
В системе NC-201 при токарной обработке задание круговой интерполяции имеет следующие особенности:
• положение центра С дуги окружности задается от нуля детали (рис. 4.3);
• координата центра С дуги вдоль оси Z определяется параметром I, а вдоль оси X – параметром J;
• значение параметра J задается диаметральным размером.
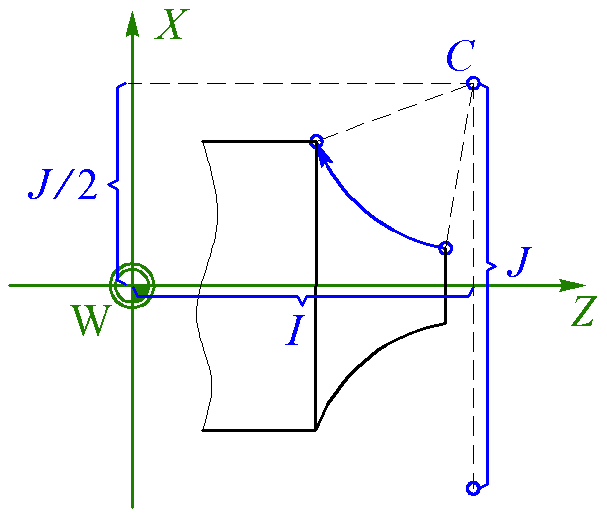
Рис. 4.3. Параметры круговой интерполяции в системе NC-201 (токарная обработка)
Коррекция на радиус режущей кромки инструмента вызывается функциями G41 и G42, выбор которых зависит от расположения инструмента относительно обрабатываемого контура. Функция G41 (G42) используется в том случае, когда инструмент расположен слева (справа) от обрабатываемого контура, если смотреть в направлении его движения (рис. 4.4).
При задании коррекции резца на радиус его режущей кромки необходимо учитывать положение его центра в плоскости. Для учета различных вариантов расположения центра инструмента в плоскости используются цифровые коды, примеры которых приведены на рис. 4.5.
запись программы на NC 201 # 2
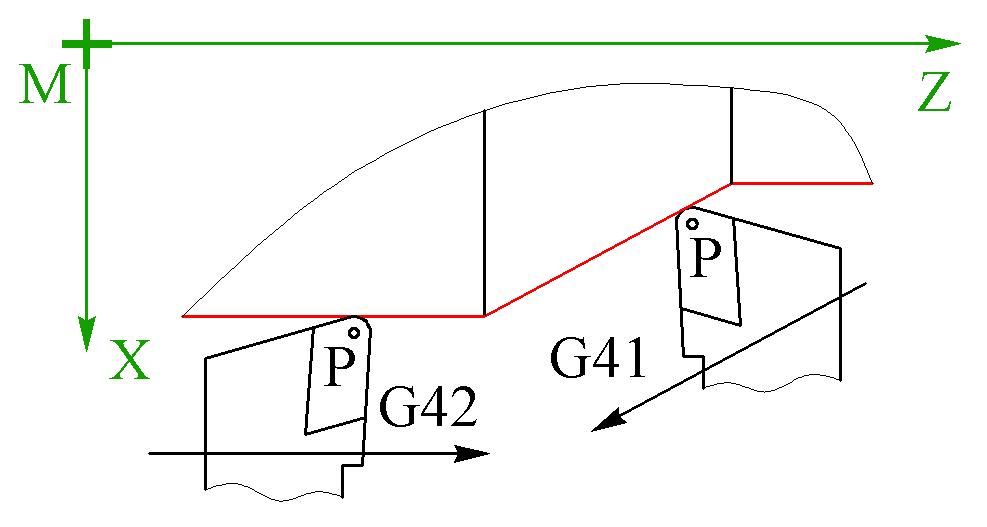
Рис. 4.4. Случаи использования функций G41 и G42 при токарной обработке
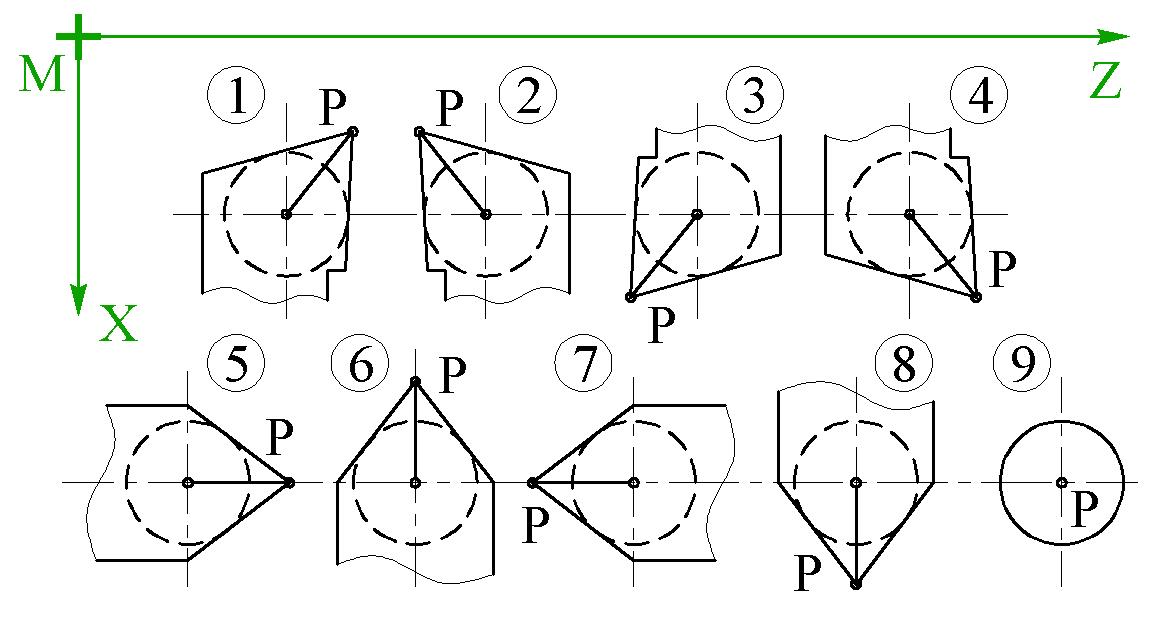
Рис. 4.5. Варианты положения центра инструмента в плоскости
В системе NC-201 существует возможность описать профиль детали и использовать это описание для реализации циклов многопроходной токарной обработки.
Определение профиля осуществляется с помощью трехбуквенного оператора DFP, который позволяет сохранить до 8 профилей. Внутри каждого профиля можно определить до 16 геометрических элементов траектории.
Запомненные профили могут вызываться из циклов черновой или чистовой токарной обработки (SPA, SPF, SPP, CLP).
При описании профиля следует соблюдать следующие правила:
1). Все кадры профиля должны содержать рабочие перемещения (G1, G2, G3). Быстрое позиционирование G0 может быть задано только в первом кадре.
2). Функция подачи F может программироваться внутри профиля, но она будет активизирована только во время цикла чистовой обработки этого профиля.
3). Определение профиля DFP всегда должено заканчиваться оператором EPF и предшествовать соответствующему циклу обработки.
Чтобы запрограммировать черновую обработку параллельно оси Х, используется следующий формат:
(SPA, X, n, L. X. Z..)
Чтобы запрограммировать черновую обработку параллельно оси Z, используется следующий формат:
(SPA, Z, n, L. X. Z..)
• n – номер профиля, ранее запомненного с DFP (может изменяться от 1 до 8);
• Х – радиальный припуск по оси Х;
• Z – радиальный припуск по оси Z;
• L – число черновых проходов. Может изменяться от 1 до 255.
Написание программы в GTL (NC-210)
Х и Z можно пропустить. Если они присутствуют, то всегда должны иметь положительную величину.
Для программирования черновой обработки, параллельной оси Х с конечной обработкой вдоль профиля, используется следующий формат:
(SPF, X, n, L. X. Z..)
Для программирования черновой обработки параллельной оси Z, используется формат:
(SPF, Z, n, L. X. Z..)
4.2.3. Программирование нарезания резьбы с помощью резьбового резца
Проход для нарезания резьбы с помощью резьбового резца задается функцией G33. При этом устанавливается синхронность главного движения и движения подачи. Формат кадра, в котором задается проход для нарезания резьбы, в общем случае имеет следующий вид:
N… G33 X… Z… K… I… R… LF
В приведенном кадре параметр K задает шаг резьбы, I – изменение шага резьбы, R – угол поворота шпинделя в градусах относительно нулевого положения шпинделя. При нарезании цилиндрической или конической резьбы с постоянным шагом в кадре достаточно указать лишь параметр K.
Для уменьшения динамической ошибки траектории при изменении направления движения инструмента с помощью функции G09 кодируют торможение в конце отработки кадра.
Цикл нарезания резьбы FIL позволяет программировать в одном кадре нарезание цилиндрической или конической резьбы за несколько проходов. Формат кадра при использовании трехбуквенного кода FIL имеет следующий вид:
где Z…, X… – координаты конечной точки при нарезании резьбы;
K… – шаг резьбы (знак определяет ось вдоль которой выполняется резьба: + вдоль оси Z, – вдоль оси X);
R… – расстояние между инструментом и деталью (по умолчанию r=1 мм);
Tхххх – четырех цифровой код, определяющий тип нарезаемой резьбы (по умолчанию задан код T0000):
• 0 – нарезание с конечным пазом;
• 1 – нарезание без конечного паза.
• 0 – внешнее нарезание резьбы;
• 1 – внутреннее нарезание резьбы.
• 0 – метрическая резьба;
• 1 – дюймовая резьба.
L… – число проходов для черновой lчер и чистовой обработки lчис;
P… – число заходов резьбы (по умолчанию 1).
Источник: studfile.net
Стойка ЧПУ NC 201 «Балт-Систем»

Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сообщения

Я так понимаю, что показывают направление обмотки:

=== Китайский бренд EBLAN собирается выйти на российский рынок, пишет «Восток медиа». По данным издания, бренд считает, что его ждёт успех в России. Хотя над названием и слоганом возможно придётся подумать, потому что у российских законодателей могут возникнуть вопросы к бренду. тыц —-

там просто не показали ручные операции Например как одевали и опрессовывали наконечника на провода

опасная у вас компания.

Разве Productivity+ не идет в базовой комплектации с Mastercam23 с рутрекера ?
Никак, лицензию можно купить только из другой страны и пользоваться в России через VPN

Это ведь вторая карата, кроме встроенной. В настройках карты задать чтобы именно она использовалась для Солида (и заодно для других программ, если надо). В Диспетчере задач убедиться, что работает именно она. Если не поможет, разбираться с драйверами карты. Не всегда последний драйвер лучший.
Геолог объяснил, что Земля горячая внутри из-за ядерных реакций внутри. На вопрос чего не взрывается ответа я не получил. Один математик в бане утверждал что это из-за Луны которая крутится вокруг Земли и пластически деформирует ее через закон притяжения 🙂
Нам нужна ваша помощь в виде экранов ЧПУ и его полного бэкапа для разборки почему у вас ось в состоянии interlock и никаких сообщений об ошибках конечно нет ? А зачем вам чтобы ось Z так высоко или низко над столом парила? Каким параметром I получили и что будет если обратно вернуть или бэкап восстановить?
Источник: cccp3d.ru
Программирование в процессах NC-201M, 202 MC

Руководство по программированию Siemens 840810
- формат pdf
- размер 2.26 МБ
- добавлен 18 ноября 2010 г.
Содержание: Перемещения станка Описание позиций детали Размещение сиситем координат типы осей Системы координат и обработка деталей Основы НЦ прогрвммирования Программирование перемещения инструмента Преобразование системы координат Упраление подачи и движения Смещение инструмента поведение траектории хода Смешанные М-функции Подпрограммы, макросы Таблицы
Руководство по программированию Siemens. Расширенное программирование SINUMERIK 840D/840Di/810D
- формат pdf
- размер 6.66 МБ
- добавлен 04 октября 2011 г.
Руководство содержит разделы: Гибкое NC-программирование. Техника использования подпрограмм, техника макросов. Управление файлами и программами. Защищенные области. Специальные команды перемещения. Фреймы. Преобразования. Коррекции инструмента. Параметры движения по траектории. Синхронные действия движения.
Качание. Штамповка и вырубка. Прочие функции. Собственные программы обработки резанием.Таблицы и приложения.Действительно для СЧПУ Версия ПО.
Руководство пользователя Программирование открытым текстом HEIDENHAIN iTNC 530
- формат pdf
- размер 24.52 МБ
- добавлен 23 ноября 2011 г.
HEIDENHAIN, 03.2009, 695 стр. Руководство предназначено для оператора/программиста станка с системой ЧПУ HEIDENHAIN iTNC 530. Здесь описаны способы программирования обрабатывающих программ, программирование инструмента, контуров обработки, параметров, управления элементами станка и многое другое.
Руководство програмиста NC-201M,202 MC
- формат pdf
- размер 1.02 МБ
- добавлен 08 февраля 2011 г.
ЧПУ NC201M,202
Руководство программиста NC-201M, 202 TC
- формат pdf
- размер 1.03 МБ
- добавлен 07 февраля 2011 г.
Программирование ЧПУ NC201M,202
Руководство. Расширенное программирование, Справочник по программированию Sinumerik 840D (new)
- формат pdf
- размер 7.25 МБ
- добавлен 24 ноября 2011 г.
Siemens AG, 02.2011, 951 стр. Руководство по программированию «Расширенное программирование» предназначено для технологов со знанием всех возможностей программирования. СЧПУ SINUMERIK позволяет осуществлять с помощью специального языка программирования программирование комплексной программы обработки детали (к примеру, поверхности свободной формы, координация каналов,.) и облегчает трудоемкое программирование для технологов.
Серебреницкий П.П. Программирование для автоматизированного оборудования
- формат pdf
- размер 18.04 МБ
- добавлен 11 августа 2009 г.
Серебреницкий, П. П. Программирование для автоматизированного оборудования: Учебник для средн. проф. учебных заведений/П. П. Серебреницкий, А. Г. Схиртладзе; Под ред. Ю. М. Соломенцева. — М.: Высш. шк. 2003. — 592 с: ил. Рассмотрены вопросы подготовки управляющих программ для автоматизированного оборудования, системы числового программного управления станками; даны примеры программирования обработки заготовок на металлорежущих станках с ЧПУ и для.
Управление фрезерным станком и центром обработки
- формат pdf
- размер 605.24 КБ
- добавлен 16 апреля 2010 г.
Подробные примеры и описания программирования УЧПУ. Рациональные приемы программирования, циклы обработки. Содержание: Программирование интерполяции окружности с наводкой. Программирование интерполяции окружности со слежением за контуром. Программирование интерполяции окружности с наводкой по касательной.
Программирование интерполяции окружности со слежением за контуром. Интерполяция окружности по внутреннему контуру. Внутренняя интерполяции окру.
Шарин Ю.С. Станки с числовым управлением
- формат djvu
- размер 3.45 МБ
- добавлен 25 ноября 2011 г.
М.: Машиностроение, 1976. — 149 с.: ил. Автоматическое управление станками; программирование управляющей информации; элементы систем числового управления; кодовые шкалы; станки с позиционными и контурными системамичислового управления, многооперационные станки; экономическая эффективность станков с числовым управлением.
Источник: www.studmed.ru