
Привет студент
Каждая программа имеет собственное имя. Имя может свободно выбираться при создании программы с соблюдением следующих правил:
- первые два символа должны быть буквами
- использовать только буквы, цифры или символы подчеркивания
- не использовать разделительных символов
- десятичная точка может использоваться только для обозначения расширения файла
- использовать макс. 30 символов.
Пример: RAHMEN52
1.2 Структура программы
Программа ЧПУ состоит из последовательности кадров.
Каждый кадр представляет собой один шаг обработки.
В кадре записываются операторы в форме слов.
Последний кадр в последовательности выполнения содержит специальное слово для конца программы или цикла: М2.
Таблица 1 — Структура программы ЧПУ
Кадр
Слово
Слово
Слово
; комментарий
1.3 Структура слова и адрес
Функциональность/структура
Слово это элемент кадра, представляющий собой управляющий оператор.
Обучение работе на станках с ЧПУ. «С нуля» до первой детали
Слово состоит из
- символа адреса (обычно это буква)
- и числового значения, последовательность цифр, которая для определенных адресов может быть дополнена знаком и десятичной точкой.
Положительный знак (+) не нужен.
G1
Х-20.1
F300
Путь или конечная позиция для оси Х:
Рисунок 1 — Пример структуры слова
Несколько символов адреса
Слово может содержать и несколько букв адреса. Но здесь необходимо присвоение числового значения через промежуточный символ » LF » (новая строка). Он создается автоматически при нажатии переключения строк или клавиши Input при записи.
/N. Слово 1 Слово 2 . Слово n ; комментарий Lf
Рисунок 2 — Схема структуры кадра
Последовательность слов
Если в одном кадре стоит несколько операторов, то рекомендуется следующая последовательность:
N. G. X. Y. Z.
F. S. T. D. М. Н.
Указание по номерам кадров
Сначала выбрать номера кадров с шагом 5 или 10. Это позволит в дальнейшем вставлять кадры, соблюдая при этом растущую последовательность номеров кадров.
Подавление кадра
Кадры программы, которые должны выполняться не при каждой обработке программы, могут быть отдельно обозначены символом наклонной черты » / » перед словом номера кадра. Сегмент может быть пропущен через последовательность кадров с » / «.
Если при выполнении программы активно подавление кадра, то все обозначенные » / » программные кадры не выполняются. Все содержащиеся в данных кадрах операторы не учитываются. Программа продолжается на следующем не обозначенном кадре.
Комментарий, примечание
Операторы в кадрах могут объясняться комментариями (примечаниями). Комментарий начинается с символа » ; » и завершается в конце кадра.
Сообщения
Сообщения программируются в отдельном кадре. Сообщение индицируется в специальном поле и сохраняется до конца программы или выполнения кадра со следующим сообщением. Может быть индицировано макс. 65 знака текста сообщения.
Сообщение без текста сообщения удаляет предшествующее сообщение. MSG(«ЭTO ТЕКСТ СООБЩЕНИЯ»)
Пример программирования
N10 ; фирма G деталь насоса 17, № чертежа.: 123 677
N30 ; программа создана КВ. Кукушкиным, Цех №5
N40 MSG(«3aпycк программы»)
:50 G17 G54 G94 F470 S20 D2 МЗ ; главный кадр
N60 G0 G90 X100 Y200
N90 Х118 Y180 ;кадр может быть подавлен
N120 М2 ; конец программы
1.5 Набор символов
Следующие символы могут использоваться для программирования и интерпретируются согласно определениям.
Буквы, цифры
А, В, С, D, E, F, G, H, I, J, К, L, М, N, O, Р, Q, R, S, T, U, V, W, X, Y, Z,
Прописные и строчные буквы не различаются.
Скрытые специальные символы
LF символ конца кадра
Пробел разделительный символ между словами, символ пробела
Табулятор зарезервировано, не использовать
Видимые специальные символы
Таблица 2 — Значения специальных символов
круглая открывающая скобка
Источник: privetstudent.com
G-коды для станков с ЧПУ: таблица с примерами и обучение
- Что такое программирование ЧПУ G-кодами
- Что такое G-код ЧПУ
- Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
- Почему стоит изучать программирование ЧПУ
- Стандарты и диалекты G-кода для ЧПУ станка: примеры
- Какие бывают G и M коды ЧПУ: описание
- Подготовительные G-функции ЧПУ
- Расшифровка G-кодов для ЧПУ
- Дополнительные функции и символы при программировании
- G-коды для ЧПУ: таблица подготовительных команд
- Таблица основных G-команд для станков с ЧПУ
- Таблица вспомогательных (технологических) команд G и М кода для станков ЧПУ
- Параметры команд, заданные латинскими буквами
- Требования к написанию алгоритмов
- Как выглядят G-коды для ЧПУ: пример программы управления для фрезерования
Предлагаем выяснить, как задается траектория движения (и вообще последовательность действий) высокопроизводительного металлообрабатывающего оборудования. Подробно рассмотрим готовые G-коды для ЧПУ: с примерами, обучением оператора и другими нюансами, играющими достаточно важную роль. Максимум полезной информации – от возможных методов и актуальных стандартов до основных и подготовительных функций, от определений и терминов, до причин, по которым обслуживающему персоналу нужно разбираться в вопросе.
Начнем с того, что сегодня они применяются для всех видов оборудования с числовым управлением, как для профессионального и устанавливаемого на максимально ответственных объектах, так и для любительского. В своей совокупности они образуют базовое подмножество языка ISO 7 bit, позволяющего установить и проконтролировать режимы обработки деталей.
Что такое программирование ЧПУ G-кодами
Фактически это задание определенной последовательности команд, определяющих характер движения режущего инструмента и захватных органов, степень фиксации заготовки и другие параметры. По своей роли это ключевая часть технологического обеспечения металлообрабатывающего оборудования, устанавливаемого на современных производствах.
Написанный алгоритм отличается жесткой структурой и представляет собой последовательность кадров – групп из нескольких команд. Каждый такой блок, объединенный общей функцией, обладает порядковым номером и отделен от последующих и предыдущих переводом строки (символ ПС/LF). Это сделано для наглядности листинга.
Что такое G-код ЧПУ
Это система команд, воспринимаемых станками с программным управлением. Была создана еще на заре 60-х годов – ассоциацией EIA (Electronic Industries Alliance), – но до готового к использованию формата (RS274D) ее доработали только в 1980-м году. Позднее, на очередном заседании профильного комитета, ее утвердили в качестве стандарта ISO 6983-1:1982. В Советском Союзе для регламентации ее положений ввели ГОСТ 20999-83, а обозначать ее в технической литературе стали ИСО-7 бит.
С того времени и по сей день широко используется, как самостоятельно, так и в роли базового подмножества для создания сходных языков, постоянно совершенствуется и расширяется.
Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
Существуют 3 принципиально разных варианта – каждый со своими особенностями, плюсами, минусами и спецификой применения. Кратко рассмотрим каждый способ из этой тройки, выделяя основные моменты.
Ручное
Алгоритм функционирования составляется в текстовом формате, в редакторе на удаленном компьютере. После чего переносится технологом в память оборудования – записывается с оптического диска, USB-устройства (раньше для этого также использовались дискеты), а при непосредственном соединении с ПК – через порты интерфейса.
На пульте УЧПУ
В данном случае ввод команд осуществляется с клавиатуры, размещенной на стойке. Каждый кадр (блок) отображается на дисплее, причем постоянные циклы могут быть представлены в виде пиктограмм (по выбору оператора) – для удобства, чтобы сократить листинг. Нюансы зависят от особенностей системы, например, интерфейс HEIDENHAIN или Fanuc диалоговый, поэтому последовательность действий можно задать интуитивным путем.
При помощи CAD/CAM
Наиболее прогрессивным способом справедливо считаются именно САПР, так как они помогают сократить временные затраты и уберечься от ошибок, которые особенно часты при сложных алгоритмах. Но для их эффективного использования нужно внедрить единые для всего производственного цикла электронные решения, что не всегда возможно.
Вручную сегодня вводятся G-коды для токарного станка с ЧПУ, и то тогда, когда нужно выполнить простые задачи, допустим, расточить отверстие или снять металл по двум направлениям, то есть в ситуациях, когда ошибки реально выявить сразу. С пульта можно задать все то же самое и переходы посложнее, с обработкой по 2,5 и 3 координатам. Это очень подходящий выбор для серийного выпуска деталей по шаблону.
После создания эскиза в ADEM, MasterCAM или другой популярной САПР в диалоговом режиме удобно выбирать оборудование, инструменты и дополнительные приспособления, пределы перемещения и степень коррекции. Возможности задания траектории максимально широки, а при современном уровне развития CAD/CAM не составит труда выполнить виртуальную симуляцию техпроцесса, обнаружить сразу заметные ошибки вроде соударений, пропущенных припусков, зарезов, и исключить их.
Почему стоит изучать программирование ЧПУ
Ответ очевиден – чтобы уметь писать оптимальные алгоритмы для выполнения конкретной технологической операции. Просто понимать команды и пользоваться готовыми решениями не всегда удобно – в силу следующих причин:
- Стандартные варианты почти наверняка не учитывают специфику производства – в целях оптимизации их нужно адаптировать, а сделать это без знания языка ISO 7 bit крайне сложно.
- Методы постоянно совершенствуются, поэтому необходимо за ними успевать, ведь актуальная год назад последовательность действий сегодня может быть уже морально устаревшей.
- Процесс управления выпуском деталей нуждается в рационализации – в сокращении количества кадров, объединении повторяющихся циклов и в других способах упрощения листинга, воплотить которые в жизнь может только хорошо разбирающийся в вопросе оператор.
Стандарты и диалекты G-кода для ЧПУ станка: примеры
Первые шаги по регламентированию совокупности команд предприняла уже упомянутая Ассоциация электронной промышленности (EIA), когда ввела RS-274. Со временем свод правил был дополнен и расширен, превратился в NIST RS-274NGC. Большинство его положений перешли в актуальный сегодня стандарт ISO 7 bit.
Диалекты – это ответвления языка, в рамках которых инженеры дописали свои функции, ориентированные на определенную специфику техпроцессов или помогающие положительно выделиться среди ряда конкурентов.
- Fanuc, со своей унификацией и повсеместным распространением, популярен у профессионалов.
- Mach3, за счет сравнительной простоты и наглядности листинга, нравится любителям и новичкам.
- Haas предлагает дополнительные возможности при задаче алгоритма фрезерования карманов.
И так далее – диалектов много, они отличаются между собой уровнями поддержки и отображения, характером макро- и микроопераций, параметрами смещения и форматирования, инкрементными и абсолютными координатами.
Какие бывают G и M коды ЧПУ: описание
Сначала определим, в чем между ними разница. ДЖИ-команды являются основными и подготовительными, ЭМ – вспомогательными (технологическими). Записываются вместе, в строчку (первые – в начале, вторые – в конце) или, другими словами, покадрово – для наглядности листинга. В результате алгоритм представляет собой совокупность символьных блоков – с адресами и числовыми значениями.
В задачи G-группы входит определение линейной или круговой скорости, а также направления движения рабочих инструментов оборудования. Кроме того, они обязаны регламентировать расточку отверстий и нарезание резьбы, управлять координированием и другими особенностями дополнительной аппаратуры.
М-коды программирования ЧПУ призваны дополнять основные, упрощая выполнение алгоритма. На практике их роль сводится к смене лезвий, сверл (или других органов), к вызову и завершению подпрограмм.
Помимо этих двух распространенных семейств, также есть:
- S-команды, определяющие специфику основного движения.
- F, ответственные за характер подачи.
- D, H, T, выражающие ключевые параметры навесных элементов.
Поэтому оператору крайне важно разбираться в разнообразии представленных символов, а умение читать их построчно вообще подразумевается – это необходимое условие для контроля выполнения технологических операций.
Подготовительные G-функции ЧПУ
Могут задавать скорость перемещения ножа (гильотины) или выбор плоскости резания, но в блоке всегда записываются первыми. После обязательной литеры – ДЖИ с символами – идут координаты, представленные в виде числовых значений.
В зависимости от своего назначения они определяют позицию рабочего органа, выполняют переключение, компенсируют диаметр и длину, определяют особенности сверления, расточки, резьбования (полный список соответствия мы приведем ниже). Важно, что при составлении алгоритма, в текстовом формате, они остаются наглядными: при должном опыте чтения листинга оператору не составляет труда понять, что содержит каждая из них.
Расшифровка G-кодов для ЧПУ
Основных функций достаточно много, поэтому подробнее рассмотрим те из них, которые чаще всего применяются на практике, и это:
- G00 – для скоростного позиционирования и быстрого приведения инструмента в готовое/безопасное положение;
- G01-03 – для движения рабочего органа либо по прямой, либо по дуге, по часовой стрелке и против нее соответственно; дополнительные символы – I, J и K – в данном случае устанавливают координаты;
- G04 – для обеспечения перерыва в работе лезвия (сверла и так далее), продолжительностью 1 секунда (стандартный вариант) или дольше, в зависимости от значений X или P поля;
- G17 код ЧПУ нужен для определения основной плоскости – по нему происходит выбор XY-координат при совершении вращательных действий при выполнении технологических отверстий;
- G18-19 – делают то же самое, только в XZ и YZ-планах соответственно, актуальны при круговой интерполяции;
- G20 – для проведения измерений в дюймах, нужен при определении показателей, представленных не в системе СИ; G21, напротив, необходим для метрических вычислений;
- G40 – для смены автокоррекции на тот радиус, который устанавливает G41 (слева от обрабатываемой заготовки, с дополнительной D-командой) или G42 (аналогично, но уже справа);
- G43 код ЧПУ регулирует положение резца (или другого органа), компенсируя его длину, дополнен параметром H;
- G52 вводит локальные координаты, G53 обеспечивает переключение – на них и обратно;
- G54-59 ответственны за смещение инструмента по отношению к зафиксированным заготовкам; в зависимости от того, какой из них находится в листинге, можно понять, какая деталь подвергается воздействию;
- G64 активизирует режим резки с отменой любых других;
- G71 – включает опцию сверления отверстий, G73 делает то же самое, но с условием высокой скорости, G74 запускает процесс нарезания левосторонней резьбы, G81-83 – операцию сверления, G85-87 – циклы растачивания;
- G97 код ЧПУ определяет количество оборотов, совершаемых за единицу времени (обычно – за минуту).
Конечно, есть и другие, менее применимые, но все равно нужные и используемые. В процессе написания алгоритма инженер объединяет их в группы, заставляя взаимодействовать между собой и/или менять друг друга. От эффективности комбинаций зависит общая рациональность листинга, а значит и производительность выполнения технических операций.
Дополнительные функции и символы при программировании
Планируя последовательность действий сложного и высокоточного оборудования, лучше держать все возможные варианты в поле своего зрения и, при необходимости, сверяться, за что ответственен тот или иной ДЖИ. Поэтому мы и представляем их Вашему вниманию в максимально наглядном виде.
G-коды для ЧПУ: таблица подготовительных команд
установка инструмента в позицию
Источник: stanokcnc.ru
Программирование ЧПУ с нуля для новичков.
Добрый день, уважаемый читатель. Для начала хочу предложить тебе прочитать данную статью — Как написать программу для станка с ЧПУ?. Здесь я разобрал основные моменты, которые помогут тебе глубже понять, как происходит программирование ЧПУ станков.
Первое, что тебе предстоит, это выбрать, с какой CAM — системой ты хочешь работать. Что такое CAM система я разобрал тут — Словарь ЧПУ для начинающих. В чем между ними отличия? В их функционале, в их платности/бесплатности, в их популярности (тоже немаловажно), внешнем виде и прочее.
Начнем по порядку:
Главный критерий – это наличие необходимых траекторий обработки под твои задачи. Например, балясины или статуэтки.
Первое, что стоит проверить – сколько осей поддерживает система. Если она поддерживает только три оси обработки, то будет проблематично сделать обработку на станке с ЧПУ на поворотной оси.
Зачастую, цена программы выглядит пугающе для пользователей-любителей. Это могут быть сотни или даже тысячи долларов в год. На помощь многим приходит торрент трекеры, а мы плавно переходим к третьему пункту.
Постпроцессор для PowerMill (поворотная ось)
Помощь в установке DeskProto
Рейтинг 5.00 из 5 на основе опроса 1 пользователя
Помощь в установке ArtCam 2018
От этого критерия зависит количество бесплатных/платных уроков, видео на Youtube / вопросов и ответов на форумах и прочее. Это очень важно, так как стартовав с курсов вы будете дальше самообразовываться, и где-то нужно будет искать информацию.
Как ни странно, в 2022 году есть программы, в которых даже опытный пользователь будет долго искать, куда же ему ткнуть мышкой, чтобы он получил желаемый результат. Дружелюбный интерфейс – это лучший друг новичка в любой программе. Он позволяет интуитивно доходить до решений проблемы и является однозначным плюсом.
Моя история обучения ArtCam
Так уж повелось, что одной из самых популярных программ в русскоязычном сообществе (особенно среди любителей обработки древесины на ЧПУ) является ArtCam. Я также начинал свой путь в ЧПУ с освоения этой программы. Есть и функционал, и популярность, и внешний вид вполне приемлемый.
Учиться я начал примерно в 2012 году. Взял первый урок у знакомого, который работал на производстве фасадов, он смог помочь мне с самыми базовыми задачами. А дальше меня ждало свободное плавание и бесконечные поиски.
Изготовив первую розетку на станке, я был бесконечно рад. Еще больше был рад мой папа, который и купил этот станок. После простоя в несколько месяцев мы наконец-таки его запустили.
Через несколько лет появился второй станок, а вместе с ним и первые навыки по настройке и запуску станков. Общение на форумах давало новые знания и знакомства. И именно там (а точнее в группе Вконтакте) я получил первый заказ на запуск и обучение.
На данный момент количество уроков в интернете действительно впечатляет. И как человек, который в этом Арткаме что-то понимает, могу сказать, что среди них есть действительно качественные.
Вот к примеру первый урок из моего курса, который лежит на youtube
Курс «Обучение ArtCam для новичков с 0»
Рейтинг 5.00 из 5 на основе опроса 4 пользователей
Курс «Фасады в ArtCam: 2D и 3D»
Рейтинг 5.00 из 5 на основе опроса 3 пользователей
Курс «Обучение ArtCam для новичков с 0» (Lite Версия)
Рейтинг 5.00 из 5 на основе опроса 2 пользователей
Тем не менее, я до сих пор считаю, что такой формат обучения подходит далеко не всем. Есть достаточно много людей, которым важно, чтобы я находился непосредственно на связи во время обучения, чтобы они могли задать вопрос здесь и сейчас. Для них есть другой вариант – обучение с выездом на производство, или дистанционно по видеосвязи.
Несмотря на то, что я предлагаю свои услуги по обучению, я на 100% уверен, и не скрываю, что обучиться работе с ЧПУ может каждый, и совершенно бесплатно – на данный момент в интернете тонны информации. Просто это будет чуть дольше и, возможно, чуточку сложнее.
С уважением,
Никита Гришанов
Источник: 4chpu.ru
Что такое программирование ЧПУ?

Программирование ЧПУ (программирование с числовым программным управлением) — это искусство программирования станков с ЧПУ для изготовления деталей. Программа ЧПУ — это текстовый файл, содержащий g-код. Если вы профессионал, который большую часть своего времени тратит на программирование ЧПУ, ваша должность, вероятно, будет ЧПУ Программист.
Что такое G-код?
G-Code — это язык, используемый для управления станками с ЧПУ. Это один из типов программирования ЧПУ, который используют программисты ЧПУ, альтернатива — CAM-программирование. Программы CAM будут генерировать g-код из чертежа САПР, но конечным результатом по-прежнему будет g-код.
Контроллер ЧПУ вашего станка, вероятно, выполняет g-код, хотя есть и другие возможности — Heidenhain, Mazak, Shopbot и другие имеют собственные форматы.
Чтобы изготовить деталь на станке с ЧПУ, вы рассказываете ему, как изготовить деталь, используя программу G-кода.

Мы были впечатлены тем, сколько читателей могут писать программы с g-кодом с нуля. Фактически, подавляющее большинство регулярно читает, пишет или настраивает программы. Если вы еще не в состоянии сделать это, вам стоит этому научться.
Важно научиться хорошо работать с программным обеспечением CAM. Вы сможете создавать детали, которые просто невозможно сделать вручную или которые потребуют слишком много времени.
Но быть способным программистом G-кода, способным работать с макросами, — это наивысшая точка профессионализма. Это может стать сюрпризом для большинства пользователей CAM, но есть много вещей, которые программист G-кода может сделать, что просто невозможно с CAM. В общем, программирование с помощью G-кода идеально подходит для таких задач:
- Простые детали могут быть проще с g-кодом, чем с CAM. Вам нужна прямоугольная накладка с 4 отверстиями. Если вы хорошо разбираетесь в g-коде, все готово, прежде чем вы сможете создать модель CAD, запустить ее через CAM, загрузить gcode на машину и запустить ее. С интерактивным программирование вам даже не нужно хорошо разбираться в g-коде. Для всех тех случаев, когда вы думали, что ручная обработка была бы быстрее, G-код или Conversational CNC сделают станок с ЧПУ еще лучшим выбором.
- Получение второго мнения о вашем CAM-коде. Даже в дорогом программном обеспечении CAM могут быть ошибки. Или, если это, строго говоря, не ошибки в CAM, это могут быть проблемы с постпроцессором. Имея лишь немного знаний о GCode и помощи GCode Simulator, вы можете получить второе мнение о GCode, созданном CAM, и исправить незначительные ошибки, прежде чем вам придется обнаруживать их на машине.
- Специализированные или последующие задачи, дополняющие CAM. Какими бы хорошими они ни были, программы CAM не делают всего. Есть много специализированных задач, которые сложно или невозможно выполнить с помощью CAM. Кроме того, существуют последующие задачи — вещи, которые возникают, когда работа фактически выполняется на машине, и которые не были предусмотрены CAM или Post. Иногда эти задачи перекладываются на GCode, потому что программное обеспечение CAM их не выполняет. Иногда это происходит потому, что CAM стремится к обобщенному общему знаменателю, и в цехе возникает что-то особенное — например, нужно использовать немного другой режущий инструмент, пока мы ждем очередной партии обычных инструментов. Простое изменение каналов и скоростей в gcode справится с этим намного быстрее, чем повторный запуск CAM, если предположить, что мы способны вносить такие простые изменения.
Источник: cnc-maniac.ru
Руководство и советы по программированию токарных станков с ЧПУ
Станки с ЧПУ представляют собой комбинацию электронных информационных технологий и традиционных процессов обработки, использующих прецизионное оборудование, компьютер, связь и другие методы, чтобы обеспечить эффективное решение для сложного, точного мелкосерийного производства деталей. Возьмите токарный станок в качестве примера, как сделать программу токарной обработки с ЧПУ? Здесь мы приводим некоторые советы и примеры по программированию токарных станков с ЧПУ.
Примеры программы токарного станка с ЧПУ
Пример программирования токарного станка с ЧПУ 1. Программа по снятию фаски:
N10 G92 X70 Z10 (установить систему координат и определить положение точки установки инструмента)
N20 G00 U-70 W-10 (от точки начала программирования до центра переднего торца заготовки)
N30 G01 U26 C3 F100 (снятие фаски 3 × 45° под прямым углом)
N40 W-22 R3 (скругление фаски R3)
N50 U39 W-14 C3 (длина перевернутой стороны 3 равнобедренных прямого угла)
N60 W-34 (обработка внешнего круга Φ 65)
N70 G00 U5 W80 (возврат к исходной точке программирования)
N80 M30 (остановка шпинделя, завершение основной программы и сброс)

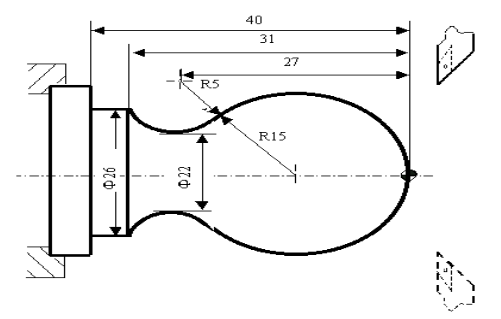
Программа токарного станка круговой интерполяции G02/G03 Инструкция:
N1 G92 X40 Z5 (установить систему координат заготовки и определить положение точки установки инструмента)
N2 M03 S400 (шпиндель вращается со скоростью 400 об/мин)
N3 G00 X0 (к центру заготовки)
N4 G01 Z0 F60 (контактная заготовка)
N5 G03 U24 W-24 R15 (обработка дугового сечения R15)
N6 G02 X26 Z-31 R5 (обработка дугового сечения R5)
N7 G01 Z-40 (обработка внешнего круга Φ 26)
N8 X40 Z5 (инструмент возвращает точку настройки)
N9 M30 (остановка шпинделя, завершение основной программы и сброс)
Популярная программа цикла токарных станков с ЧПУ
G70 — чистовой цикл
G71 – Цикл черновой обработки
G72 – Цикл торцевания
G73 – Цикл повторения шаблона
G75 – Цикл нарезания канавок с насечкой
G76- Цикл резьбы
G83 – Цикл сверления с центральным сверлением по оси Z
G84 – Цикл нарезания резьбы по оси Z
G87 – Цикл сверления с выводом сверла по оси X
G88 – Цикл нарезания резьбы по оси X
Советы и руководство по программированию токарной обработки с ЧПУ
Чтобы сделать программу ЧПУ для токарного станка, в процессе программирования можно применить несколько советов.
1. Эффективное использование встроенной программы цикла
1) В полной мере используйте программу циклов ЧПУ.
— В системе ЧПУ FANUCO―TD токарный станок с ЧПУ имеет более 10 видов циклических программ, таких как G70 и G71
– В системе Siemens существуют стандартные циклы обработки LCYC82, LCYC83, LCYC840, LCYC85, LCYC93, LCYC94, LCYC95, LCYC97 и т. д., есть цикл нарезания канавок LCYC93, нарезание резьбы LCYC97 и цикл нарезания заготовок LCYC95. Они играют решающую роль в высоких программирование эффективности, особенно LCYC95 и LCYC93. Пока заданы начальная и конечная точки контура, можно гарантировать, что детали будут соответствовать требованиям чертежа детали и требованиям процесса, и, что более важно, программирование будет быстрым и удобным. Следовательно, необходимо понимать инструкции по программированию фиксированного цикла станка при работе на станке с ЧПУ. При гибком и всестороннем использовании время отладки программирования может быть сокращено при обработке небольших партий деталей, чтобы повысить эффективность программирования и эффективность производства.
В токарной операции на ЧПУ часто повторяется определенная фиксированная операция обработки. Эта часть операции может быть записана в подпрограммы, заранее сохранена в памяти и вызвана в любое время в зависимости от необходимости, так что программирование становится простым и быстрым.
2. Выберите правильный путь подачи (инструмента)
Траектория подачи — это траектория движения режущего инструмента в течение всего процесса обработки, то есть траектория, по которой проходит инструмент, начинает подачу от точки настройки до точки возврата в точку завершения программы обработки.
1) Попробуйте сократить путь инструмента, уменьшить пустой ход и повысить эффективность производства.
— Используйте отправную точку. Например, при циклической обработке в соответствии с фактической обработкой заготовки разделите начальную точку инструмента и точку установки инструмента. В целях обеспечения безопасности и удовлетворения потребностей в смене инструмента начальная точка инструмента должна быть как можно ближе к заготовке, чтобы уменьшить холостой ход инструмента, сократить путь подачи и сэкономить время выполнения в процессе обработки.
– При черновой или получистовой обработке припуск на заготовку большой, поэтому следует использовать соответствующий метод циклической обработки. Принимая во внимание жесткость обрабатываемых деталей и требования технологии обработки, следует использовать кратчайший путь подачи при резке, чтобы сократить время холостого хода, повысить эффективность производства и снизить износ инструмента.
Обеспечьте безопасность процесса обработки
Избегайте взаимодействия между инструментом и необработанной поверхностью и избегайте столкновения между инструментом и заготовкой. Если заготовку необходимо обрабатывать при встрече с канавкой, следует отметить, что точки подачи и отвода должны быть перпендикулярны направлению канавки, а скорость подачи не может быть «G0». Команда «G0» не иметь одновременного перемещения «X, Z».
3. Гибко используйте специальный G-код, чтобы обеспечить качество и точность обработки деталей с ЧПУ.
1) Возврат к нулевой точке станка — G28, выравнивание станины — G29
Базовая точка – это фиксированная точка на станке. Инструмент можно легко переместить в это положение с помощью функции возврата в референтную точку. При практической обработке точность продуктов можно повысить, умело используя инструкцию по возврату в исходную точку. Чтобы обеспечить точность обработки основных размеров, инструмент может вернуться в исходную точку перед обработкой основного размера, а затем снова вернуться в позицию обработки. Целью этой практики является повторная проверка эталона для определения размерной точности обработки.
2) Время выдержки — G04
– Временно ограничить работу программы обработки.
– Чтобы уменьшить количество ошибок оператора, вызванных усталостью или частыми нажатиями, вместо запуска первой части используется команда G04. Программа обработки детали разработана как циклическая подпрограмма, а инструкция G04 разработана в основной программе, вызывающей циклическую подпрограмму. При необходимости в качестве завершения или проверки программы выбирается инструкция остановки плана М01.
– При нарезании резьбы метчиком по центральной резьбе необходимо нарезать резьбу эластичным цилиндрическим патроном, чтобы метчик не сломался при нарезании резьбы до дна. Команда задержки G04 устанавливается в нижней части резьбы, чтобы метчик выполнял нарезание без подачи. Время задержки должно гарантировать полную остановку шпинделя. После полной остановки шпинделя он реверсируется в соответствии с исходной скоростью вращения вперед, а метчик перемещается назад в соответствии с исходным опережением.
3) Инкрементальное программирование — G91, абсолютное программирование — G90.
Инкрементальное программирование принимает положение острия инструмента в качестве начала координат, а кончик инструмента перемещается относительно начала координат для программирования. Во всем процессе обработки абсолютное программирование имеет относительно единую точку отсчета, то есть начало координат, поэтому его совокупная ошибка меньше, чем у относительного программирования. При токарной обработке с ЧПУ точность радиального размера заготовки выше, чем осевого размера. Поэтому абсолютное программирование лучше для радиального измерения в программировании. Учитывая удобство обработки, относительное программирование принимается для осевого размера, но абсолютное программирование лучше использоваться для важного осевого размера.
Дополнительная информация
- Заказчик: Организация
- Статус: Нет исполнителя
- Срок сдачи проекта после оплаты аванса: 01.10.2020
- ЦЕЛЬ ПРОЕКТА: Рассказать подробней про тему проекта
Источник: engcrafts.com