
Для включения комплекса «станок с ЧПУ» необходимо выполнить следующие действия:
1) повернуть основной выключатель электрического шкафа до позиции «включено»;
2) повернуть ключ в замке сетевого выключателя в позицию «ON», при этом будет подано напряжение в УЧПУ;
3) дождаться появления на экране видеостраницы #1;
4) нажать кнопку включение станка (большая зеленая кнопка слева от модуля дисплея), что сопровождается характерным звуком импульса смазки.
Установка рабочего органа, несущего инструмент, в фиксированную точку станка
После полного включения комплекса станок – УЧПУ необходимо совместить базовую точку F рабочего органа (суппорт с резцедержателем) c фиксированной точкой станка R (рис. 2.15). Вывод рабочего органа в фиксированную точку служит для точного определения положения рабочего органа относительно нуля станка M. Положение фиксированной точки R(xMR, zMR) вдоль осей X и Z задается концевыми выключателями.
Для установки рабочего органа, несущего инструмент, в фиксированную точку станка необходимо выполнить следующие действия:
Autodesk FUSION 360. Создание управляющей программы для токарного станка.
1) установить видеостраницу #1 в режиме управление станком;
2) установить режим работы HOME переключателем режимов работы станка;
3) последовательными нажатиями функциональных клавиш ↓ и → вывести рабочий орган в фиксированную точку станка.
После выполнения указанных действий, базовая точка рабочего органа будет совмещена с фиксированной точкой станка.
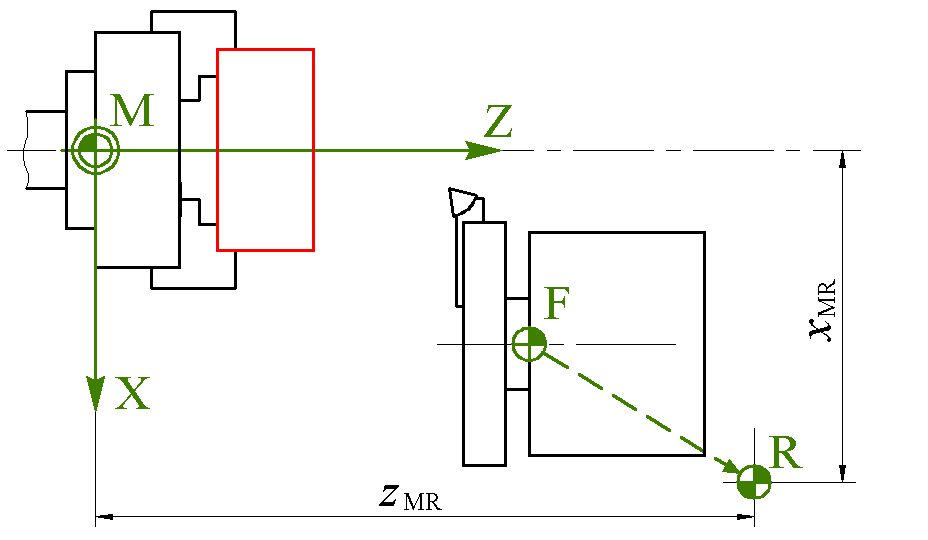
Рис. 2.15. Вывод рабочего органа в фиксированную точку станка (вид на станок сверху)
Определение положения нуля детали относительно нуля станка и настройка режущих инструментов
Прежде чем начать обработку заготовки необходимо определить положение нуля детали (программы) относительно нуля станка. Нуль детали при обработке на токарном станке с ЧПУ обычно располагают на пересечении оси вращения шпинделя и правого чистового торца детали (рис. 2.16). Поскольку линейные размеры детали обычно привязаны к торцу, то при таком расположении нуля программирование значительно упрощается.
Для определения положения нуля детали необходимо выполнить следующие действия:
1) вызвать функцией T нужный инструмент (например, упорно-проходной резец);
2) включить электронный штурвал командой VOL = 1;
3) в режиме ручного ввода кадра MDI включить шпиндель на заданную скорость главного движения (например, кадром S500 M04 и нажать Enter);
4) в режиме ручного управления MANU с помощью электронного штурвала подвести инструмент к торцу детали до соприкосновения с ним (рис. 2.2) и подрезать торец, отведя инструмент от обрабатываемой поверхности вдоль оси X;
5) в режиме MDI с помощью команды определения положения начальной точки ORA задать положение начальной точки оси Z кадром вида (ORA, 0, Z0);
6) с помощью электронного штурвала вывести инструмент вдоль оси X детали на расстояние, обеспечивающее снятие небольшого припуска при движении инструмента вдоль оси Z, произвести наружное обтачивание заготовки на длине, достаточной для измерения наружного диаметра (рис. 2.16) и отвести инструмент вдоль оси Z;
Написание управляющей программы для токарного станка с ЧПУ стойки Fanuc,цикл G71,G70,G83,G76 Урок 1
7) остановить шпиндель и измерить штангенциркулем диаметр d проточенной поверхности;
8) ввести полученное значение d в качестве координаты начальной точки оси X с помощью кадра вида (ORA, 0, X–d).
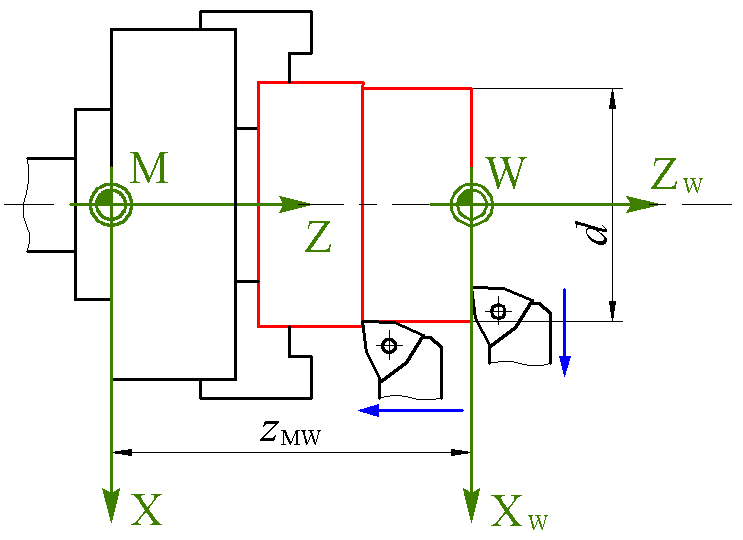
Рис. 2.16. Определение положения нуля детали (программы)
Испытание управляющей программы при использовании графической видеостраницы
Перед выполнением управляющей программы требуется провести ее испытание на графической видеостранице #6 при блокировке привода. Данная операция позволит построить на экране траектории инструментов без проведения обработки и визуально определить допущенные в программе ошибки (рис. 2.17).
Для испытания УП при использовании графической видео-страницы #6необходимо выполнить следующие действия:
1) ввести код UAS=1 (блокировка осей), который блокирует привод;
2) выбрать УП для испытания: SPG, PROG1 ,нажать клавишу Enter;
3) нажать клавишу F2 («Видеостраница») для перехода к графической видеостранице #6;
4) установить формат графического поля при помощи кода:
UCG,1,X…X…,Y…Y…,Z… и нажать клавишу Enter;
5) переключателем режимов работы станка выбрать режим AUTO;
6) нажать кнопку Пуск.
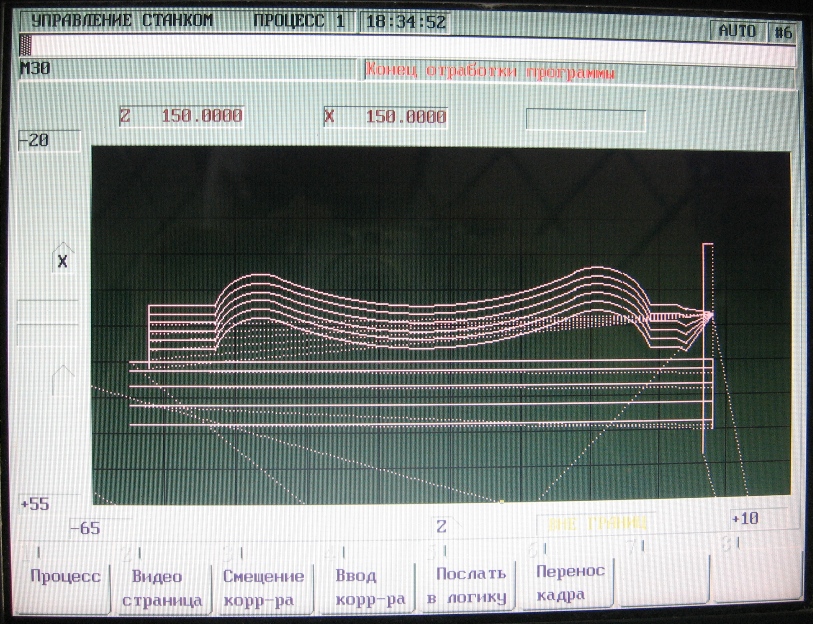
Рис. 2.17. Графическая видеостраница #6
Замечание.
При отображении на экране наблюдается смещение траекторий инструментов от их фактических траекторий на величину, равную разнице в вылетах относительно нулевого инструмента.
2.3. Порядок выполнения работы
Данная лабораторная работа предполагает выполнение следующих этапов:
1. Изучить методические указания к лабораторной работе.
2. Пройти собеседование с преподавателем и получить задание для выполнения работы.
3. Включить комплекс «станок с ЧПУ».
4. Вывести рабочий орган(суппорт с резцедержателем) в фиксированную точку станка
5. Определить положение нуля детали относительно нуля станка.
6. Произвести настройку необходимых режущих инструментов относительно нулевого инструмента.
7. Выполнить любую управляющую программу из программ, хранящихся в памяти УЧПУ.
8. Сделать выводы по работе.
9. Оформить и защитить отчет по лабораторной работе.
2.4. Контрольные вопросы
1. В каких режимах производится вывод информации на дисплей пульта оператора и как производится переход из одного режима в другой?
2. Какие режимы работы станка можно задать с помощью переключателя режимов?
3. Какова последовательность действий при включении комплекса «станок с ЧПУ»?
4. Какие действия необходимо выполнить для вывода рабочего органа, несущего инструмент, в фиксированную точку станка?
5. С помощью каких действий можно задать положение нуля детали на пересечении оси вращения шпинделя и правого торца заготовки?
6. Как можно осуществить настройку режущих инструментов путем привязки каждого из них к нулю детали?
7. Каким образом можно загрузить требуемую управляющую программу в оперативную память устройства ЧПУ?
8. Как можно произвести испытание управляющей программы с помощью графической видеостраницы?
3. Кодирование и отладка управляющей программы с использованием системы NCTuner
3.1. Цель и задачи работы
Цель работы – приобрести умение выполнять написание и отладку управляющих программ для станков с ЧПУ с использованием системы NCTuner.
Основные задачи работы:
• освоить основные приёмы работы с системой NCTuner;
• приобрести умение кодировать управляющие программы для фрезерной обработки;
• научиться кодировать управляющие программы для токарной обработки.
Работа рассчитана на 6 часов.
3.2. Основные теоретические сведения
3.2.1. Общие сведения о системе NCTuner
Общие сведения о системе NCTuner. Графическое окно и окно УП.
NCTuner – система твердотельного моделирования обработки детали на станках с ЧПУ. Система NCTuner предлагает необходимые средства для реалистичного моделирования процесса обработки, отладки и редактирования управляющей программы.
Исходной информацией для моделирования процесса обработки является управляющая программа в формате любой системы ЧПУ, параметры режущего инструмента и заготовки.
В систему входит среда отладки управляющих программ, позволяющая работать с кадрами управляющей программы и соответствующими участками траектории.
Вид главного окна системы NCTuner при моделировании процесса обработки показан на рис. 3.1.
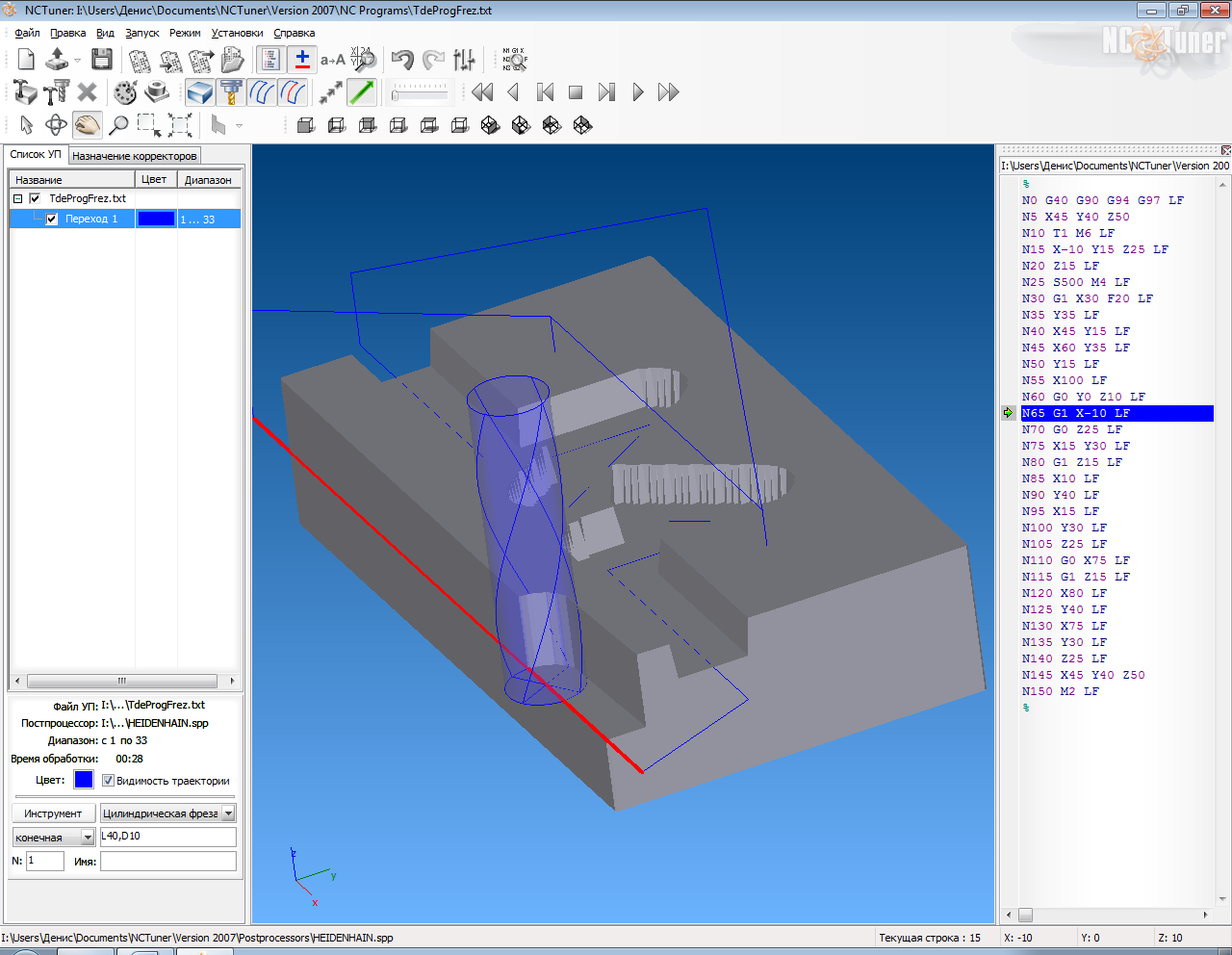
Рис. 3.1. Главное окно системы NCTuner
Основной частью главного окна является графическое окно, в котором отображается обрабатываемая заготовка, траектория инструмента и его движение в процессе выполнения управляющей программы.
Другой важной частью является окно управляющей программы (УП), в котором отображается текст УП. Отрабатываемый в данный момент кадр УП в этом окне выделяется указателем со стрелкой. В данном окне для выполнения процесса отладки можно задавать точки остановки УП.
В окне УП с текстом программы можно производить различные операции, как с простым текстовым файлом, причём все внесённые изменения автоматически будут отображаться в графическом окне.
Любой участок траектории можно интерактивно выделить в графическом окне и в окне УП курсор автоматически установится на соответствующей строке.
Создание проектов. Выбор УП.
Для файлов с проектом NCTuner используется расширение .nct.
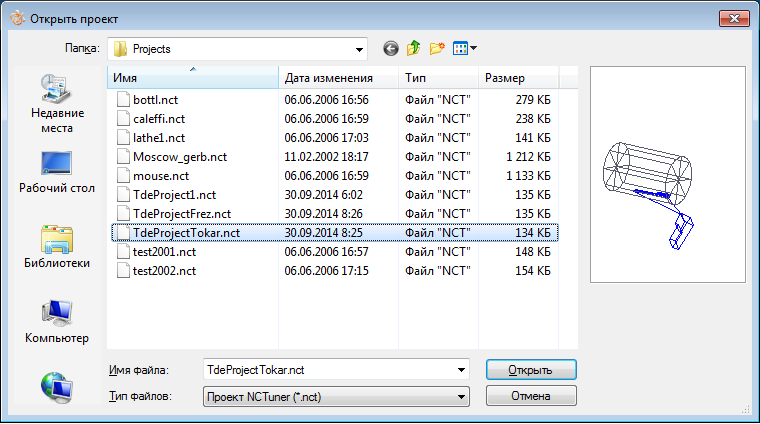
Рис. 3.2. Окно Открыть проект
УП должна представлять собой текстовый файл с произвольным расширением.
Выбор файла УП производится с помощью главного меню Файл | Открыть УП. После этого в открывшемся диалоговом окне (рис. 3.Х) необходимо выбрать файл, содержащий текст УП, и файл постпроцессора, с помощью которого УП будет преобразована в траекторию перемещения инструмента.
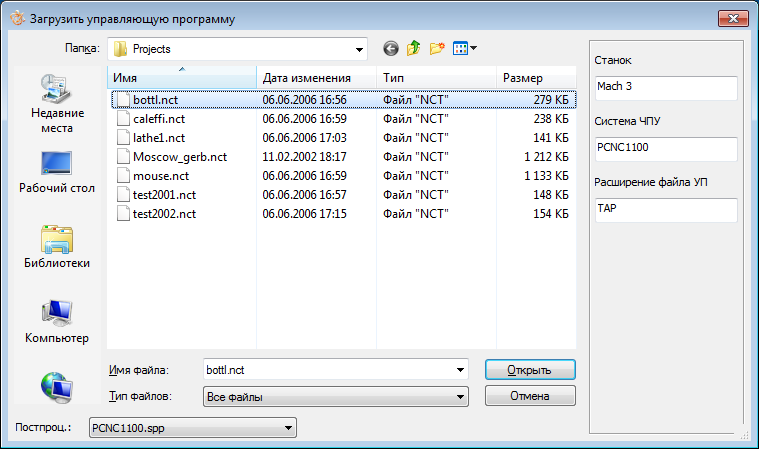
Рис. 3.Х. Окно Загрузить управляющую программу
После загрузки файла с УП, в правом окне отображается сам текст УП, в левом окне отображается траектория перемещения инструмента.
Определение заготовки и инструмента.

Для настройки параметров заготовки требуется выполнить команду Установить параметры заготовки , которая расположена на панели инструментов Параметры.
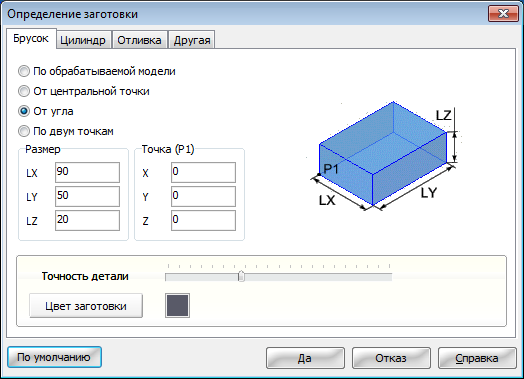
Рис. 3.Х. Окно Определение заготовки

Для задания инструмента выбирается команда Установить параметры инструмента , которая расположена на панели Параметры.
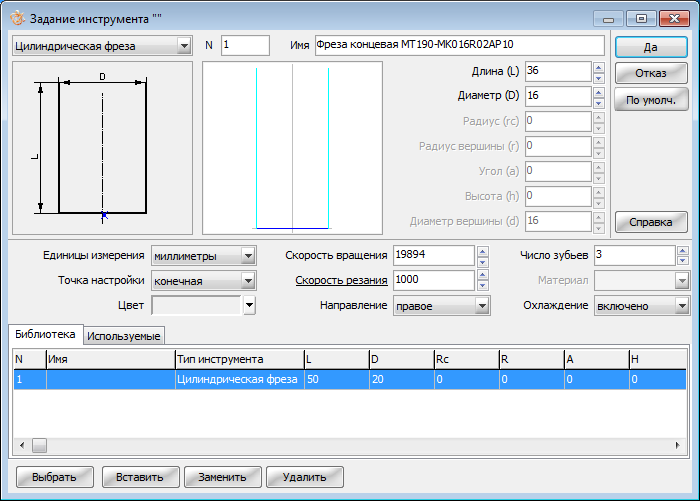
Рис. 3.Х. Окно Задание инструмента
В режиме моделирования также используются следующие функции панели управления моделированием:
— задание цвета заготовки;
— цветной след инструмента на модели;
— включение видимости траектории;
— выделение графического отображения следующего кадра;
— прорисовка после каждого кадра;
— прорисовка через одинаковые интервалы;
— ползунок задания скорости движения (действует при активированной функции …);
Моделирование фрезерной обработки
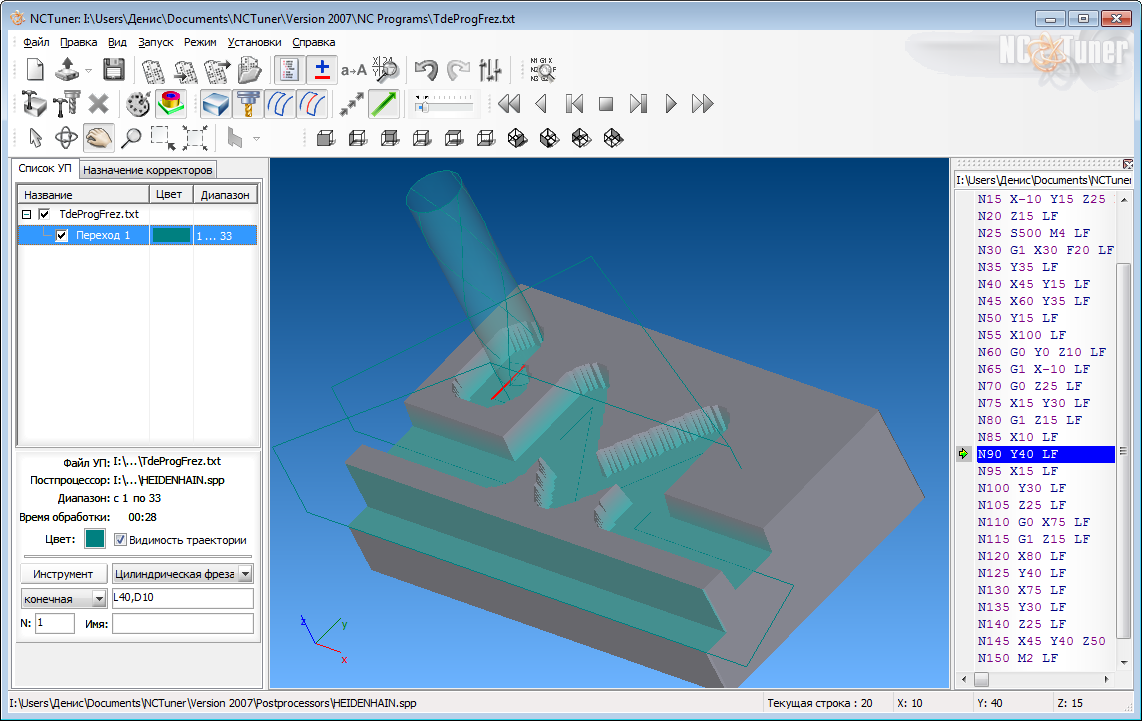
Рис. 3.Х. Моделирование фрезерной обработки в NCTuner
Для моделирования обработки используются команды, расположенные на панели управления моделированием (рис. 3.Х).

Рис. 3.Х. Команды управления моделированием

Ползунок задания скорости движения действует только при активированной функции – Прорисовка через одинаковые интервалы.

Для перехода в исходное состояние следует выбрать команду – Сбросить результаты моделирования.
Моделирование токарной обработки.
Все указанные функции системы NCTuner для фрезерной обработки полностью применимы к токарной обработке. Отличие заключается в том, что при моделировании токарной обработки заготовка по умолчанию – тело вращения, а инструменты – токарные резцы.
Переключение системы в режим токарной обработки производится из главного меню выбором команды Режим | Токарная обработка (рис. 3.Х).
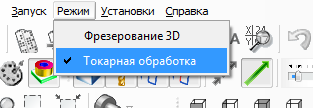
Рис. 3.Х. Меню Режим с выбранным пунктом Токарная обработка
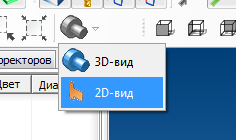
Рис. 3.Х. Список выбора вида при токарной обработке
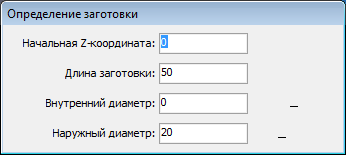
Рис. 3.Х. Окно Определение заготовки (токарная обработка)
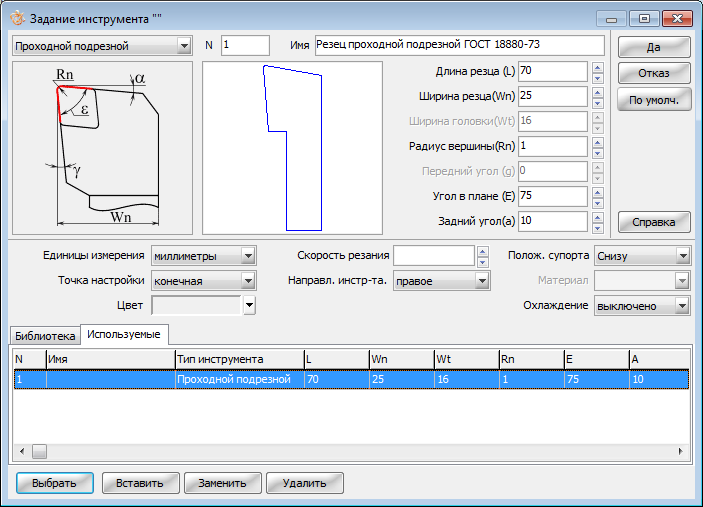
Рис. 3.Х. Окно Задание инструмента (токарная обработка)
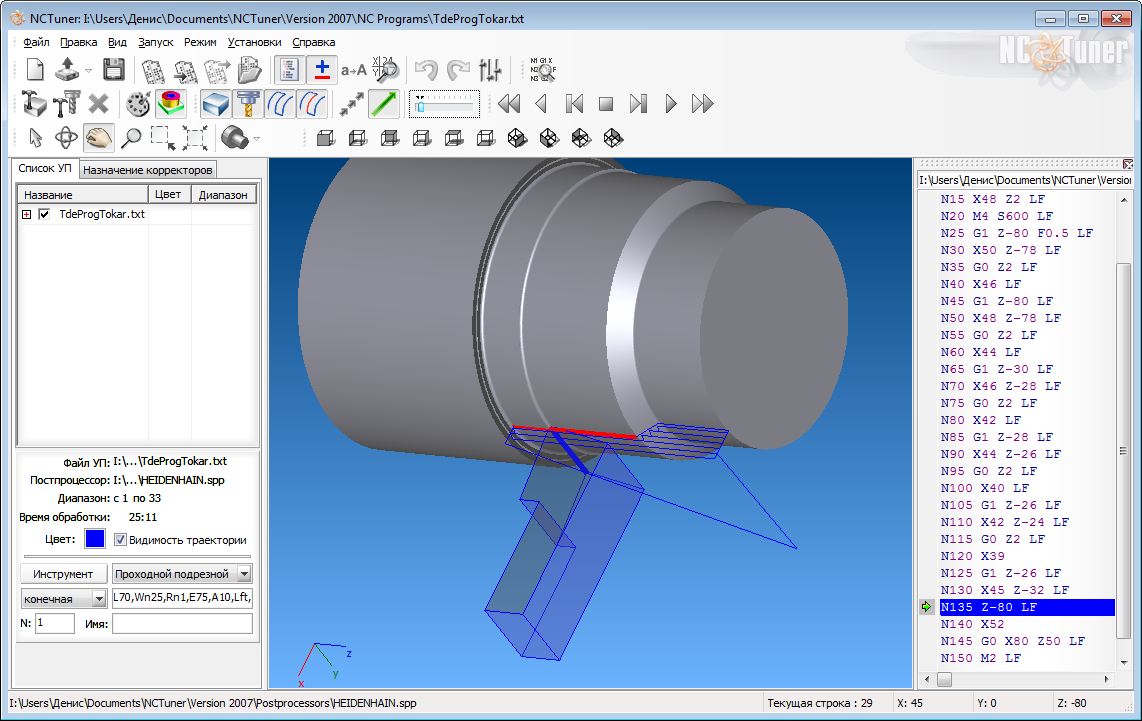
Рис. 3.Х. Моделирование токарной обработки в NCTuner
3.3. Порядок выполнения работы
Данная лабораторная работа предполагает выполнение следующих этапов:
1. Изучить методические указания к лабораторной работе.
2. Написать и отладить в NCTuner управляющие программы для фрезерной и токарной обработки.
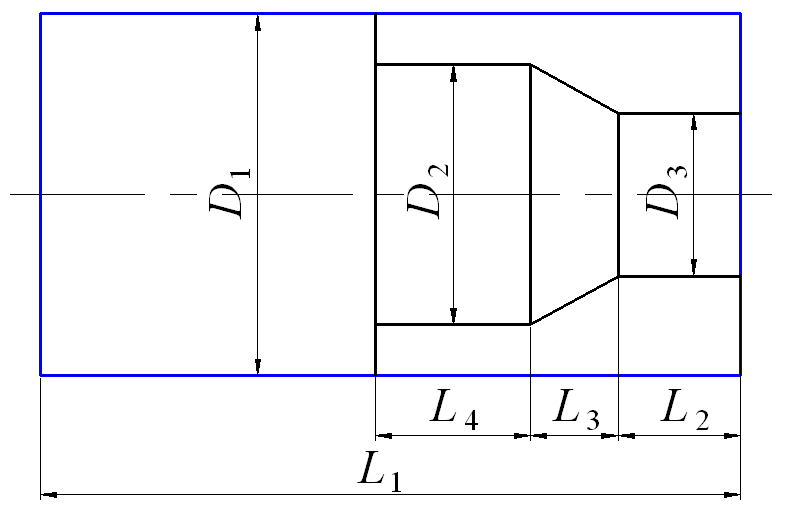
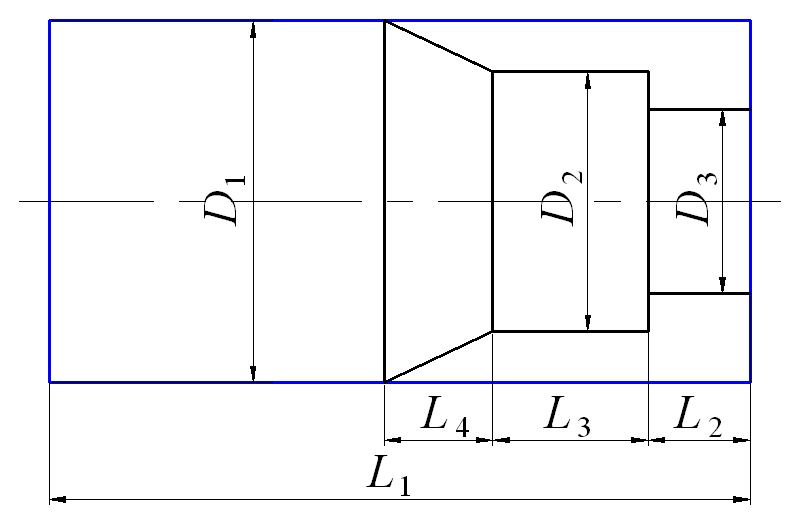
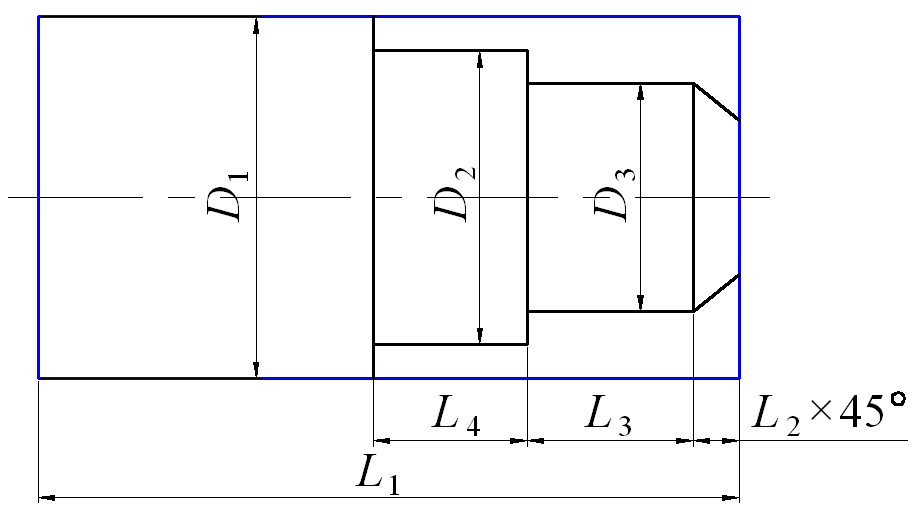
3. Написать и отладить управляющую программу на основе данных, приведённых в табл. 3.1. В качестве режущего инструмента рекомендуется использовать правый подрезной резец с углом в плане 75°, задним углом 10°, длиной 100 мм и шириной 25 мм.
4. Оформить и защитить отчет по лабораторной работе.
Исходные данные для программирования обработки детали на токарном станке с ЧПУ
 |
|||||||
| № вар. | D1 | D2 | D3 | L1 | L2 | L3 | L4 |
 |
|||||||
| № вар. | D1 | D2 | D3 | L1 | L2 | L3 | L4 |
 |
|||||||
| № вар. | D1 | D2 | D3 | L1 | L2 | L3 | L4 |
3.4. Контрольные вопросы
1. Для чего предназначена система NCTuner?
2. Из каких элементов состоит проект NCTuner?
3. Каким образом определяется заготовка в NCTuner?
4. Как задаются параметры инструмента в NCTuner?
4. Подготовка управляющей программы для токарного станка с ЧПУ
4.1. Цель и задачи работы
Цель работы – приобрести умение разрабатывать управляющие программы для токарных станков с ЧПУ на примере станка 16К20Ф3 с устройством ЧПУ NC-201.
Основные задачи работы:
• изучить основные особенности программирования для токарных станков с ЧПУ;
• приобрести умение программировать профиль детали и производить его вызов в циклах токарной обработки;
• научиться программировать нарезание резьбы на токарном станке с ЧПУ.
Работа рассчитана на 4 часа.
4.2.Основные теоретические сведения
Дата добавления: 2017-11-21 ; просмотров: 2903 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник: poznayka.org
Подготовка управляющих программ для станков токарной группы.
Существуют четыре уровня автоматизации при программировании обработки для станков с ЧПУ: 1 уровень – подготовка управляющих программ вручную с применением настольных или карманных калькуляторов и устройств подготовки данных на перфоленте. 2 уровень – использование ЭВМ для обработки некоторых задач, в основном, расчетно-вычислительного характера.
3 уровень – обработка на ЭВМ отдельных переходов. 4 уровень – разработка с помощью ЭВМ оперативного ТП и всех этапов ТП. 2 и 4 уровень автоматизации и подготовки управляющих программ соответствует методика, реализуемая системой автоматического программирования, использующая определенный программно-ориентированный язык программирования.
Для второго уровня автоматизации характерно решение следующих задач: 1) расчет координат опорных точек, 2) преобразование систем координат, 3) формирование элементарных перемещений, 4) определение технологических команд, 5) кодирование управляющей программы, 6) запись управляющей программы на носитель, 7) контроль программоносителя, 8) контроль траектории инструмента, 9) редактирование управляющей программы. Методика подготовки управляющей программы, включая ее редактирование, зависит от типа устройства ЧПУ станка, условий производства, организационных принципов работы станка с ЧПУ.
Обработка деталей заданной конфигурации на станке с ЧПУ обеспечивается перемещением инструмента по траектории, необходимой для получения заданного контура детали. Контур детали можно представить в общем случае состоящим из отдельных отрезков прямых, дуг окружностей и кривых высших порядков.
Отдельные геометрические элементы соединяются между собой пересечением или касанием. Точки конца одного геометрического элемента и начало другого называются узловыми, или опорными точками. Информация о перемещении инструмента задается в программе для устройства ЧПУ в виде координат опорных точек.
Эти координаты могут быть заданы в абсолютной системе координат, связанной с нулевой точкой станка, или в виде приращений координат конечных точек геометрических элементов контура относительно начальных. Программа обработки детали описывает траекторию движения опорной точки инструмента, называемой центром инструмента.
Траектория центра инструмента эквидистантна контуру обрабатываемой детали. В программе обработки детали целесообразно задавать координаты перемещения центра инструмента, т. е. необходимо уметь рассчитывать эквидистантный контур.
Расчет координат опорных точек эквидистантного контура производится на основании координат опорных точек контура детали, которые определяются из чертежа детали. Координаты опорных точек эквидистантной траектории инструмента наиболее просто представить как геометрическое место точек, равноудаленных от контура детали на расстояние, равное радиусу инструмента, строится справа или слева от элементов этого контура в зависимости от элементов этого контура в зависимости от расположения инструмента относительно обрабатываемого контура. Методика соединения элементов эквидистанты выбирают в зависимости от угла, образованного соседними элементами контура, если смотреть со стороны инструмента при обходе этого контура. Этот угол для пары отрезков измеряют непосредственно между ними. Если же элементом контура является дуга окружности, то угол измеряют относительно касательной к этой дуге в общей точке рассматриваемой пары элементов контура детали.
Нравится 0
Понравилась работу? Лайкни ее и оставь свой комментарий!
Для автора это очень важно, это стимулирует его на новое творчество!
Посоветуйте статью друзьям!
Случайные работы
Другие работы автора
Адачи программного управления. з
АТПП, АСУТП
Децентрализованная и централизованная структура.
АТПП, АСУТП
Похожие работы
Раздел 3 ФУНКЦИОНАЛЬНЫЕ СТИЛИ СОВРЕМЕННОГО РУССКОГО ЯЗЫКА
Риторика
Статус государственного служащего: права, обязанности, ограничения и запреты.
Политология
Международные правовые акты, международные договоры РФ как источники государственного права.
Политология
Билеты на ГКК для матросов 2 класса.
Иностранные языки
Команды, поданные наруль, рулевой обязан повторить, а вахтенный офицер должен убедиться, что они выполняются немедленно и аккуратно.
Иностранные языки
Источник: lektsia.info
Подготовка управляющих программ для токарных станков
Оборудование и технологии малого бизнеса
Прайс лист
Солнечная электростанция 30кВт — бизнес под ключ за 27000$
Оборудование для:
- Новинка. Индивидуальный капитальный станок — 1ИКС
- Мини-вибростанки изготовления строй-блоков для индивидуального строительства
- Пневмотранспортёр энжекторного типа для сыпучих материалов и жидкостей
- Инфракрасные сауны, фитосауны
- Печки-буржуйки на отработанном масле
- Дезинфицирующее средство нового поколения
- Станки деревообр., сверлильные, фуговальные…
ПОДГОТОВКА УПРАВЛЯЮЩИХ ПРОГРАММ ДЛЯ ТОКАРНЫХ СТАНКОВ, ОСНАЩЕННЫХ УЧПУ КЛАССА CNC
 4 января, 2013
4 января, 2013  admin
admin
Программирование для токарных станков, оснащенных УЧПУ класса CNC(HNC), имеет определенные особенности. При разработке УП для таких станков возможно широкое использование подпрограмм различного вида, упрощенных схем задания интерполяции и др.
Подпрограммы, используемые в программировании, могут быть стандартными (вложенными в память ЭВМ УЧПУ) или составляемыми в процессе программирования (формируемыми) при разработке каждой конкретной УП.

Опубликовано в ПРОГРАММИРОВАНИЕ ОБРАБОТКИ НА СТАНКАХ С ЧПУ
Источник: proizvodim.com