
Всего существует два варианта вызова вспомогательных подпрограмм из основной программы. Если вспомогательная программа необходима для того чтобы вызываться из главной и выполнять какие то постоянные операции, например сверление отверстий, но при этом, данная программа не имеет в себе параметрических функций, логических операторов, переменных значений координат, и других особенностей, используют вызов подпрограммы M98 (subroutines).
Такие программы вызываемые с помощью вспомогательного кода M98 называются подпрограммами (не макропрограммами). Они могут содержать в себе, только некоторые простейшие операции макропрограммирования, такие как, например: присваивание переменой значения, либо присваивание одной переменной значения другой переменной (#100 = 100; #100 = #101). Макропрограммы тоже являются подпрограммами, разница лишь заключается в том, что они могут включать в себя работу с пользовательскими переменными значений, системными переменными. Могут содержать работу с арифметическими операторами, операторами повторения цикла. Если макропрограмма использует локальный тип переменных, в таком случае она также вызывается отдельно из главной подпрограммы кодом G65 в специальном формате ввода данных.
Обучение работе на станках с ЧПУ. «С нуля» до первой детали
Итак, разберем подробнее два типа программ, из формат вызова из главной управляющей программы, имеется ли возможность написать данные программы и запустить отдельно, не вызывая их как дочерние из главных программ. И в чем все таки разница подпро-грамм (subroutines) и (macroprogrammes).
Подпрограммы – это вспомогательные программы, не содержащие в себе макро-операторов, отдельно записанные на носитель информации в системе ЧПУ как автономная управляющая программа, которая только может быть вызвана из главной управляющей программы вспомогательным кодом M98. Формат ввода кадра вызова подпрограммы –
M98 P0001
— где M98 – вспомогательный код вызова подпрограммы,
— Р0001 – имя вызываемой подпрограммы, заранее записанной на носителе информации в системе ЧПУ.
Стоит отметить, что при команде вызове подпрограммы указывается буква P , однако вызываемая программа имеет букву O в начале. Т.е. чтобы из главной программы вызвать подпрограмму с именем файла O0001, необходимо записать строку в формате P0001. При считывании данного кадра стойка ЧПУ передает управление выполнению вспомогательной подпрограммы O0001. При чтении подпрограммы, кадры с кодами считываются построчно в стандартном порядке увеличения кадров от N10 к максимальному кадру. Обязательным условием является вспомогательный код выхода из подпрограммы – M99. Рассмотрим более детально на примере:
Главная программа:
O1100011 — имя главной программы
N10 G17 G21 G90 — строка безопасности 1
N20 G54 G40 G49 G80 — строка безопасности 2
N30 M98 P0001 — вызов подпрограммы
N40 G04 P1000 — задержка 1 сек, 1 кадр выполняемый после возврата из подпрограммы
N50 M30 — конец главной программы
Вызванная подпрограмма:
O0001 — имя подпрограммы
(‘SUBROUTINES – MILL 200MM”) – коммент.
N10 M06T1 — смена инструмента
N20 M03 S5000 — вращение шпинделя
N30 G43 H1 — вызов компенсации H
N40 G00 X200. Y200. — переход в точку P0
N50 G01 Z-10. F1000 — врезание в заготовку
N60 G01 X400. F5000 — фрезерование
N70 G01 Z5. F3000 — выход из заготовки
N80 M05 — останов шпинделя
N90 G91 G28 Z0. — возврат в 0 позицию Z
N100 G91 G28 X0. Y0. — в позицию XY
N110 M99 — конец подпрограммы, переход на следующий кадр N40 главной программы, после кадра N30 с вызовом подпрограммы.
Как мы видим, в подпрограмме не используются вспомогательные операторы, которых мы не знаем, один и тот же язык ISO-7, те же вспомогательные и подготовительные коды. Единственная разница неспособность данных программ работать автономно, без вызова с главных программ, так как в конце подпрограмм стоит код M99, который выполняет многозначное действие, в данном случае это выход из подпрограммы, и переход в главную программу.
Если все таки, запустить данную программу отдельно на станке в режиме MEM (AUTO) то по окончанию выполнения всех кадров, стойка ЧПУ прочитает последний код подпрограммы как замкнутый цикл, который также создается с помощью вспомогательного кода M98, в данном случае такая программа не остановится никогда, такой ввод является некорректным. Если же оператору станка необходимо запустить данную подпрограмму отдельно от главной программы, то есть автономно, он может перейти в режим редактирования управляющей программы EDIT в системе ЧПУ, и изменить в подпрограмме последнюю строку M99 на M30.
Вспомогательный код M30 остановит выполнение подпрограммы, главной программы, либо макропрограммы, которые мы также рассмотрим в данном разделе книги, при этом известит нас специальным сигнализатором желтого цвета на станке с ЧПУ. Вспомогательный код M98 не работает в режиме ручного ввода программ MDI. Существует также возможность вызова подпрограммы с главной программы несколько раз. Привожу несколько примеров: M98 P00010001 — в данном случае из главной программы вызывается подпрограмма номер – 0001 (вторые 4 цифры) , и выполнятся она будет 1 раз (первые 4 цифры).
M98 P00109901 – здесь, главная программа вызывает подпрограмму номер 9901 , выполнение будет 10 раз подряд. После чего сработает код M99 в конце подпрограммы, и она передаст управление программе, которая её вызвала.
Не трудно догадаться, что максимальное число повторов подпрограммы – равное 9999 раз, и имя программы – от 0001 до 9999. Код вызова такой программы с максимальным количеством повторений будет выглядеть так: M98 P99999999
Для возврата из подпрограммы используется вспомогательный код M99, который мы описали выше, но есть одно условие выхода из дочерних програм.
Обыкновенным выходов из подпрограммы вызванной кодом M98 P0001; либо вызовом с повторениями M98 P00020001 является выход M99. Существует аргумент P в кадре с M99, который определяет конкретную строку перехода в главной программе после выхода из подпрограммы. Формат ввода:
M99 — выход из подпрограммы, переход на следующую строку после кадра с M98 который вызвал данную подпрограмму.
M99 P0040 — выход из подпрограммы с переходом на кадр N0040 в главной программе.
Обратите внимание на пример:
Главная программа:
N0010 G90 G54
N0020 M98 P00010001
N0030 M30
N0040 M99
Внутренняя подпрограмма:
О0001
N0010 M06 T3
N0020 M03 S6000
N0030 G43 H33
N0050 M99 P0040
Что мы видим в данном примере? Обратите внимание, что кадр N30 в главной программе, необходим для завершения данной программы, и по логике вещей, кадр N40 никогда не был бы прочитан системой ЧПУ. Но на самом деле, это не так. Выход из подпрограммы в кадре N0050 осуществляется на строку N0040 поэтому кадр N30 просто не читается. В системных параметрах станка необходимо выбрать настройку типа стандарта ISO-7 кодов, F15 или F16.
M98 P00010001 – набор для F16
M98 P0001 L1 – набор для F15
Код M99 является недопустимым в режиме MDI станка с ЧПУ, также как и код M98. Другими словами, данные функции занимаются выполнением программ, заранее записанных на носителях информации стойки станка, в режиме AUTO.
Источник: laufercnc.livejournal.com
Нарезание резьбы корпусными резьбовыми фрезами CNCM. Рекомендации, расчеты, примеры программы ЧПУ

Обратите внимание! Чтобы минимизировать возможные отклонения профиля, диаметр резьбофрезы не должен превышать 70% от диаметра резьбового отверстия.
Операции резьбофрезерования рекомендуется выполнять без использования СОЖ во избежание появления термических трещин.
Применение СОЖ допускается в случаях окончательной обработки нержавеющих сталей, алюминия, обработки жаропрочных сплавов или чугуна. Для улучшения процесса эвакуации стружки рекомендуется использовать обдув сжатым воздухом.
Основные методы врезания резьбофрезы
Для нарезания резьбы фрезой станок должен иметь три оси координат. Винтовая интерполяция − это функция станка с ЧПУ, инструмент управляется станком.
Реализуется спиральная траектория, и спиральная интерполяция образуется путем связывания плоской круговой интерполяции и линейного движения, перпендикулярного плоскости. Например, от точки A до точки B (рис. 1)
Спиральная траектория образована круговым интерполяционным движением плоскости X-Y и линейным движением оси Z.
Для большинства систем ЧПУ эта функция может быть достигнута с помощью следующих двух различных команд.
G02: команда круговой интерполяции по часовой стрелке.
G03: Команда круговой интерполяции против часовой стрелки.
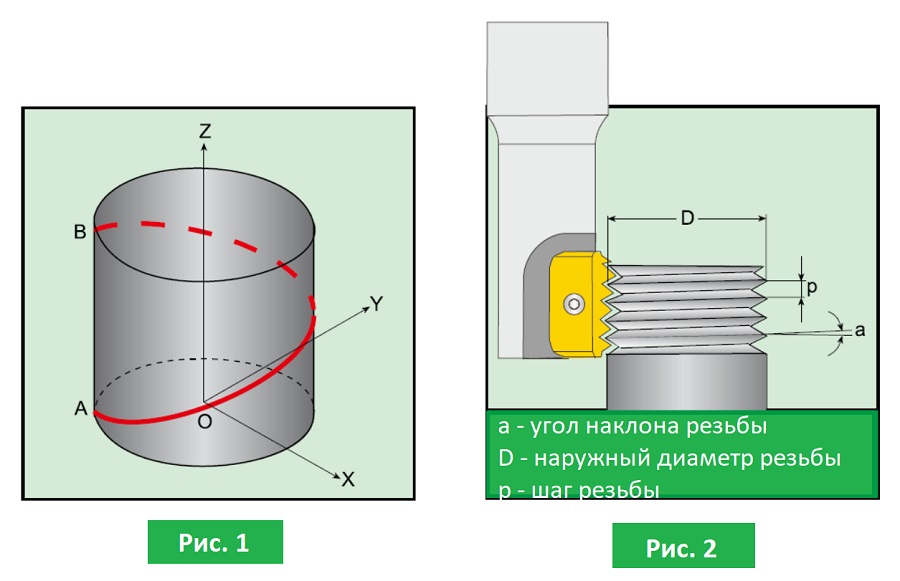
Показано, что движение фрезерования резьбы (рис. 2) формируется за счет собственного вращения инструмента и винтового интерполяционного движения станка. Во время интерполяции круга используйте геометрическую форму инструмента и в сочетании с движением инструмента, перемещающегося на один шаг вдоль оси Z, обрабатывается необходимая резьба.
При нарезании резьбы фрезами можно использовать следующие три метода врезания:
1. Тангенциально дуговое врезание
2. Радиальное врезание
3. Тангенциально линейное врезание
1.Тангенциально дуговое врезание
При использовании этого метода режущий инструмент плавно врезается, не оставляя следов врезки, и отсутствует вибрация, даже при обработке твердых материалов.
Подготовка, программирование являются более сложными, чем метод радиальной врезки, поэтому этот способ рекомендуется использовать при обработке прецизионных резьб.
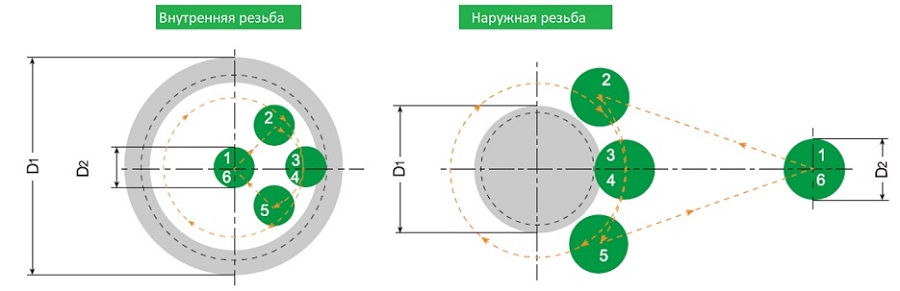
1-2: быстрое позиционирование, подвод
2-3: Инструмент тангенциально врезается по тангенциальной дуге, с одновременной подачей по оси Z
3-4: Полный круг на 360° для выполнения интерполяции резьбы, перемещение одного отведения в осевом направлении
4-5: Инструмент выходит по тангенциальной дуге, с одновременной подачей по оси Z
5-6: быстрый отвод
2. Радиальное врезание
Этот метод самый простой, но иногда возникают следующие две ситуации.
1. Малый сбег резьбы. В точках врезания и вывода будут заметны очень маленькие вертикальные отметки, но это не повлияет на качество резьбы.
2. При обработке очень твердых материалов, когда врезание близко к полной форме зуба, из-за увеличенной площади контакта между инструментом и заготовкой, может возникнуть явление вибрации инструмента.
Чтобы избежать вибрации, когда врезание близко к полной форме профиля, подача должна быть максимально уменьшена до 1/3 от рабочей подачи.
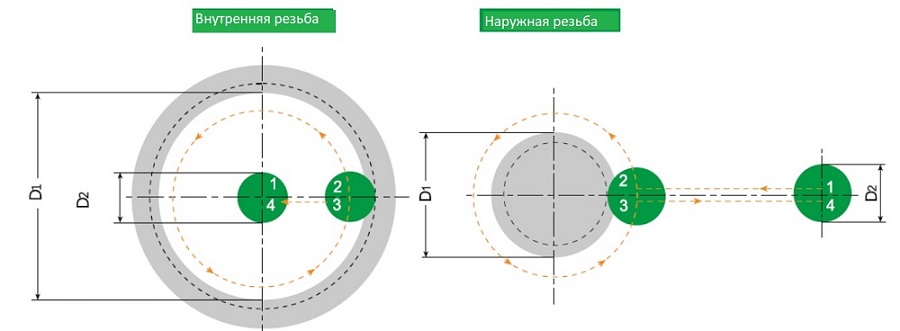
1-2: быстрое позиционирование, радиальное врезание
2-3: полный круг на 360°, винтовое движение вокруг оси цилиндра, перемещение на один шаг вперед
3-4: радиальный возврат, быстрый отвод
3. Тангенциально линейное врезание
Использование этого метода очень простое и имеет преимущества метода дуговой врезки, но он подходит для фрезерования только наружной резьбы.
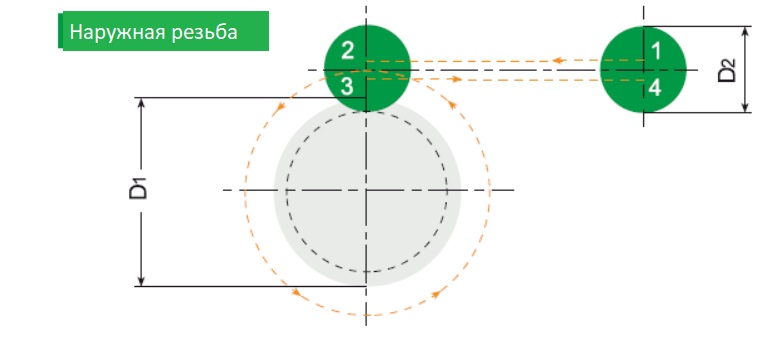
1-2: быстрое позиционирование, радиальное врезание с одновременной подачей по оси Z
2-3: полный круг на 360°, винтовое движение вокруг оси цилиндра, один вывод в осевом направлении
3-4: быстрый отвод
Расчет данных для фрезерования резьбы
1. Рассчитать скорость подачи и количество подачи инструмента
Vc = скорость резания (м / мин)
n = скорость вращения инструмента (R. P. M)
D = диаметр режущего инструмента (мм)
Vf = скорость подачи режущего инструмента (мм)
Z = количество режущих кромок
fz = подача на оборот на зуб (мм / р)
Пример расчета данных фрезерования резьбы
1. Расчет скорости вращения шпинделя (n)
Формула применения n = (1000 * Vc) / (π * D)
Vc: линейная скорость (м/мин) π: пи 3.14159 D: диаметр инструмента (мм) n: скорость (об/мин)
Пример: используйте резьбовую фрезу диаметром 25 мм, рекомендуемая линейная скорость 100 м/мин.
n = 1000 * 100/π * 25 = 1280 об/мин
2. Расчет скорости подачи режущего инструмента Vf
Формула применения Vf = fz * n * Z
Vf: количество подачи (мм/мин) n: скорость вращения (об/мин) Z: количество ножей fz: подача на нож
Пример: Однозубая резьбовая фреза режет заготовку со скоростью 1500 об / мин. Какова скорость подачи резания (значение Vf) инструмента? f Рекомендуемое значение 0,05 мм.
Vf = 0,05 * 1500 * 1 = 75 мм / мин.
2. Расчет осевой подачи инструмента
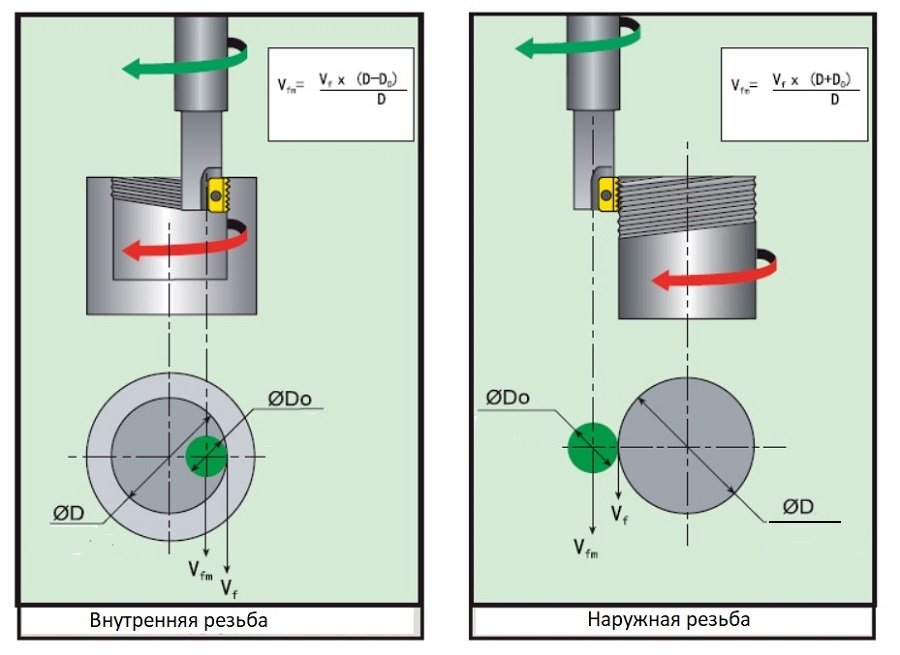
Для большинства станков с ЧПУ для инструмента, нарезающего резьбы, программируется осевая подача.
Для резьбофрез подача и So (подача фрезы за один оборот вокруг оси заготовки) рассчитываются отдельно.
Vfm = подача центра фрезы, мм / мин
Vf= подача, мм / мин
D = номинальный диаметр резьбы, мм
D0 = рабочий диаметр резьбовой фрезы, мм
Источник: cncmagazine.ru
Управляющая программа для 4 оси
Нам нужно на валике длинной 330 мм и диаметром 50 мм ровно расположить отверстия в шахматном порядке (заданное количество, например 20 по ширине и 30 по высоте) используя поворотное устройство (4 координату вращения).
Для начала установим поворотное устройство перпендикулярно оси Х на станке. Шпиндель с зажатым в нем сверлом либо фрезой (чем лучше сверлить получится) размещаем напротив оси центров поворотного устройства.
Отключаем ось Х и подключаем вместо него поворотное устройство.
В программе НЦ Студио (NC Studio) не забываем скорость движения в ускоренном и рабочем режиме выставить не более 1300 мм/мин (если скорость будет выше есть возможность получить заклинивание поворотного устройства).
Зажимаем заготовку в патрон(диаметр заготовки не принципиален).
На заготовке ставим метку маркером, зануляем ось Х в программе НЦ студио (0.00) Проезжаем полный оборот по часовой или против часовой стрелки.
Длину полного оборота поворотного устройства запоминаем (например это 200 мм).
Рисуем в кореле прямоугольник шириной 200 (это наше волшебное число) и длиной 330 (это длина нашего валика) в прямоугольнике в шахматном порядке располагаем отверстия.. (файл прилагаю), ну и видео как я это рисовал думаю тоже не помешает..
Закидываем файл в DXF прямо обычным перетаскиванием в Арткам, удаляем рамку. Назначаем цикл сверления, назначаем глубину, настраиваем инструмент. В конце смотрим визуализацию и все это сохраняем в УП под постпроцессором Gcode mm(tap).
SprutCAM Практик бесплатно на год при покупке станка с ЧПУ
Поделиться:
Источник: frezeru.ru