
Предметом планирования выполнения производственной программы являются метод изготовления и тип производства. Основная задача данного этапа состоит в том, чтобы задания производственной программы предприятия довести до всех структурных подразделений (корпусов, цехов, участков, рабочих мест) и организовать их выполнение. Эта задача решается средствами оперативно-календарного планирования (ОКП), которое является неотъемлемой частью тактического планирования предприятия.
1. Распределение производственной программы по плановым периодам.
В текущем планировании производственная программа составляется, как правило, на один год. В условиях динамичности внутренней и внешней среды предприятия разработать производственную программу на более длительные периоды не представляется возможным. Поэтому процесс, подготовки к выполнению годовой производственной программы начинается с ее распределения по кварталам и месяцам. Поскольку ритмичность производства имеет исключительно большое значение для повышения его эффективности, улучшения качества продукции и всей работы, необходимо весьма тщательно распределить годовой объем производства и реализации продукции по кварталам и месяцам.
Распределение годовых заданий по кварталам (месяцам) необходимо осуществлять с учетом следующих факторов:
1. установленных договорами сроков поставки продукции потребителям;
2. увеличения выпуска продукции за счет прироста и улучшения использования производственных мощностей и основных фондов, а также за счет мероприятий, предусмотренных планом инноваций;
3. сроков ввода в действие новых мощностей и оборудования;
4. обеспечения равномерной загрузки всех производственных подразделений;
5. повышения серийности (массовости) производства;
6. числа рабочих дней в каждом квартале;
7. сезонности и сменности работы;
8. сезонности сбыта продукции;
9. возможного выбытия основных фондов, а также остановки отдельных агрегатов, участков и цехов для ремонта оборудования;
10. снятия с производства устаревших видов изделий и продукции, не соответствующих по своим технико-экономическим показателям современному уровню развития науки и техники, а также не пользующихся спросом потребителей, и замены их новыми.
В массовом и крупносерийном производстве, когда потребление, продукций не носит сезонного характера (например, производство хлебобулочных изделий, строительных материалов), распределение производственной программы по плановым периодам производится пропорционально количеству рабочих дней. В остальных случаях распределение заданий производится с учетом сроков поставки продукции потребителям.
2. Доведение производственной программы до структурных подразделений.
В соответствии с установленной специализацией и внутрипроизводственной кооперацией план производства продукции в натуральном выражении доводится до производственных единиц предприятия и самостоятельных хозяйствующих субъектов, входящих в состав производственного объединения. Задания структурным подразделениям объединений предприятий разрабатываются в следующей последовательности: выпускающие подразделения; обрабатывающие подразделения; заготовительные подразделения. Структура и показатели производственных заданий зависят от действующей на предприятии системы ОКП.
3. Выбор метода изготовления производственной программы.
Планирование способа изготовления определяет, как будет организован производственный процесс в пространстве и времени. Различают поточный, партионный и единичный способы изготовления изделий.
а) Поточный метод. Сущность метода:
1. рабочие места специализируются на выполнении конкретной операции с постоянным закреплением одного или ограниченного числа наименований изделий;
2. рабочие места расположены по ходу технологического процесса изготовления изделий;
3. процесс изготовления изделий организован по принципу потока с однонаправленным движением предметов труда от одного рабочего места к другому и применением непрерывно действующего или пульсирующего транспорта;
4. операции на всех рабочих местах выполняются параллельно.
Объектом планирования в поточном производстве является поточная линия. Она представляет собой совокупность рабочих мест, расположенных в последовательности технологического процесса и предназначенных для выполнения синхронизированных операций. Синхронизация операций состоит в том, что технологический процесс и организация труда проектируются с таким расчетом, чтобы время обработки или сборки одного изделия на каждом рабочем месте линии было равно или кратно определенной величине такту или ритму. Тактом поточной линии называется промежуток времени между выпуском и запуском двух очередных изделий на каждом рабочем месте. Величина расчетного такта поточной линии находится в зависимости от ее производственной программы. Расчетная величина такта (r) определяется по формуле
где D полезный фонд времени работы линии за планируемый период (месяц, сутки, смену); Ап производственная программа линии за этот же период.
Время, обратное такту, называется ритмом поточной линии (R):
Несмотря на свою эффективность, поточные методы имеют ограниченное применение. В условиях серийного и мелкосерийного производства применяются партионные методы производства.
б) Партионный метод. Особенности метода:
1. производство продукции сериями и запуск деталей в обработку, партиями в соответствии с разработанными графиками;
2. за каждым рабочим местом закрепляется несколько деталей и операций;
3. для выполнения операций определенного вида работ применяется универсальное оборудование, инструменты и приспособления, а для повторяющихся партий специализированное оборудование, групповая и специальная оснастка;
4. оборудование в мелкосерийном производстве располагается по группам однотипных станков, а при повторяющихся партиях по ходу технологического процесса.
Для партионного метода характерны периодические перерывы в работе оборудования из-за переналадок для изготовления новой партии продукции и значительные размеры незавершенного производства, требующие больших площадей и тары. Поэтому при организации производства партионным методом первостепенное значение приобретает сокращение номенклатуры и увеличение размера повторяющихся партий, перенесение в условия партионного производства элементов потока. От размера партии и ее повторяемости в значительной мере зависят степень использования технологического оборудования и производительность труда.
в) Единичный метод. Отличается большой неповторяющейся номенклатурой изготовляемой продукции, значительным удельным весом нестандартных, оригинальных деталей и узлов, разнообразием работ, выполняемых на каждом рабочем месте, большой трудоемкостью и длительностью цикла изготовления изделий, отсутствием типизированных технологических процессов.
В единичном производстве преимущественно используются универсальное оборудование и инструменты, обеспечивающие выполнение разнообразных работ и операций, но с меньшей производительностью, чем на специальном оборудовании. Оборудование в единичном производстве располагается по группам станков. Часть его применяется лишь для выполнения отдельных нерегулярно встречающихся работ. Не всегда представляется возможным закрепление за рабочими местами технологически сходных работ. Все это приводит к неравномерной загрузке оборудования.
После выбора метода изготовления производственной программы рассчитываются:
1. длительность производственного цикла;
2. размеры партий;
3. сроки запуска их в производство.
4. Расчет загрузки оборудования.
После расчета цеховых планов производства выявляется, какую загрузку оборудования обеспечивает производственная программа. При расчете загрузки оборудования определяется степень соответствия производственной программы каждого рабочего места его производственной мощности. Поэтому расчет загрузки оборудования производится по каждому агрегату, станку.
Он позволяет выявить «узкие места», а также незагруженное оборудование. На основе расчетов загрузки оборудования планируются мероприятия по «расшивке узких мест» и дозагрузке незагруженного оборудования. Решение задачи состоит в расчете действительного фонда времени работы оборудования и времени, необходимого для выполнения запланированной цеху программы. В результате сравнения этих величин определяются: коэффициент загрузки.
Коэффициент загрузки может рассчитываться по каждому инвентарному номер оборудования, шифру, или технологической группе оборудования.
Источник: studentopedia.ru
Планирование выполнения производственной программы
Предметом планирования выполнения производственной программы являются метод изготовления и тип производства. Основная задача этого этапа состоит в том, чтобы задания производственной программы предприятия довести до всех структурных подразделений и организовать их выполнение. Выполнением производственной программы занимается оперативно-календарное планирование (ОКП).
Основными функциями ОКП являются:
q обеспечение каждого работника необходимой информацией о его рабочем месте задании на период месяца или декады;
q обеспечение рабочих мест материальными ресурсами;
q координация деятельности и контроль за выполнением заданий.
Планирование выполнения производственной программы осуществляется по следующие схеме.
1.Распределение производственной программы по плановым периодам (кварталам или месяцам), осуществляется с учетом следующих факторов:
q установленных сроков поставки продукции потребителям;
q обеспечение равномерной загрузки всех производственных подразделений;
q числа рабочих дней в каждом периоде;
q сезонности и сменности работы.
2.Доведение производственной программы до структурных подразделений.
3 .Выбор метода изготовления производственной программы. Планирование способа изготовления определяет, как будет организован производственный процесс в пространстве и времени. Различают поточный, партионный или единичный способы изготовления изделий.
После выбора метода изготовления производственной программы рассчитываются: длительность производственного цикла, размеры партий, сроки запуска их в производство.
4.Расчет загрузки оборудования. При расчете загрузки оборудования определяется степень соответствия производственной программы каждого рабочего места его производственной мощности. Поэтому расчет загрузки оборудования производится по каждому агрегату, станку. Здесь рассчитываются такие показатели как коэффициент загрузки оборудования, его пропускная способность, резерв или дефицит в единицах производительности и в станках.
Контрольные вопросы к главе 6.
1. Перечислите основные показатели плана производства и реализации продукции.
2. В чем отличие чистой продукции от условно-чистой продукции.
3. Назовите этапы составления производственной программы.
4. Какой тип планирования занимается выполнением производственной программы, его функции.
5. Каким образом осуществляется выполнение производственной программы.
Глава 7. Планирование производственной мощности предприятия
Источник: studopedia.su
ПЛАНИРОВАНИЕ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ — презентация
Первый слайд презентации: ПЛАНИРОВАНИЕ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ
Изображение слайда
Слайд 2: Производственная программа предприятия
развернутый или комплексный план производства и продажи продукции, характеризующий годовой объем, номенклатуру, качество и сроки выпуска требуемых рынком товаров и услуг.
Изображение слайда
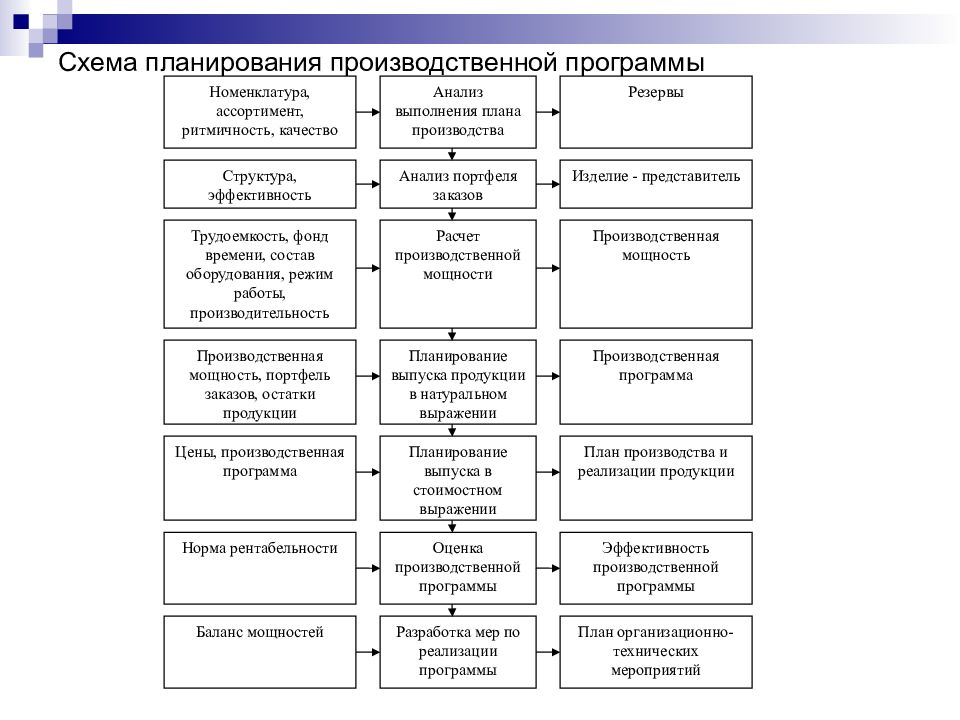
Слайд 3: Схема планирования производственной программы
Анализ выполнения плана производства Номенклатура, ассортимент, ритмичность, качество Резервы Анализ портфеля заказов Расчет производственной мощности Планирование выпуска продукции в натуральном выражении Структура, эффективность Трудоемкость, фонд времени, состав оборудования, режим работы, производительность Изделие — представитель Производственная мощность Производственная мощность, портфель заказов, остатки продукции Производственная программа Планирование выпуска в стоимостном выражении Цены, производственная программа План производства и реализации продукции Оценка производственной программы Норма рентабельности Эффективность производственной программы Разработка мер по реализации программы Баланс мощностей План организационно-технических мероприятий
Изображение слайда
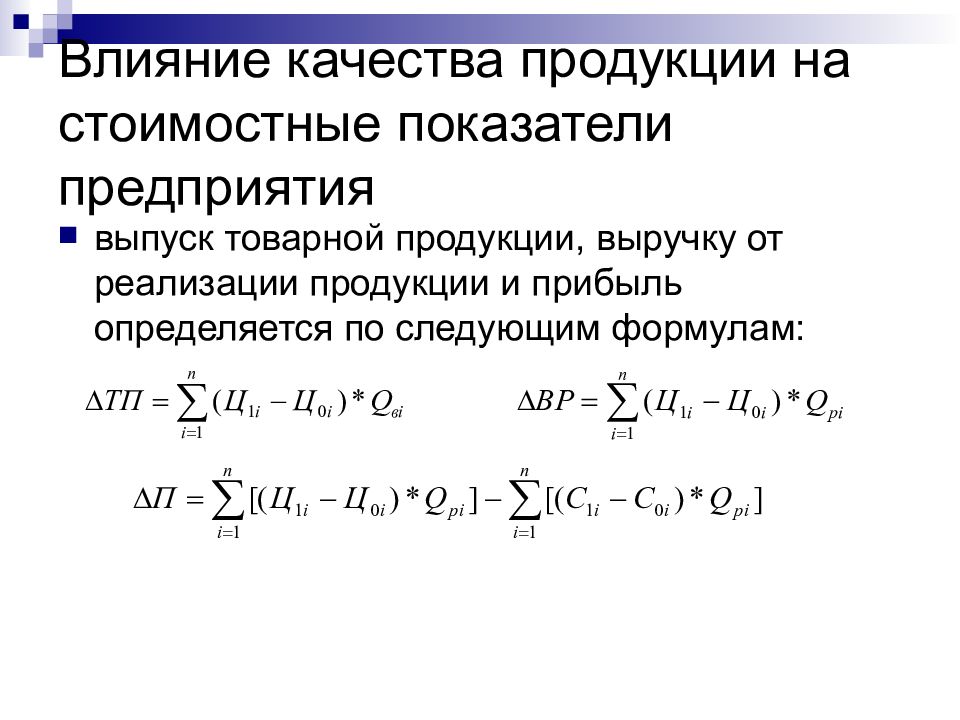
Слайд 4: Влияние качества продукции на стоимостные показатели предприятия
выпуск товарной продукции, выручку от реализации продукции и прибыль определяется по следующим формулам:
Изображение слайда
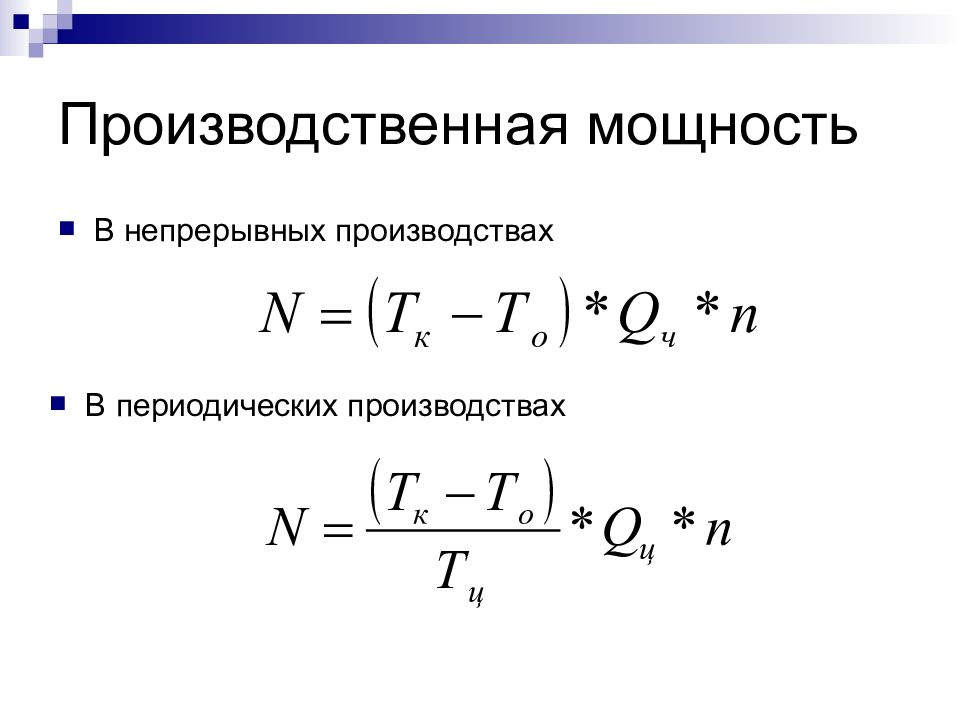
Слайд 5: Производственная мощность
В непрерывных производствах В периодических производствах
Изображение слайда
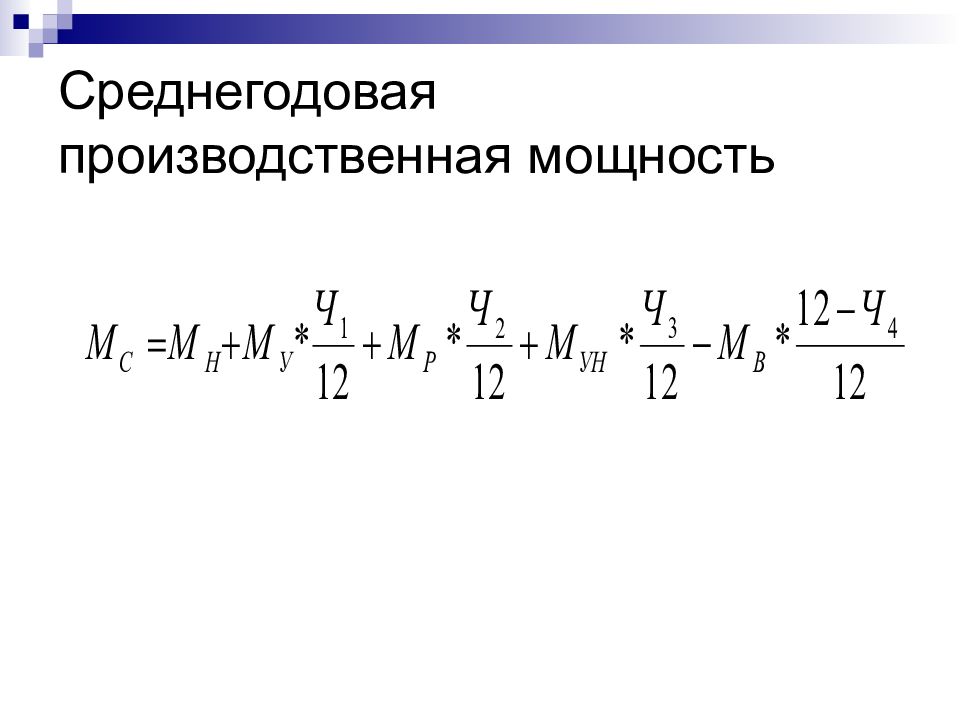
Слайд 6: Среднегодовая производственная мощность
Изображение слайда
Слайд 7: При разработке производственной программы используются следующие понятия:
Готовая продукция (ГП) – предмет труда, прошедший все стадии обработки, отвечающий предъявляемым требованиям и принятый на склад; Полуфабрикаты (ПФ) – предметы труда, являющиеся конечной продукцией для данной стадии и исходным сырьем для последующей; Незавершенное производство (НП) – предмет труда, который не прошел все стадии обработки на данном участке; Валовой оборот (ВО) – общий объем производства продукции, полуфабрикатов, работ, услуг, произведенных всеми (основными и вспомогательными) цехами предприятия;
Изображение слайда
Слайд 8: При разработке производственной программы используются следующие понятия:
Внутризаводской оборот (ВЗО) – стоимость продукции, полуфабрикатов, работ, услуг, произведенных и потребленных непосредственно на предприятии; Валовая продукция (ВП) – разница между валовым оборотом и внутризаводским оборотом. Валовая продукция складывается из товарной продукции и изменения остатков полуфабрикатов на начало и конец периода (∆ПФ); Товарная продукция (ТП) – готовая продукция, полуфабрикаты, работы, услуги, предназначенные к реализации на сторону; Реализованная продукция (РП) – в зависимости от выбранной предприятием учетной политики это либо отгруженная покупателю продукция, на которую были оформлены отгрузочные документы, и выполненные работы, предоставленные услуги, по которым оформлены акты сдачи-приемки, либо отгруженная продукция, выполненные работы, предоставленные услуги, оплата за которые поступила на расчетный счет или в кассу предприятия.
Источник: showslide.ru