
Любой технолог должен уметь определять экономически эффективное решение производственных, организационных и технологических задач; понимать экономический смысл эффективного и рационального использования производственных ресурсов и на этой основе определять показатели производственной программы и производственной мощности предприятий; всесторонне владеть методикой ценообразования и калькулирования себестоимости производства и реализации продукции предприятий; знать методику расчетов основных экономических показателей деятельности предприятий, формирование и распределение прибыли, рентабельности, сроков окупаемости капитальных вложений; уметь давать оценку эффективности производства и применения взаимозаменяемых конструкций и материалов.
В связи с этим в любой момент деятельности предприятия актуальными являются вопросы, связанные с технико-экономическими расчетами, обоснованием организации и планирования производства, а также результатов его деятельности.
Целью курсовой работы является планирование технико-экономических показателей работы участка по изготовлению детали «Вал-шестерня».
Практическая работа №2. Производственная программа по эксплуатации подвижного состава
Для реализации данной цели в курсовой работе должны быть решены следующие задачи:
— проведение организационных расчетов;
— планирование себестоимости прибыли и цены детали;
— оценка деятельности структурного подразделения.
Объектом исследования в курсовой работе является участок машиностроительного предприятия по производству детали «Вал-шестерня», предметом курсовой работы является организация производства, планирование технико-экономических показателей работы участка.
Организационная часть
Исходные данные и определение годовой производственной программы
Исходными данными для выполнения курсовой работы являются:
— номенклатура объектов производства;
— годовая производственная программа;
— трудоемкость обработки изделия.
Так как годовой объем продукции составляет детали 2000 штук, а масса детали составляет 0,5 кг, то рекомендуемый тип производства для детали «Ось колодки»- мелкосерийный.
Мелкосерийный тип производства характеризуется выпуском сравнительно узкой номенклатуры изделия, изготовляемых в больших количествах, но все же недостаточных для применения методов массового производства.
1.2 Расчет трудоемкости обработки детали
Проектируемая деталь «Ось колодки» относится к классу «тела вращения», подклассу «Валы». Ось предназначена для поддержания вращающихся частей и не участвующая в передаче вращающего или крутящего момента. Ось воспринимает нагрузку от расположенных на них деталей и работают на изгиб.
Эскиз детали представлен на рисунке 1.
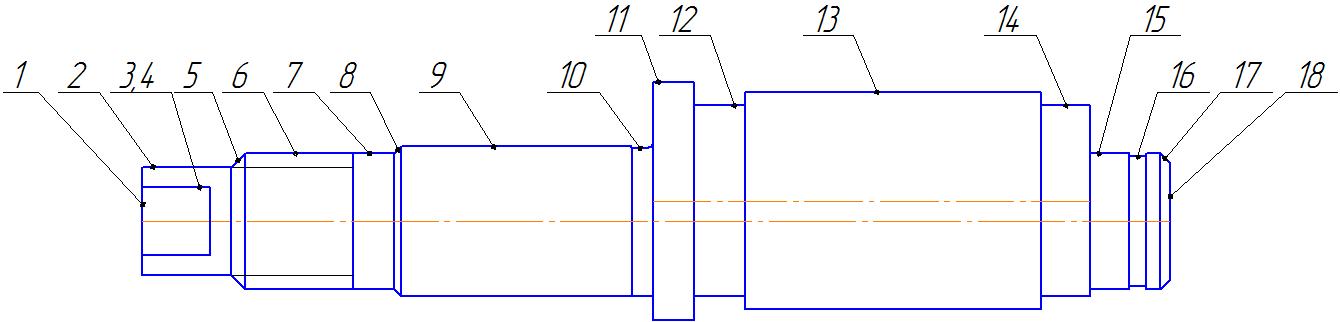
Рисунок 1 – Эскиз детали «Ось колодки»
Технологический процесс изготовления детали представлен в таблице 1.
Таблица 1 – Технологический процесс изготовления детали
| Наименование операции | Оборудование | tшт, мин | Тп.з., мин | tш-к, мин |
| 005 Центровально-подрезная | 2,147 | 2,39 | ||
| 010 Токарно — гидрокопировальная | 1М713П | 1,697 | 2,026 | |
| 015 Токарная | 16К20 | 2,14 | 2,31 | |
| 025 Фрезерная | 6Р82Г | 1,504 | 1,735 | |
| 030 Резьбонакатная | 3М151 | 0,287 | 0,555 | |
| 050 Круглошлифовальная | 3М152 | 2,844 | 2,864 | |
| Итого | 14,25 |
АГБК Понятие и измерители производственной программы организации Ковалева Н.А.
Штучно — калькуляционное время изготовления изделия рассчитывается по формуле:
, (1)
где in. – штучное время;

– подготовительно- заключительное время,

– оптимальный размер партии деталей.
Оптимальный размер партии деталей определяется по формуле:

,(2)
где Т – необходимый запас изделий в днях, в зависимости от размеров и массы изделия. Т изменяется от 2 до 30 дней. Принимаем Т = 10 дней.
Nгод– годовая программа в штуках;
Драб– число рабочих дней в году.
Для расчета ДРАБв 2017 году принимаем число календарных дней 366 для РБ, число праздничных 17 дней, число выходных 105 дней, тогда
ДРАБ= 366-105-17= 244 дня.
Оптимальный размер партий деталей должен удовлетворять двум условиям:
1) он должен быть равным или больше минимального размера партии
2) он должен быть кратным сменно-суточной программе (Nгод/ДРАБ)

шт
Минимальный размер партии деталей определяется по формуле:
, (3)
где – подготовительно – заключительное время на переналадку оборудования по операции, имеющей наибольшие затраты времени на переналадку, в минутах;

– штучное время операции, имеющей наибольшее подготовительно – заключительное время, в мин.;
К – коэффициент допустимых потерь времени на переналадку станка.
К – изменяется в пределах 0,03 – 0,1. Рекомендуется принять К = 0,03.

шт
Смена суточное задание определяется по формуле:

nсут= Nгод/ (4)
Так как =82 шт больше nmin=316шт и кратно nсут=8,2(82/8,2=10),то принимаем =82 шт
Операция 005 Центровально-подрезная
Тшт.к=2,147+ =2,39мин
Операция 010 Токарно — гидрокопировальная
Тшт.к=1,697+ =2,026 мин

Тшт.к=2,14+ =2,31 мин
Тшт.к=1,504+ =1,735 мин
Операция 030 Резьбонакатная

Тшт.к=0,287+ =0,555 мин
Тшт.к=2,844+ =2,864 мин
Источник: poisk-ru.ru
§ 18.5. Годовая производственная программа
Годовая производственная программа — это номенклатурный перечень запланированной к производству продукции в натуральном и стоимостном выражении. Определение производственной программы в натуральном выражении объясняется тем, что этот расчет направлен на удовлетворение потребностей покупателя.
Запланированный объем производства является составной частью объема продукции, предусмотренной для реализации, и рассчитывается по каждой номенклатурной позиции:
где —запланированный годовой объем производства, шт.;
Qн, 0К — остатки готовой продукции на складе соответственно на начало и конец планируемого периода, шт.;
(~)вр —объем продукции для внутрипроизводственного потребления, шт.
В стоимостном выражении производственная программа отражает потенциальную выручку, т.е.
ВР = I и, 0,и, + I Цш max (min);
где С —суммарное значение показателя, принятого в качестве критерия оптимальности;
п —число наименований изготавливаемых изделий;
X, — количество изделий /-го наименования в производственной программе, шт.;
С. — оценка /-го изделия в соответствии с критерием оптимальности;
ау — затратыу-го ресурса на изготовление /-го изделия;
Aj — располагаемая величина у-го ресурса;
т — число ограничений по ресурсам.
Расчет ведется по каждому виду ресурсов (у = 1, 2, . т):
Источник: economy-ru.com
Расчет производственной программы участка № 1 строительных машин по ТО и ремонтам. Расчет производственной программы агрегатного цеха
Пост оснащен смотровой канавой, в которой смонтировано устройства для слива отработанных масел. По обеим сторонам канавы вдоль стен расположено оборудование для проведения работ по техническому обслуживанию и текущему ремонту с гидроприводом. Здесь расположены грузоподъемные средства. Оборудование для очистки, промывки, заправки систем смазки и гидравлики, диагностическое оборудование. Оснащение поста позволяет выполнять крепежные работы, разборочно-сборочные работы при текущем ремонте, а также очистку рабочей жидкости систем строительных машин.
На посту по ТО производятся технические обслуживания строительных машин в соответствии графика ППР. Выполненные плановые работы ТО по каждой машине учитывается в журнале учета технического обслуживания и ремонта строительных машин, а внеплановые – в журнале учета работ по устранению неисправностей строительных машин.
План поста по ТО для обслуживания строительных машин.
Таблица 6. Ведомость оборудования поста по ТО.
Наименование оборудования
Технические хар-ки
Крепежные работы
Верстак с тисками
Источник: vunivere.ru