
Любое самолетостроительное предприятие независимо от объема производства включает три группы подразделений: а) подразделения, перерабатывающие исходные материалы в продукцию предприятия. Эту группу называют основным производством предприятия; б) подразделения, изготовляющие изделия, необходимые для производства продукции предприятия. Эту группу называют вспомогательным производством предприятия; в) подразделения, обеспечивающие функционирование подразделений основного и вспомогательного производств. Эту группу называют обслуживающим производством предприятия.
На рис. 2.1 показана принципиальная схема производственной структуры самолетостроительного предприятия. В зависимости от структуры предприятия образуется и структура производственного процесса предприятия.
Для серийного изготовления самолета на предприятии организуются производственные цехи и подразделения основного, вспомогательного и обслуживающего производств.
К цехам основного производства относятся цехи, в которых изготовляют детали самолета, собирают узлы, агрегаты, производят монтаж бортовых систем, т. е. все цехи, занятые изготовлением самолета. К вспомогательным цехам относятся цехи, в которых изготовляют технологическое оснащение для цехов основного производства.
Я стесняюсь своего тела. Сезон 3. Выпуск 7. Часть 1 из 5
Цехи основного производства по изготовлению деталей самолета организуются по технологическому признаку, т. е. в каждом цехе реализуются родственные методы производства — механическая обработка, листовая штамповка и т. д. В зависимости от размеров самолета на заводе организуют несколько механических цехов: цех обработки длинномерных и крупногабаритных деталей, цех

- 2.2. Структура предприятия, его производственный процесс.
- 43
Рис. 2.1. Производственная структура самолетостроительного предприятия:
штриховая линия со стрелками — функциональная зависимость структуры вспомогательного и обслуживающего производств от структуры основного производства; сплошные линии со стрелками — зависимость производственной деятельности подразделений вспомогательного производства от потребностей основного производства и деятельности обслуживающего производства, от потребностей основного и вспомогательного производства
средних, мелких деталей, цех нормалей, изготовляемых на металлорежущих станках; несколько цехов листовой штамповки: цех штамповки крупных и средних деталей из листовых полуфабрикатов, цех изготовления обшивок, цех изготовления деталей из прессованных профилей, цех или отделение штамповки резиной, штамповки на листоштамповочных молотах, отделение импульсных методов штамповки.
Как правило, по одному цеху организуются: кузнечный (объемная штамповка), литейный, термической обработки, антикоррозионных покрытий, трубопроводов, химического травления. Кузнечный и литейный цехи изготовляют детали мелких и средних размеров. Крупные штамповки, поковки, крупное стальное и алюминиевое литье самолетостроительные заводы получают в порядке кооперации с металлургических предприятий.
Объем производства
Цехи по изготовлению деталей реализуют первый этап изготовления самолета. Второй и третий этапы могут реализоваться
совместно в цехах, организованных по предметному признаку, — цех сборки отсеков фюзеляжа, цех сборки центроплана и крыльев, цех хвостового оперения и др. В этих цехах собирают как узлы данного отсека или агрегата, так и осуществляют окончательную его сборку. Например, в крыльевом цехе могут собираться и панели, и нервюры, и лонжероны, кессонная, носовая и хвостовая части, а затем все эти узлы в том же цехе собирают в стапеле окончательной (общей) сборки крыла. Так же может быть организовано производство и в цехе сборки фюзеляжа, хвостового оперения и др.
При установившемся серийном производстве сборка узлов может быть выделена в отдельные специализированные цехи: цех сборки панелей (соединение обшивок со стрингерами и элементами шпангоутов), цех сборки плоских узлов (нервюр, шпангоутов, лонжеронов и др.), цех сборки сотовых конструкций и др. Производство узлов в специализированных цехах дает возможность применить большую механизацию труда, так как это ведет к увеличению программы выпуска изделий цеха, а кроме того, затраты на более совершенное технологическое оснащение, специализированное оборудование и средства автоматизации окупаются быстрее. Сборка при помощи сварки, склеивания, пайки, сборка сотовых конструкций, изготовление деталей из неметаллических материалов сосредоточиваются в отдельных цехах или отделениях.
Четвертый и пятый этапы — общая сборка и монтажные работы — сосредоточиваются в одном цехе общей или окончательной сборки. При установившемся производстве самолета монтажные работы по возможности рассредоточиваются на этапы агрегатной и узловой сборки, что позволяет сократить цикл общей сборки.
Заключительный этап изготовления самолета — испытания — выполняется частично в цехах агрегатной сборки, например, испытания на герметичность, в большей степени — в цехе окончательной сборки, на контрольно-испытательной станции и завершаются в аэродромном цехе, где производятся наземные испытания, а затем летные испытания, для проведения которых в пределах аэродромного цеха организуется летно-испытательная станция (ЛИС).
Для обеспечения цехов основного производства специальными технологическими приспособлениями, контрольно-испытательными стендами и приспособлениями, а также инструментами на заводе организуют несколько вспомогательных цехов: плазово- шаблонный цех, цех сборочных приспособлений, инструментальный цех, цех по изготовлению штампов, цех по ремонту оборудования и др.
Кроме основных и вспомогательных цехов на заводе имеются обслуживающие подразделения, которые, не будучи непосредственно связанными с технологическими процессами изготовления деталей и сборки самолета, играют важную роль в производственном процессе завода.
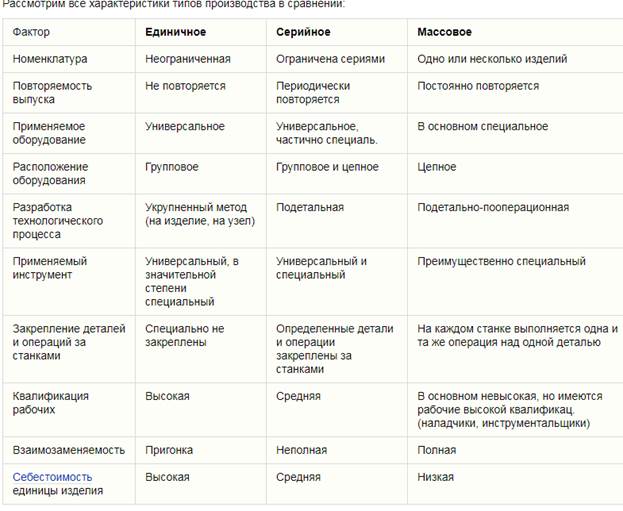
На технологическую оснащенность цехов основного производства определяющее влияние оказывает тип производства. Различают три типа производства: массовое, серийное и единичное. Массовое производство характеризуется выпуском изделий в больших количествах при максимальной специализации, и ему свойственна высокая степень совершенства технологического оснащения.
В массовом производстве применяется специальное оборудование, предназначенное для выполнения лишь одной операции или нескольких операций, но относительно одной детали, специальные приспособления и инструменты, автоматизированное оборудование и автоматические линии. В массовом производстве ручной труд применяется ограниченно. Однако технологическое оснащение такого производства занимает длительный срок и стоит очень дорого, поэтому только большой его объем оправдывает эти затраты.
Самолетостроительное производство не является массовым. Нет необходимости выпускать самолеты в массовом порядке, как, например, автомобили или тракторы. Но внутри самолетостроительного предприятия некоторые детали, идущие на каждый самолет в большом количестве, изготовляются с учетом специфики массового производства. Например, на самолет клепаной конструкции идет от нескольких сот тысяч до миллиона заклепок, несколько десятков тысяч болтов, винтов, гаек, шайб; эти нормализованные детали изготовляются на специальных или специализированных автоматах.
Серийное производство характеризуется выпуском однотипных машин сериями, в ограниченных количествах; ему свойствен средний уровень специализации и технологического оснащения. Здесь реже применяется специальное оборудование, больше — специализированное и универсальное оборудование, предназначенное для изготовления однотипных деталей или однотипных технологических операций. В серийном производстве больше применяются универсальные и специализированные технологические приспособления, переналаживаемые в зависимости от конструкции деталей и узлов, универсальный инструмент, упрошенные методы производства. В общем балансе труда здесь заметную роль играет ручной труд.
Производство самолетов относится к серийному производству.
Единичному производству свойствен выпуск одного или нескольких изделий; уровень технологического оснащения здесь ниже серийного. Технологические процессы оснащаются универсальными видами оборудования, приспособлений, инструмента, видами специализированного оборудования для изготовления групп однотипных деталей, характеризуются упрощенными методами изготовления деталей и сборки, при внедрении которых не требуется дорогостоящих приспособлений. Доля ручного труда здесь выше, чем в серийном производстве.
Уровень технологического оснащения может быть оценен сравнительными данными: числом операций, приходящихся на единицу оборудования, соотношением между механизированным и ручным трудом, соотношением структурных составляющих себестоимости изделия, а также степенью специализации и др.
На уровень технологических процессов в цехах основного производства оказывают влияние объем производства и программа выпуска машин. Объем производства — это общее количество машин данного типа, подлежащих изготовлению на заводе. Объем производства машин определяется государственными планами, исходя из потребностей народного хозяйства.
Программа выпуска — это количество машин, выпускаемых заводом за календарный год. В самолетостроительном производстве объем производства зависит от класса и назначения машин и может колебаться в пределах от нескольких десятков (сверхтяжелые самолеты) до нескольких сот. Годовая программа выпуска назначается в зависимости от объема производства и колеблется в широких пределах в зависимости от класса машин и потребностей.
Инженерные подразделения технологического характера занимают ведущее место на предприятии. Они возглавляются главным технологом и главным металлургом предприятия. Специалисты в области технологии разделяются на предприятии по видам работ, а внутри каждого вида работ — на специалистов по методам и по средствам производства.
Первая группа специалистов разрабатывает технологические процессы изготовления деталей, сборки и монтажа систем самолета, определяет режимы обработки, совершенствует и изобретает новые методы на основе изучения механики и физики, конкретных технологических процессов и операций; назначает номенклатуру технологического оборудования, определяет и оформляет заказы на новое оборудование, необходимое в связи с появлением в конструкции самолета деталей и агрегатов, которые не могут быть обслужены существующим оборудованием. Развитие методов производства по отдельным видам работ, выбор из них наиболее прогрессивных и распространение их в пределах всей отрасли самолетостроения — в решении этой очень крупной и важной задачи большую роль играют технологи — специалисты по отдельным видам работ.
Вторая группа специалистов осуществляет проектирование средств производства, совершенствует и развивает эту не менее важную сторону технологии, создает новые виды технологического оснащения, с большими технологическими возможностями, с большей степенью автоматизации; разрабатывает средства контроля.
Подобную структуру имеют и технологические отраслевые научно-исследовательские институты.
Производственный процесс предприятия — сложный комплекс первичных процессов основных, вспомогательных и обслуживающих подразделений предприятия, обеспечивающих своевременный выпуск заданной продукции.
Производственный процесс самолетостроительного предприятия подчинен одной цели — выпуску самолета (самолетов) определенного типа требуемого качества и в заданном количестве. Конкретный состав подразделений предприятия, а следовательно, и структура производственного процесса данного предприятия образуются в первую очередь в зависимости от технологического процесса изготовления запущенного в производство самолета.
Структура технологического процесса и особенно его техникоэкономические показатели в большой степени зависят от объема производства и программы выпуска изделий.
Объем выпуска изделий — количество изделий определенных наименований, типоразмера и исполнения, изготовляемых или ремонтируемых объединением, предприятием или его подразделением в течение планируемого времени.
Источник: studref.com
Виды производства
В зависимости от потребностей народного хозяйства различные машины изготавливают в разных количествах, определяемых объемом и программой выпуска.
Объем выпуска изделия (объем выпуска) – количество изделий определенного наименования, типоразмера и исполнения, изготовляемых или ремонтируемых объединением, предприятием или его подразделением в течении планируемого интервала. Понятие «объем выпуска» используют при проектировании завода, цеха, технологического процесса и т.д.
Программа выпуска – перечень наименований изготовляемых или ремонтируемых изделий с указанием объема выпуска и сроков выполнения по каждому наименованию.
Объем серии изделий – общее количество изделий определенных наименования, типоразмера и исполнения, изготовляемых или ремонтируемых по выполняемой конструкторской документации. Размер серии во многом зависит от совершенства конструкции машины и степени соответствия ее запросам потребителей. Переход к новой конструкции машины данного типа связан с изменением ее чертежей и номера серии.
Производственная партия – группа заготовок одного наименования и типоразмера, запускаемых в обработку одновременно или непрерывно в течение определенного интервала времени. Понятие о партии может быть распространено и на сборку одинаковых изделий, если они в ограниченном количестве собираются на одном рабочем месте.
Различие объемов выпуска различных машин привело к условному разделению производства.
Единичное производство – это производство, характеризуемое малым объёмом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматривается. При этом считают, что выпуск таких же машин, деталей или заготовок не повторится по неизменным чертежам. Продукция единичного производства — машины, не имеющие широкого применения (опытные образцы машин, тяжелые прессы, крупные гидротурбины, уникальные металлорежущие станки и т.п.).
Серийное производство – производство, характеризуемое изготовлением или ремонтом периодически повторяющимися партиями.
В зависимости от объема выпуска различают мелкосерийное, среднесерийное и крупносерийное производство. Примерами продукции серийного производства могут служить металлорежущие станки, компрессоры, судовые дизели и т. п. выпускаемые периодически повторяющимися партиями.
Массовое производство – производство, характеризуемое большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых в течение продолжительного времени, в течение которого на большинстве рабочих мест выполняется одна операция. Для массового производства характерны узкая номенклатура и большой объем выпуска изделий. Продукцией массового производства являются тракторы, автомобили, электродвигатели, холодильники, телевизоры и др.
Основным критерием, определяющим тип производства является коэффициент закрепления операции
где Q – число операций, выполняемых в течение месяца;
P – число рабочих мест.
В массовом производстве =1, крупносерийное = 2 – 10, среднесерийное = 10 – 20, мелкосерийное =20 – 40, единичное .
Отнесение производства к тому или иному типу определяется не только объемом выпуска, но и особенностями самих изделий. Например, изготовление опытных образцов наручных часов в количестве нескольких тысяч штук будет представлять единичное производство, поскольку повторное изготовление этих же часов не предполагается. В то же время изготовление тяжелых прессов при объеме выпуска менее одной штуки в год можно считать серийным производством, если их выпуск по неизменяемым чертежам будет повторяться.
Об условности деления производств на три типа говорит и то, что обычно на одном и том же заводе, а нередко в одном и том же цехе одни изделия изготовляют единицами, другие – периодически повторяющимися партиями, третьи – непрерывно. Следовательно, на одном и том же заводе, и даже в цехе, могут быть совмещены три типа производств. Поэтому отнесение производства завода или цеха к одному из типов обычно делается по преобладающему типу производства.
Производственные процессы делят на два вида: поточный и непоточный.
Поточная организация производства – форма организации производства, характеризуемая расположением средств технологического оснащения в последовательности выполнения операции технологического процесса и специализации рабочих мест. В поточном производстве заготовка по завершении первой операций без задержки передается на вторую операцию, затем – на третью и т.д., а изготовленная деталь сразу же подается на сборку. Таким образом, изготовление деталей и сборка изделий находятся в постоянном движении, причем скорость этого движения подчинена такту выпуска.
При непоточном виде организации производственного процесса движение заготовок, деталей на разных стадиях изготовления прерывается их пролеживанием на рабочих местах или промежуточных складах. Сборку изделий начинают лишь при наличии на складах полных комплектов деталей.
В непоточном производстве отсутствует такт выпуска, а производственный процесс регулируется графиком, составленным с учетом плановых сроков и трудоемкости изготовления изделий. Каждый из видов организации производственных процессов имеет свою область применения.
Так поточный вид организации производственного процесса присущ массовому производству, непоточный – единичному и мелкосерийному производствам. Принципы поточного вида организации производственных процессов часто используют в крупносерийном производстве при изготовлении заготовок, деталей и машин, близких по своему служебному назначению. Последнее обстоятельство позволяет объединять изделия в группы и вести их изготовление поточными методами с переналадкой оборудования при переходе от изделия одного наименования к изделию другого наименования и переменным тактом выпуска. Такой вид организации производственного процесса получил название переменно-поточного.
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Источник: studopedia.ru
Объем и программа выпуска
Программа выпуска — перечень изготавливаемых или ремонтируемых деталей с указанием объема выпуска по каждому наименованию за планируемый период выпуска.
Объем выпуска — количество изделий определенного наименования, типоразмера и исполнения, изготавливаемые предприятием в течение планируемого срока.
Серия– общее число изделий, подлежащих изготовлению по неизменным чертежам.
Дать определение понятиям: партия запуска, ритм запуска, такт запуска.
Партия запуска — группа однотипных деталей, которые обрабатываются непрерывно с однократной затратой Тпз.
Такт – это расчетный интервал времени между запуском (выпуском) двух смежных изделий на линии.
Ритм – это повторение каких-либо однозначных явлений через равные промежутки времени (чередование ударных и безударных слогов в строке).
Что такое производительность производственного процесса.
Производительность производственного процесса — это интегральный показатель деятельности всего трудового коллектива, непосредственно участвующего в изготовлении установленной номенклатуры изделий.
Этим показателем наиболее удобно пользоваться при оценке эффективности автоматизированного производственного процесса, при выполнении которого непосредственное участие основных рабочих минимально, но возрастает роль вспомогательного персонала завода, обеспечивающего функционирование технологических процессов изготовления продукции.
Производительность производственного процесса оценивается объемом продукции, измеряемым в штуках, тоннах, рублях, произведенной в единицу времени.
Типы производства.
Тип производства — это комплексная характеристика технических, организационных и экономических особенностей машиностроительного производства, обусловленная его специализацией, типом и постоянством номенклатуры изделий, а также формой движения изделий по рабочим местам.
Выделяют следующие типы производств:
Единичный тип производство
Единичное производство — представляет собой форму организации производства, при которой различные виды продукции изготавливаются в одном или нескольких экземплярах (штучный выпуск).
Основные особенности единичного производства заключаются в том, что программа завода состоит обычно из большой номенклатуры изделий различного назначения, выпуск каждого изделия запланирован в ограниченных количествах. Номенклатура продукции в программе завода неустойчива. Неустойчивость номенклатуры, ее разнотипность, ограниченность выпуска приводят к ограничению возможностей использования стандартизованных конструктивно-технологических решений. В этом случае велик удельный вес оригинальных и весьма маленький удельный вес унифицированных деталей.
Каждая единица конечной продукции уникальна по конструкции, выполняемым задачам и другим важным признакам.
Производственный процесс изготовления продукции носит прерывный характер. На выпуск каждой единицы продукции затрачивается относительно продолжительное время. На
предприятиях применяется универсальное оборудование, сборочные процессы характеризуются значительной долей ручных работ, персонал обладает универсальными навыками.
Распространено в тяжелом машиностроении (производство крупных машин для черной металлургии и энергетики), химической промышленности, в сфере услуг.
Цехи заводов единичного производства обычно состоят из участков, организованных по технологическому принципу. Значительная трудоемкость продукции, высокая квалификация привлекаемых для выполнения операций рабочих, повышенные затраты материалов, связанные с большими допусками, обусловливают высокую себестоимость выпускаемых изделий. В себестоимости продукции значительный удельный вес имеет заработная плата, составляющая нередко 20 — 25% от полной себестоимости.
Серийный тип производство
Серийное производство — это форма организации производства, для которой характерен выпуск изделий большими партиями (сериями) с установленной регулярностью выпуска.
Серийное производство — наиболее распространенный тип производства.
Характеризуется постоянством выпуска довольно большой номенклатуры изделий. При этом годовая номенклатура выпускаемых изделий шире, чем номенклатура каждого месяца.
Это позволяет организовать выпуск продукции более или менее ритмично. Выпуск изделий в больших или относительно больших количествах позволяет проводить значительную унификацию выпускаемых изделий и технологических процессов, изготовлять стандартные или нормализованные детали, входящие в конструктивные ряды, большими партиями, что уменьшает их себестоимость.
Серийный тип производства характерен для станкостроения, производства проката черных металлов и т.п.
Организация труда в серийном производстве отличается высокой специализацией. За каждым рабочим местом закрепляется выполнение нескольких определенных деталеопераций. Это дает рабочему хорошо освоить инструмент, приспособления и весь процесс обработки, приобрести навыки и усовершенствовать приемы обработки. Особенности серийного производства обуславливают экономическую целесообразность выпуска продукции по циклически повторяющемуся графику.
Подтипы серийного производства:
Мелкосерийное тяготеет к единичному, а крупносерийное — к массовому. Это деление носит условный характер. Например, в соответствии с классификацией, предложенной Вудворд выделяются единичное и мелкосерийное производство (Unit Production), массовое (Mass Production) и непрерывное (Process Production).
Производство мелкосерийное является переходным от единичного к серийному. Выпуск изделий может осуществляться малыми партиями.
В настоящее время в машиностроении одним из конкурентных факторов стала способность фирмы изготовлять уникальное, зачастую повышенной сложности оборудование малой партией по спецзаказу покупателей.
Внедрение компьютеризации позволяет повысить гибкость производства и внести в мелкосерийное производство черты поточного производства. Например, появилась возможность изготовлять несколько типов изделий на одной поточной линии с затратой минимального количества времени для переналадки оборудования.
Крупносерийное производство является переходной формой к массовому производству.
В крупносерийном производстве выпуск изделий осуществляется крупными партиями в течение длительного периода. Обычно предприятия этого типа специализируются на выпуске отдельных изделий или комплектов по предметному типу.
Массовый тип производства
Массовое производство — представляет собой форму организации производства, характеризующуюся постоянным выпуском строго ограниченной номенклатуры изделий, однородных по назначению, конструкции, технологическому типу, изготовляемых одновременно и параллельно.
Особенностью массового производства является изготовление однотипной продукции в больших объемах в течение длительного времени.
Важнейшей особенностью массового производства является ограничение номенклатуры выпускаемых изделий. Завод или цех выпускают одно-два наименования изделий. Это создает экономическую целесообразность широкого применения в конструкциях изделий унифицированных и взаимозаменяемых элементов.
Отдельные единицы выпускаемой продукции не отличаются друг от друга (могут быть только незначительные отличия в характеристиках и комплектации).
Время прохождения единицы продукции через систему относительно мало: оно измеряется в минутах или часах. Число наименований изделий в месячной и годовой программах совпадают.
Для изделий характерна высокая стандартизация и унификация их узлов и деталей. Массовое производство характеризуется высокой степенью комплексной механизации и автоматизации технологических процессов. Массовый тип производства типичен для автомобильных заводов, заводов сельскохозяйственных машин, предприятий обувной промышленности и др.
Значительные объемы выпуска позволяют использовать высокопроизводительное оборудование (автоматы, агрегатные станки, автоматические линии). Вместо универсальной оснастки используется специальная. Дифференцированный технологический процесс позволяет узко специализировать рабочие места посредством закрепления за каждым из них ограниченного числа детале операций.
ТщаТельная разработка технологического процесса, применение специальных станков и оснастки позволяют использовать труд узкоспециализированных рабочих-операторов. Вместе с тем широко используется труд высококвалифицированных рабочих-наладчиков.
Характеристика типов производства
Тип производства оказывает решающее влияние на особенности его организации, управления и экономические показатели. Организационно-технические особенности типа производства влияют на экономические показатели предприятия, на эффективность его деятельности.
Виды производства.
Виды производства — это категорийность производства продукта или услуги по видам организации структуры производственных факторов в отношении технологической структуры производства или структуры добавочной стоимости.
Основные виды простых производств можно описать как:
смешанное (из простых) производство
к сложным видам производства можно отнести:
смешанное (из простых и сложных) производство
Реальное производство является зачастую смешанным производством, но для оптимизации производства или для расчёта расчётных цен необходимо понимание видов производства (организации структуры производственных факторов).
Виды производства отличны от типов производства.
Дата: 2018-12-28, просмотров: 634.
Источник: findout.su