БалтСистем NC210
Сообщение aftaev » 15 авг 2014, 17:53
Разобрал малец стойку
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет — ищет возможности, кто не хочет — ищет оправдание.
Найди работу по душе и тебе не придется работать.
Re: БалтСистем NC210
Сообщение konyshevk » 15 авг 2014, 18:39
Какой проц ? сколько щас памяти стали ставить Оперативки ? Флеш» (она на IDE разьеме)
похоже процессоры мощнее стали ставить на старых без радиаторов
Даешь коллективный разум !
Re: БалтСистем NC210
Сообщение konyshevk » 15 авг 2014, 18:46
так там похоже и SATA разьемы есть — круто, а USB есть ?
Даешь коллективный разум !
Re: БалтСистем NC210
Сообщение aftaev » 15 авг 2014, 18:47
konyshevk писал(а): Какой проц ?
Судя по бамажке:
Проц 1.6Ггц
Память 2гига чтоль
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Как написать программу на станок ла155ф30 стойка NC210 часть 1.
Кто хочет — ищет возможности, кто не хочет — ищет оправдание.
Найди работу по душе и тебе не придется работать.
Re: БалтСистем NC210
Сообщение konyshevk » 15 авг 2014, 18:49
похоже от NC 210 старой только внешний вид остался — растут
Даешь коллективный разум !
Re: БалтСистем NC210
Сообщение aftaev » 15 авг 2014, 18:50
konyshevk писал(а): а USB есть ?
есть такое:
COM1-RS232
COM2-RS422
VGA
LAN
клава/мышь
USB — 2штуки
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет — ищет возможности, кто не хочет — ищет оправдание.
Найди работу по душе и тебе не придется работать.
Re: БалтСистем NC210
Сообщение aftaev » 15 авг 2014, 18:51
konyshevk писал(а): похоже от NC 210 старой только внешний вид остался — растут
я взял что по средине 210, у них щас новая 310 http://www.bsystem.ru/Default.aspx?tabid=86
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет — ищет возможности, кто не хочет — ищет оправдание.
Найди работу по душе и тебе не придется работать.
Re: БалтСистем NC210
Сообщение aftaev » 15 авг 2014, 18:59
Вот фотки от Nick
Самое страшное здесь это гора макулатуры и не знаешь с чего начинать
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет — ищет возможности, кто не хочет — ищет оправдание.
Найди работу по душе и тебе не придется работать.
Re: БалтСистем NC210
Сообщение konyshevk » 15 авг 2014, 19:03
aftaev писал(а): клава/мышь
Токарная CAM для ЧПУ NC-210
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Написание программы в GTL (NC-210)
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сообщения
Прицепились к диаметру! В очередной раз спрашиваю, сколько можно елозить по диаметру? Сделайте диаметр в ноль, а деталь не соберётся, т.к. не указано смещение по углу. Сказал же умно человек:
А деталь как вообще производится? Может лучше станок токарный с приводным подыскать что бы сразу готовые детали выдавал? Если все та а фреза, то придумать палеты что бы токарь сразу туда детали складывал и целиком на фрезу.
Вы серьезно ставите свое познание реальности в зависимость от договоренностей с неадекватными людьми?
Пусть адекватные сначала договорятся с неадекватными по поводу определений 🙂
Наука имеет прогностическую способность. Любой адекватный историк скажет вам, что история это не наука. Но вообще, мне нравится, как вы ведёте себе не на своем поле. Такой забавный, как мой сын. Ему три с половиной года.
Прошу прощения, что в калашный ряд влезаю. В ТФ это делается просто — при булевом вычитании тела ставится галочка «оставлять в сцене». В Солиде, наверное, должна быть аналогичная (в справке мутно как то про это написано). Если нет, делайте просто копию вычитаемого тела без смещения и её вычитайте из первого тела. Тогда у вас останется и оригинал второго , вычитаемого, тела, и первое тело с нужным вырезом.
Мучают меня сомнения, что в данном случае это выход из положения. Если бы нужно было делать один паз, то конечно. Но так как надо делать в каждой детальке «крестик», то возникнет проблема с точностью позиционирования. Думаю, что тут надо решать через одноместное устройство. Использовать прецизионный прижим для фиксации детали по конической поверхности.
Для ускорения установки детали под зажим пришпандорить что-то вроде револьверного барабана, в который детальки загружаются с лотка. А если ко всему этому приделать пневмопривод то оператор будет несказанно благодарен
Усталость — результат пластики. Микропластики. Ну хоть не слиплись)) Какова ваша оценка до эксперимента? Насколько меньше. Давайте для определенности предположим, что изначально отвели нитки на 30 градусов.
До какого угла шарики вернутся после удара?
Источник: cccp3d.ru
§ 9. Программирование ЧПУ. Постоянные циклы сверления
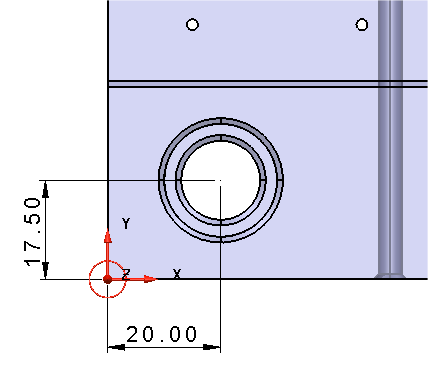
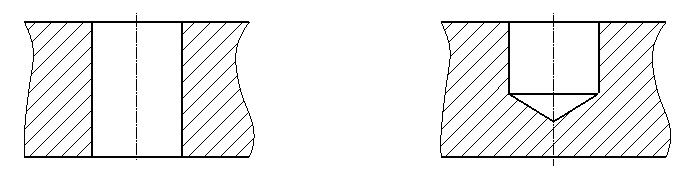
По геометрии отверстия классифицируют на цилиндрические, ступенчатые, фасонные, конические. В детали отверстие может быть сквозным (обеспечивает выход инструмента) и глухим. Для обработки отверстий может применяться различный инструмент: лезвийный (сверла, зенкера, развертки, зенковки, резцы и т.д), абразивный и другие. На рисунке ниже показаны сквозное (слева) и глухое отверстия.
На металлорежущих станках обработка производится лезвийным инструментом, а операция называется аналогично названию инструмента. Для обработки одного отверстия в зависимости от геометрии, точности и шероховатости может применяться несколько операций (центровка, предварительное сверление, растачивание и т.д.)
Для программирования обработки отверстий на станках ЧПУ используют так называемые постоянные циклы сверления.
Постоянный цикл сверления – это макропрограмма, заложенная в систему ЧПУ и вызываемая как функция с передачей параметров обработки. Возникновение циклов сверления уходит своими корнями во времена, когда программист вручную писал управляющую программу для обработки, а система ЧПУ не имела достаточного объема памяти для хранения этой программы.
Поэтому основной целью создания подобного функционала являлось сокращения времени программирования и минимизация кода (количество символов в программе). Постоянный цикл сверления упрощает программу, заменяя несколько ее строк одним блоком.
В коде ИСО 7 бит для программирования постоянных циклов сверления используются G-коды с номерами от 80 до 89 (G80-G89), часть из которых зарезервирована и не используется.
G80 – отмена цикла сверления;
G81 – простое сверление (Single Pecking Drilling);
G82 – сверление с ломкой стружки (Break Chip Drilling);
G83 – глубокое сверление (Deep Drilling);
G84 – нарезка резьбы (Tapping);
G85 – растачивание (Counter Bore);
Как видно из таблицы, номер G функции задет тип операции сверления. Перед тем как вызвать нужный цикл, инструмент позиционируется в нужную точку относительно системы координат. После вызывается цикл сверления с характерными для него параметрами.
Простое сверление (G81)