Fanuc Supplement to Manual
Fanuc Swedish
Fanuc Turkish
Gas Cutting Machines
Laser Cutting Machines
Plasma Cutting Machines
Power Mate
Power Mate D
Power Mate E
Power Mate F
Источник: cncmanual.com
Руководство по программированию fanuc для токарных станков
Круговая интерполяция G02, G03 на токарном станке. Примеры программ.
Создание простейшей программы FANUC
В этой статье объясняется использование кода G02 G03 на токарном станке G. G код G02, G03 используются для круговой интерполяции в CNC станках.
Для фрезерных станков команды G02 (Круговая интерполяция по часовой стрелке) и G03 (Круговая интерполяция против часовой стрелки) имеют несколько иное значение, не смотря на схожий принцип действия. Для того чтобы понять разницу между написанием программ для токарного и фрезерного станков, приведу несколько не сложных примеров программирования токарного станка с ЧПУ.
Пример №1 программирования токарного станка с ЧПУ Fanuc
Пример №2 программирования G02 G03 на токарном станке
G-код G02 G03 Пример программы I K с кодом G02 G03
Пример №3. Круговая интерполяция G02 G03 на токарном станке
Вы можете использовать R или IK с G-кодами G02 / G03, см. N80 в обоих примерах программ с ЧПУ
Пример №4 программирования станка ЧПУ G-код G02
Объяснение G-кода
G02 Пояснение
G02 имеет некоторые значения в блоке программирования ЧПУ, такие как x, z, I, K.
X: конечная точка дуги по оси x.
Z: конечная точка дуги по оси z.
I: расстояние от начальной точки дуги до центра дуги по оси x.
K: расстояние от начальной точки дуги до центра дуги по оси z.
Программа №5 для токарного станка с ЧПУ. Круговая интерполяция G03
Описание
I Расчет для круговой интерполяции G03
I — это расстояние от начальной точки дуги до центра дуги по оси x. Это значение указывается не в диаметре, а в качестве значения радиуса, поэтому
Найдите начальный диаметр, он равен 11
Теперь сделайте значение радиуса, разделив его на 2, например, 11/2 = 5,5.
Это простой пример того, как расстояние от центра дуги до центра детали задается, иначе мы должны его вычислить.
Итак, теперь просто добавьте 2,5 к 5,5, рассчитанным ранее: 2,5 + 5,5 = 8.
Это значение I 8, это расстояние от начальной точки дуги до центральной точки туза.
Расчет K для круговой интерполяции G03
K — расстояние от начальной точки дуги до центра дуги по оси z.
В этом примере это просто, вам просто нужно вычесть 21 из 15, например 21-15 = 6.
Таким образом, значение от начальной точки дуги до центральной точки дуги по оси Z равно 6.
Круговая интерполяция G02 G03 на токарном станке
Стандартные токарные циклы Fanuc [основная статья]
Главная Статьи Стандартные токарные циклы Fanuc [основная статья]
Стандартные токарные циклы FANUС [основная статья]
Рубрика: “Циклы FANUC понятным языком”
При работе на станках со стойкой ЧПУ FANUC неизбежно приходится писать программы обработки деталей. Способов создания этих программ множество – самый простой (но не быстрый способ) писать программы вручную. Это особенно актуально при работе на токарных станках с ЧПУ. Токарные операции требуют меньшего количества кадров программы чем фрезерные, поэтому все эти перемещения вполне реально прописать вручную. При этом часть кадров и даже блоков программы получаются достаточно единообразными и их можно скопировать.
Если на Вашем станке установлена система ЧПУ FANUC, то процесс ручного написания программ значительно упрощается. Инженеры этой японской фирмы позаботились о том, чтобы наладчик не тратил своё время на рутинное прописывание однообразных траекторий.
С первого взгляда структура циклов токарной обработки FANUC весьма сложна и разобраться новичку в них будет не просто – но это только с первого взгляда! Наши статьи из рубрики «Циклы FANUC понятным языком» помогут Вам разобраться в этой теме, не затратив при этом много времени. В этой статье собраны основные циклы Fanuc для токарной обработки. Для каждого цикла прописаны лишь основные моменты, но для более детального разбора вы можете переходить по ссылкам, и читать более развёрнутое описание с учётом всех нюансов, которые обычно встречаются на практике.
Не исключено, что статьи из рубрики «Циклы FANUC понятным языком» будут интересны и тем, кто много лет работал со стойками FANUC. Несмотря на то, что стойки FANUC – это самые распространённые стойки с ЧПУ на производствах, тем не менее при покупке новых станков обучение на них зачастую проводят поверхностно или не проводят вообще. А справочные материалы, предоставленные заводом изготовителем, не всегда в доступной форме и в полной мере раскрывают возможности автоматических циклов.
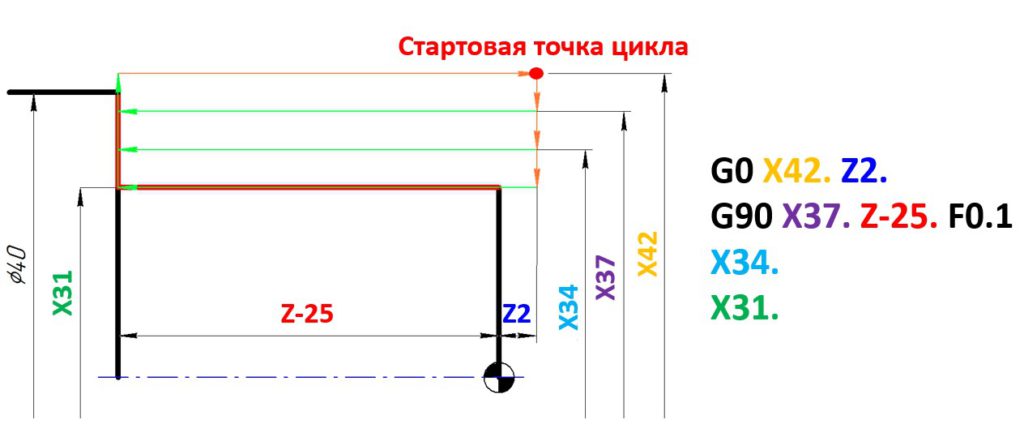
Цикл продольной черновой обработки G90
G90 – цикл автоматической черновой продольной обработки стойки FANUC предназначен для проточки длинных цилиндрических участков детали. Так же можно растачивать внутренние отверстия. При необходимости можно запрограммировать коническую проточку.
Достоинства:
Позволяет проточить необходимый диаметр за несколько проходов по глубине.
Запись цикла лаконична, что позволяет снизить вероятность ошибки и упростить последующее редактирование.
Для каждого прохода может быть индивидуально задана подача и скорость вращения шпинделя.
Не удобен при большой разнице начального и конечного диаметров.
Нет чистового прохода.
Неудобное программирование конических поверхностей.
Инструмент после каждого прохода возвращается в исходную точку цикла.
Ниже представлен пример программирования цикла G90:
Больше информации по этому циклу можно найти в статье G90 – цикл продольной черновой обработки
Цикл торцевой черновой обработки G94
G94 – цикл черновой поперечной обработки FANUC может быть полезен при программировании проточки коротких цилиндрических участков детали с большой разницей начального и конечного диаметров. Иными словами – это цикл для обработки торцевых поверхностей детали. При желании может быть запрограммированно коническое торцевание. Данный цикл является аналогом цикла G90, только основной съём материала идёт в другом направлении.
Достоинства:
Позволяет подрезать торец детали за несколько проходов по глубине.
Запись цикла лаконична, что позволяет снизить вероятность ошибки и упростить последующее редактирование.
Для каждого прохода может быть индивидуальна задана подача и скорость вращения шпинделя.
Не удобен при большой глубине обработки.
Нет чистового прохода.
Неудобное программирование конических поверхностей.
Инструмент после каждого прохода возвращается в исходную точку цикла.
Ниже представлен пример программирования цикла G94:
Больше информации по этому циклу можно найти в статье G94 – цикл торцевой черновой обработки
Цикл нарезания резьбы G92
G92 – цикл нарезания резьбы резцом. Позволяет сделать несколько проходов резьбовым резцом по глубине, при этом на станке включается синхронизация, которая позволяет попадать резцом в один и тот же виток. При этом указывается фиксированная длина нарезания резьбы, которая распространяется на весь цикл.
Достоинства:
Позволяет проточить один или несколько проходов резьбы на фиксированную глубину.
Можно задать индивидуальные режимы резания и глубины для каждого прохода.
Не удобен при большом количестве проходов.
Координату каждого прохода нужно задавать вручную.
Нет чистового прохода.
Нет параметра отвечающего за сбег резьбы.
Ниже представлен пример программирования цикла G92:
Больше информации по этому циклу можно найти в статье G92 – цикл нарезания резьбы
Цикл черновой продольной контурной обработки G71
G71 – это цикл черновой продольной контурной обработки. Данный цикл имеет более расширенный функционал по сравнению с циклом G90. В большинстве случаев рекомендуется применять именно этот цикл обработки.
Достоинства:
Позволяет проточить контур любой сложности.
Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
Дополняется циклом G70, который позволяет сделать чистовой проход.
Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
Можно запрограммировать припуски, причём отдельно по оси X и Z.
При каждом проходе автоматически вычисляется отвод по оси X, что позволяет сэкономить машинное время.
Нельзя задавать скорость подачи на отдельные проходы.
Расстояние между проходами фиксированное для всего цикла.
Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G71:
Больше информации по этому циклу можно найти в статье G71 – цикл черновой продольной контурной обработки
Цикл черновой поперечной контурной обработки G72
G72 – это цикл черновой поперечной контурной обработки. Этот цикл схож с циклом G71, только обработка ведётся по направлению оси X. Применяя этот цикл очень удобно обрабатывать фасонные торцевые поверхности. Данный цикл может применятся при контурном растачивании отверстий.
Достоинства:
Удобен для обработки торцевых поверхностей.
Позволяет проточить контур любой сложности.
Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
Дополняется циклом G70, который позволяет сделать чистовой проход.
Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
Можно запрограммировать припуски, причём отдельно по оси X и Z.
При каждом проходе автоматически вычисляется отвод по оси Z, что позволяет сэкономить машинное время.
Нельзя задавать скорость подачи на отдельные проходы.
Расстояние между проходами фиксированное для всего цикла.
Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G72:
Больше информации по этому циклу можно найти в статье G72 – цикл черновой поперечной контурной обработки
Цикл контурной обработки G73
G73 – это цикл контурной обработки. Цикл разработан для обточки деталей, которые имеют равномерный припуск материала по всему периметру обработки. Обычно под этот тип обработки попадают литые детали.
Достоинства:
Позволяет обработать контур любой сложности.
Позволяет за короткое время обработать литую заготовку.
Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
Дополняется циклом G70, который позволяет сделать чистовой проход.
Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
Можно запрограммировать припуски, причём отдельно по оси X и Z.
Нельзя задавать скорость подачи на отдельные проходы.
Расстояние между проходами фиксированное для всего цикла.
Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G73:
Больше информации по этому циклу можно найти в статье G73 – цикл контурной обработки
Цикл чистовой контурной обработки G70
G70 – это цикл дополняющий циклы G71/G72/G73. Он позволяет произвести чистовую обработку контура, после применения цикла черновой обработки. Как самостоятельный цикл использовать его нецелесообразно.
Достоинства:
Позволяет проточить контур любой сложности.
Можно запрограммировать подачу и обороты отдельно на чистовой проход.
Программирование чистового прохода за одну строчку.
Не имеет смысла как самостоятельный цикл.
Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G70:
Больше информации по этому циклу можно найти в статье G70 – цикл чистовой контурной обработки
Цикл автоматической обработки канавок G75
G75 – это цикл для вытачивания канавок. Позволяет запрограммировать прямоугольную канавку произвольного размера.
Достоинства:
Позволяет быстро запрограммировать канавку заданных размеров.
Улучшает процесс вывода стружки из канавки.
Нельзя задавать скорость подачи на отдельные проходы.
Расстояние между проходами фиксированное для всего цикла.
Нет чистового прохода.
Необходимо учитывать ширину пластины при программировании канавки.
Ниже представлен пример программирования цикла G75:
Больше информации по этому циклу можно найти в статье G75 – цикл автоматической обработки канавок
Цикл автоматического нарезания резьбы G76
G76 – это цикл специально разработанный для нарезание резьбы на токарных станках при помощи резца. Циклом G76 можно запрограммировать нарезание внешней и внутренней резьбы за несколько проходов.
Достоинства:
Позволяет нарезать резьбу любого диаметра и шага.
Расчёт черновых проходов производится автоматически.
Можно запрограммировать сбег резьбы.
Цикл позволяет сделать чистовые проходы.
Можно запрограммировать коническую резьбу.
Недостатков у этого цикла нет, разве что сложная форма записи.
Ниже представлен пример программирования цикла G76:
Больше информации по этому циклу можно найти в статье G76 – цикл автоматического нарезания резьбы
В случае, если у Вас возникнут вопросы – Вы можете позвонить нам по телефону указанному в контактах и мы с удовольствием Вам поможем!
Источник: umelyeruki.ru
Пример написания программы фанук
Логин: Логин FTP: ( дн.)
Быстрая навигация по записям
Записи прошедших занятий
На данной странице находятся записи занятия FA-2 курса ‘Fanuc Macro B’. Для повторения материала достаточно просмотреть 1 последнее занятие.
Материалы к занятию
На этой странице находятся материалы к занятиям FA-2 курса ‘Fanuc Macro B’. Просмотрите необходимую терминологию, ознакомьтесь с тематической литературой, и при необходимости выполните задания для проверки.
Доступность занятия
Темы занятий
Fanuc Macro B
Макропрограммирование для FANUC
Синтаксис написания макро-переменных ;
Определение переменных присваиванием, и по выполнению условия ;
Отображение значения переменных и возможные ошибки ;
REAL VERSUS трансфер переменных в значения кодов ;
Методы округления ROUND, FIX, FUP
Некорректные номера значений M,S и других кодов ;
Параметр 3451#2 ;
Пример написания программы с использованием связки IF-THEN ;
Пример написания положительного счетчика и оператора безусловного перехода GOTO
Видео записи последних занятий
Видео Действия Темы занятия Курс/занятие Дата проведения Длительность
Смотреть видео #587
Fanuc Macro B
Макропрограммирование для FANUC
FA/FA-2
03.12.2017
62 мин.
Смотреть видео #328
Fanuc Macro B
Макропрограммирование для FANUC
FA/FA-2
08.02.2017
67 мин.
Источник: askio.org
Instruction Manual and User Guide for Fanuc. We have 655 Fanuc manuals for free PDF download.
Fanuc Manuals
CNC Programming, Operating M
Fanuc Supplement to Manual
Fanuc Swedish
Fanuc Turkish
Gas Cutting Machines
Laser Cutting Machines
Plasma Cutting Machines
Power Mate
Power Mate D
Power Mate E
Power Mate F
Источник: cncmanual.com
Руководство по программированию fanuc для токарных станков
Круговая интерполяция G02, G03 на токарном станке. Примеры программ.
Создание простейшей программы FANUC
В этой статье объясняется использование кода G02 G03 на токарном станке G. G код G02, G03 используются для круговой интерполяции в CNC станках.
Для фрезерных станков команды G02 (Круговая интерполяция по часовой стрелке) и G03 (Круговая интерполяция против часовой стрелки) имеют несколько иное значение, не смотря на схожий принцип действия. Для того чтобы понять разницу между написанием программ для токарного и фрезерного станков, приведу несколько не сложных примеров программирования токарного станка с ЧПУ.
Пример №1 программирования токарного станка с ЧПУ Fanuc
Пример №2 программирования G02 G03 на токарном станке
G-код G02 G03 Пример программы I K с кодом G02 G03
Пример №3. Круговая интерполяция G02 G03 на токарном станке
Вы можете использовать R или IK с G-кодами G02 / G03, см. N80 в обоих примерах программ с ЧПУ
Пример №4 программирования станка ЧПУ G-код G02
Объяснение G-кода
G02 Пояснение
G02 имеет некоторые значения в блоке программирования ЧПУ, такие как x, z, I, K.
X: конечная точка дуги по оси x.
Z: конечная точка дуги по оси z.
I: расстояние от начальной точки дуги до центра дуги по оси x.
K: расстояние от начальной точки дуги до центра дуги по оси z.
Программа №5 для токарного станка с ЧПУ. Круговая интерполяция G03
Описание
I Расчет для круговой интерполяции G03
I — это расстояние от начальной точки дуги до центра дуги по оси x. Это значение указывается не в диаметре, а в качестве значения радиуса, поэтому
Найдите начальный диаметр, он равен 11
Теперь сделайте значение радиуса, разделив его на 2, например, 11/2 = 5,5.
Это простой пример того, как расстояние от центра дуги до центра детали задается, иначе мы должны его вычислить.
Итак, теперь просто добавьте 2,5 к 5,5, рассчитанным ранее: 2,5 + 5,5 = 8.
Это значение I 8, это расстояние от начальной точки дуги до центральной точки туза.
Расчет K для круговой интерполяции G03
K — расстояние от начальной точки дуги до центра дуги по оси z.
В этом примере это просто, вам просто нужно вычесть 21 из 15, например 21-15 = 6.
Таким образом, значение от начальной точки дуги до центральной точки дуги по оси Z равно 6.
При работе на станках со стойкой ЧПУ FANUC неизбежно приходится писать программы обработки деталей. Способов создания этих программ множество – самый простой (но не быстрый способ) писать программы вручную. Это особенно актуально при работе на токарных станках с ЧПУ. Токарные операции требуют меньшего количества кадров программы чем фрезерные, поэтому все эти перемещения вполне реально прописать вручную. При этом часть кадров и даже блоков программы получаются достаточно единообразными и их можно скопировать.
Если на Вашем станке установлена система ЧПУ FANUC, то процесс ручного написания программ значительно упрощается. Инженеры этой японской фирмы позаботились о том, чтобы наладчик не тратил своё время на рутинное прописывание однообразных траекторий.
С первого взгляда структура циклов токарной обработки FANUC весьма сложна и разобраться новичку в них будет не просто – но это только с первого взгляда! Наши статьи из рубрики «Циклы FANUC понятным языком» помогут Вам разобраться в этой теме, не затратив при этом много времени. В этой статье собраны основные циклы Fanuc для токарной обработки. Для каждого цикла прописаны лишь основные моменты, но для более детального разбора вы можете переходить по ссылкам, и читать более развёрнутое описание с учётом всех нюансов, которые обычно встречаются на практике.
Не исключено, что статьи из рубрики «Циклы FANUC понятным языком» будут интересны и тем, кто много лет работал со стойками FANUC. Несмотря на то, что стойки FANUC – это самые распространённые стойки с ЧПУ на производствах, тем не менее при покупке новых станков обучение на них зачастую проводят поверхностно или не проводят вообще. А справочные материалы, предоставленные заводом изготовителем, не всегда в доступной форме и в полной мере раскрывают возможности автоматических циклов.
Цикл продольной черновой обработки G90
G90 – цикл автоматической черновой продольной обработки стойки FANUC предназначен для проточки длинных цилиндрических участков детали. Так же можно растачивать внутренние отверстия. При необходимости можно запрограммировать коническую проточку.
Достоинства:
Позволяет проточить необходимый диаметр за несколько проходов по глубине.
Запись цикла лаконична, что позволяет снизить вероятность ошибки и упростить последующее редактирование.
Для каждого прохода может быть индивидуально задана подача и скорость вращения шпинделя.
Не удобен при большой разнице начального и конечного диаметров.
Инструмент после каждого прохода возвращается в исходную точку цикла.
Ниже представлен пример программирования цикла G90:
Больше информации по этому циклу можно найти в статье G90 – цикл продольной черновой обработки
Цикл торцевой черновой обработки G94
G94 – цикл черновой поперечной обработки FANUC может быть полезен при программировании проточки коротких цилиндрических участков детали с большой разницей начального и конечного диаметров. Иными словами – это цикл для обработки торцевых поверхностей детали. При желании может быть запрограммированно коническое торцевание. Данный цикл является аналогом цикла G90, только основной съём материала идёт в другом направлении.
Достоинства:
Позволяет подрезать торец детали за несколько проходов по глубине.
Запись цикла лаконична, что позволяет снизить вероятность ошибки и упростить последующее редактирование.
Для каждого прохода может быть индивидуальна задана подача и скорость вращения шпинделя.
Инструмент после каждого прохода возвращается в исходную точку цикла.
Ниже представлен пример программирования цикла G94:
Больше информации по этому циклу можно найти в статье G94 – цикл торцевой черновой обработки
Цикл нарезания резьбы G92
G92 – цикл нарезания резьбы резцом. Позволяет сделать несколько проходов резьбовым резцом по глубине, при этом на станке включается синхронизация, которая позволяет попадать резцом в один и тот же виток. При этом указывается фиксированная длина нарезания резьбы, которая распространяется на весь цикл.
Достоинства:
Позволяет проточить один или несколько проходов резьбы на фиксированную глубину.
Можно задать индивидуальные режимы резания и глубины для каждого прохода.
Не удобен при большом количестве проходов.
Координату каждого прохода нужно задавать вручную.
Нет чистового прохода.
Нет параметра отвечающего за сбег резьбы.
Ниже представлен пример программирования цикла G92:
Больше информации по этому циклу можно найти в статье G92 – цикл нарезания резьбы
Цикл черновой продольной контурной обработки G71
G71 – это цикл черновой продольной контурной обработки. Данный цикл имеет более расширенный функционал по сравнению с циклом G90. В большинстве случаев рекомендуется применять именно этот цикл обработки.
Достоинства:
Позволяет проточить контур любой сложности.
Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
Дополняется циклом G70, который позволяет сделать чистовой проход.
Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
Можно запрограммировать припуски, причём отдельно по оси X и Z.
При каждом проходе автоматически вычисляется отвод по оси X, что позволяет сэкономить машинное время.
Нельзя задавать скорость подачи на отдельные проходы.
Расстояние между проходами фиксированное для всего цикла.
Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G71:
Больше информации по этому циклу можно найти в статье G71 – цикл черновой продольной контурной обработки
Цикл черновой поперечной контурной обработки G72
G72 – это цикл черновой поперечной контурной обработки. Этот цикл схож с циклом G71, только обработка ведётся по направлению оси X. Применяя этот цикл очень удобно обрабатывать фасонные торцевые поверхности. Данный цикл может применятся при контурном растачивании отверстий.
Достоинства:
Удобен для обработки торцевых поверхностей.
Позволяет проточить контур любой сложности.
Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
Дополняется циклом G70, который позволяет сделать чистовой проход.
Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
Можно запрограммировать припуски, причём отдельно по оси X и Z.
При каждом проходе автоматически вычисляется отвод по оси Z, что позволяет сэкономить машинное время.
Нельзя задавать скорость подачи на отдельные проходы.
Расстояние между проходами фиксированное для всего цикла.
Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G72:
Больше информации по этому циклу можно найти в статье G72 – цикл черновой поперечной контурной обработки
Цикл контурной обработки G73
G73 – это цикл контурной обработки. Цикл разработан для обточки деталей, которые имеют равномерный припуск материала по всему периметру обработки. Обычно под этот тип обработки попадают литые детали.
Достоинства:
Позволяет обработать контур любой сложности.
Позволяет за короткое время обработать литую заготовку.
Количество проходов в цикле рассчитывается через параметр величины съёма материала, то есть не нужно задавать каждый проход отдельно.
Дополняется циклом G70, который позволяет сделать чистовой проход.
Обтачиваемый контур программируется отдельно от цикла, и прописывается как обычная траектория движения инструмента – удобно в редактировании.
Можно запрограммировать припуски, причём отдельно по оси X и Z.
Нельзя задавать скорость подачи на отдельные проходы.
Расстояние между проходами фиксированное для всего цикла.
Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G73:
Больше информации по этому циклу можно найти в статье G73 – цикл контурной обработки
Цикл чистовой контурной обработки G70
G70 – это цикл дополняющий циклы G71/G72/G73. Он позволяет произвести чистовую обработку контура, после применения цикла черновой обработки. Как самостоятельный цикл использовать его нецелесообразно.
Достоинства:
Позволяет проточить контур любой сложности.
Можно запрограммировать подачу и обороты отдельно на чистовой проход.
Программирование чистового прохода за одну строчку.
Не имеет смысла как самостоятельный цикл.
Необходимо нумеровать строки кода, которые описывают контур.
Ниже представлен пример программирования цикла G70:
Больше информации по этому циклу можно найти в статье G70 – цикл чистовой контурной обработки
Цикл автоматической обработки канавок G75
G75 – это цикл для вытачивания канавок. Позволяет запрограммировать прямоугольную канавку произвольного размера.
Достоинства:
Позволяет быстро запрограммировать канавку заданных размеров.
Улучшает процесс вывода стружки из канавки.
Нельзя задавать скорость подачи на отдельные проходы.
Расстояние между проходами фиксированное для всего цикла.
Нет чистового прохода.
Необходимо учитывать ширину пластины при программировании канавки.
Ниже представлен пример программирования цикла G75:
Больше информации по этому циклу можно найти в статье G75 – цикл автоматической обработки канавок
Цикл автоматического нарезания резьбы G76
G76 – это цикл специально разработанный для нарезание резьбы на токарных станках при помощи резца. Циклом G76 можно запрограммировать нарезание внешней и внутренней резьбы за несколько проходов.
Достоинства:
Позволяет нарезать резьбу любого диаметра и шага.
Расчёт черновых проходов производится автоматически.
Можно запрограммировать сбег резьбы.
Цикл позволяет сделать чистовые проходы.
Можно запрограммировать коническую резьбу.
Недостатков у этого цикла нет, разве что сложная форма записи.
Ниже представлен пример программирования цикла G76:
Больше информации по этому циклу можно найти в статье G76 – цикл автоматического нарезания резьбы
В случае, если у Вас возникнут вопросы – Вы можете позвонить нам по телефону указанному в контактах и мы с удовольствием Вам поможем!
Источник: umelyeruki.ru
Пример написания программы фанук
Логин: Логин FTP: ( дн.)
Быстрая навигация по записям
Записи прошедших занятий
На данной странице находятся записи занятия FA-2 курса ‘Fanuc Macro B’. Для повторения материала достаточно просмотреть 1 последнее занятие.
Материалы к занятию
На этой странице находятся материалы к занятиям FA-2 курса ‘Fanuc Macro B’. Просмотрите необходимую терминологию, ознакомьтесь с тематической литературой, и при необходимости выполните задания для проверки.
Доступность занятия
Темы занятий
Fanuc Macro B Макропрограммирование для FANUC Синтаксис написания макро-переменных ; Определение переменных присваиванием, и по выполнению условия ; Отображение значения переменных и возможные ошибки ; REAL VERSUS трансфер переменных в значения кодов ; Методы округления ROUND, FIX, FUP Некорректные номера значений M,S и других кодов ; Параметр 3451#2 ; Пример написания программы с использованием связки IF-THEN ; Пример написания положительного счетчика и оператора безусловного перехода GOTO
Видео записи последних занятий
Видео Действия Темы занятия Курс/занятие Дата проведения Длительность