
1 — Подключить плату ТНС напрямую в LPT компьютера, к ней подключить драйвера X, Y, Z (сигналы step(puls), dir) и плату включения плазмы. Для этой цели на плате ТНС есть клемник под отвёртку. Этот способ рекомендуемый, более подходит при создании стола с нуля
2 — Поставить дополнительный LPT в слот PCI ( например такой стоит от 300руб) Тогда у вас подключение моторов, датчиков и т.п. будет к одному порту а ТНС будет вставлен в другой независимый порт LPT . Этот способ подходит для установки ТНС на работающий стол, чтобы не трогать работающую часть, ставим доп. LPT и мучаем его, т.к. никто не отменял принцип — нехер лесть туда, где всё работает!
3 — Подключить ТНС к плате опторазвязки. Для любителей использовать коммуникационную плату (плата опторазвязки и т.п.) нужно взять три сигнала с ТНС ( THC _ ON, THC _ UP, THC _ DOWN) для этого в комплекте есть переходник, (т.к. сигналы в ЛПТ +5в, логический уровень в коммуникационной плате обычно выше, как правило нужен выход открытый коллектор — т.е. сигнал «замкнутые контакты») и подключить (ТОЛЬКО ТРИ СИГНАЛА от платы ТНС) к плате опторазвязки. Т.е. всё подключается к коммуникационной плате и драйвера моторов, и запуск плазмы, и датчик касания, и домашние датчики, и ТНС. В основном этот способ подходит тем, кто купил станок с хитрыми переходниками LAN-LPT (это чудо нужно для увеличения расстояния от компа до ящика электроники). Кстати в Mach3 можно параллельно подключать домашние датчики и сигналы ТНС.
Настройка Mach3. Настройка Soft Limit конфигурация для ЧПУ плазмы
Рассматривать будем только вариант № 1. т.к. в других вариантах многое зависит от конфигурации другого оборудования.
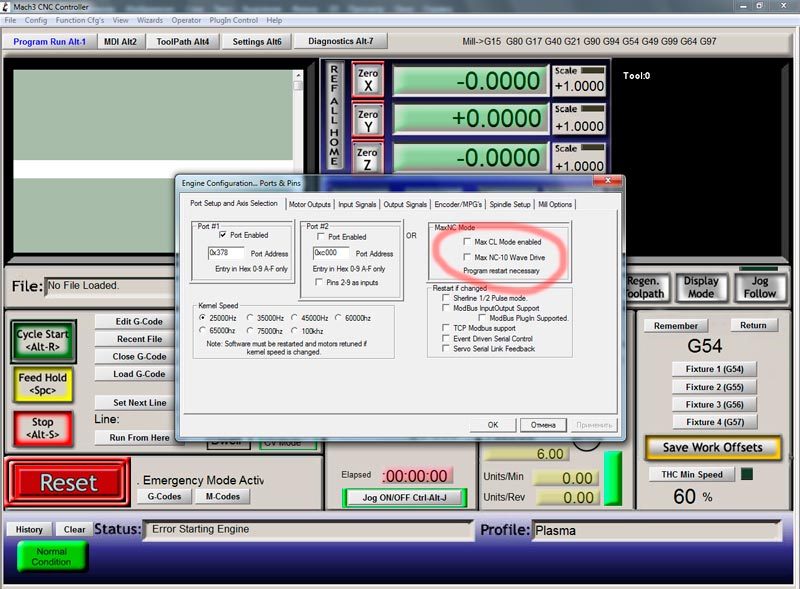
Итак — втыкиваем плату ТНС в порт LPT компьютера и USB для питания +5в.
И ничего не происходит. (один из самых распространенных вопросов) Т.к. от USB берётся только +5в питания, а LPT не поддерживает «Plug and Play» т.е. автоматического определения устройства. Т.е. компьютер НЕ видит нового устройства в диспетчере устройств.
Для работы THC в mach3 нужно чтобы mach3 был лицензионный или «вылеченный от жадности», т.е. взломанный, в Демо версии ТНС не работает.
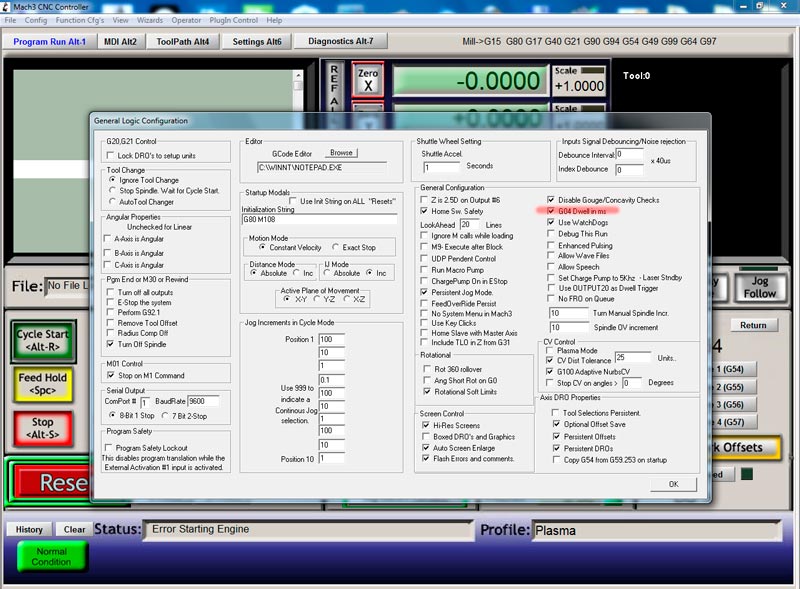
Пробежимся по настройкам:
Сделайте паузу G04 в милисекундах
Про калибровку рассказывать не буду, в двух словах не расскажешь, по этой теме есть много информации в иннете, и несколько способов это сделать.
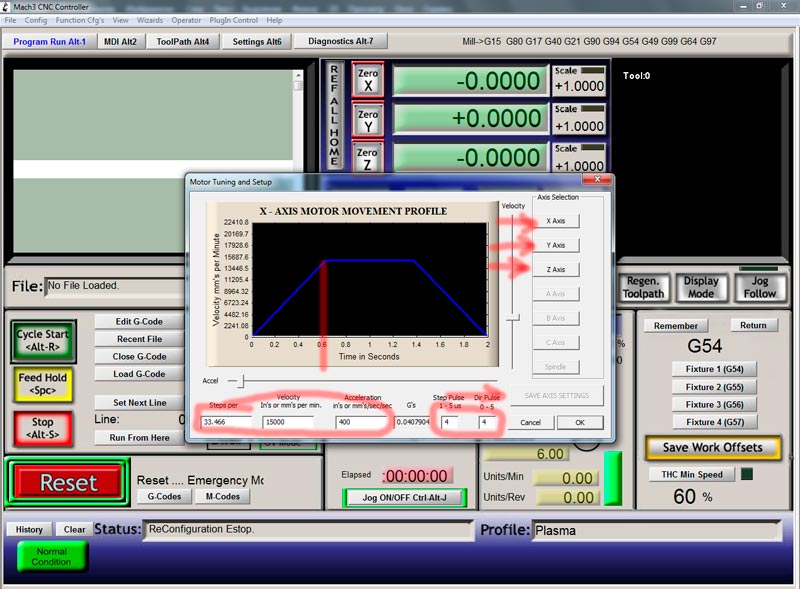
От себя добавлю — желательно выставить длительность импульса 4-5 мкс, ускорение для среднестатистического стола примерно 0,5 сек.
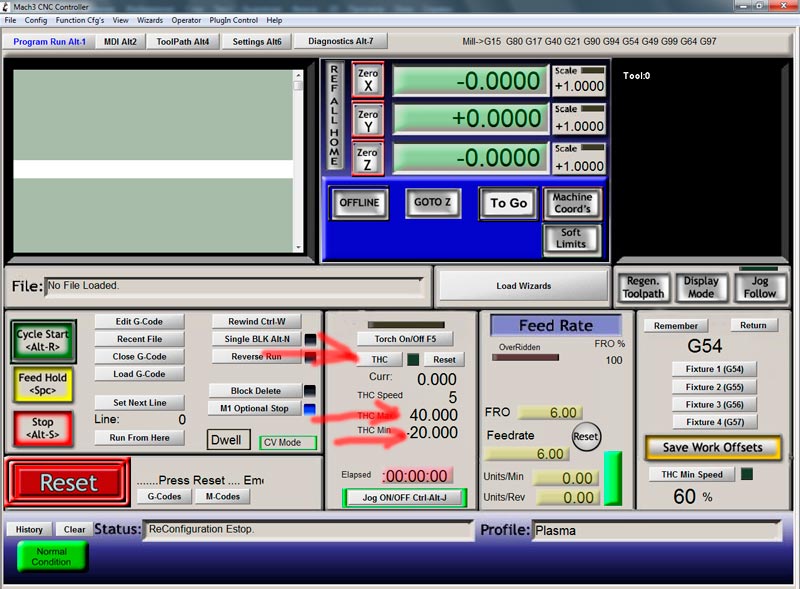
Здесь можно включить ТНС, THC_max должен быть не менее +50, а THC_min не более -50
в этом диапазоне работает ТНС, за его пределами он корректировать высоту не будет.
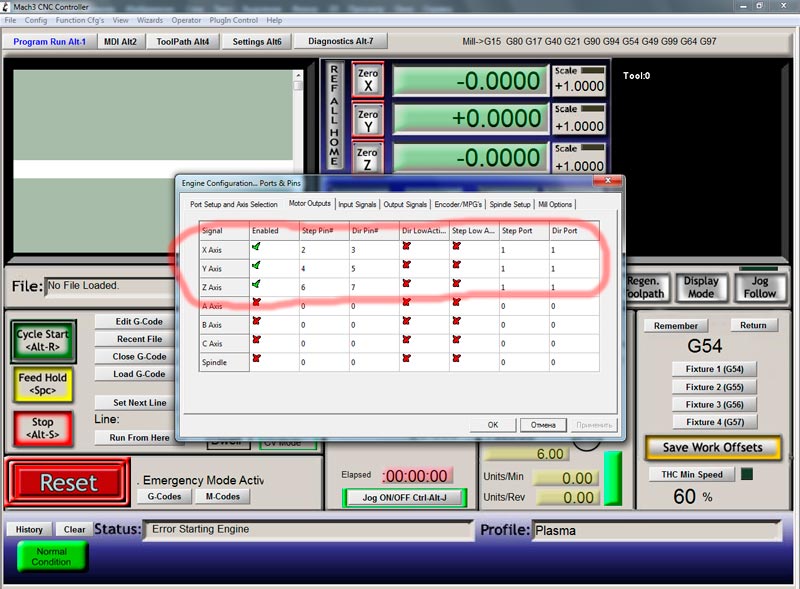
Настройка программы Mach3 — конфигурация для ЧПУ плазмы
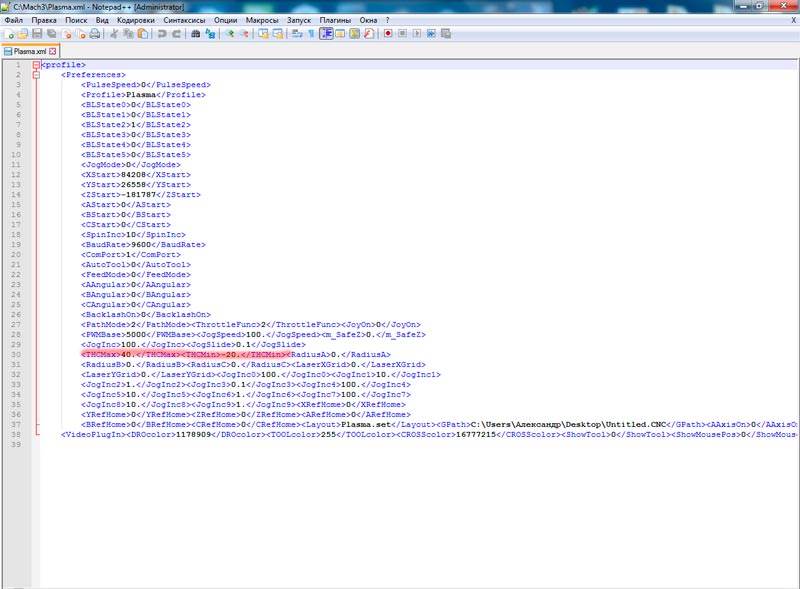
Один из самых распространённых глюков мач3 — это невозможность поставить «-» в THC_min ( отрицательное значение), а оно там необходимо.
Для этого заходим в папку C:Mach3 , находим файл Plasma.xml, открываем его с помощью блокнота, лучше «notepad++ »
Находим 40.-20. подставляем свои значения и сохраняем.
Всё ТНС работает и настроен.
Но т.к. лист сильно изгибается в процессе термической резки, нам нужно зажечь плазму на определённой высоте от поверхности листа, значит перед поджигом плазмы нужно ещё найти эту поверхность, значит нам нужен датчик касания.
Существует несколько способов задать алгоритм поиска нуля. Например можно прописать в постпроцессоре эту процедуру и каждый раз в g-code перед командой m 03 будет последовательность команд
G31 Z-50
G92 Z-3
G0 Z1
Но мне ближе другой способ:
В g-code не упоминается Z вообще и желательно не упоминать скорость F
Про скорость — есть две причины.
Первая — чтобы изменить рабочую скорость и паузы прокола G04 не нужно переделывать g-code_ ы (их может быть тысячи в одном чертеже), а только лишь подкорректировать один файл макроса m3.m1s в папке C:Mach3macrosplasma, на который, крайне рекомендую, сделать ярлык с рабочего стола.
Вторая причина — тоже не менее распространённый глюк мача — если скорость не указывать перед началом каждого движения, он бывает её забывает. Этот глюк встречается реже, но он есть.
Суть способа поиска поверхности при помощи макросов — каждый раз когда в g-code программа видит команду M03 она открывает файл m3.m1s и выполняет каждую строчку по порядку, когда выполнит всё, переходит к чтению g-code _ов дальше.
Скачайте файлы макросов здесь. Распакуйте их сюда C:Mach3macrosplasma
Откройте их с помощью блокнота «notepad++ «
В макросе M3 вы увидите это
Code «G31 Z-50 F1000» ‘опускаем до касания до -50 со скоростью 1000
While IsMoving() ‘ Подождать пока произойдет касание
Wend
Code «G92 Z-3» ‘обозначаем Z как -3
Code «G0 Z1» ‘поднимаемся до 1мм
While IsMoving()
Wend
DoSpinCW() ‘включаем плазму
Code «G4 P0.5000» ‘пауза 0,5 сек
Code «F1000» ‘
(страница не дописана, трезвею — писать становиться сложнее. )
Источник: armatura-ural.com
Настройка Mach3 под плазменный станок


- Из:Уфа
Отправлено 26 Июль 2017 — 11:30
Добрый день. Кто поможет с настройкой mach3 на плазменный станок? Такая проблема : при запуске любой уп, даже просто при запуске m03 — мач выдает такое » некорректный код разрешения» . Что это может быть такое? И иза чего? Раньше все работало.
Контроллер — plcm e3 от purelogic, аппарат -сварог 160, станок самодельный. Спасибо заранее
#2  OFFLINE courage
OFFLINE courage
- Город: Новосибирск, Россия
- Из:Новосибирск
Отправлено 15 Август 2017 — 01:31
Вы действительно хотите пройти столько кругов зада? )
Контроллер purelogic не поддерживает команды реального времени.
Какой mach3 вы скачали для своей установки?
Как вы его настроили, если настроили.
Вам необходимо макросы прописать правильно, подключить входы и выходы правильно и возможно модифицировать интерфейс.
Какой вас ТНС? Если нет, то как вы высоту резки выставляете?
Точную модель аппарата можете дать?
Принцип плавающей головки используете или контактное определение материала?
Помочь возможно, надо договариваться.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#3 OFFLINE Yulai
- Из:Уфа
Отправлено 29 Август 2017 — 13:37
добрый день, уже больше половина кругов пройдено , mach с оф сайта, даже лицензию прикупили у пуриков, по высланным ими настройкам в принципе все подключили все настроили, и все движения выполняет, включает дугу, режет по УП вроде практически точно. Но одно так и не смог настроить — это контроль высоты дуги. ТНС брал у пуриков ( контролер тнс1).
При запуске уп высота ни как не изменяется в течении всей программы. если поможете буду благодарен. Ато не знаю уже ккому обращаться, тех поддержка ничем непомогла.
#4 OFFLINE courage
- Город: Новосибирск, Россия
- Из:Новосибирск
Отправлено 30 Август 2017 — 12:57
Контроль осуществляется по напряжению дуги снятой с аппарата. Можно брать значение из внутреннего делителя или ставить свой.
Если вы подключили все по схеме, надо по хорошему еще скрин от Purelogic для начала для мача поставить и посмотреть куда сигнал отключения контроля высоты приходит.
То что он не следит за высотой может быть потому что:
1)Приходит сигнал с чпу на контроллер высоты «отключить слежение»
2)Не прописаны настройки связи в плагине
3)Неправильно выполнено подключение.
Режет то на одной высоте?
THC1 устанавливает вам исходную высоту пробивки по методу плавающей головки, затем исходя из настроек плагина уже регулирует высоту.
Вы можете скриншот настроек для резки сюда прикрепить?
И подключение как делали тоже хоть фотографии чтоли.
Настройки входов-выходов каким образом делали?

Помочь не проблема, станков с этим контролем настраивал и запускал достаточно, но мне он не нравится совсем, а мач3 еще сильнее не нравится
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#5 OFFLINE Yulai
- Из:Уфа
Отправлено 31 Август 2017 — 08:58
Контроль осуществляется по напряжению дуги снятой с аппарата. Можно брать значение из внутреннего делителя или ставить свой.
Если вы подключили все по схеме, надо по хорошему еще скрин от Purelogic для начала для мача поставить и посмотреть куда сигнал отключения контроля высоты приходит.
То что он не следит за высотой может быть потому что:
1)Приходит сигнал с чпу на контроллер высоты «отключить слежение»
2)Не прописаны настройки связи в плагине
3)Неправильно выполнено подключение.
Режет то на одной высоте?
THC1 устанавливает вам исходную высоту пробивки по методу плавающей головки, затем исходя из настроек плагина уже регулирует высоту.
Вы можете скриншот настроек для резки сюда прикрепить?
И подключение как делали тоже хоть фотографии чтоли.
Настройки входов-выходов каким образом делали?
Помочь не проблема, станков с этим контролем настраивал и запускал достаточно, но мне он не нравится совсем, а мач3 еще сильнее не нравится
добрый день, скринсет от пурелоджик я установил , даже несколько, 1 старый вроде 2ой обновленный как я понял.
Когда включаеш станок, начинаеш резать мач в поле с текущим напряжением всегда показывает 0, и не меняется.
Режет всегда на одной высоте, если только в настройках резки указать максимальную высоту регулирования z (допустим +30), то он по ходу резания начинает уходить на эту высоту. если указать 0, то стоит на месте.
Короче он немериет текущее напряжение, контролер и тнс подключал несам, подключали чпушники, которые до этого такие контролеры и контролеры тнс неподключали , поэтому больше всего склоняюсь к тому что сделали неправильно подключение)) вы можете если помочь онлайн с этим делом, буду очень благодарен, если все заработает может даже не безвозмездно)0
Если надо еще штото скинуть вы скажите я скину,
Прикрепленные изображения
Источник: mir-cnc.ru
THC (настройка высоты факела) для Mach3 ESS
Чтобы подключить режим управления и настройки факела THC, выполните следующие шаги:
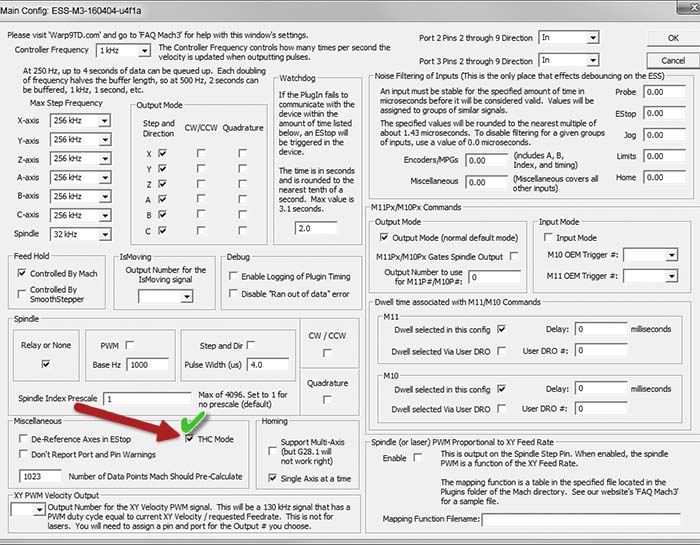
1. Зайдите в Меню (Menu) -> Управление плагинами (Plugin Control) -> Основные конфигурации: ESS (Main Config: ESS) -> Активируйте режим настройки высоты факела, поставив галочку напротив окна «Настройка высоты факела» (THC mode)
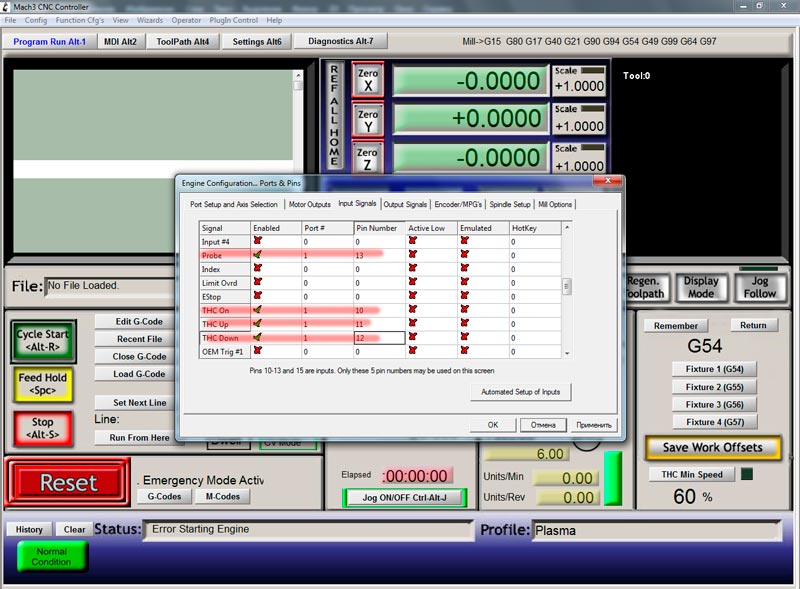
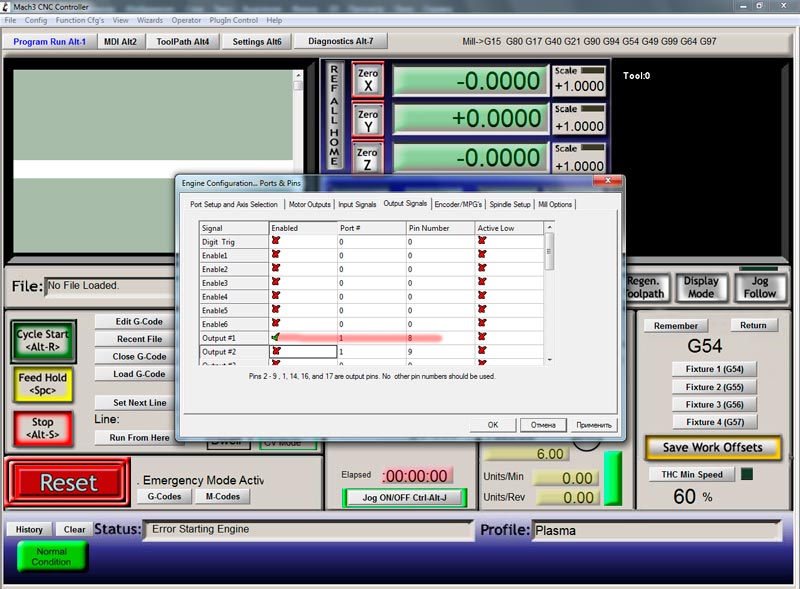
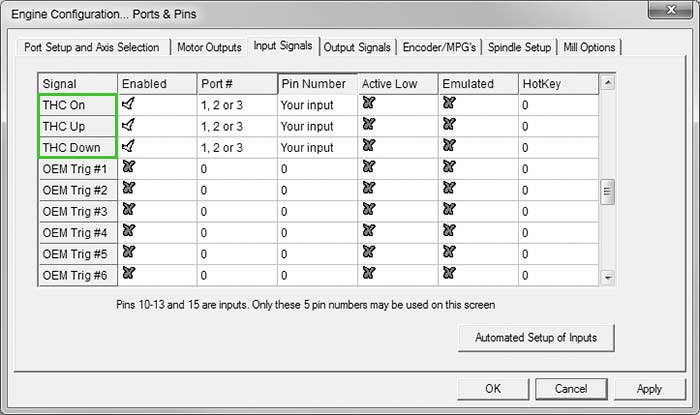
2. Зайдите в Меню (Menu) -> Конфигурации (Config) -> Входы/Выходы (Ports Входящие сигналы (Input Signals).
Вам необходимо разрешить следующие три входящих сигнала, присвоить номер входа и выхода, и активировать высокое / низкое состояние.
* THC On (Факел подключен). Сигнал входящей дуги.
* THC Up (Факел вверх). Сигнал, отдающий команду оси Z подниматься.
* THC Down (Факел вниз). Сигнал, отдающий команду оси Z опускаться.
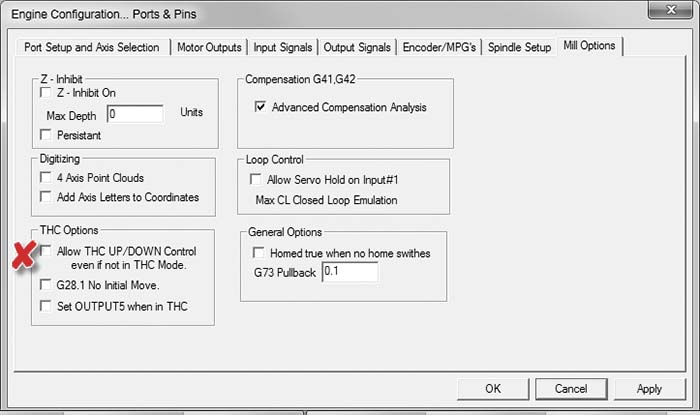
3. Далее зайдите в Меню (Menu) -> Входы/выходы (Ports Настройки режущего инструмента (Mill options)
Подключите «Разрешить управление направлением факела вверх/вниз даже тогда, когда режим THC выключен» (Allow THC UP/DOWN Control even if not in THC Mode) ТОЛЬКО В ТОМ СЛУЧАЕ, если вы контролируете высоту факела вручную. Никогда не выбирайте данную функцию в стандартном режиме управления факелом THC.
4. Во всплывшем окне Mach3 вы увидите следующее:
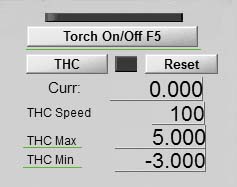
Кнопка «Факел вкл/выкл» (Torch On/Off) позволит включить или выключить факел (также данная функция будет активной при использовании назначенного выхода шпинделя или G-кодов). Факел ДОЛЖЕН быть включен, если вы хотите позволить ему быть активным, и сигнал (переключение с режима вкл на выкл и наоборот) будет исходить из контроллера факела.
Функция «Факел Min» и «Факел Max» (THC Min/THC Max) позволяет вам установить минимальную и максимальную высоту оси Z. Это значит, что когда вы достигнете установленных пределов, любые команды, указывающие направление, выходящее за пределы максимальной и минимальной высоты, будут проигнорированы.
Источник: darxton.ru