
Настройка станка с ЧПУ означает, что оборудование необходимо привести в состояние, когда оно готово к обработке детали. При этом необходимо проследить, чтобы в элементе автоматической замены инструмента были все требуемые приспособления, которые понадобятся для обработки заготовки. Также нужно убедиться, что загружена нужная программа с g-кодом.
- Настройка ЧПУ станка
- Режимы работы фрезерного станка с ЧПУ
- Как правильно настроить фрезерный станок с ЧПУ?
- Очистка рабочей поверхности
- Загрузка инструментов в станок
- Прогрев станка и шпинделя
- Установка показателя коррекции на длину инструмента
- Ввод диаметров инструмента
- Установка зажимного приспособления
- Установка нулевых точек
- Загрузка управляющей программы
Настройка ЧПУ станка
Станки с ЧПУ имеют огромную сферу применения. Их можно перенастраивать на производство различных деталей, при этом наладка занимает немного времени. Главным документом для настройки выступает карта наладки оборудования. В соответствии с ней и производятся все необходимые манипуляции.
1. Обучение работе на ЧПУ Okuma. Кнопки стойки.
Наладку выполняет специалист, который имеет соответствующую квалификацию. Настройки станка обычно защищены ключом, без которого их не получится изменить. У наладчика есть к ним доступ.
После настройки специалист передает оборудование оператору, который будет следить за производством деталей и выполнять все промежуточный контроль.
Настройка необходима во время первого запуска устройства и во время изменения режима работы.
Режимы работы фрезерного станка с ЧПУ
Главными показателями режима обработки являются рабочая подача и обороты шпинделя. Выбор фрезы и ее параметров определяют исходя из нескольких факторов, например, качества детализации и размера обрабатываемой заготовки. Для увеличения детализации нужно уменьшать размеры фрезы.
Режимы работы меняют исходя из обрабатываемого материала. Существуют такие режимы:
- Ввод информации. Производится перенос в память станка программы управления. После этого она анализируется на предмет наличия ошибок. Если они имеются, выполняется их устранение.
- Автоматическая обработка. Выполняется обработка заготовки с регулировкой действий и сохранением параметров.
- Вмешательство наладчика. Специалист корректирует настройки и дополняет программу.
- Ручные действия. Управляющая программа записывается с ручной обработки заготовки.
- Редактирование. Происходит удаление лишних действий.
- Вывод информации. Записанная программа выводится на внешний накопитель.
- Вычислительная часть. Проводятся расчеты.
- Использование дисплея. На экран выводится обработка детали во время выполнения задачи.
- Диагностика. Устройство проверяется на возможные ошибки и проблемы.
Наладку невозможно произвести правильно при использовании только одного режима. Оператор должен применять сразу несколько, чтобы настройка была максимально качественной.
5 способов установить «ноль» на станке с ЧПУ
Как правильно настроить фрезерный станок с ЧПУ?
Процесс настройки оборудования включает в себя несколько шагов.
Очистка рабочей поверхности
Для правильной настройки необходима предварительная очистка станка. Для этого нужно использовать моечную машинку, щетку или компрессор, подающий сжатый воздух. Следует убедиться, что стружка не попадет на чувствительные участки оборудования.
Загрузка инструментов в станок
Инструменты загружаются в соответствии с технологической картой наладки устройства. В ней так же будут указаны номера этих инструментов в программе с g-кодом.

У каждого вида патрона есть свои требования. Их необходимо соблюдать, чтобы добиться эффективной работы устройства и его правильной настройки.
Прогрев станка и шпинделя
Для корректной настройки станка нужно составить программу прогрева шпинделя и самого устройства. Это поможет значительно снизить температурные расширения во время того, как устройство начнет переходить от комнатной температуры до рабочей.
Предварительный прогрев обеспечивает плавный переход. Это важно и для смазки рабочих осей.
Установка показателя коррекции на длину инструмента
Для настройки требуется знать, какая длина у инструмента. Этот показатель называется контрольная точка. Он используется для регулирования шпинделя.

Важно, чтобы показатели коррекции для каждого отдельного инструмента были точными и правильными. Это нужно для качественной обработки детали. Если этот показатель задан неправильно, может повредиться зажимное приспособление, станок или инструмент.
В некоторых моделях есть специальное устройство для настройки размеров инструмента. Это датчик, при помощи которого станок автоматически измеряет длину. Во всех остальных случаях ее необходимо вводить в таблицу параметров инструментов.
Ввод диаметров инструмента
Если предусмотрено применение опции коррекции на инструмент, необходимо дополнительно ввести параметр диаметра инструмента.
Установка зажимного приспособления
На этом этапе необходимо установить механизм зажима заготовок. В этом случае карта наладки определяет то, какой именно зажим нужно использовать при выполнении определенной операции.
Установка нулевых точек
Процесс настройки предполагает ввод в память устройства нулевой точки заготовки. Главная цель заключается в том, чтобы получить несколько координат нулевых точек. Это удобно при одновременной обработке сразу нескольких деталей.
Загрузка управляющей программы
В память устройства нужно загрузить управляющую программу с g-кодом.

Это необходимо для настройки станка. Процедуру можно выполнить несколькими способами в зависимости от модели оборудования:
- На старых моделях загрузка программы производится при помощи USB-входа.
- Устройство может быть соединено с компьютером по локальной сети. В этом случае достаточно скопировать g-код в память станка.
- Также аппарат может быть подключен к компьютеру или другому устройству по протоколу RS-232. В этом случае загрузка в память производится по данному соединению.
Важно учитывать следующие моменты:
- Нужно убедиться в том, что версия управляющей программы правильная. Дело в том, что в них легко запутаться, так как их очень много.
- Необходимо загружать все подпрограммы с библиотеками, которые нужны основной программе для корректной работы. Например, если используются показатели датчиков, то для работы оборудования нужно дополнительно загрузить подпрограмму снятия показаний с датчиков.
Схема наладки
Последний этап наладки заключается в покадровой проверке работы аппарата в автоматическом режиме. Если обработка непрерывная, то не нужно передвигать заготовку, но необходимо следить за звуками работы.

Если слышны изменения в звуке, то нужно сразу выключить оборудование. В ином случае либо испортится заготовка, либо сломается станок.
Программу автоматической обработки необязательно запускать с самого начала. Но нужно, чтобы это был момент смены инструмента.
В случае выявления неполадок наладчик производит дополнительную настройку или начинает весь процесс сначала.
Настройка ЧПУ станка – не очень сложная процедура, если знать как ее выполнить. Но лучше в этом вопросе обратиться за помощью к специалисту.
- 16 ноября 2020
- 6540
Комментарии
- Ещё никто не оставил отзывов к записи.
Источник: vektorus.ru
Настройка и работа в программе CNC USB Controller
Программа управления станком CNC USB Controller работает в операционных системах Windows XP и Windows7.
1.Установка программы.
Для работы программы требуется, чтобы на компьютере были установлены приложения DirectX-9 и Dotnetfx35. Если их на вашем компьютере не оказалось они присутствуют на установочном диске программы CNC USB Controller.
Для установки программы требуется скачать или запустить с диска установочный файл CNCUSB_Setup.exe
После установки программы можно подключить плату контроллера к USB разъему контроллера.
При первом запуске программа запросит ключ лицензии , который необходимо ввести.
2. Настройка программы.
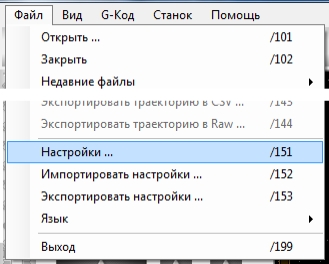
Переход к настройке через меню файл->настройки, рисунок 1
2.1 Настройка осей, рисунок 3, здесь устанавливаем количество осей 3, для станков с поворотной осью 4.
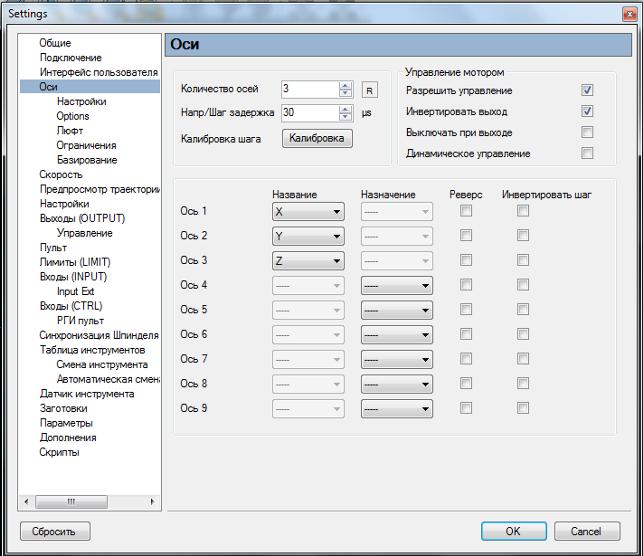
Здесь же, при необходимости, можно изменить направление перемещения по любой оси, установкой галочки в поле «реверс».
Если известен шаг винта и установленный на контроллере микрошаг(коэффициент дробления шага), то можно перейти пропустить пункт 2.2 и продолжить настройку программы с пункта 2.3
2.2 Кнопка «Калибровка» позволяет вычислить величину «Шагов/Еденицу».
Управляя вручную перемещением каретки с инструментом станка, с помощью кнопок «правый Ctrl» + стрелки клавиатуры, выводим каретку примерно на середину.
Выбираем калибруемую ось, рисунок 3
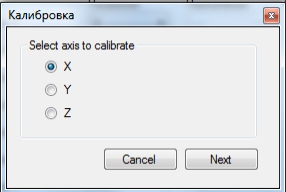
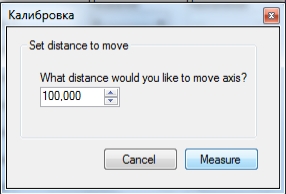
Нажимаем «Next» и указываем расстояние перемещения, рисунок 4.
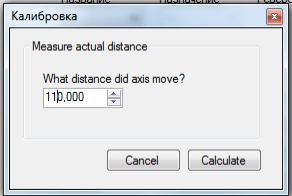
Заносим расстояние на которое переместилась каретка с инструментом, рисунок 5
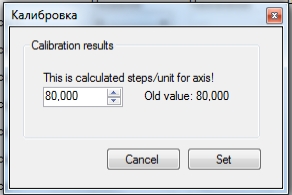
Нажимаем «Calculate» и программа выдаст значение «Шагов/Еденицу». Нажав «Set», программа сохранит эти значения , рисунок 6, и переходим к пункту 2.4
2.3 Установка скоростей холостых перемещений и передаточных чисел.
Меню Файл->Настройки->Оси->Настройки , рисунок 7
Настройка передаточных чисел для определенного ходового винта заносится в поле «Шагов/Еденицу».
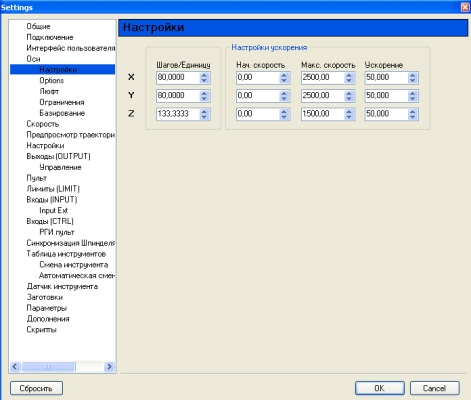
Рисунок 7 Настройка передаточного числа, скорости холостых перемещений и ускорений.
Передаточные числа, скорости и ускорения устанавливаются раздельно для каждой оси,
Передаточное число (для установленного ходового винта ЧПУ станка)
В окошке «Шагов/Еденицу» данные вводятся в соответствии с таблицей для винтовых передач, соединенных напрямую с двигателем, имеющим угол одного шага 1,8 градуса.
Для Моделист2030 c винтом М12 значение «Шагов/Еденицу» устанавливаем равным «228.57142»
Для алюминиевого станка CNC-2020AL 200мм х 200мм c винтом TR10 значение «Шагов/Еденицу» устанавливаем равным «200»
Для Моделист3030 c винтом TR12 значение «Шагов/Еденицу» устанавливаем равным «133.333333»
Для Моделист3040, Моделист4060, Моделист4080 и алюминиевых станков (кроме модели 200мм х 200мм) c ШВП1605 значение «Шагов/Еденицу» устанавливаем равным «80».
Cкорость перемещений ставим не более 3000 для алюминиевых, не более 2500 для станков 3040 и 4060 с ШВП1605, не более 1000 для моделист2020 и 2030, ускорение устанавливаем равным «50», то есть как на картинке, рисунок 7.
Для оси Z значение «Шагов/Еденицу может отличаться от значений других осей.
Устанавливаем для оси Z:
Для Моделист2030 c винтом оси Z М12 значение «Шагов/Еденицу» устанавливаем равным «228,57142»
Для Моделист3030 и станка из алюминия 200мм х 200мм c винтом оси Z TR10 значение «Шагов/Еденицу» устанавливаем равным «200»
Для алюминиевых станков (кроме станка 200мм х 200мм) c винтом оси Z ШВП1605 значение «Шагов/Еденицу» устанавливаем равным «80»
Для Моделист3040-4060-4080 c винтом оси Z TR12 значение «Шагов/Еденицу» устанавливаем равным «133.333333».
2.4 Программные ограничения Меню Файл->Настройки->Оси->Ограничения
3 Описание интерфейса программы CNC USB Controller.
3.1 Главное окно программы, на рисунке 8.
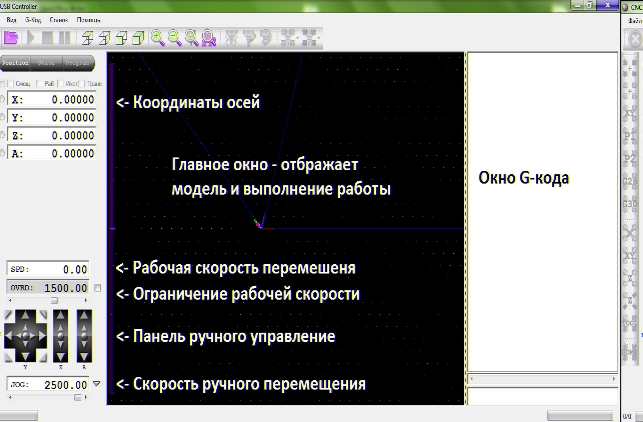
Рисунок 8 Главное окно программы CNC USB Controller.
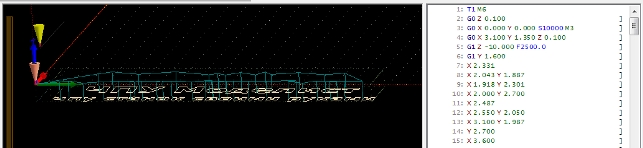
3.2 Вид рабочей области и окна G-кода, рисунок 9
В рабочей области отображается:
сетка, с размерами указанными в настройках,
направление осей XYZ,
жёлтый конус — кончика инструмента (фрезы),
фиолетовый конус — нулевая точка,
голубая полоса — траектория холостого перемещения инструмента,
белая полоса — траектория рабочей подачи инструмента (рабочего хода)
В левой части окна отображается G-код, элементы которого отображаются разными цветами.
3.3 Относительные координаты положения инструмента, рисунок 10.
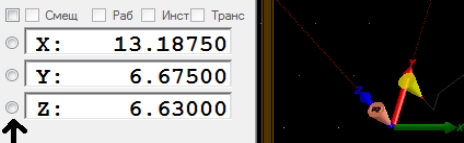
Рисунок 10.
Их модно сбросить разом «Обнулить все координаты», можно по отдельности нажимая на кружок. Так же их можно ввести вручную. Эти действия необходимо провести после перемещения каретки с инструментом в начальное место старта фрезеровки, обычно это левый ближний угол заготовки.
3.4 Панель управления ручным перемещением инструмента.
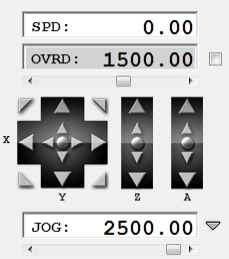
Панель управления
SPD – реальная скорость перемещения в текущий момент
OVRD — ограничение рабочей скорости(скорости подачи)
(если галочка не стоит то ограничения идут максимальные из настроек).
JOG — скорость ручного перемещения.
Большие стрелки перемещают инструмент в указанном направлении, пока они нажаты.
Маленькие стрелки для дискретного перемещения на один шаг, перемещают инструмент на определенное расстояние, указанное в настройках.
3.5 Описание кнопок управления.

Обнулить все координаты
Переместить в точку 0,0,0
Переместить в точку 0,0,Z не изменяя координаты по Z
Переместить в точку с заданными координатами X, Y, Z
4. Создание управляющей программы(G-кода) по растровому изображению из файлов *.jpg
Файл -> открыть -> выбираем наше изображение.
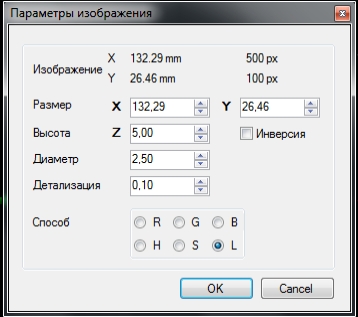
Рисунок 12.
Где:
Размер — общий размер.
Высота — общая высота работы, такой же будет и высота безопасного перемещения.
Диаметр — диаметр инструмента, так же это расстояние между проходами.
Детализация — на сколько срезать вертикальные плоскости.
Инверсия — инверсия изображение.
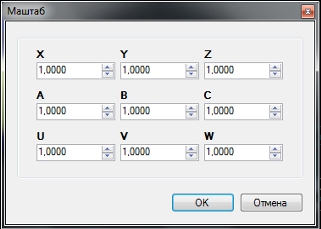
5 Масштабирование.
G-код Маштаб …
Функция «Масштаб» позволяет изменить размер вашей уже загруженной в G-коде модели.
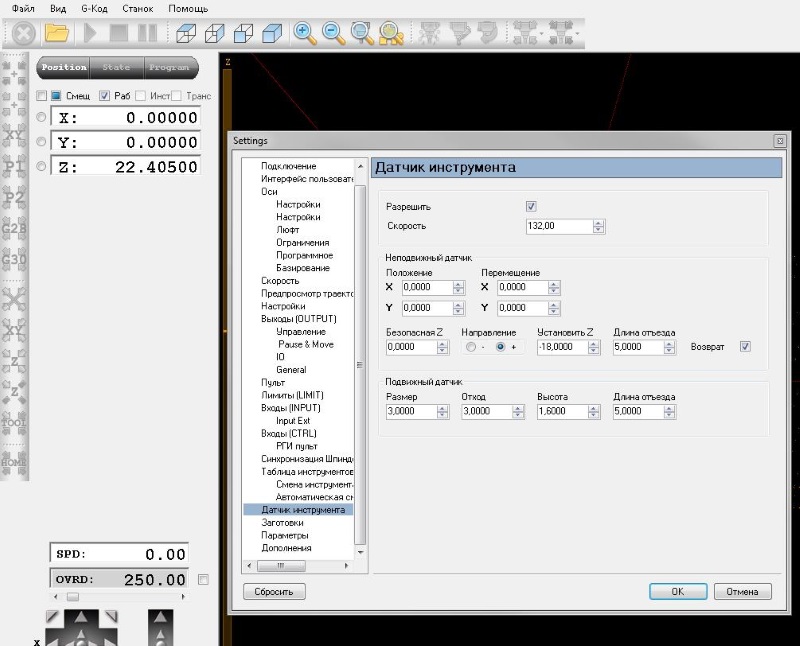
6 Настройка Датчика инструмента (датчик нуля)
6.1 Подключить датчик, один провод на LZ- второй провод на клемму 12В
6.2 Разрешить программе использование датчик а инструмент а.
Для этого в меню Файл/Настройки/ Датчик инструмент а установить галочку «Разрешить», рисунок 14.
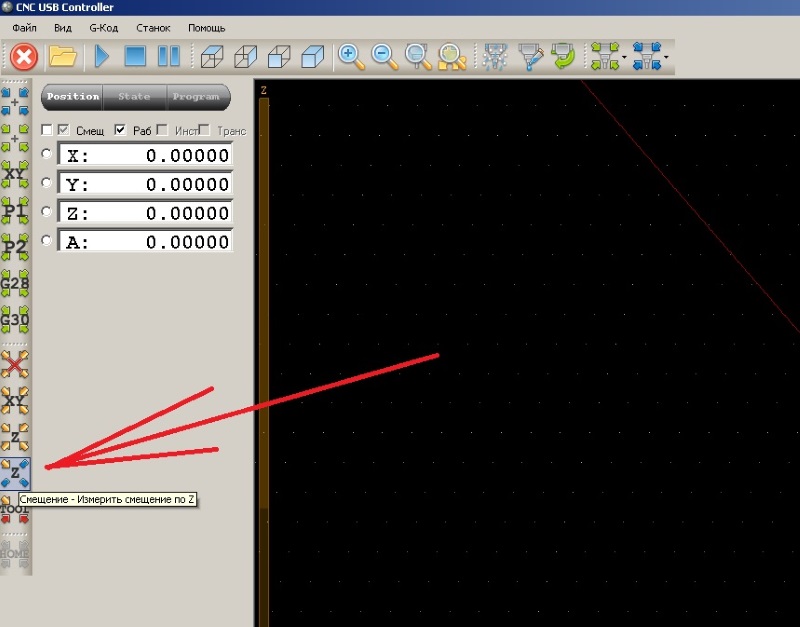
Нажать кнопку «Измерить смещение по Z», рисунок 15, кнопка примет оранжевый цвет, нажать кнопку «смещение — Текущее только Z»(она расположена выше, над кнопкой «Измерить смещение по Z»), снова нажать «Измерить смещение по Z». Станок опустит с заданной скоростью фрезу до касания датчик а и автоматически поднимет инструмент вверх до заданной безопасной высоты.
Статьи по подготовке файлов резки для фрезерного станка в программе ArtCam:
Источник: cncmodelist.ru
Как настроить ЧПУ станок
Пошаговое руководство, которое поможет понять как настроить станок с ЧПУ правильно.
Настроить станок с ЧПУ подразумевает его приведение в состояние готовности к обработке заготовки. При этом следует убедиться в том, что в устройстве автоматической смены инструментов есть все необходимые инструменты для обработки имеющейся заготовки, загружена правильная программа с g-кодом, а также станок готов к работе в целом.
Совет от профессионалов: используйте карты наладки
Если вы работаете оператором станка с ЧПУ на производстве и занимаетесь наладкой станков, в вашем распоряжении наверняка имеется карта наладки, в которой содержится вся необходимая информация о процедурах и этапах наладки.
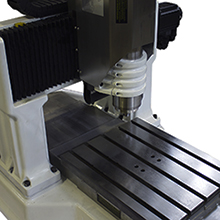
1. ОЧИСТИТЕ РАБОЧИЙ СТОЛ СТАНКА И ДРУГИЕ РАБОЧИЕ ПОВЕРХНОСТИ
Результат: станок очищен от стружки и другого мусора, который может вызвать снижение эффективности и точности выполнения технологических операций.
Чтобы правильно настроить станок с ЧПУ, очистите рабочий стол станка, а также зажимные приспособления от остатков СОЖ, стружки и другого мусора. Для этого можно использовать сжатый воздух, щетку или моечную машину. Вам необходимо убедиться в том, что стружка и мусор не попадают на чувствительные к ним участки станка. Струя воздуха под высоким давлением может задуть мусор в те рабочие области станка, где его не должно быть, что, в свою очередь, может стать причиной повреждения деталей станка.
2. ЗАГРУЗИТЕ ИНСТРУМЕНТЫ В УСТРОЙСТВО АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ
Результат: в устройстве автоматической смены инструментов находятся все инструменты, необходимые для обработки заготовки по заданной программе с g-кодом.

Инструментальная тележка на
колесах для станка с ЧПУ
Примечание: Если ваш станок с ЧПУ не оснащен устройством автоматической смены инструментов, вам все равно нужно будет приготовить все необходимые для работы инструменты, чтобы вы смогли быстро заменить их в шпинделе станка, когда это будет необходимо, а также чтобы быстро настроить станок с ЧПУ.
В данном случае наша цель состоит в том, чтобы иметь возможность закрепить режущие инструменты в патронах (либо просто иметь их под рукой, в случае если шпиндель вашего станка не предполагает использование нескольких взаимозаменяемых патронов), а также в том, чтобы установить эти патроны в устройство автоматической смены инструмента или разместить в удобном месте, чтобы они были под рукой в процессе выполнения обработки или замены инструмента вручную.
Если в вашем распоряжении имеется карта наладки станка для выполнения конкретной технологической операции, в ней будут указаны необходимые инструменты для выполнения обработки, которые помогут вам правильно настроить станок с ЧПУ, а также их номера в программе с g-кодом.
Обычно мы размещаем инструменты, требуемые для выполнения той или иной технологической операции, на тележке или поддоне для инструментов. Возможно, все ваши инструменты хранятся в ящике для инструментов, находящимся в цехе. Вы помещаете все необходимые инструменты на тележку, подкатываете ее к станку, а затем загружаете инструменты в магазин.
Каждый тип патрона подразумевает свои требования, соблюдение которых необходимо для достижения максимальной эффективности работы и правильной настройки станка с ЧПУ. Например, для цанговых патронов ER существуют требование по моменту затяжки гаек, которого следует придерживаться.
3. ПРОГРЕЙТЕ СТАНОК И ШПИНДЕЛЬ
Результат: станок с ЧПУ прогрет и готов к работе.
Чтобы правильно настроить станок с ЧПУ, вам стоит подумать о составлении программы прогрева вашего станка и шпинделя в начале рабочего дня. Это поможет минимизировать температурное расширение при переходе от комнатной температуры к рабочей (программа прогрева обеспечит плавный переход станка к нормальной рабочей температуре), а также хорошую смазку рабочих осей и шпинделя станка.
4. УСТАНОВИТЕ ПОКАЗАТЕЛЬ КОРРЕКЦИИ НА ДЛИНУ ИНСТРУМЕНТА
Результат: для инструментальной планшайбы вашего станка с ЧПУ заданы показатели коррекции на длину всех используемых инструментов.

Установка показателей коррекции на
длину инструмента при помощи
прибора для размерной настройки
инструментов
Чтобы настроить станок с ЧПУ, станку необходимо знать, какую длину имеет инструмент, основываясь на справочном значении показателя, называемого «контрольной точкой». Он использует эту информацию для регулировки положения шпинделя относительно заданных координат для каждого инструмента в отдельности.
Очень важно, чтобы показатели коррекции на длину инструмента были верными и точными для каждого инструмента. Это необходимо для обеспечения максимальной точности обработки каждым инструментом после настройки станка. Если показатель коррекции на длину инструмента задан неверно, это может привести к неприятным последствиям в виде повреждения инструмента и, скорее всего, также приведет к повреждению станка или зажимного приспособления.
- ручной ввод на клавиатуре, расположенной на передней панели станка
- загрузка с помощью специального g-кода, называемого G10
- другие возможные методы
5. ЗАДАЙТЕ ДИАМЕТРЫ ИНСТРУМЕНТОВ, ЧТОБЫ ИМЕТЬ ВОЗМОЖНОСТЬ ИСПОЛЬЗОВАТЬ ФУНКЦИЮ КОРРЕКЦИИ НА РАДИУС ИНСТРУМЕНТА
Результат: в таблице параметров инструментов имеется вся необходимая информация о диаметрах всех используемых инструментов.
Если программа будет использовать функцию коррекции на инструмент, станку нужно знать диаметр и длину каждого инструмента.
6. УСТАНОВИТЕ ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ
Результат: зажимное приспособление для закрепления имеющейся заготовки надлежащим образом установлено на станке.
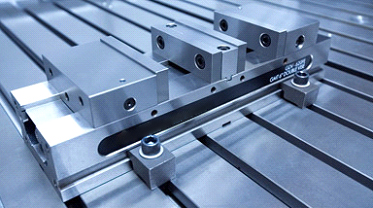
Типовые двойные тиски, представляющие
собой две пары тисков, собранные в одном узле
На данном этапе выполняется установка приспособления для закрепления заготовок. На рынке представлен широкий ряд зажимных приспособлений. Карта наладки выполняет в данном случае еще одну важную функцию — определение того, какое именно зажимное приспособление необходимо для закрепления заготовки при выполнении конкретной технологической операции.
7. УСТАНОВИТЕ НУЛЕВУЮ ТОЧКУ ЗАГОТОВКИ И СТАНКА
Результат: нулевые координаты (0, 0, 0) станка с ЧПУ точно совпадают с требуемыми координатами нулевой точки заготовки. Все нулевые точки станка соответствуют требуемым значениям и заложены в управляющую программу.

Чтобы настроить станок с ЧПУ, вам необходимо ввести в память станка координаты нулевой точки (см. статью «Как найти нулевую точку станка») заготовки. Существует целый ряд способов выполнения данной задачи. Цель применения нулевых точек станка состоит в том, чтобы иметь несколько значений координат нулевой точки заготовки. Это удобно в случаях, когда необходимо произвести обработку нескольких заготовок, каждая из которых имеет различные координаты нулевой точки, либо в случае, когда требуется зафиксировать несколько заготовок на отдельных зажимных приспособлениях, при этом каждая из заготовок имеет свои координаты нулевой точки.
8. ЗАГРУЗИТЕ УПРАВЛЯЮЩУЮ ПРОГРАММУ В СТАНОК
Результат: соответствующая управляющая программа с g-кодом загружена в память станка.

Загрузка программы с G-кодом с
флеш-накопителя в блок
управления
- Для загрузки программы с g-кодом в память станков старых моделей может потребоваться дискета или даже бумажная перфолента (на ОЧЕНЬ старых моделях!).
- Загрузка программы с g-кодом в память станков более современных моделей возможна при помощи USB-порта.
- Ваш станок может быть подключен к локальной сети, что позволит загрузить программу, просто скопировав g-код в отдельную папку или загрузив его с FTP-сервера в память станка.
- Ваш станок может быть подключен к устройству, содержащему программу с g-кодом, по протоколу RS-232. В этом случае g-код может быть загружен в память станка посредством данного соединения или поэтапно передаваться по несколько срокам в единицу времени.
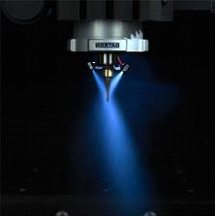
9. ПРОВЕРЬТЕ СИСТЕМУ ПОДАЧИ СОЖ
Результат: проверка системы подачи СОЖ выполнена, и теперь вы готовы запустить управляющую программу с g-кодом.
Для того, чтобы настроить станок с ЧПУ, убедитесь в том, что применяемая вами СОЖ находится в хорошем состоянии и пригодна к использованию, что будет являться одним из профилактических мероприятий по обслуживанию станка с целью предотвращения возможных сбоев в его работе до начала выполнения операции по обработке заготовки. Повторюсь — данная процедура выполняется последней, однако, возможно, у вас есть свой график проверки и замены СОЖ, который предполагает более частую проверку и гарантирует ее хорошее состояние.
- Если СОЖ имеет неприятный или прогорклый запах, у вас появилась проблема.
- Достаточно ли СОЖ в резервуаре или ее необходимо долить?
- Является ли достаточной концентрация СОЖ по отношению к количеству воды, содержащейся в растворе? Для измерения концентрации СОЖ вы также можете воспользоваться рефрактометром.
- Производите ли вы фильтрацию СОЖ с целью удаления мелкой стружки и мусора, которые могут засорить систему подачи?
- Проверяйте станок, чтобы убедиться в том, что подача СОЖ идет свободно, а сопла установлены в правильном положении. Хорошо настроенная система подачи СОЖ имеет особое значение для удаления стружки и даже может позволить вам немного увеличить скорость подачи и частоту вращения шпинделя.
Вас также может заинтересовать:
Источник: darxton.ru