
E) Программа определяющая технологический процесс обработки детали.
2) Для чего используется код М5:
A ) Отключение подачи СОЖ
B ) Включение Шпинделя по часовой с трелке
C ) Конец программы
D ) Останов шпинделя
E) Включение стружкоотвода
3) Система координат, которая программируе тся при помощи кода G90 :
А) Абсолютная
В) Инкрементная
С) Полярная
D ) Декартова
Е) Полюсная
4) В обозначениях моделей станков с программным управлением добавляют бу кву :
5) Системы ЧПУ, характеризующиеся наличием одного потока информации называются:
А) Адаптивными
В) Замкнутыми
С) Разомкнутыми
D ) Неадаптивными
Е) Основными
6) Какой станок не существуе т
А) Фрезерный
В) Токарный
С) Гравировальный
D ) Карусельно — токарный
Е) Модулярный
7) Как называется стандартный язык у правления станком?
D ) DIN-0993
8) Какой стойки системы ЧПУ не существуе т
Обучение работе на станках с ЧПУ. «С нуля» до первой детали
В ) Mazatroll
С ) Sharpcam
D ) Sinumerik
Е) Haidehain
9) Коды с адресом М называются
А) Основными
В) Вспомогательными
С) Наладочными
D ) Подготовительными
Е) Главными
10) Коды которые действуют до конца программы либо пока их не отме нит другой код
называются:
А) Основные
В) Относительные
С) Немодальные
D ) Модальные
11) Коды отвечающие за линейные перемещения:
12) Каким кодом обозначае тся выбор инструмента?
1 3) Нулевая точка станка условно обозначается бу квой:
14) Смещение точки отсчета относительно ну левой точки называется
А) Координатой
С) Системой
D ) Нулевой точкой
Е) Опорной точкой
15) G коды называют:
А) Главными
В) Основными
С) Вспомогательными
D ) Опорными
Е) Программными
16) Каким кодом программиру ется вращение шпинделя по часовой стрелке
17) Круговые перемещения программируются при помощи кодов
18) Самая распространенная на рынке станков стойка с ЧПУ
А ) Sinumerik
В ) Hendehain
С ) Mazatroll
19) Правило правой руки используют для определения
В) Системы координат
С) Опорных точек
D ) Принципа работы станка
Е) Установки детали
20) Кнопка на панели управления стойки ЧПУ для сброса программы называется
А ) Prog. Stop
21) G41 код предназначен для
А) Ускоренного перемещения
В) Отключения коррекции инстру мента
С) Включения коррекции инструмента
D ) Включения подачи
Е) Выключения подачи
22) Строка N30 T1 M6 предназначена для
А) Установки инстру мента в инстр ум ентальн у ю головку
В) Коррекции инстру мента по длине
С) Извлечения инстру мента из станка
D ) Прекращения обработки этим инструме нтом
Е) Коррекция инстру мента по ради усу
23) Код для задания количества оборотов шпинделя
24) Строка N.. M03 S400 предназначена для
А) Включения шпинделя против часовой стрелки с 400 об / мин
В) Выключения шпинделя
С) Включения шпинделя по часовой стрелке с 400 об мин
D ) Включения СОЖ
Е) Включение подачи
25) Код F переназначен для у казания значения
В) скорости резания
D ) прип у ска
Е) оборотов
1) Какая система программиру ется при помощи кода G91
А) Абсолютная
В) Инкрементная
С) Полярная
D ) Декартова
Е) Полюсная
2) Коррекция инструмента задается при помощи кода
3) Условное обозначение нулевой точки детали обозначается бу квой
4) Какая группа кодов отвечает за выбор плоскости обработки
5) Функция кода М30
А) Начало программы
В) Временный останов
С) Переход программы
D ) Вызов подпрограммы
Е) Конец программы
6) Временный останов шпинделя можно произвести при помощи кода
7) Команду ANG используют при программировании
А) Плоскостей
D ) Прорезов
8) Кнопка JOG на панели управления предназначена для
А) Управления инструментом
В) Перехода в ручной режим у правления
С) Выключения станка
D ) Задания коррекции
Е) Перемещения по осям узлов станка
9) Ускоренное перемещение с максимальной подаче й осуществляет код
10) Временный останов программы программируется кодом
11) Станки преназначенные для обработки плоских и пространственных деталей
А) Токарные
В) Сверлильно — расточные
С) Шлифовальные
D ) Строгальные
Е) Фрезерные
12) В каких единицах измеряется подача F
13) Укажите несуществу ющий способ программирования
В) Графический
С) Программный
Е) Стойка с ЧПУ
14) Общепринятое название кодирования
А) ISO-7 bit
15) Кнопка на панели инструментов оператора для перехода в режим работы станка
В ) Cycle Start
16) Кнопка готовности машины к работе
D ) Machine Ready
17) Код G0 служит для
А) Кругового перемещения по часовой стрелке
В) Кругового перемещения против часовой стрелки
С) Линейного перемещения с заданной подаче й
D ) Линейного перемещения с ус коренной подачей
Е) Перемещения с минимальной подачей
18) Точки которые составляют контур детали называют
А) Основными
В) Опорными
С) Координатными
D ) Угловые
Е) Модальные
19) Код для включения шпинделя против часовой стрелки
20) Большинство токарных станков обрабатывающих длинномерные детали имеют
А) Устройство для накопления отрезанных деталей
В) Автоматическую подачу нового прутка
С) Устройство обработки плоских деталей
D ) Устройство зачистки
Е) Устройство очистки годной детали
21) В строке N … G1 X18 Y25 Z-2 F150 значение подачи равно
22) TRANS команда для смещения
А) Нулевой точки
С) Инструмента
23) Лидер на рынке продаж токарных станков с ЧПУ фирма
А ) Hendehain
В ) Mazatroll
D ) Mori Seiki
24) Код обозначающий конец программы
25) Вызов подпрограммы осуществляется при помощи кода
1) Упорядоченный набор команд с помощью которых осуществляются движения в станке
A) Рабочая программа ;
B) Управляющая программа ;
C) Програ мма обработки ;
D) Покадровая программа ;
E) Программа резки .
2) Какой код используется для останова шпинделя :
3) Абсолютная система координат программиру ется при помощи кода :
4) Токарно — винторезный станок с системой ЧПУ будет иметь маркировку :
D ) 65А60Ф1 -11
5) Системы ЧПУ, характеризующиеся наличием нескольких потоков информации
называются:
А) Адаптивными
В) Замкнутыми
С) Разомкнутыми
D ) Неадаптивными
Е) Основными
6) Какой станок не существуе т
А) Фрезерный
В) Токарный
С) Гравировальный
D ) Карусельно — токарный
Е) Координатно — водный
7) Для программирования станка используют коды ?
8) Какую стойку системы ЧПУ изготавливают в РФ
В ) Mazatroll
D ) Sinumerik
Е) Haidehain
9) Вспомогательными называют коды с адрес ом
10) Коды которые действуют только в определенный момент кадра :
А) Основные
В) Относительные
С) Немодальные
D ) Модальные
11) Коды отвечающие за круговые перемещения:
12) Каким кодом обозначае тся коррекция инструмента ?
1 3) Нулевая точка референтная условно обозначается буквой:
14) Машинная система координат имеет обозначение
15) Основными называют коды:
16) Каким кодом программиру ется включение СОЖ
17) Код CHR используют для нарезания
В) Фаски с радиусом
С) Фаски линейной
18) Японская стойка с ЧПУ
А ) Sinumerik
В ) Hendehain
С ) Mazatroll
19) По какому правилу можно определить расположение системы координат
А) Правило полюса
В) Правило правой ру ки
С) Правило опоры
D ) Правило работы станка
Е) Правило установки детали
20) Кнопка на панели у правления стойки ЧПУ для аварийного останова имеет цвет
В ) Красный
С ) Зеленый
21) G40 код предназначен для
А) Ускоренного перемещения
В) Отключения коррекции инстру мента
С) Включения коррекции инструмента
D ) Включения подачи
Е) Выключения подачи
22) Строка N … G0 X5 Y-5 предназначена для
А) Установки инструмента в инструментальную головку
В) Перемещения линейного в точку х5 у5
С) Извлечения инстру мента из станка
D ) Прекращения обработки этим инструме нтом
Е) Перемещения ускоренного в точку х5 у5
23) Код для задания количества подачи
24) Строка N.. G01 X5 F400 предназначена для
А) Включения шпинделя против часовой стрелки с 400 об / мин
В) Выключения шпинделя
С) Перемещения в точку с подачей 400 мм мин
D ) Ускоренного перемещения
Е) Включение подачи
25) Код Т переназначен для
В) скорости резания
D ) инструмента
Е) оборотов
1) Инкрементная система координат задается при помощи кода
2) В коде S250 число оборотов шпинделя равно
А) 25 об мин
В) 2,5 об мин
С) 250 об мин
D ) 0,25 об мин
Е) 2500 об мин
3) Условное обозначение нулевой точки инструмента обозначается буквой
4) Какая группа кодов отвечает за выбор системы координат обработки
5) Какой код отвечает за конец программы
6) Выключение подачи СОЖ можно произвести при помощи кода
7) Команду RND используют при программировании
А) Плоскостей
С) Радиусов
D ) Прорезов
8) Кнопка AUTO на панели управления предназначена для
А) Управления инструментом
В) Перехода в ручной режим у правления
С) Перехода в автоматический режим
D ) Задания коррекции
Е) Перемещения по осям у злов станка
9) Перемещение круговое по часовой стрелке осуществляет код
10) Код G55 Позволяет осуществить
А) Временный останов станка
В) Сброс программы
С) Отключение подачи СОЖ
D ) Подтверждение перемещений с пульта
Е) Подключение дополнительных осей перемещений
11) Станки предназначенные для обработки круглых деталей
А) Токарные
В) Сверлильно — расточные
С) Шлифовальные
D ) Строгальные
Е) Фрезерные
12) Что измеряется в мм / об
С) Перемещение
D ) Скорость
13) Укажите самый приемлимый способ программирования
В) Графический
С) Программный
Е) Стойка с ЧПУ
14) Кнопка отвечающая за освещение оборудования на панели пу льта
А ) Machine Ready
В ) Machine Light
С ) Machine Stat
D ) Machin Work
Е) Machin Door
15) Маховики на пульте у правления станком как правило отвечают за
А ) Подачу и обороты
В ) Скорость и обороты
С ) Скорость и подачу
D ) Припуск и скорость
Е) Припуск и обороты
16) Кнопка для чтения ошибок в станке
17) Код G3 служит для
А) Кругового перемещения по часовой стрелке
В) Кругового перемещения против часовой стрелки
С) Линейного перемещения с заданной подаче й
D ) Линейного перемещения с ус коренной подачей
Е) Перемещения с минимальной подачей
18) Для правильного врезания инструме нта, и начала обработки следует инструмент подавать
А) В середину детали
В) В точку начала детали
С) Линейно подавать от нулевой точки инстру мента для обработки
D ) Точку рядом с точкой начала работы
Е) Не производить линейных перемеще ний
19) Код для выключения шпинделя против часовой стрелки
20) Большинство фрезерных станков имеют
А) Устройство для накопления отрезанных деталей
В) Автоматическую подачу нового прутка
С) Устройство обработки плоских деталей
D ) Устройство зачистки
Е) Устройство автоматической смены инстру мента
21) В строке N … G1 X18 Y25 Z-2 F150 перемещение производится по осям
22) ATRANS команда для смещения
А) Нулевой точки
С) Инструмента
23) Лидер на рынке продаж фрезерных станков с ЧПУ фирма
А ) Hendehain
В ) Mazatroll
D ) Mori Seiki
24) Переключение ключа на панели позволят переходить из
А) Режима настройки в режим работы
В) Режима обработки в режим подачи
С) Режима включения в режим подачи
D ) Режима под наладки в режим наладки
Е) Режима настройки в режим выключения
25) Отмена подпрограммы осуществляется при помощи кода
Для скачивания поделитесь материалом в соцсетях
После того как вы поделитесь материалом внизу появится ссылка для скачивания.
Получить код —>
Информатика — еще материалы к урокам:
- Тест «Информация и устройство компьютер» 7 класс
- Тест «Информатика и информационные процессы» 7 класс
- Презентация «Составление и выполнение алгоритма» 2 класс
- Конспект урока «Составление и выполнение алгоритма» 2 класс
- Самостоятельная работа «Задачи на круги эйлера» 9 класс
- Тест «Паскаль — язык программирования» 10 класс
Предметы
 Алгебра
Алгебра Английский язык
Английский язык Биология
Биология География
География Геометрия
Геометрия ИЗО
ИЗО Информатика
Информатика История
История Литература
Литература Математика
Математика Музыка
Музыка МХК
МХК Начальная школа
Начальная школа ОБЖ
ОБЖ Обществознание
Обществознание Окружающий мир
Окружающий мир ОРКСЭ
ОРКСЭ Педагогика
Педагогика Русский язык
Русский язык Технология
Технология Физика
Физика Физкультура
Физкультура Химия
Химия Экология
Экология
Похожие материалы
- 8-06-2017, 19:33 Презентация «Системы автоматизированного проектирования»
- 28-04-2017, 19:45 Презентация «Компьютерные технологии и системы автоматизированного
- 10-01-2017, 14:14 Презентация «Использование инновационного оборудования в
- 1-10-2016, 21:34 Презентация «Использование нетрадиционного физкультурного
- 22-02-2016, 12:52 Презентация «История возникновения инструментов, приспособлений и
- 15-09-2015, 11:03 Презентация «Использование мультимедийного оборудования при обучении
- 31-08-2015, 09:34 Формирование критического мышления через использование инновационного
- 17-07-2015, 13:41 Организация исследовательской работы с одарёнными детьми с
Источник: uchitelya.com
Останов выполнения управляющей программы – М00 и М01
Очень часто возникают ситуации, когда необходимо временно прервать вьполнение программы. Например, для того чтобы удалить стружку, проверить размеры обрабатываемой детали или переставить крепежные элементы в другое положение. Коды М00 и М01 временно приостанавливают выполнение программы обработки, или, говоря другими словами, делают паузу в производственном цикле станка.
Оглавление
- Основы числового программного управления
- Автоматическое управление
- Особенности устройства и конструкции фрезерного станка с ЧПУ
- Функциональные составляющие (подсистемы) ЧПУ
- Языки для программирования обработки
- Процесс фрезерования
- Режущий инструмент
- Вспомогательный инструмент
- Основные определения и формулы
- Рекомендации по фрезерованию
- Прямоугольная система координат
- Написание простой управляющей программы
- Создание УП на персональном компьютере
- Передача управляющей программы на станок
- Проверка управляющей программы на станке
- Советы по технике безопасности при эксплуатации станков с ЧПУ
- Нулевая точка станка и направления перемещений
- Нулевая точка программы и рабочая система координат
- Компенсация длины инструмента
- Абсолютные и относительные координаты
- Комментарии в УП и карта наладки
- G- и М-коды
- Структура программы
- Слово данных, адрес и число
- Модальные и немодальные коды
- Формат программы
- Строка безопасности
- Ускоренное перемещение – G00
- Линейная интерполяция – G01
- Круговая интерполяция – G02 и G03
- Введение
- Останов выполнения управляющей программы – М00 и М01
- Управление вращением шпинделя – М03, М04, М05
- Управление подачей СОЖ – М07, М08, М09
- Автоматическая смена инструмента – М06
- Завершение программы – М30 и М02
- Основные принципы
- Использование автоматической коррекции на радиус инструмента
- Активация, подвод и отвод
- Подпрограмма
- Работа с осью вращения (4-ой координатой)
- Параметрическое программирование
- Методы программирования
- Что такое CAD и САМ?
- Общая схема работы с CAD/САМ-системой
- Виды моделирования
- Уровни САМ-системы
- Геометрия и траектория
- Алгоритм работы в САМ-системе и постпроцессор
- Ассоциативность
- Пятикоординатное фрезерование и ЗD-коррекция
- Высокоскоростная (ВСО) и высокопроизводительная обработка
- Критерии для оценки, сравнения и выбора CAM-систем
Источник: www.planetacam.ru
§ 10. Вспомогательные функции (M-коды)
Функции с адресом G – называются подготовительными, они определяют условия работы станка связанные с программированием геометрии перемещения инструмента. Подробное описание G-кодов можно найти в главе код ИСО 7 бит.
В данной главе подробно рассмотрим назначение вспомогательных функций.
Функции с адресом M – называются вспомогательными (от анг. Miscellaneous) и предназначены для управления различными режимами и устройствами станка.
Вспомогательные функции могут использоваться одиночно или совместно с другими адресами, например, кадр ниже производит установку инструмента с номером 1 в шпиндель.
T1 – инструмент номер 1;
M6 – смена инструмента;
В данном случае под командой М6 на стойке ЧПУ скрывается целый набор команд, которые обеспечивают процесс замены инструмента:
— перемещение инструмента в позицию смены;
— выключение оборотов шпинделя;
— перемещение устанавливаемого инструмента в магазине;
— замена инструмента;
Использование М-кодов допускается в кадрах с перемещением инструмента, например в строке ниже охлаждение включится (M8) одновременно с началом движения фрезы.
N10 X100 Y150 Z5 F1000 M8
М-коды, включающие какое-либо устройство станка, имеют парный М код, который это устройство выключает. Например,
M8 – включить охлаждение, M9 – выключить охлаждение;
M3 – включить обороты шпинделя, M5 – выключить обороты;
Допускается использование нескольких М команд в одном кадре.
Соответственно чем больше устройств имеет станок, тем больше М команд будет задействовано в его управлении.
Условно все вспомогательные функции можно разделить на стандартные и специальные. Стандартные вспомогательные функции используются производителями ЧПУ для управления устройствами, имеющимися на каждом станке (шпиндель, охлаждение, смена инструмента и т.д.). Тогда как специальные программируют режимы на одном конкретном станке или группе станков данной модели (вкл/выкл измерительную головку, зажим/разжим поворотных осей).

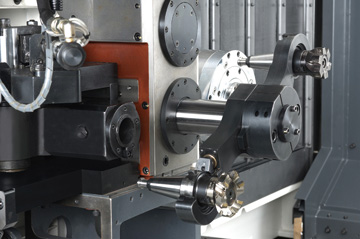
На картинке выше представлен поворотный шпиндель многоосевого станка. Для увеличения жесткости при позиционной обработке станок оснащен зажимами поворотных осей, которые управляются М кодами: M10/M12 – включить зажимы для осей A и С. М11/М13 – выключить зажимы. На другом оборудовании производитель станка может данные команды настроить на управление другими устройствами.
Список стандартных М команд
M0 – останов программы;
M1 – останов по требованию;
M2 – конец программы;
M3 – включить обороты шпинделя по часовой стрелке;
M4 – включить обороты шпинделя против часовой стрелки;
M5 – останов шпинделя;
M6 – автоматическая смена инструмента;
M8 – включить охлаждение (как правило СОЖ);
M9 – выключить охлаждение;
M19 – ориентация шпинделя;
M30 – завершение программы (как правило со сбросом всех параметров);
M98 – вызов подпрограммы;
M99 – возврат из подпрограммы в основную;
Специальные вспомогательные функции производитель станка описывает в соответствующей технической документации.
Источник: postprocessor.su