
Для того чтобы обработать заготовку на станке, необходимо соответствующим образом установить систему координат. Электронная природа система ЧПУ позволяет нам легко помещать систему координат в любую позицию станка, просто нажимая определенные кнопки на панели УЧПУ. При написании УП программист «не забивает» себе голову вопросом о том, в каком именно месте рабочего стола будет установлена заготовка. Он знает, что перед выполнением обработки оператор станка «привяжет» к закрепленной на столе заготовке систему координат, в которой создана программа. Другими словами – установит рабочую систему координат или нулевую точку программы (детали).
Оглавление
- Основы числового программного управления
- Автоматическое управление
- Особенности устройства и конструкции фрезерного станка с ЧПУ
- Функциональные составляющие (подсистемы) ЧПУ
- Языки для программирования обработки
- Процесс фрезерования
- Режущий инструмент
- Вспомогательный инструмент
- Основные определения и формулы
- Рекомендации по фрезерованию
- Прямоугольная система координат
- Написание простой управляющей программы
- Создание УП на персональном компьютере
- Передача управляющей программы на станок
- Проверка управляющей программы на станке
- Советы по технике безопасности при эксплуатации станков с ЧПУ
- Нулевая точка станка и направления перемещений
- Нулевая точка программы и рабочая система координат
- Компенсация длины инструмента
- Абсолютные и относительные координаты
- Комментарии в УП и карта наладки
- G- и М-коды
- Структура программы
- Слово данных, адрес и число
- Модальные и немодальные коды
- Формат программы
- Строка безопасности
- Ускоренное перемещение – G00
- Линейная интерполяция – G01
- Круговая интерполяция – G02 и G03
- Введение
- Останов выполнения управляющей программы – М00 и М01
- Управление вращением шпинделя – М03, М04, М05
- Управление подачей СОЖ – М07, М08, М09
- Автоматическая смена инструмента – М06
- Завершение программы – М30 и М02
- Основные принципы
- Использование автоматической коррекции на радиус инструмента
- Активация, подвод и отвод
- Подпрограмма
- Работа с осью вращения (4-ой координатой)
- Параметрическое программирование
- Методы программирования
- Что такое CAD и САМ?
- Общая схема работы с CAD/САМ-системой
- Виды моделирования
- Уровни САМ-системы
- Геометрия и траектория
- Алгоритм работы в САМ-системе и постпроцессор
- Ассоциативность
- Пятикоординатное фрезерование и ЗD-коррекция
- Высокоскоростная (ВСО) и высокопроизводительная обработка
- Критерии для оценки, сравнения и выбора CAM-систем
Источник: www.planetacam.ru
ЧПУ ДЛЯ ЧАЙНИКОВ — #17 — НУЛЕВАЯ ТОЧКА ПРОГРАММЫ / Программирование обработки на станках с ЧПУ
Выбор нулевой точки программы (детали)
Нулевая точка программы устанавливается для реализации требуемой последовательности и повторяемости обработки.
Создание любой УП можно условно разбить на два этапа.
На первом этапе технолог-программист анализирует информацию из конструкторской и технологической документации и на ее основе:
1) определяет технологические операции и маршрут обработки,
2) назначает режущий и вспомогательный инструменты,
3) выявляет комплекты конструкторских и технологических баз.
На втором этапе производится окончательный расчет траектории инструмента по опорным точкам и создание УП.
При назначении нулевой точки программы используют несколько правил.
1) Удобство программирования. Например, если расположить деталь в первом квадранте прямоугольной системы координат, то это несколько упростит процесс расчета траектории, поскольку опорные точки будут описываться положительными координатами.
2) Нулевая точка программы должна совпадать с конструкторской базой. Это значит, что если на чертеже размеры стоят от левого верхнего угла детали, то именно в этот угол и необходимо помещать нуль детали. Если же размеры указываются от центрального отверстия, то необходимо нуль детали расположить в центр этого отверстия.
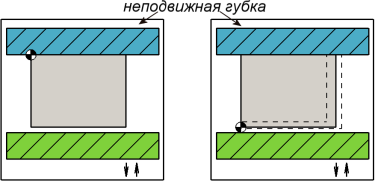
Если заготовка устанавливается в тиски, у которого есть подвижные и неподвижные губки, то нулевая точка связывается с поверхностью, примыкающей к неподвижным губкам
 |
|
| а | б |
Рис. 3.4. Варианты расположения нулевой точки в тисках
Если для этого выбрать подвижные губки, то за счет разброса размеров заготовки придется каждый раз «перепривязываться» к заготовке.
В большинстве случаев нулевая точка устанавливается относительно уже подготовленных поверхностей.
Часто для обработки детали требуется несколько установов. Например, сначала нужно фрезеровать паз с одной стороны детали, а затем, после переустановки, – с другой стороны. В этом случае необходимо убедиться, что базирование осуществляется по одной и той же поверхности, иначе возникает вероятность отклонения от точности требуемых размеров.
Дата добавления: 2021-02-19 ; просмотров: 276 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник: poznayka.org
Нулевая точка детали
Нулевая точка деталиW (нуль детали) — точка на детали, относительно которой заданы ее размеры.
Начало СКД определяется технологом-программистом, исходя из анализа чертежа детали с учетом:
геометрии заготовки, простановки размеров, описывающих её контур;
базирования заготовки на станке и технологии её обработки;
удобства размерной настройки инструментов.
Назначение нулевой точки программы — важный шаг при создании управляющей программы. При ее назначении используют несколько правил.
Первое, но не основное правило — удобство программирования. При выборе начала СКД желательно иметь большинство координат опорных точек положительными, координатные плоскости совмещать с поверхностями технологических баз. В отличие от СКС, в СКД координаты точек могут иметь как положительное, так и отрицательное значение. Иногда имеет смысл или даже необходимо работать с отрицательными координатами опорных точек детали.
Второе правило, более важное — нулевая точка программы должна совпадать с конструкторской базой. Это значит, что если на чертеже размеры стоят от левого верхнего утла детали, то лучше, если именно в этом углу и будет находиться нуль детали. А если размеры указываются от центрального отверстия, то нулем детали следует назначить центр этого отверстия.
Если заготовка устанавливается в тиски, то необходимо учитывать несколько моментов. У тисков есть подвижная и неподвижная губки. При назначении нулевой точки на поверхности (грани), примыкающей к подвижной губке тисков (рис.2.9 б), размеры заготовок могут немного отличаться, и соответственно, оператор станка для получения правильных размеров должен каждый раз «перспривязываться», то есть заново находить координаты нулевой точки.
Если же нулевая точка установлена на поверхности, примыкающей к неподвижной губке тисков (рис.11,а), то координаты нулевой точки не изменяться при любых отклонениях размеров заготовки.
Рисунок 11 — Варианты расположения нулевой точки при обработке в тисках
В большинстве случаев нулевая точка устанавливается относительно уже подготовленных поверхностей. Хорошо, когда на станок с ЧПУ приходит заготовка с обработанным «в размер» наружным контуром. Это позволяет точно и надежно се закрепить и гарантировать постоянство координат нулевой точки.
В системе координат детали задается положение исходной точки. Обозначается буквой О. Исходная точка — точка, определенная относительно нулевой точки станка и используемая для начала работы по УП.
Исходная точка является первой точкой отработки управляющей программы. С ней совмещается базовая точка инструмента перед началом обработки, в нее выводится инструмент для автоматической смены. Исходная точка часто называется нулем программы.
При многоинструментальной обработке исходных точек может быть несколько (по количеству инструментов).
Исходная точка выбирается при разработке траектории движения инструмента по программе обработки, исходя из условий удобства установки заготовки и замены инструмента, минимизации холостых ходов.
Задание координат исходной точки в системах координат станка и детали, позволяет связать эти системы координат.
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Источник: studopedia.ru