
PrusaSlicer — бесплатный слайсер с обширным функционалом от Prusa Research, в основу которого легла система Slic3r от Алессандро Ранеллуччи. Изначально слайсер назывался Slic3r PE (Prusa Edition), но поскольку он все больше и больше отходил от исходника, то Prusa официально переименовала его в мае 2019 года, чтобы избежать путаницы. С тех пор PrusaSlicer продолжает развиваться и обновляться каждые несколько месяцев.
Для работы с PrusaSlicer необязательно владеть 3D-принтером от компании Prusa Research, PrusaSlicer включает в себя профили печати для оборудования от многих производителей 3D-принтеров и расходных материалов. В последних версиях слайсер дополнен расширенным функционалом для SLA 3D-печати, автоматическим изменением высоты слоя и многим другим.
В этой статье мы рассмотрим начало работы с PrusaSlicer и некоторые важные и полезные функции — как базовые, так и расширенные.
Установка и первый запуск
PrusaSlicer можно скачать в раздела Software сайта https://www.prusa3d.com/. После установки и первого запуска программа поможет выбрать 3D-принтеры и материалы, с которыми вы будете работать.
СЛАЙСЕР CURA. ЧАСТЬ 1.
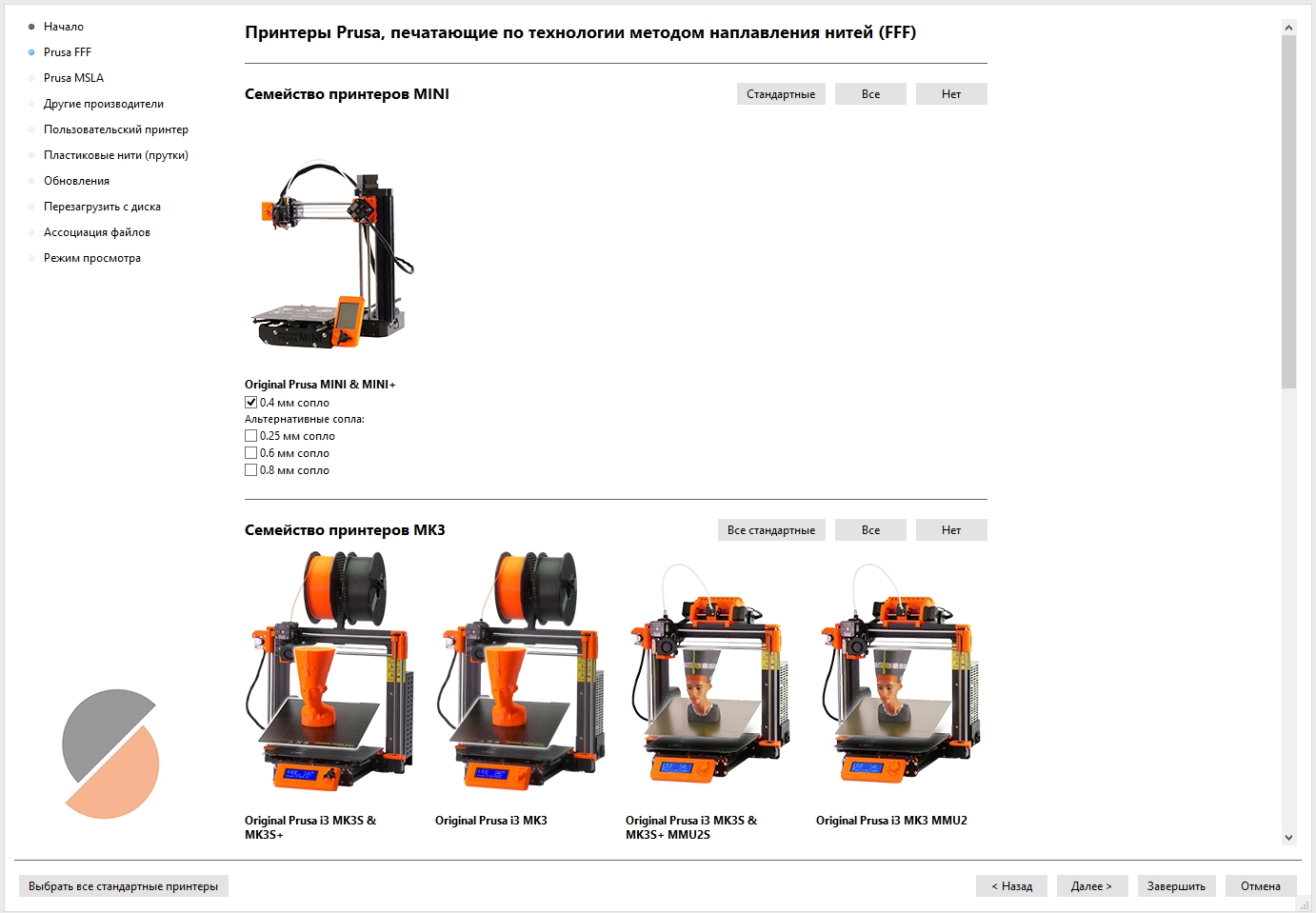
В перечне доступны все FFF/FDM и SLA 3D-принтеры производства Prusa Research, а также самые распространенные 3D-принтеры от сторонних производителей.
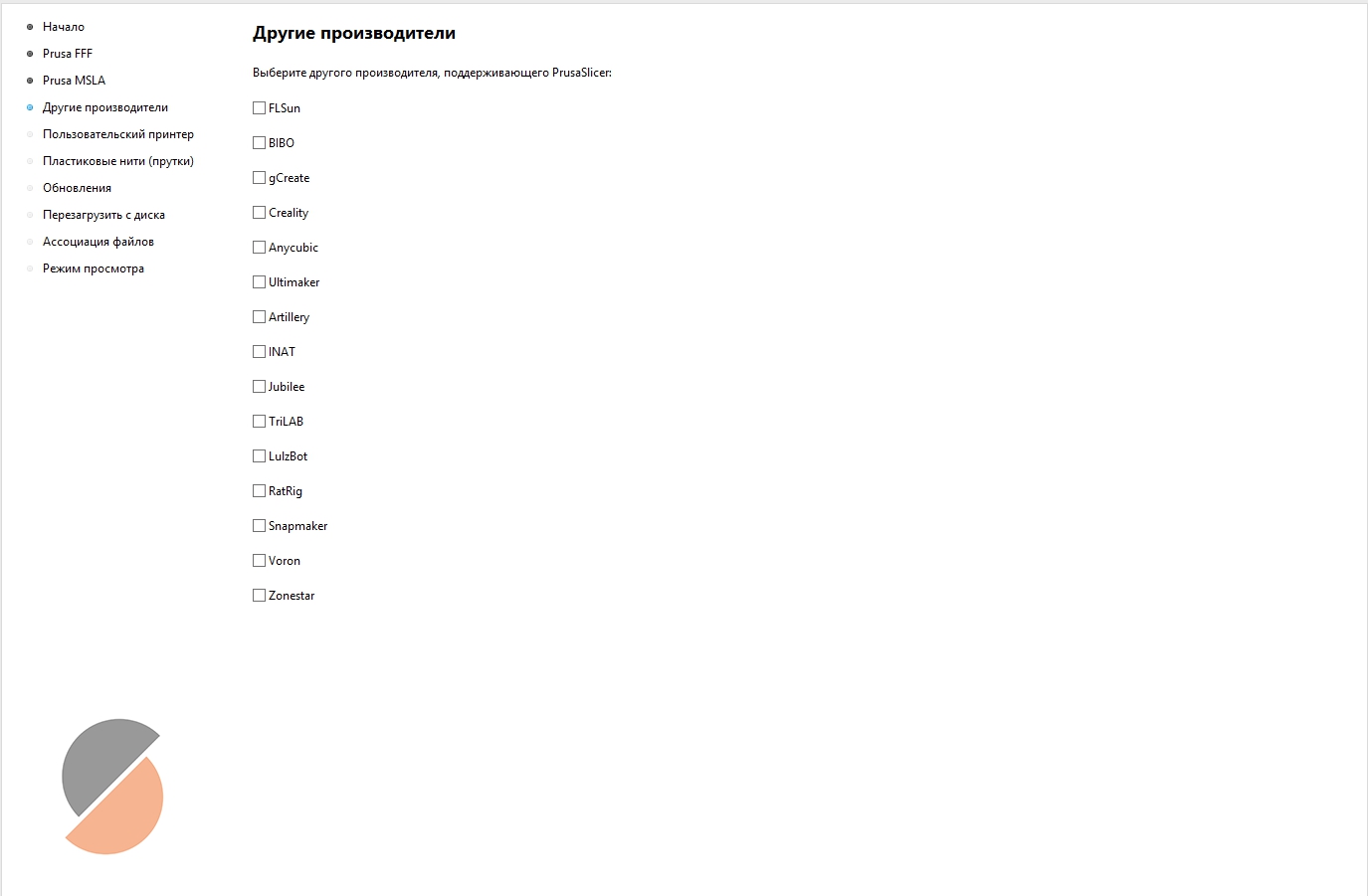
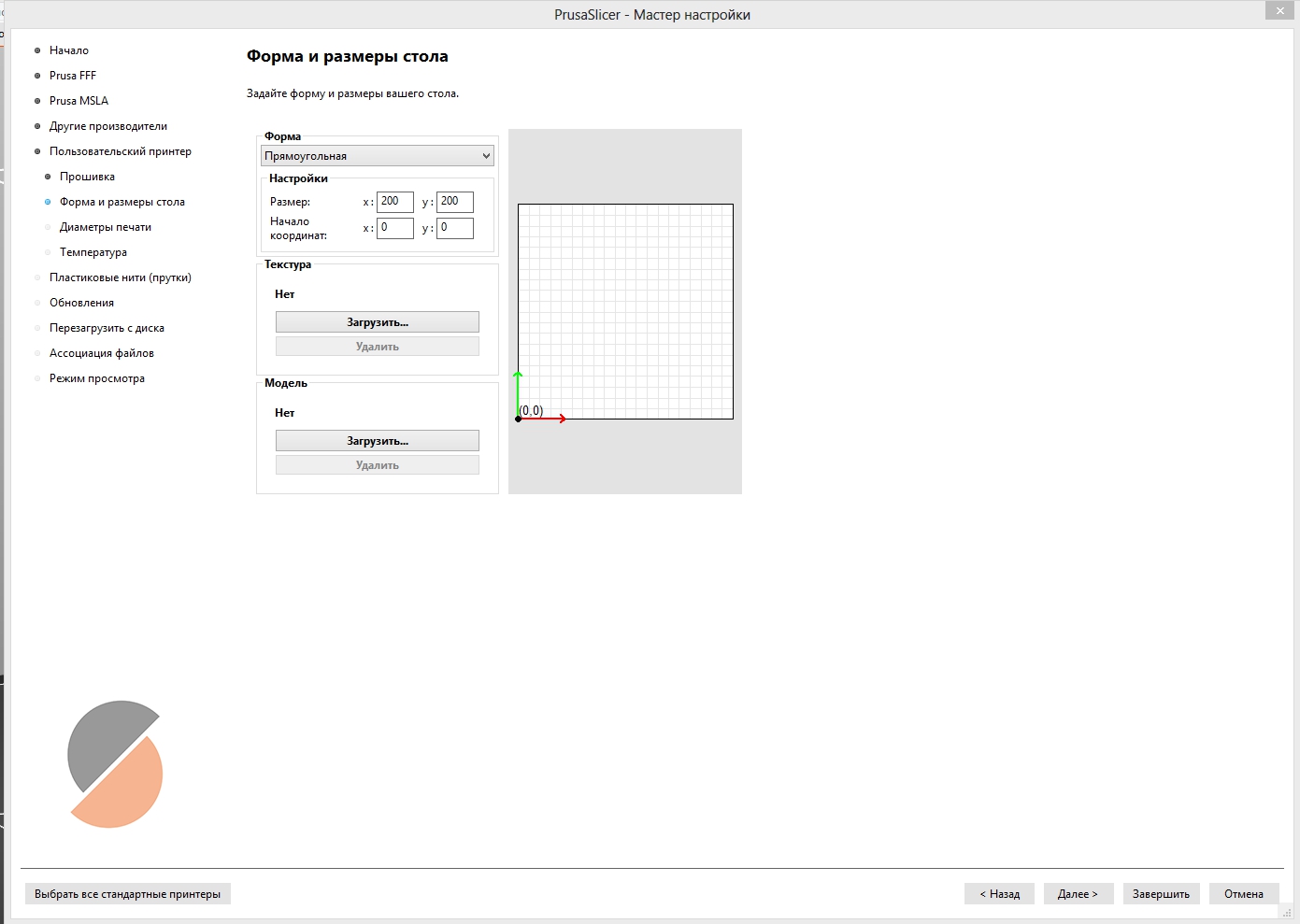
Если вы не нашли свой 3D-принтер в списке, параметры оборудования можно задать вручную.
Далее мастер предлагает выбрать профили расходных материалов, которыми будет осуществляться 3D-печать. Филаменты российского производства в этом списке не представлены, поэтому для работы с ними профили 3D-печати придется настраивать вручную.
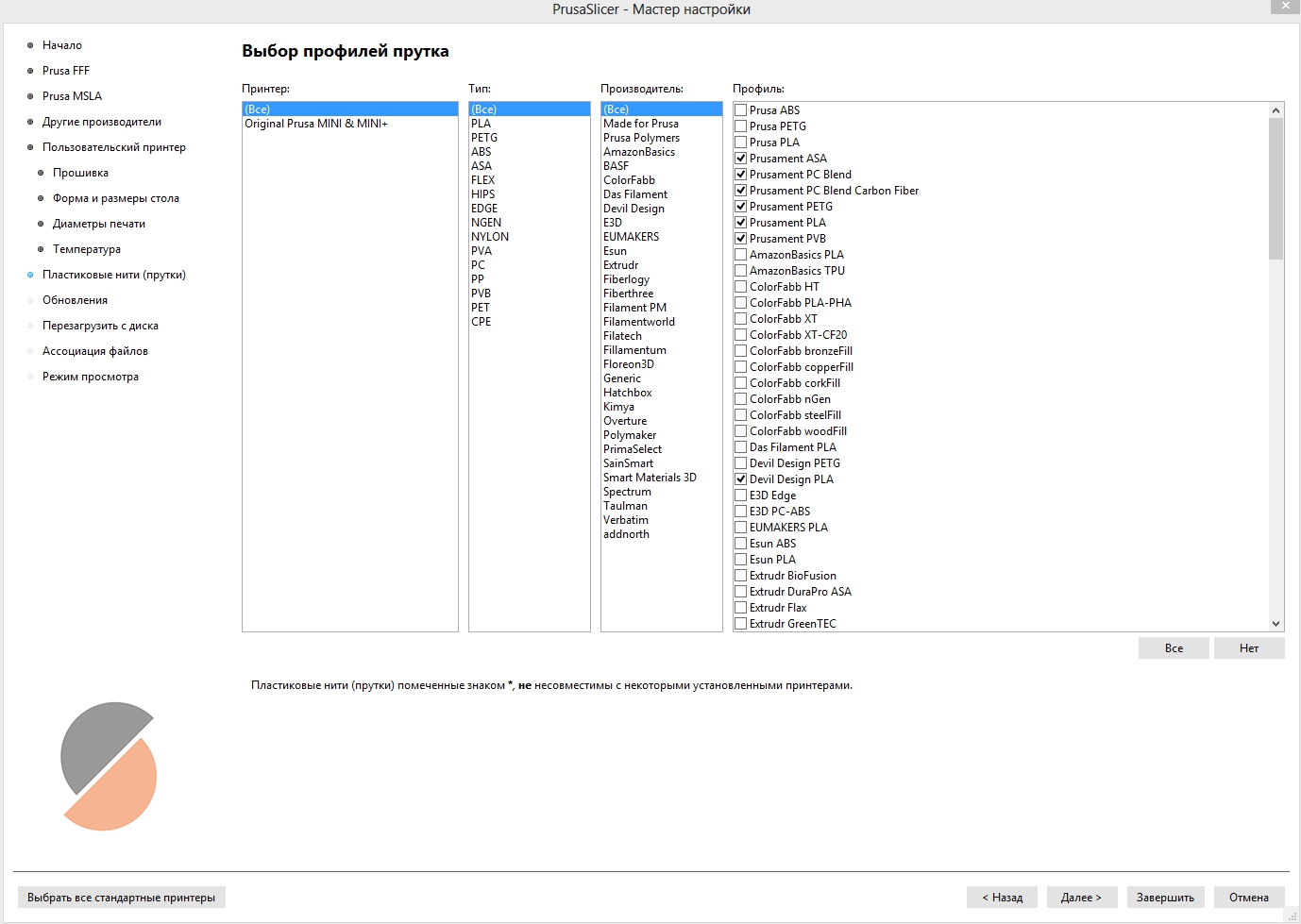
По завершении работы помощника выбранные 3D-принтеры и материалы будут доступны в главном меню программы.
Начало работы с программой
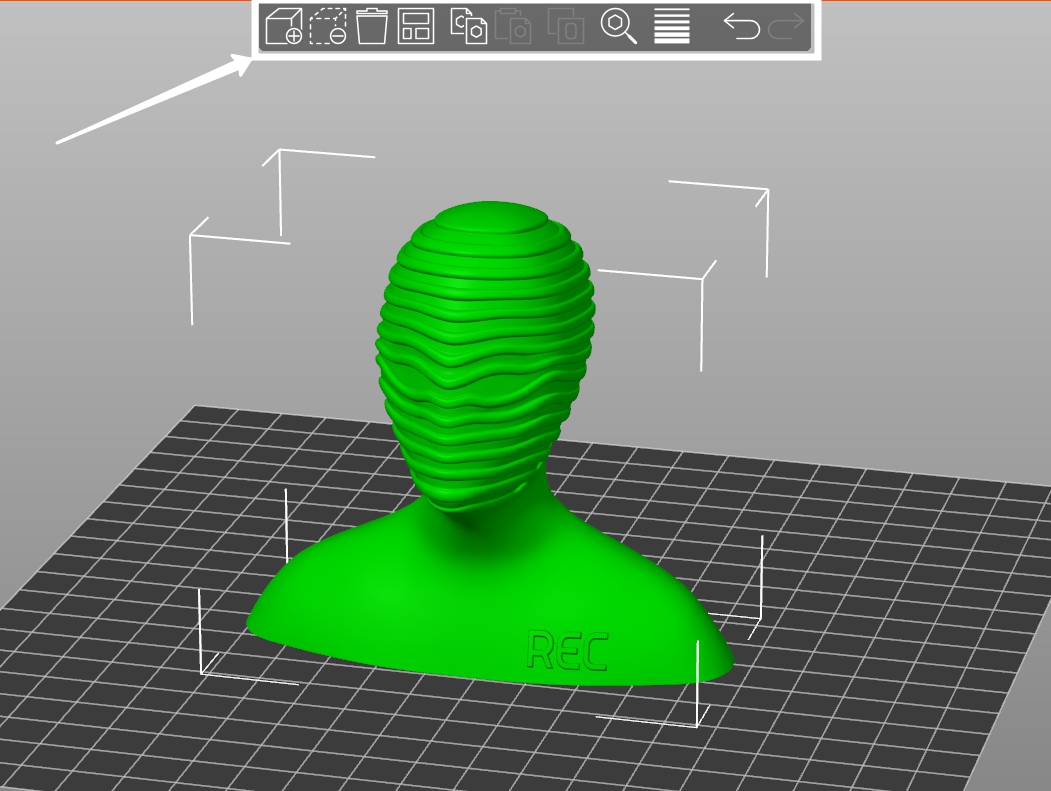
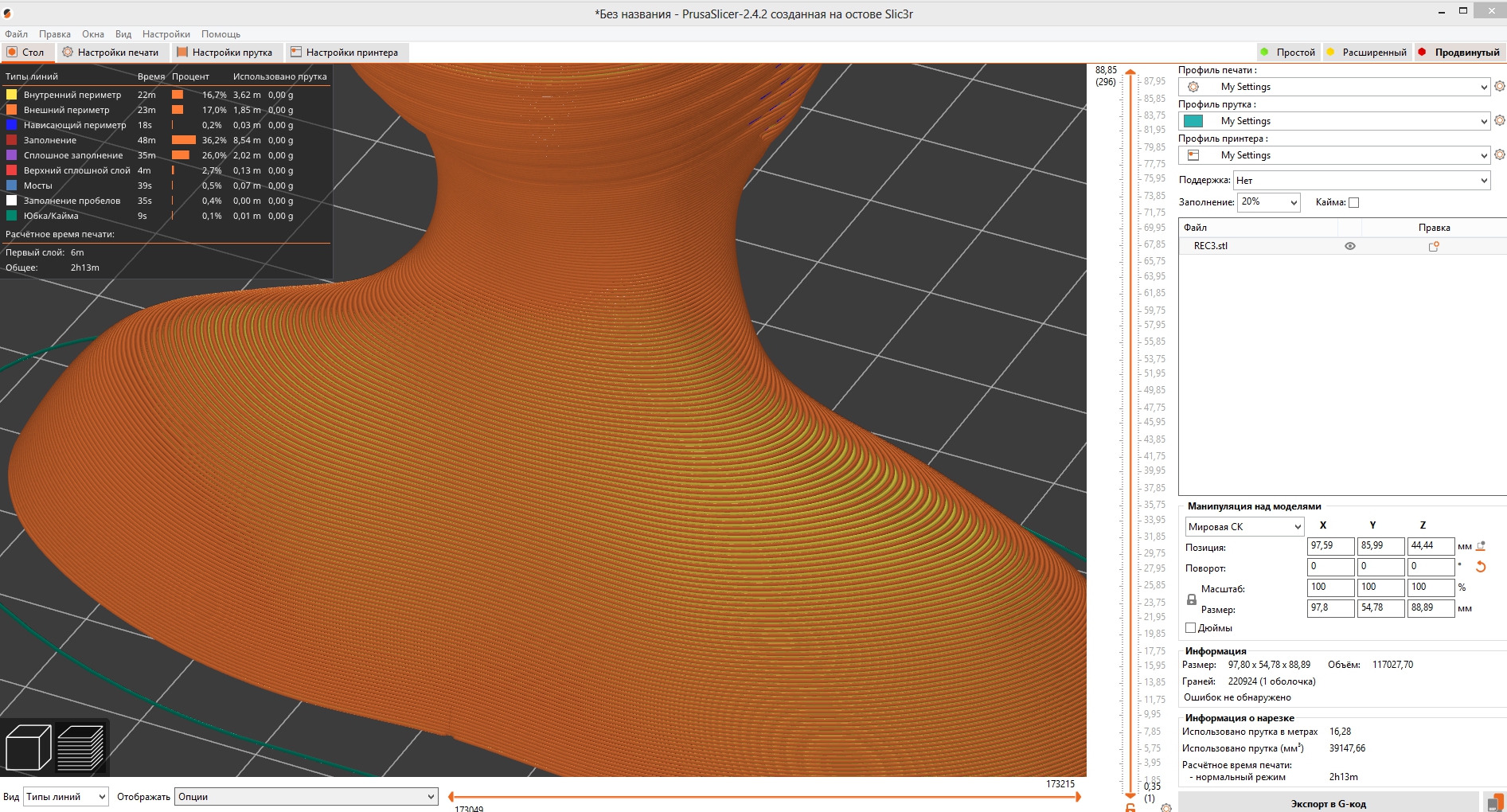
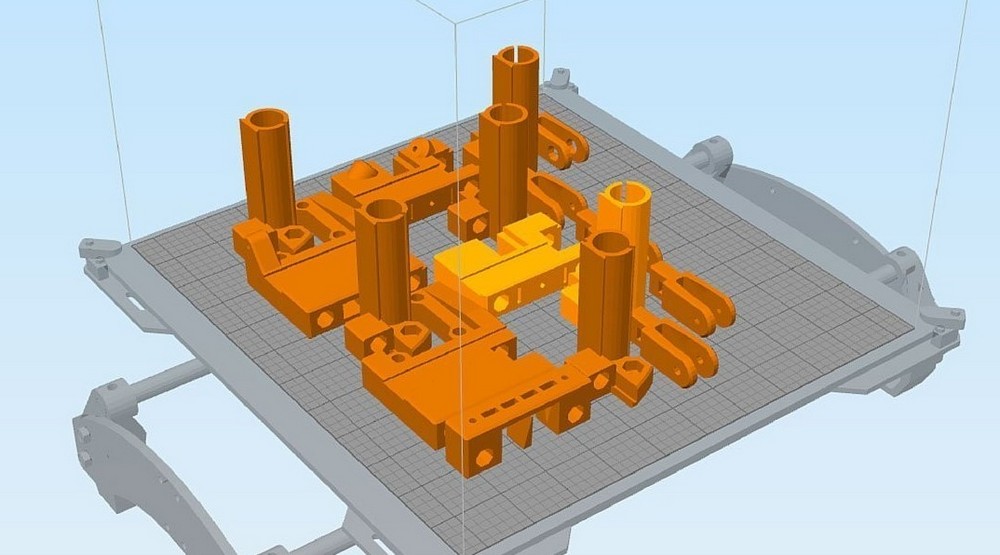
Большую часть окна программы занимает область предварительного просмотра (вид рабочего стола 3D-принтера) c несколькими панелями инструментов управления моделью. Для импорта 3D-модели в слайсер нажмите значок добавления на верхней панели инструментов и добавьте модель на рабочий стол.
Панели управления
Функционал верхней панели управления:

- добавление модели;
- удаление выделенной модели;
- очистка стола (удаление всех объектов);
- автоматическое выравнивание всех деталей на столе;
- кнопки копирования и вставки детали;
- кнопки увеличения и уменьшения количества экземпляров (доступны в расширенном и продвинутом режимах);
- кнопка ассистента по адаптивным слоям;
- кнопки назад и вперед (отмена действия, возврат действия).
Как подготовить модель и настроить параметры печати 3D принтера: изучаем слайсер Ultimaker Cura
Функционал левой панели управления:
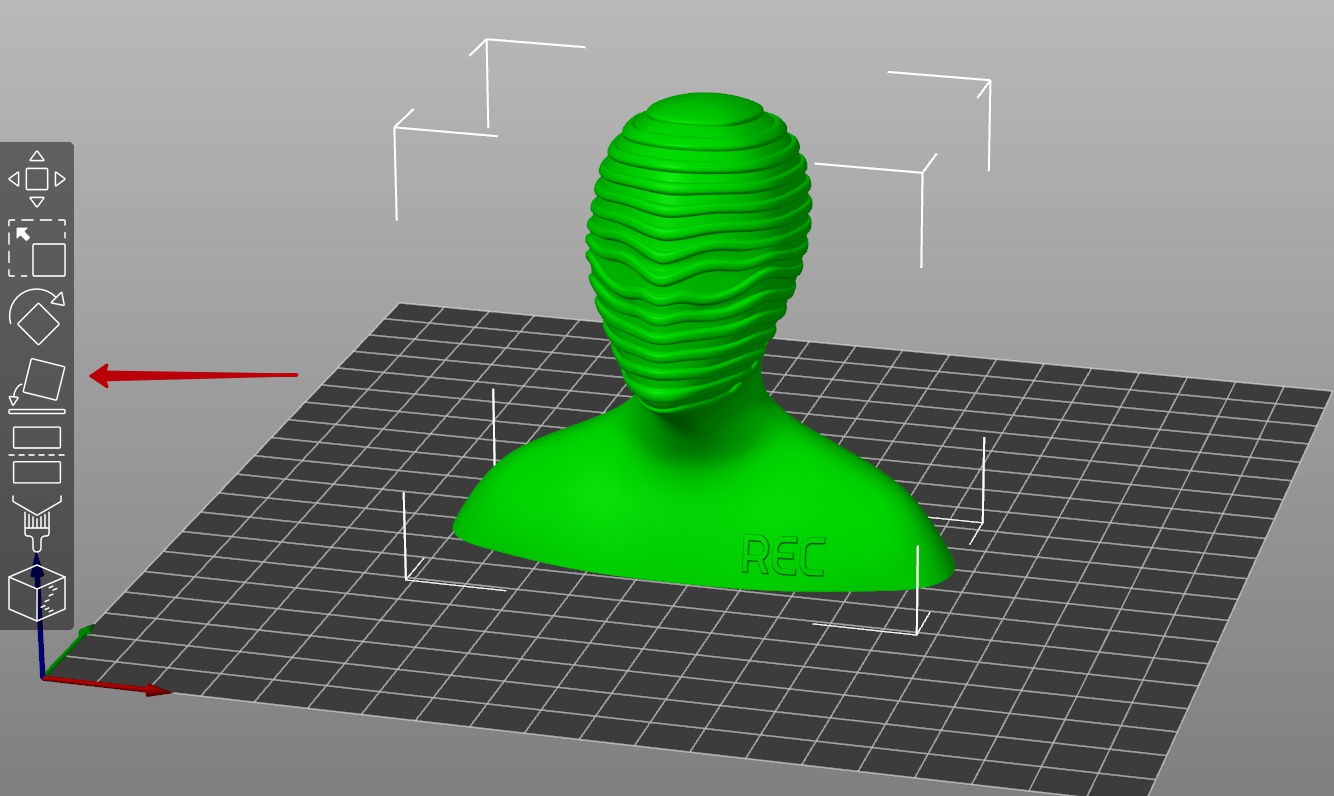
- перемещение модели;
- масштаб модели;
- поворот модели;
- положить поверхностью на стол (автоматически определяет плоскости на модели, которые можно развернуть параллельно к плоскости стола);
- разрезать горизонтальной плоскостью (позволяет разрезать модель на отдельно печатаемые части);
- рисование поддержек: позволяет выстраивать поддержки моделей в ручном режиме (кнопка доступна только в в расширенном и продвинутом режимах).
- рисование шва: позволяет настраивать расположение шва при 3D-печати (кнопка доступна только в в расширенном и продвинутом режимах).
Режимы и правая панель
У PrusaSlicer есть три режима работы для пользователей с разными уровнями подготовки:
- Простой режим, обозначенный зеленым цветом, предоставляет основные элементы управления для начала работы с моделью;
- Расширенный режим, обозначенный желтым цветом, дает доступ к более сложным настройкам;
- Продвинутыйрежим, обозначенный красным цветом, разблокирует все настройки и предназначен для самых опытных пользователей.
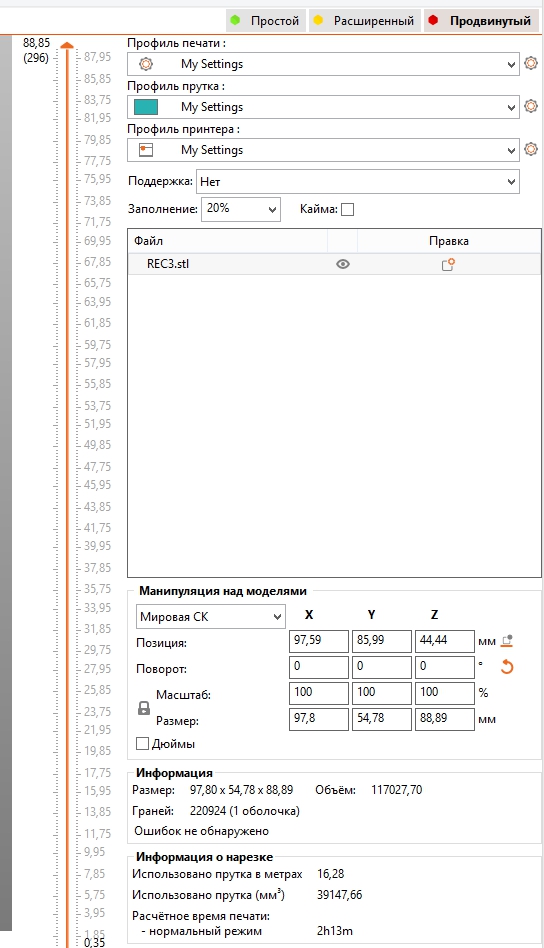
Чуть ниже в панели находятся настройки 3D-принтера, пластика и 3D-печати. Настройки по умолчанию можно изменить, нажав на иконку шестеренки справа от пунктов меню.
Также можно выставить параметры поддержек и плотность заполнения модели, включить или выключить кайму и произвести манипуляции с моделью: повернуть, масштабировать и так далее. В нижней части панели находится кнопка предварительного просмотра: при нажатии приложение автоматически нарежет модель с параметрами экспорта.
Настройки
Настройки распределены по трем группам: «Настройки печати», «Настройки прутка» и «Настройки принтера». Каждый группа находится на отдельной вкладке и имеет сохраняемый профиль и расширенный список изменений для пользователей с разными уровнями опыта.
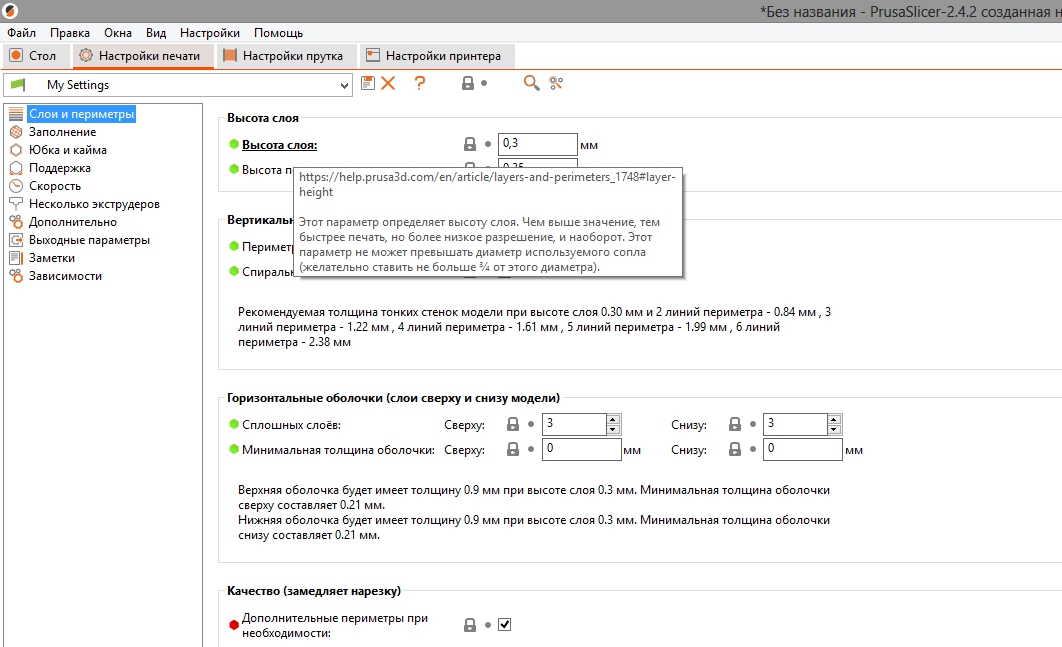
Какой бы режим вы ни выбрали, все настройки будут иметь цветовую кодировку, обозначающую относительную сложность. Еще одно удобство заключается в подсказках, всплывающих при наведении курсора на любой из параметров.
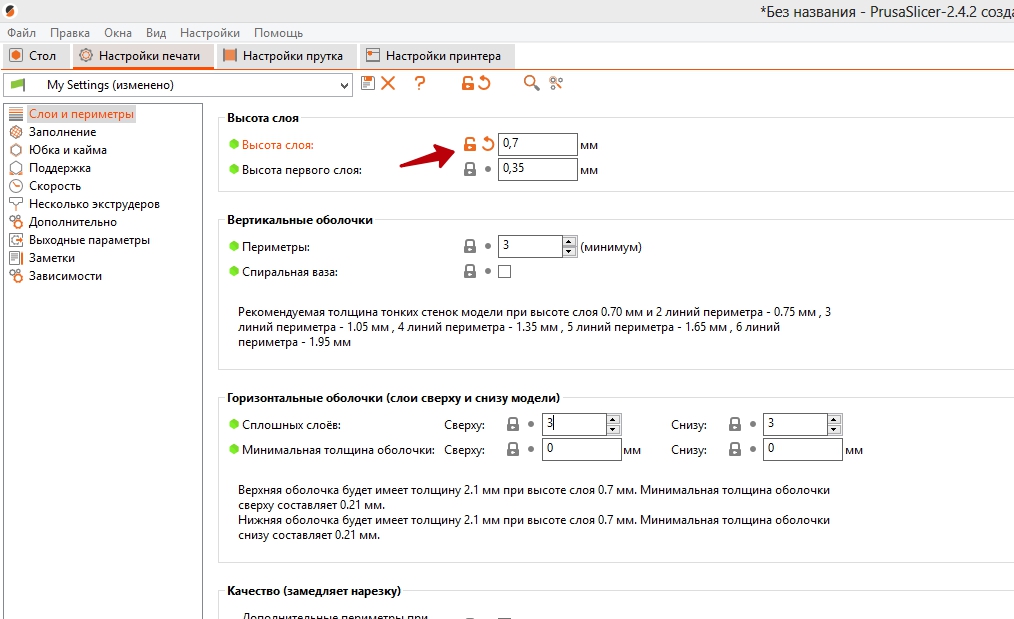
При изменении какой-либо настройки по умолчанию параметр будет отмечен как «измененный», после чего измененный профиль можно сохранить. При необходимости всегда можно вернуться к настройке по умолчанию, нажав на стрелку отмены рядом с измененной настройкой.
Чтобы запомнить все настройки просто сохраните проект в формате 3MF. Он будет содержать все скорректированные профили, модели и настройки 3D-печати.
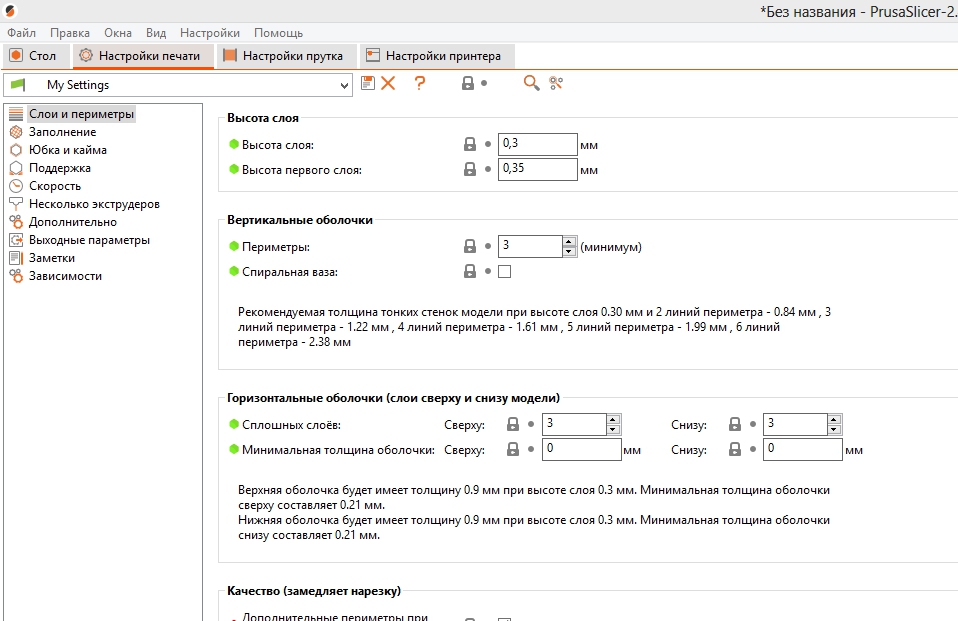
Вкладка параметров 3D-печати
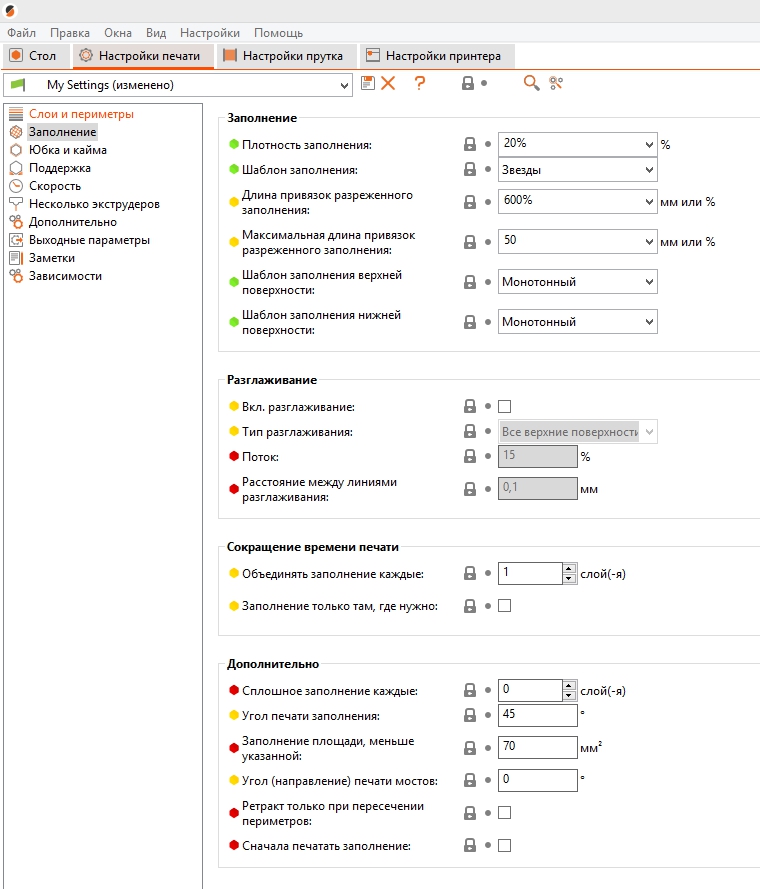
В этой группе настроек находятся несколько разделов, необходимых для настройки задания 3D-печати. Напомним, что в зависимости от режима (от простого до продвинутого) количество настроек и микроподстроек может быть разным. В продвинутом режиме доступны следующие настройки:
- Слои и периметры: эти параметры включают основные настройки внешнего вида модели и качества печати;
- Заполнение: все, что связано с заполнением модели и ее прочностью;
- Юбка и кайма: установка параметров юбки и каймы;
- Поддержка: настройка параметров поддержек и настройка плота;
- Скорость: управление ускорениями и скоростями при 3D-печати;
- Несколько экструдеров: настройки печати для 3D-принтеров с несколькими экструдерами;
- Дополнительные параметры: настройки ширины экструзии, потока, перекрытия, и прочие параметры.
Настройки прутка
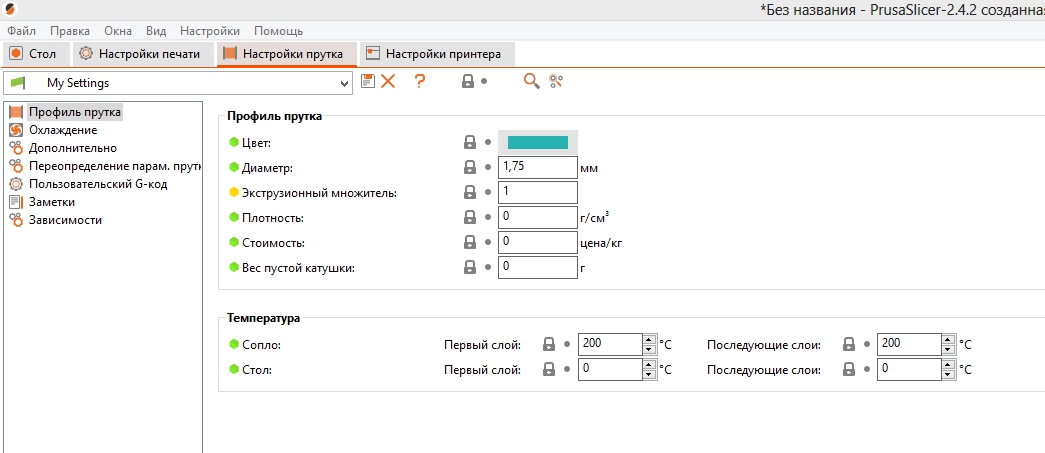
В этой группе настроек изменяются параметры, зависящие от используемого филамента: температуры экструдера и платформы, параметры ретракта, настройки обдува. Также в этом разделе можно указать стоимость катушки филамента, и программа будет самостоятельно высчитывать примерную стоимость прутка, потраченного на 3D-печать.
Настройки 3D-принтера
Если при установке PrusaSlicer вы указали 3D-принтер в списке мастера настройки, то изменение параметров не потребуется. При добавлении 3D-принтера, отсутствующего в базе данных PrusaSlicer, например самодельного, необходимо указать параметры вашего оборудования.
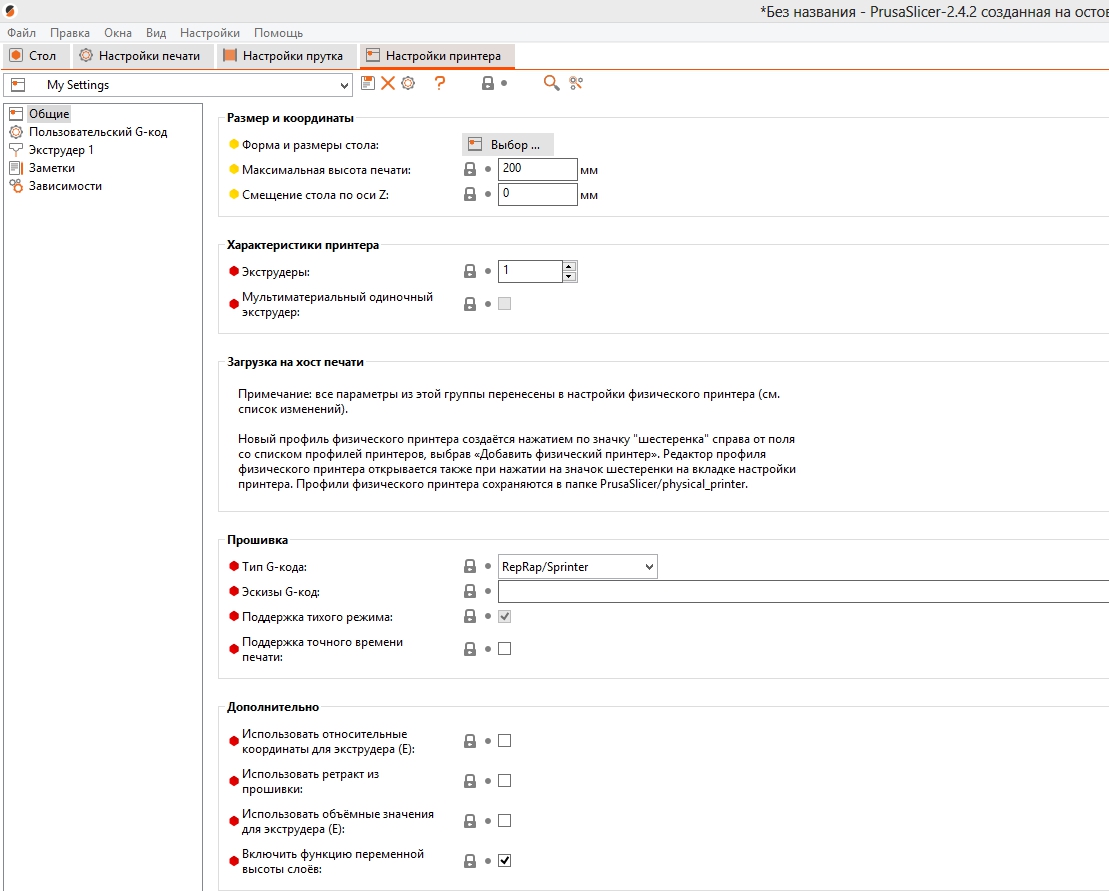
Также в этом разделе можно настроить ряд важных параметров, от которых будет зависеть качество 3D-печати:
- Длина ретракта помогает решать ряд проблем с качеством 3D-печати (параметр зависит от типа материала и его свойств);
- Подъем Z (Z-hop): настройка высоты сопла над моделью при холостых перемещениях;
- Редактирование пользовательского G-кода: раздел для профессионалов, позволяющий редактировать G-код.
Дополнительные возможности
PrusaSlicer имеет ряд примечательных функций помимо стандартных настроек подготовки модели к 3D-печати.
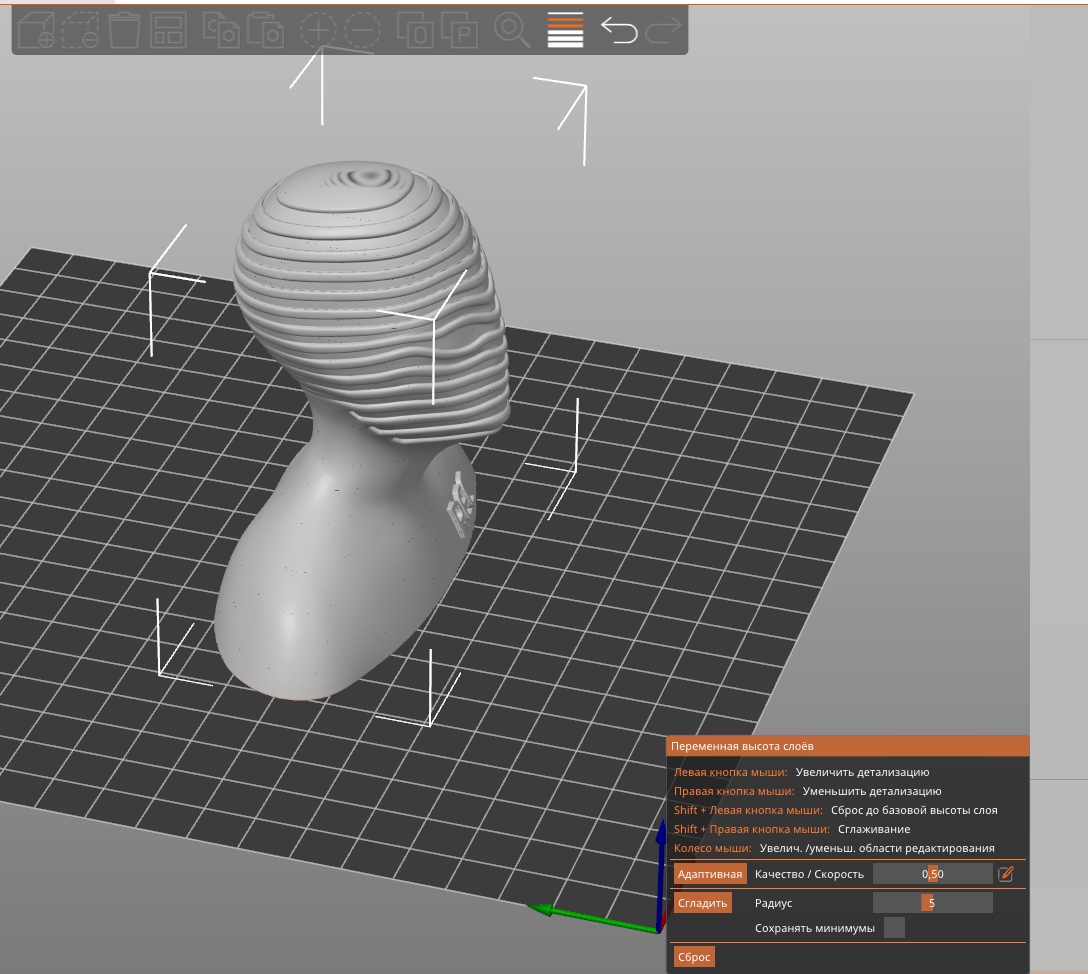
Переменная высота слоя
Переменная высота слоя (выставляется в верхнем меню) может сократить время 3D-печати без ущерба качеству. Раньше слои можно было настраивать только вручную, но в PrusaSlicer можно выбрать автоматические параметры, анализирующие модель и применяющие оптимальные настройки высоты слоя на разных участках. Инструмент изменяет высоту слоя в зависимости от формы модели.
Еще одна связанная со слоями функция — компенсация эффекта «слоновьей ноги». Слоновья нога — это растекание первых слоев. Активировав эту функцию можно настроить силу прижатия слоев и компенсировать нежелательный эффект.
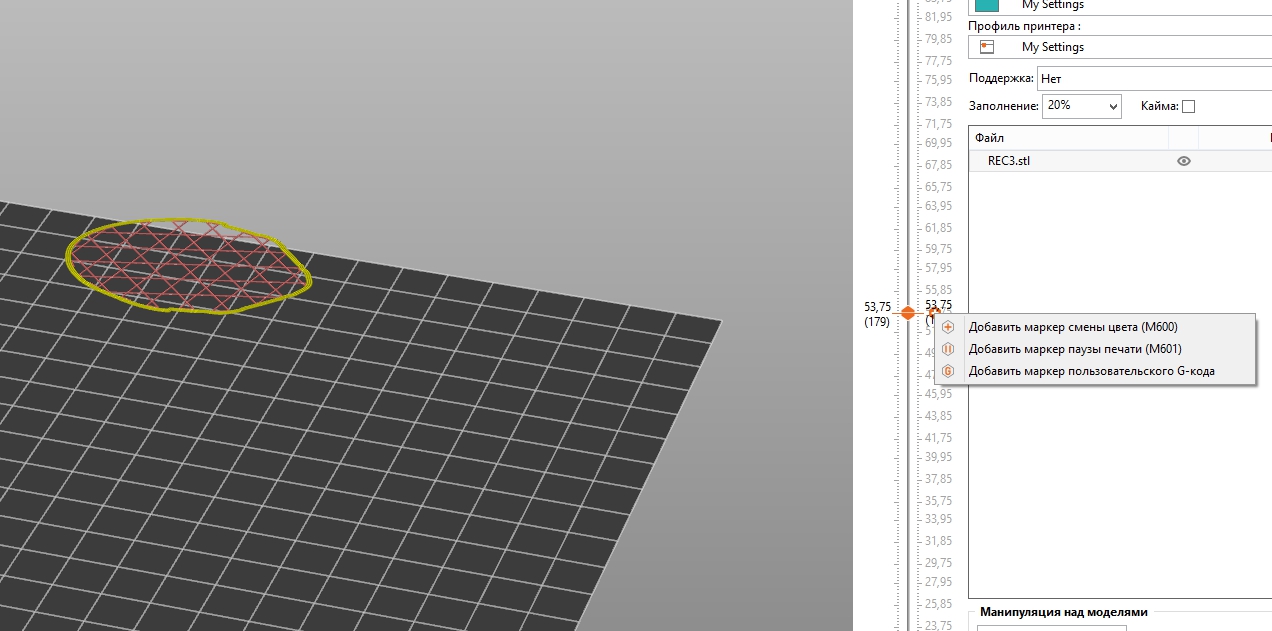
Пауза печати
Вставка паузы на определенной высоте — очень полезная функция. Пауза на определенном слое позволяет, например, вставлять в модели магниты или заменять пластик.
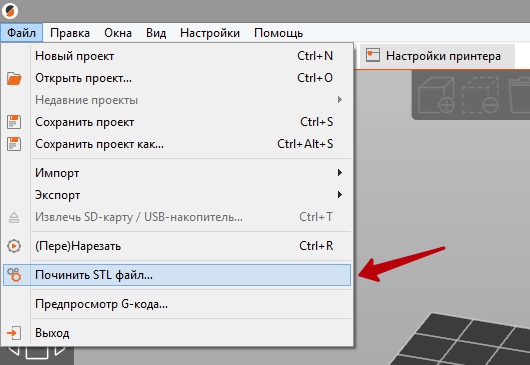
Ремонт модели
Эта функция исправляет ошибки в полигональных сетках неверно спроектированных моделей. Мы рекомендуем использовать этот функционал для каждой модели.
Более подробно работу с PrusaSlicer рассмотрим в следующей статье.
Источник: rec3d.ru
Твоя первая 3D-печать на Creality Ender-3 V2
Предположим, что вы уже прошли квест по сборке принтера, и уже не терпится что-нибудь напечатать. Рассказываем, как приступить к печати на Creality Ender-3 V2, и на какие настройки обратить внимание, чтобы использовать возможности своего 3D-принтера на полную катушку.
Перед распечаткой на 3D принтере модель надо подготовить и разбить на слои. Обычно 3D модели распространяются в формате STL — это своеобразный JPEG в мире моделирования. Трёхмерный объект в формате STL состоит из множества полигонов — треугольников, координаты которых описаны в файле.
Однако принтеры не способны самостоятельно обрабатывать STL-файлы. Сперва выбранную модель надо преобразовать в G-код — специальные команды для принтера, которые сообщают, куда перемещать головку и с какой скоростью выдавливать пластик в процессе печати. Для преобразования произвольной 3D-модели в G-код существуют специальные программы — слайсеры.
Как настроить 3D-принтер

Всем привет! С вами Top 3D Shop и в очередном обзоре мы рассказываем о том, как настроить 3D-принтер.
Если вы стали обладателем 3D-принтера или вам потребовалось освоить аддитивные технологии для работы, читайте наши рекомендации по настройке принтера и успешной печати первых моделей.
Подключение 3D-принтера

Прежде, чем подключить собранный 3D-принтер к электросети, нужно проверить, сняты ли транспортные фиксаторы. Оставленные стяжки на ремне могут привести к поломке принтера.
В зависимости от модели, пользователям доступны различные способы печати: с SD-карты, с USB-флешки, со стационарного компьютера с проводным подключением, по Wi-Fi или через Ethernet, а в большинстве случаев — разные сочетания этих возможностей. Многие модели предлагают 2-3 способа печати.
Сравним печать с SD-карты и со стационарного компьютера или ноутбука.
Оба способа имеют достоинства и недостатки. Печать с компьютера нагляднее, кроме того — можно вносить изменения непосредственно в процессе печати. При работе с SD-карты на печать не влияет загруженность компьютера и исключено случайное отключение USB-провода, соединяющего принтер с компьютером.
Печать с SD-карт более надежная, но нередко приходится сталкиваться со сбоями при их чтении. При печати через Wi-Fi также возможны трудности, обычно связанные со стабильностью приема сигнала принтером. Подробнее, о печати на 3D-принтерах с разным типом передачи данных, возможных сложностях и их решении читайте в одной из ближайших статей.
Самый надежный вариант — предварительное копирование файла во внутреннюю память принтера, куда он может передаваться любым из названных способов (обычно — по проводному соединению или через Wi-Fi, но может и с носителя), как, например, в принтерах фирм Raise и Phrozen.

При печати с ноутбука или стационарного компьютера принтер нужно подключить к ним с помощью USB-кабеля. Когда операционная система определит принтер как новое устройство, начнется автоматическая установка драйверов для вашего принтера. Если установка драйверов не происходит автоматически, драйвера нужно скачать из интернета под вашу операционную систему или установить с носителя, шедшего в комплекте с принтером.
Для печати с SD-карты — в соответствующий разъем принтера помещается карта с записанными на нее файлами 3D-объектов. Как правило, в комплекте с принтером поставляется SD-карта с несколькими файлами тестовых моделей.
Подробнее о печати с других носителей читайте в статье “Как печатать на 3D-принтере с компьютера, с SD-карты, по Wi-Fi, по локальной сети”, которая скоро выйдет. Следите за обновлениями!
Программное обеспечение для 3D-принтера
Используемое в 3D-печати программное обеспечение представлено на рынке достаточно широко. Существует масса платных и бесплатных программ для 3D-моделирования, редактирования моделей, слайсинга. Одни из них интуитивно понятны и подходят новичкам, в других могут разобраться только профессионалы.
Обзор самых популярных, зарекомендовавших себя с лучшей стороны программ для моделирования, обработки и печати объемных объектов читайте здесь.
3D-моделирование и форматы файлов
Любая печать начинается с поиска или создания 3D-модели. Создание модели может происходить с нуля, методом 3D-моделирования, или на основе 3D-скана. 3D-моделирование позволяет воплотить любую задумку в виде трехмерной модели. В блоге Top 3D Shop вы найдете обзор бесплатных программ для 3D-моделирования.
Для их уверенного освоения потребуется не меньше месяца, поэтому вначале рекомендуем скачивать модели в интернете или обращаться к специалистам по 3D-моделированию. Самые популярные ресурсы для скачивания объектов: thingiverse.com и grabcad.com, а топ-50 самых интересных моделей 2020 года можно увидеть здесь.

Не все скачанные файлы бывают корректными, иногда модели требуют “лечения” — исправления ошибок. Макетная сетка должна быть герметичной, т.е. необходимо проверить наличие пространства там, где оно запланировано и отсутствие дыр там, где их быть не должно. Также должны отсутствовать самопересечения, “висящие” точки, микронные зазоры, должны быть правильно расположены нормали.
В Windows 10 есть предустановленное приложение для просмотра и простейшей обработки 3D-объектов: ранее это был 3D builder, в более поздних версиях — Paint 3D. Эта программа подойдет начинающим пользователям.
Опытные же пользователи могут воспользоваться программами Netfabb Studio Basic или Solid Inspector c бесплатным плагином Sketchup, с помощью которых можно найти ошибки и восстановить модели: отредактировать сетку, заполнить отверстия и удалить двойные поверхности, а также исправить полигоны и разделить модели по ортогональным плоскостям.
Несмотря на то, что “вылечить” модель можно во многих слайсерах, лучше пользоваться узкоспециализированным ПО.

Два наиболее используемых формата файлов в 3D-печати — файлы с расширением .STL и .OBJ. Перед печатью они, с помощью программ-слайсеров, преобразуются в распознаваемый принтерами управляющий G-код.
Слайсеры — программы, которые разбивают 3D-модель на слои, состоящие из контура с заливкой или без нее. От процента заливки зависят прочность и вес модели. Пустотелая модель значительно быстрее печатается, требует меньше материала и меньше весит, но страдает максимально сниженной прочностью. Модель со стопроцентной заливкой, напротив, максимально прочна, но расходует намного больше материала и печатается несравнимо дольше — тут важно соблюсти равновесие, — оптимальное заполнение моделей разного размера и для разных целей будет очень разным.
Чаще всего новичками используется программное обеспечение, идущее в комплекте с принтером, либо универсальные программы для слайсинга: бесплатные Repetier Host и Ultimaker Cura, или платная — Simplify3D.
Если вам трудно определиться с выбором ПО, то читайте наш актуальный обзор здесь.
Калибровка 3D-принтера

Прежде, чем начать печатать, принтер надо откалибровать. Как правило, в инструкции к принтеру написано как это сделать.
Расскажем подробнее о калибровке FDM-принтеров, так как именно их чаще всего выбирают для знакомства с 3D-печатью, в связи с доступностью и дешевизной самих принтеров и материалов для печати на них.
Калибровка стола

Механическая калибровка принтера, работающего по технологии FDM, это выравнивание плоскости стола, то есть платформы печати.
Цель калибровки — такое расположение платформы, при котором плоскость движения экструдера по осям XY параллельна плоскости поверхности стола. Последовательность действий при калибровке отличается от модели к модели, для уточнения читайте инструкцию. Обычно калибровка сводится к подкручиванию четырех регулирующих винтов по краям платформы.
В такой калибровке есть один минус — середина стола остается не откалиброванной. Данная проблема актуальна для недорогих принтеров, где встречается неровная поверхность платформы. Для проверки центра платформы можно отпечатать первый слой нескольких моделей, расположенных по краям и в центре стола.
При нагревании стол подвергается температурному расширению, что неизбежно приводит к деформации. Если первый слой пропечатывается и не отлипает, то проблемы с неровным столом решаются подбором параметров печати первого слоя: низкая скорость (15мм/с), температура чуть выше, подача пластика повышенная, если большой зазор, и пониженная, если зазор маленький.
Если стол настолько неровный, что по углам печатает нормально, а в центре — либо слишком высоко над столом, либо упирается в стол, то рекомендуется закрепить на столе стекло и печатать на нем.
Помимо калибровки, необходимо задать рабочий ноль — высоту сопла над столом, с которой будет начинаться печать (z=0). Эта высота примерно равна высоте слоя (толщине листа бумаги). Но зависит также от параметров пластика. Более текучие пластики (такие как ABS) требуют меньшей высоты, более вязкие (такие как Petg) — большей.
У некоторых моделей 3д принтеров задание рабочего нуля — это одна процедура с калибровкой, у других отдельная. В последнем случае действуйте по инструкции к конкретной модели.
Калибровку стола необходимо проводить не только перед первой печатью, но и после перемещения принтера с места на место, а также при возникновении проблем при печати, либо если при снятии принта пришлось применить силу и прижимные винты могли расшататься.
Автокалибровка стола
Автокалибровка печатного стола проводится с помощью щупа, зонда или аналогичных приспособлений (иногда щупом служит само сопло печатающей головки, если конструкцией предусмотрен соответствующий датчик). Они соприкасаются с поверхностью стола в заданных в прошивке точках. Таким образом принтер выстраивает виртуальную плоскость с учетом неровностей. Чаще всего эта плоскость не совпадает с реальной горизонтальной плоскостью стола, но рассчитанные допуски позволяют печатать модели с ровным основанием.
Настройка параметров
Когда произведена механическая калибровка, необходимо подобрать оптимальные параметры для первоначальной печати. Их можно настраивать вручную, а можно воспользоваться популярной в сети утилитой калибровки 3D-принтеров.
Материалы

В качестве материала печати на FDM-принтерах используется пруток — пластиковая проволока в катушке, также известная как филамент или нить. Самые популярные филаменты — ABS и PLA.
Модели из ABS более прочные, рассчитаны на использование в механизмах, могут подвергаться трению и воздействию окружающей среды. Для прототипирования, макетирования, дизайнерских объектов больше подойдёт пластик PLA.
Чтобы больше узнать о материалах для 3D-печати, читайте:
а также отдельные подробные статьи по разным материалам: PLA, ABS, HIPS, ULTEM, PETG, RUBBER, полиамид (нейлон), FLEX.
Первая печать
После того, как принтер прогрет и настроен, можно начинать печать. В качестве первой модели пользователи часто выбирают одну из тестовых: кубик, кораблик 3D Benchy или температурную пирамиду.
Чтобы напечатанная модель держалась на печатном столе, не отлипала и не деформировалась во время печати, необходимо, чтобы первый слой модели хорошо прилип к столу. Процесс прилипания модели к столу называется адгезией, а отклеивание или расслоение — деламинацией.
Для достижения хорошей адгезии первый слой рекомендуется печатать с меньшей скоростью, чем последующие слои. Так пластик успевает лучше прилипнуть к поверхности стола. Кроме того, желательно делать его толще, чтобы компенсировать неровности стола или лежащей на нем подложки.
Для достижения хорошей адгезии пользователи собрали огромный список “народных методов”. Чтобы модель не отклеивалась, используют: малярный или синий скотч, термостойкую ленту kapton, клеевой карандаш или клей ПВА, лак для волос, пиво или колу, раствор ABS или PLA в ацетоне, адгезивные и самоклеющиеся пленки, стекло или зеркало.
Кроме того, есть еще несколько вспомогательных способов для хорошей адгезии: печать рафтов, кантов или полей и юбок. Raft (плот) — это специально напечатанная подложка, которая располагается под изделием. Однако рафт портит поверхность модели. Brim (поля или канты) печатаются по периметру объекта печати, не соприкасаясь с основанием. Их легче отсоединять от модели, чем рафты.
Юбка, skirt — это brim, который не соприкасается с объектом и находится от него на расстоянии. Печать юбки служит, в первую очередь, для проверки работы принтера. Печать высокой юбки защищает модель от сквозняков и неравномерного остывания.
Печать с поддержками
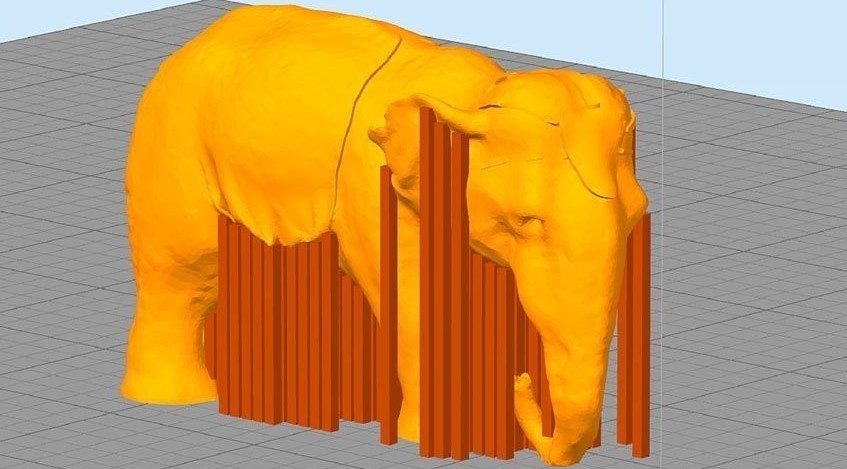
При сложной геометрии модели в программах-слайсерах генерируются специальные поддержки для нависающих элементов. Несмотря на то, что поддержки портят соприкасающиеся с ними поверхности (если печатаются из того же материала), надо понимать, что без поддержек нависающие элементы напечатать нельзя — они провиснут и модель потеряет форму. Печать без поддержек допустима для стенок с углом наклона не более 70 градусов.
В принтерах с двумя и более экструдерами поддержки можно печатать из материала, растворитель которого не взаимодействует с материалом основной модели, например из PVA (растворяемого водой) или HIPS (растворяемого D-лимоненом). Это позволяет убрать поддержки максимально аккуратно, не оставляя следов на поверхности, без необходимости механического удаления и последующей зачистки.
Проблемы печати и их решение
Проблем, связанных с освоением 3D-печати, очень много: начиная со сборки принтера, и заканчивая некорректно напечатанными моделями. Обратим ваше внимание на несколько моментов.
- При выборе модели необходимо соотносить дизайн с размерами принтера. Некоторые модели целесообразно напечатать частями и склеить.
- При выборе модели нужно учитывать условия ее эксплуатации. Неразумно печатать формы для выпечки из материалов, температура плавления которых 105-150 ℃, когда температура духовки около 200 ℃, также нельзя печатать контактирующие с пищей изделия из токсичных пластиков.
- Не все нужно печатать. Некоторые вещи проще изготовить из подручных материалов, чем тратить время на моделирование, печать и постобработку.
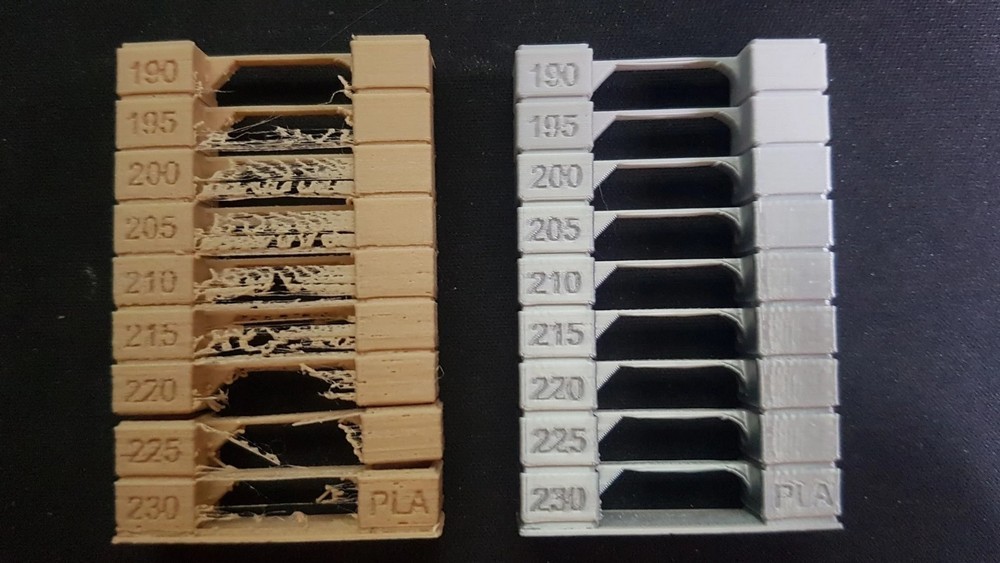
- Не всегда удается сразу подобрать правильную температуру печати, она может отличаться у материалов разных производителей, кроме того — терморезисторы в разных принтерах имеют разную чувствительность. Именно для подбора температуры печатают температурные пирамиды и их аналоги.
Также читайте в нашем блоге отдельную большую статью по решению возникающих при 3D-печати проблем: «Проблемы 3D-печати и их устранение», которая выйдет в ближайшее время.
Заключение
Как можно понять из статьи, для успешного освоения 3D-печати понадобится некоторое количество времени. Поначалу может показаться, что нюансов и тонкостей слишком много, но они легко запоминаются и, при некотором навыке и практике, не представляют особой сложности. Главное условие — желание и увлеченность.
Источник: top3dshop.ru