.
Источник: www.myshared.ru
Пример уп для токарного станка с чпу
Пример управляющей программы ЧПУ / CNC programming examples
52 Справочник SIEMENS 2012 Программирование систем ЧПУ Sinumerik 840D sl 828D Основы Стр.52
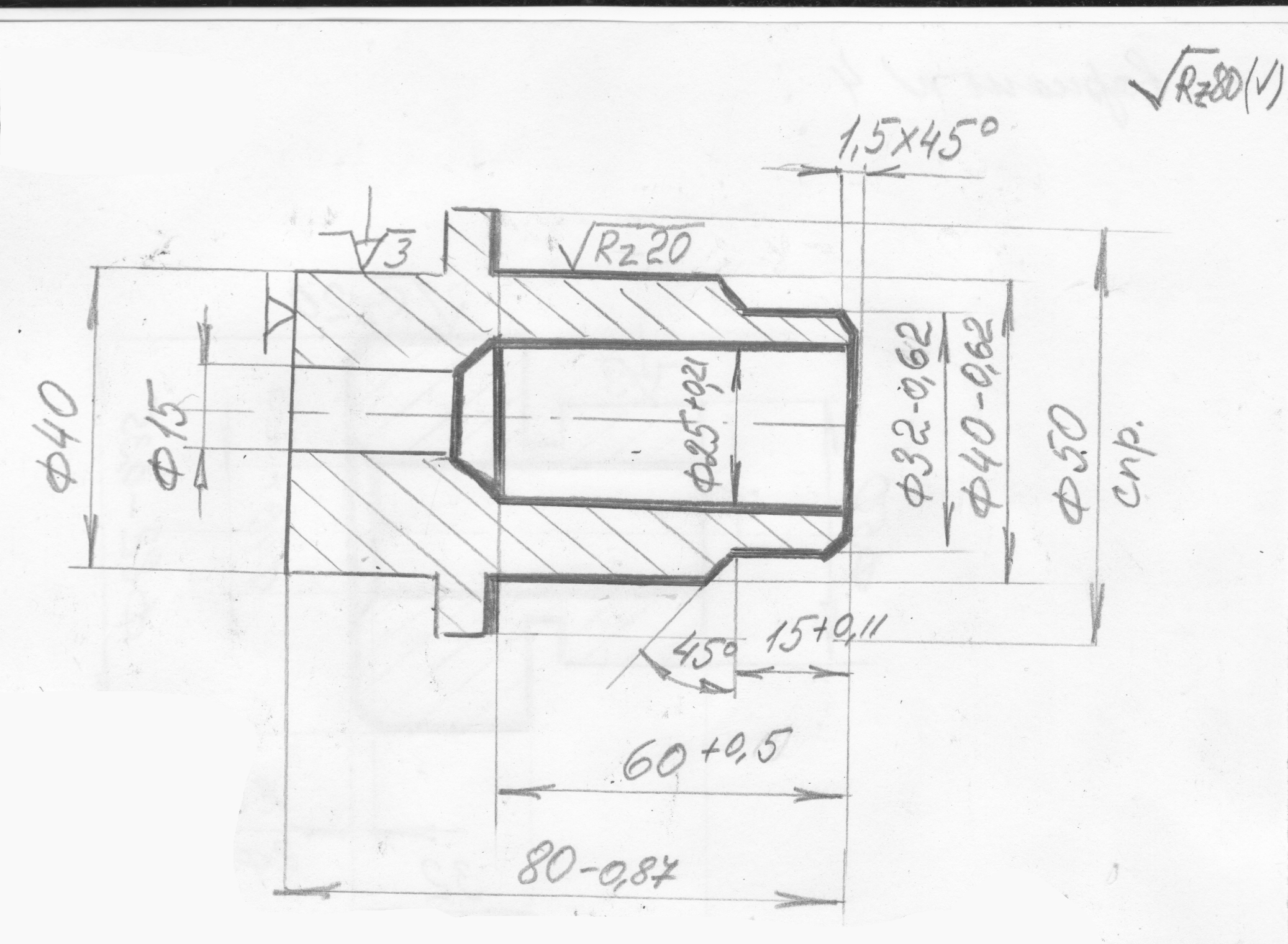
Пример написания токарной программы ЧПУ Он содержит программирование радиуса и коррекцию радиуса инструмента Представлен чертеж детали
Пример написания токарной программы ЧПУ Он содержит программирование радиуса и коррекцию радиуса инструмента Представлен чертеж детали _ Примечание Для того чтобы программа работала на станке должны быть правильно установлены машинные данные ( изготовитель станка ). Габаритный чертеж детали — 15 18 20 40 57 60 62 70 80 Изображение 3-1 Вид сверху Создание программы ЧПУ 3.4 Примеры программы 3.4.2 Пример 2 Программа ЧПУ для токарной обработки Пример программы 2 предназначен для обработки детали на токарном станке.
53 Справочник SIEMENS 2012 Программирование систем ЧПУ Sinumerik 840D sl 828D Основы Стр.53
Пример простой ЧПУ программы Siemens Sinumerik 840D для токарной обработке на металлорежущем оборудовании с краткими комментариями
Пример простой ЧПУ программы Siemens Sinumerik 840D для токарной обработке на металлорежущем оборудовании с краткими комментариями _ Стартовая точка Смещение нулевой точки Ограничение числа оборотов (G96) Выбор постоянной скорости резания Выбор инструмента и коррекции Подвод инструмента в рабочее положение с коррекцией радиуса инструмента Обтачивание радиуса 10 Обтачивание радиуса 3 Обтачивание радиуса 3 Обтачивание радиуса 3 Отключение коррекции радиуса инструмента и подвод к точке смены инструмента Вызов инструмента и выбор коррекции Выбор постоянной скорости резания Подвод инструмента в рабочее положение с коррекцией радиуса инструмента Обтачивание диаметра 50 Обтачивание радиуса 8 Отвод инструмента и выключение коррекции радиуса инструмента Переход к точке смены инструмента Конец программы Основы 2 3.4 Примеры программы Программный код Комментарий N5 G0 G53 X2 8 0 Z380 D0 N10 TRANS X0 Z2 5 0 N15 LIMS4000 N20 G96 S2 5 0 M3 N25 G9 0 T1 D1 M8 N30 G0 G42 X-1.5 Z1 N35 G1 X0 Z0 F0.25 N40 G3 X16 Z-4 I0 K-10 N45 G1 Z-12 N50 G2 X22 Z-15 CR3 N55 G1 X24 N60 G3 X30 Z-18 I0 K-3 N65 G1 Z-2 0 N70 X35 Z-40 N75 Z-57 N80 G2 X41 Z-60 CR3 N85 G1 X4 6 N90 X52 Z-63 N95 G0 G40 G97 X100 Z50 M9 N100 T2 D2 N105 G96 S210 M3 N110 G0 G42 X50 Z-60 M8 N115 G1 Z-7 0 F0.12 N120 G2 X5 0 Z-8 0 I6.245 K-5 N125 G0 G40 X100 Z50 M9 N130 G0 G53 X280 Z380 D0 M5 N135 M30 Создание программы ЧПУ Пример программы
56 Справочник SIEMENS 2012 Программирование систем ЧПУ Sinumerik 840D sl 828D Основы Стр.56
Листинг примера программы Sinumerik 840D в руководстве по программированию Программный код и комментарии Предварительный выбор инструмента
Листинг примера программы Sinumerik 840D в руководстве по программированию Программный код и комментарии Предварительный выбор инструмента _ с именем PF60. Установить инструмент в шпиндель. Число оборотов направление вращения охлаждение вкл. Первичные установки геометрии и подвод к стартовой точке. Ось Z на безопасное расстояние.
Поведение при активной G41 G42. Фреза на глубине контакта с подачей3 0 0 0мм/мин. Включение коррекции радиуса фрезы. Движение по контуру с подачей12 0 0мм/мин. Выключение коррекции радиуса фрезы. Подъем фрезы шпиндель + охлаждение выкл.
Предварительный выбор инструмента с именем SF10. Установить инструмент в шпиндель. Число оборотов направление вращения охлаждение вкл. Первичные установки геометрии и подвод к стартовой точке. Вызов цикла фрезерования кармана. Подъем фрезы шпиндель + охлаждение выкл.
Вызвать центровое сверло 6 мм. Точный останов G60 из-за N160 M6 Пример программы 3 Программный код Комментарий N10 T»PF60″ N20 M6 N30 S2000 M3 M8 N40 G9 0 G64 G54 G17 G0 X-72 Y-72 N50 G0 Z2 N6 0 G4 5 0 CFTCP N70 G1 Z-10 F3000 N80 G1 G41 X-4 0 N90 G1 X-4 0 Y3 0 RND10 F1200 N100 G1 X4 0 Y3 0 CHR10 N110 G1 X4 0 Y-3 0 N120 G1 X-41 Y-30 N130 G1 G4 0 Y-72 F3000 N140 G0 Z200 M5 M9 N150 T»SF10″ N170 S2800 M3 M8 N180 G9 0 G64 G54 G17 G0 X0 Y0 N190 G0 Z2 N2 0 0 POCKET4(201-515000008001300021520.5) N210 G0 Z2 0 0 M5 M9 N220 T»ZB6″ N230 M6 N240 S5000 M3 M8 N250 G9 0 G6 0 G54 G17 X25 Y0 Создание программы ЧПУ Примеры программы
225 Каталог KORLOY 2013 Металлорежущий инструмент и инструментальная оснастка Стр.
Иллюстрация современного токарного инструмента со сменными режущими пластинами для наружного профильного точения на металлорежущих станках Фото из каталога
Иллюстрация современного токарного инструмента со сменными режущими пластинами для наружного профильного точения на металлорежущих станках Фото из каталога _ Токарная стандартная ISO державка Korloy с механическим креплением сменной режущей твердосплавной пластины повышенной жесткости Металлорежущий инструмент южнокорейского производителя крупным планом
Составление программы для токарного станка ЧПУ с примером
Для того чтобы обработать деталь на станке с ЧПУ, требуется составить программу, которая представляет собой группу команд, которые выражаются в цифровых параметрах, токарным и фрезерным машинам задается план работы.
Для того чтобы обработать деталь на станке с ЧПУ, требуется составить программу, которая представляет собой группу команд, которые выражаются в цифровых параметрах, фрезерным машинам задается план работы.
Разработка плана действий машин с ЧПУ начинается с построения координатных лучей, на которых с помощью числового кода распределяются точки, по ним будет проводиться действие рабочих элементов. Созданием управляющей программы для фрезерного станка занимается инженер-программист.
Система координат
Составление программы для токарной и фрезерной машины требует определенных знаний. Для станков с цифровым управлением программу нужно составлять на декартовой координатной системе, которая включает в себя три луча, исходящие из одного центра и расположенные в пространстве перпендикулярно друг другу. Направление координатных осей задает программу для движения режущего элемента. Оси X, Y, Z распределяют в пространстве согласно определенным правилам:
- Z – совмещается с осью движения шпинделя, она направляется от крепежного элемента обрабатываемой детали к режущему элементу, она направляется как вертикально, так и горизонтально;
- ось Х представляет собой горизонтальный луч, при горизонтальном положении оси Z, ось Х пролегает вправо от левого края передней части станка, где располагается пульт, если же она лежит вертикально, то Х направляется вправо относительно токарному станку, его передней плоскости, если повернуться к ней лицом;
- чтобы определить положение оси Y, ось Х поворачивают на 90 градусов относительно оси Z.
Точка пересечения лучей является началом отсчета. Чтобы на координатной системе задать точку, следует отметить ее числовое выражение на каждом луче.

Рабочий процесс
В ходе фрезерования приходится оперировать сразу несколькими системами координат, предполагается наличие нескольких центров. Управляющая программа для станков – это сложная система, ее написание – ответственный процесс. Рабочий процесс определяется следующими точками:
- нулевая точка (М), она задается производителем и не подлежит изменению;
- нулевая точка (R), ее координаты постоянны, в момент включения машины инструмент должен располагаться в начальной точке;
- нулевая точка закрепляющего элемента инструмента (N) также неизменна, ее задает производитель, в момент отладки машины, верхняя часть режущего элемента, зафиксированного в держателе, замеряется и выставляется в нулевой точке;
- нулевая отметка заготовки (W) на станке имеет свободное расположение, оно зависит от того, какой вид обработки будет произведен, W может меняться, если деталь нужно будет обработать с обеих сторон;
- точка замены (Т), в этой точке производится замена инструментов, параметры задает программист, если устройство смены инструмента имеет вид револьверной головки, также она может быть постоянной, если фрезерный станок оснащен системой для автоматической смены инструмента.
Центр координатной системы является начальным пунктом. Современные токарные и фрезерные обрабатывающие системы работают по специальной программе. Программное обеспечение создается программистами-инженерами, при их составлении следует учесть специфику предстоящей работы.
Пример программы
Ознакомление с программами для работы со станками позволить понять процесс точения, научиться обработке деталей на фрезерных машинах. В качестве примера можно использовать фрагмент программы для станков с ЧПУ, которая составлена для обработки детали, устанавливаемой на станок. Требуется на токарных станках получить деталь с радиусом в 50 и уступом – 20 мм. В левой колонке указание программного кода, а в правой его расшифровка. Обработка детали производится согласно следующему примеру:
- N20 S1500 M03 – шпиндель, работающий со скоростью 1 500 оборотов в минуту, движение по часовой стрелке;
- N25 G00 X0 ZO – начало работы;
- N30 X20 – отход режущего инструмента по заданным параметрам;
- N40 G02 X60 Z – 40/50 F0,5 – движение резца по указанным в программе координатам;
- N50 G00 Z0 X0 – перемещение в исходное положение;
- M05 – выключение шпинделя;
- М30 – стоп программа.

Перед началом работы проводится подготовка: резец фиксируют в начальной точке заготовочного элемента, затем потребуется обнулить параметры. Примеры программ позволяют понять, как работает система, как они управляют машиной.
Ознакомление с примерами управляющих программ поможет начинающему программисту познать азы управления станком.
Токарный и фрезерный станки с софт управлением представляют собой программу, которая характеризуется технологической гибкостью. Это свойство позволяет по окончании обработки одной детали мгновенно перейти к обработке следующего изделия. Для того чтобы станок начал точение, программисты должны написать программу, где информация закодирована в числовом виде.
На примере программы для токарного станка с ЧПУ, можно проследить, как работает система. Управляющие программы влияют на качество работы, к их составлению стоит подходить со всей ответственностью. Современная токарная и фрезерная машина функционирует только на основе программ. Лидером автоматизированного оборудования является японская компания Фанук.
Круговая интерполяция G02, G03 на токарном станке. Примеры программ.

В этой статье объясняется использование кода G02 G03 на токарном станке G. G код G02, G03 используются для круговой интерполяции в CNC станках.
Для фрезерных станков команды G02 (Круговая интерполяция по часовой стрелке) и G03 (Круговая интерполяция против часовой стрелки) имеют несколько иное значение, не смотря на схожий принцип действия. Для того чтобы понять разницу между написанием программ для токарного и фрезерного станков, приведу несколько не сложных примеров программирования токарного станка с ЧПУ.
Пример №1 программирования токарного станка с ЧПУ Fanuc
Пример №2 программирования G02 G03 на токарном станке
G-код G02 G03 Пример программы I K с кодом G02 G03
Пример №3. Круговая интерполяция G02 G03 на токарном станке
Вы можете использовать R или IK с G-кодами G02 / G03, см. N80 в обоих примерах программ с ЧПУ
Пример №4 программирования станка ЧПУ G-код G02
Объяснение G-кода
G02 Пояснение
G02 имеет некоторые значения в блоке программирования ЧПУ, такие как x, z, I, K.
- X: конечная точка дуги по оси x.
- Z: конечная точка дуги по оси z.
- I: расстояние от начальной точки дуги до центра дуги по оси x.
- K: расстояние от начальной точки дуги до центра дуги по оси z.
Программа №5 для токарного станка с ЧПУ. Круговая интерполяция G03
Описание
I Расчет для круговой интерполяции G03
I — это расстояние от начальной точки дуги до центра дуги по оси x. Это значение указывается не в диаметре, а в качестве значения радиуса, поэтому
- Найдите начальный диаметр, он равен 11
- Теперь сделайте значение радиуса, разделив его на 2, например, 11/2 = 5,5.
- Это простой пример того, как расстояние от центра дуги до центра детали задается, иначе мы должны его вычислить.
- Итак, теперь просто добавьте 2,5 к 5,5, рассчитанным ранее: 2,5 + 5,5 = 8.
- Это значение I 8, это расстояние от начальной точки дуги до центральной точки туза.
Расчет K для круговой интерполяции G03
K — расстояние от начальной точки дуги до центра дуги по оси z.
- В этом примере это просто, вам просто нужно вычесть 21 из 15, например 21-15 = 6.
- Таким образом, значение от начальной точки дуги до центральной точки дуги по оси Z равно 6.
Круговая интерполяция G02 G03 на токарном станке
Источник: umelyeruki.ru
Разработка УП обработки детали на токарном станке с ЧПУ
Цель работы: научиться составлять эскиз наладки, составлять циклограмму движения инструмента и управляющую программу при токарной обработке. При этом назначать глубину резания, подачу и скорость резания в зависимости от припуска на обработку и марки материала.
Пояснение к практической работе
Пример обработки втулки на токарном станке с ЧПУ:
Резец Т1 подрезает торец выдерживая  и обтачивает диаметр
и обтачивает диаметр  .
.
Резец Т2протачивает  и подрезает торец выдерживая
и подрезает торец выдерживая  .
.
Резец Т3 растачивает отверстие в два прохода, с припуском на чистовой проход 0,6 мм.
Резец Т4 снимает фаски с внутреннего отверстия и двух обточенных диаметров.
Глубина резания на всех поверхностях t=1,5 мм, за исключением второго прохода при растачивании отверстия, где оставлен припуск на чистовое растачивание 0,6 мм.
Управляющая программа для обработки втулки:
Варианты для выполнения практической работы №5
1) подрезать торец

2) обточить поверхность в два прохода

3) обточить поверхность

4) обточить поверхность

5) проточить канавку 2±0,125 диаметром
6) снять фаску 0,7×45° и проточить острые кромки


1) Подрезать торец в размер
2) Рассверлить отверстие  длиною
длиною 
3) Обточить  выдерживая
выдерживая  и
и 
4) Обточить  в два прохода с подрезкой торца в размер
в два прохода с подрезкой торца в размер
Задание смотри вариант №2 с изменёнными размерами:
| Вариант №2 | Вариант №3 |
      |
      |


1) Подрезать торец в размер

2) Расточить отверстие
3) Снять фаску в отверстии 2×45°

4) Обточить
5) Снять фаску 2×45°
Задание смотри вариант №4 с изменёнными размерами:
| Вариант №4 | Вариант №5 |
    |
    |
Задание студентам: При домашней подготовке изучить переходы токарной обработки, подготовительные , вспомогательные функции, способы задания технологических команд, при этом назначать глубину резания, подачу и скорость резания в зависимости от припуска на обработку и марки материала. На эскизе показать циклограмму движения инструмента, начиная с нулевой точки. Инструмент показать в рабочем положении с изображением циклограммы движения начиная с нулевой точки.
Контрольные вопросы: 1.Как производится коррекция программы?
2. Какие выполняются переходы обработки отверстия для получения 7 класса чистоты?
3. Перечислите виды токарных резцов.
4. Как обозначаются установочные базы?
Литература: « Программирование для автоматизированного оборудования» Под редакцией Ю.М. Соломенцева.М. Высшая школа.2003 Стр.262-309.
Практическая работа №6
Дата добавления: 2018-02-28 ; просмотров: 2875 ; Мы поможем в написании вашей работы!
Поделиться с друзьями:
Источник: studopedia.net