


ArtSoft Mach3 — программа для управление ЧПУ станком
Программное обеспечение ArtSoft Mach3 предназначена для управления ЧПУ станком. Программа устанавливается на IBM совместимый персональный компьютер соединенный с блоком управления. Mach3 была разработана американскими программистами, как для профессионального так и для любительского использования, поэтому она является наиболее распространенным программным обеспечением для станков с ЧПУ в мире. С помощью Mach3 возможно управление следующими типами станков: токарными, фрезерными, маршрутизаторами, лазерными и плазменными плоттерами, гравировальными и зубонарезными. Для того, чтобы работать с программой Mach3, нужен персональный компьютер со следующими параметрами:
Урок №3 по Mach3. Загрузка G кода и работа в программе Mach3.
• операционная система Windows 2000/XP/Vista/Seven;
• процессор с частотой 1ГГц;
• оперативная память ОЗУ 512Мб;
• видеокарта с памятью 64Мб;
• свободное место на жестком диске 1Гб;
• один параллельный LPT-порт;
• минимум два последовательных интерфейса USB.
Характеристика программного обеспечения ArtSoft Mach3»
Это программное обеспечение имеет следующие возможности:
• возможность управления до шести координат;
• прямое импортирование файлов DXF, BMP, JPG и HPGL с помощью встроенного программного обеспечения LazyCam;
• трехмерная графическая визуализация управляющей программы G-кодов;
• создание управляющей программы G-кодов в программном обеспечении LazyCam или в Wizard («Мастера»);
• возможность полностью перенастроить интерфейс;
• создание пользовательских M-кодов и макросов на основе VB-скриптов;
• управление частотой вращения шпинделя;
• многоуровневое релейное управление;
• применение ручных генераторов импульсов (MPG);
• окно видеонаблюдения за процессом работы;
• совместимость с сенсорными экранами (Touch screen);
• полноэкранный интерфейс.
Описание интерфейса программы Mach3
Окно запуск программы (PROGRAM RUN)

Главное окно работы с программой в режиме Запуск программы (PROGRAM RUN).
Кнопки выбора режима работы

С помощью данных кнопок переключаются окна режимов работы: PROGRAM RUN (Запуск программы), MDI (Ручной ввод данных), TOOLPATH (Перемещение инструмента), OFFSETS (Привязка инструмента), SETTINGS (Настройки), DIAGNOSTICS (Диагностика).
Урок №1 по Mach3. Обучающее видео, Основные функции, Интерфейс.
Кнопки управления программой
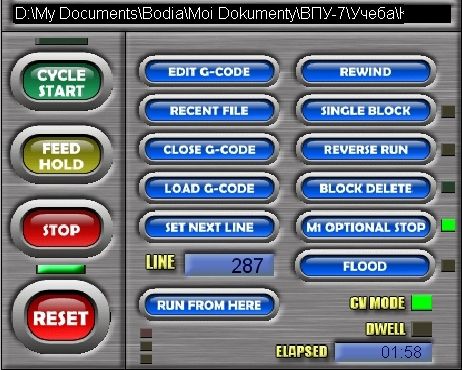
CYCLE START (Начало цикла)
При нажатии кнопки CYCLE START начинается выполнение программы. Внимание: Обратите внимание, что кнопка CYCLE START в общем случае запускает движение шпинделя и осей. Она всегда должна быть настроена на оперирование «двумя клавишами», и если вы настраиваете свои собственные горячие клавиши, она не должна срабатывать при нажатии одной клавиши.
FEED HOLD (Приостановка подачи)
Выполнение программы можно приостановить, нажав кнопку FEED HOLD. Кнопка FEED HOLD остановит выполнение управляющей программы, как можно скорее но управляемым способом, так чтобы можно было запустить кнопкой CYCLE START. Шпиндель и охлаждение останутся включенными, но при необходимости их можно остановить вручную.
Когда активна FEED HOLD вы не можете перегнать оси, изменить сломанный инструмент и т.д. Если вы остановили шпиндель или охлаждения, то перед продолжением вы возможно захотите снова ее включить перед тем как продолжить работу. Mach3 запомнит позиции осей при активации FEED HOLD и вернется к ним перед продолжением выполнения программы.
STOP (Остановка программы)
STOP быстрее останавливает движение осей. Это может привести к потере шагов (особенно на осях с шаговыми двигателями) и перезапуск может быть некорректным.
RESET (Сброс)
Это фиксированная кнопка. Когда система в устойчивом состоянии, светодиод горит постоянно, при изменении некоторых условий, светодиод начинает мигать, требует нажатия этой кнопки приводит систему в норму.
EDIT G-CODE (Редактирование управляющей программы G-CODE)
При загруженной управляющей программе нажимаете кнопку EDIT G-CODE для того, чтобы изменить управляющую программу, загрузится программа Notepad (редактируя программу можно изменить в настройках).
RECENT FILE (Последний файл)
При нажатии кнопки RECENT FILE открывается окно, в котором отражается последние загруженные файлы.
CLOCE G-CODE (З акрыть управляющую программу)
Для того, чтобы закрыть управляющую программу нажимаем кнопку CLOCE G-CODE.
LOAD G-CODE ( З агрузить управляющую программу )
Чтобы загрузить управляющую программу нажимаем кнопку LOAD G-CODE.
SET NEXT LINE (Установить следующий кадр)
То же что и RUN FROM HERE но без предварительного задания режима или движения.
RUN FROM HERE (Запустить с этого места)
RUN FROM HERE осуществляет холостой запуск управляющей программы для установки состояний (G20/21, G90/91 и т.д.), к месту, которое установил пользователь, затем нажимаем кнопку CYCLE START. Не стоит ставить RUN FROM HERE внутри подпрограммы.
REWIND (Перемотка)
Перемотка загруженную в данный момент управляющую программу.
SINGLE BLOCK (Отдельный кадр)
SINGLE BLOCK фиксирующая кнопка с светодиодным индикатором. В режиме SINGLE BLOCK, при нажатии кнопки CYCLE START выполняет один следующий кадр управляющей программы, затем переходит в FEED HOLD.
REWERSE RUN (Обратный запуск)
REVERSE RUN фиксирующая кнопка с светодиодным индикатором. Ее следует использовать после FEED HOLD или SINGLE BLOCK, при нажатии CYCLE START заставит программу запуститься в обратном порядке. Это иногда полезно для выхода из состояния потерянности дуги при плазменной резке или сломанном инструменте.
BLOCK DELETE (Отмена кадра)
BLOCK DELETE фиксирующая кнопка с светодиодным индикатором. Если BLOCK DELETE включено, то кадр G-кода, которые начинаются со слэша (/) — не будут выполняться.
M1 OPTIONAL STOP (М1 Опционная остановка)
M1 OPTIONAL STOP фиксирующая кнопка с светодиодным индикатором. Если включено M1 OPTIONAL STOP, при поступлении команды М01 или М00 работа будет остановлена. Для продолжения нажимаем CYCLE START.
FLOOD (Охлаждение)
Эта кнопка включает охлаждение (М08).
Экран отображения управляющей программы
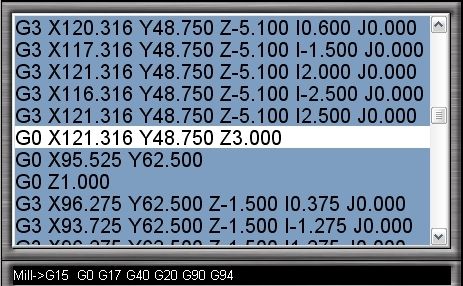
На экране отображается загруженная управляющая программа.
Элементы управления осями

Эти элементы управляют текущим положением инструмента, отвечает за его позиционирование и предоставляет информацию о его расположении в выбранной системе координат.
Цифровая индикация координат (ЦИ)
Значение окнах ЦИ отображаются в текущих единицах (G20/G21), если опция ввода единиц в ЦИ заблокирована в диалоге «Меню», «Конфигурации Логические» (Config Logic). Здесь отображаются координаты контрольной точки в выбранной системе координат. Обычно это координатная система текущих рабочих коррекций (начальная 1 — по G54) плюс все смещения по коду G92.
Но можно переключиться и на отражение абсолютных координат — координат станка. Можно вводить новые значения непосредственно в окна ЭТИ осей. Это изменит текущие рабочие коррекции, предоставив контрольной точке введенные Вами значения координат в текущей системе координат.
REFERENCED (Принятие Баз)
Светодиоды горят зеленым светом, когда положение по осям принято по базе. Принятие за базу по каждой оси выполняется кнопками принять (REFERENCED).
MACHINE COORDINATES (Координаты станка)
Кнопка MACHINE COORDINATES вызывает в ЦИ координаты станка. горящий светодиод предупреждает, отображаемых абсолютные координаты.
SCALE (Масштаб)
Коэффициенты масштабирования для всех осей могут задаваться командой G51 и отменяться командой G50. Если введен коэффициент масштабирования (отличный от 1.0), то он всегда рядом с каким-либо G-кодом (например, с X, Y и т.д.). Светодиод масштаба мигает, напоминая, что введенный масштаб для какой-то оси.
Величина коэффициента по G51 высвечивается в ЦИ масштаба и может быть также введена в окошко ЦИ. Отрицательное значение коэффициента масштабирования приводит к инверсии соответствующей оси (т.е. так можно задавать зеркальную отделку по этой оси). Отмена масштаба выполняет команда G50, снимая масштабы на 1,0 по всем осям.
SOFT LIMITS (Программные ограничения)
Кнопка SOFT LIMITS приводит в действие значения программных ограничений, указанных в меню Config> Homing / Limits.
RADIUS CORRECTION (Коррекция радиуса)
Ротационные оси могут иметь размер заготовки определен при использовании группы органов управления диаметра вращения. Этот размер используется, когда осуществляется вычисление смешанной скорости подачи по всем осям, включая ротационные. Светодиод сообщает, что введено значение отличное от нуля.
OFFLINE (Автономный)
Позволяет автономно работать с программой без связи со станком.
GOTO Z (Переместиться в нулевую точку)
Нажмите эту кнопку GOTO Z для перемещения инструмента в нуле по всем осям.
Кнопки Wizard («Мастера»)

LOAD WIZARD (Скачать «Мастера»)
При нажатии кнопки LOAD WIZARD открывается окно в котором выбирается тип «Мастера» для создания управляющей программы.
LAST WIZARD (Последний «Мастер»)
При нажатии кнопки LAST WIZARD открывается последний ранее использован тип «Мастера».
CONVERSATIONAL (Интерактивный)
При нажатии кнопки CONVERSATIONAL открывается окно диалогового режима работы с «Мастером» для создания управляющей программы.
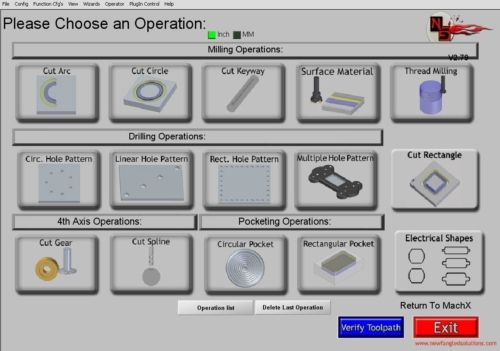
Мастера — это встроенные минипрограммы, которые расширяют возможности Mach3 и позволяют быстро выполнять типовые рутинные операции проектирования обработки без использования специализированных CAD/CAM приложений. Мастера могут быть созданы пользователями самостоятельно. В дистрибутив Mach3 включены бесплатные Мастера, программирующие следующие операции:
• Зубонарезание
• Отцифровка
• Сверление отверстий
• Выборка пазов и шлицев
• Гравировка текста
• Обработка стандартных контуров
• Поверхностная обработка (выравнивание, плоское понижение)
• И многое-многое другое.
Кнопки управления экраном

REGEN PATH (Перезагрузка циклов)
Чтобы перезагрузить циклы управляющей программы нажмите REGEN PATH.
DISPLAY MODE (Режимы отображения)
Переключение режимов отображения на трехмерном экране.
JOG FOLLOW (Слежение за перемещением)
JOG FOLLOW фиксирующая кнопка с светодиодным индикатором. Для того, чтобы следить за перемещением инструмента на трехмерном экране, нажмите кнопку JOG FOLLOW.
Трехмерный экран
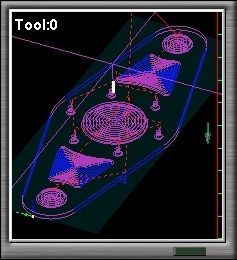
На экране отображается траектории перемещения инструмента в трехмерном пространстве.
Экран отображения информации и управления инструментом

На экране отображается информация номера, диаметра, длины инструмента и кнопки управления ими. На экране расположена фиксирующая кнопка JOG ON/OFF с светодиодным индикатором, она предназначена для включения и выключения ручного перемещения координат.
Экран отображения информации и управления подачей

На экране отображается информация о состоянии подачи и управления FEED RATE OVERRIDE, с помощью кнопок плюс (+) и минус (-).
Экран отображения информации и управление шпинделем

На экране отображается информация о состоянии шпинделя и управления скоростью вращения с помощью кнопок плюс (+) и минус (-). Кнопка SPINDLE CW (Включение шпинделя по час. стрелке), с помощью этой кнопки можно вручную включать и выключать шпиндель или с помощью М-кода М03.
Панель отображения информации и информационные кнопки

HISTORY (История)
При нажатии кнопки HISTORY открывается история выполненных действий в окне Notepad.
CLEAR (Очистка)
Для очистки статуса нажмите CLEAR.
G-CODE (G-коды)
При нажатии кнопки G-CODE открывается окно, в котором находится таблица G-кодов.
M-CODE (М-коды)
При нажатии кнопки М-CODE открывается окно, в котором находится таблица М-кодов.
STATUS (Статус)
STATUS — строчное окно в котором отображается исполнительные действия программы Mach3 и отображает программные ошибки.
PROFILE (Профиль)
Отображает тип согласно типу станка.
Ручной ввод данных (MDI)

Режим MDI (Manual Data Input) предназначен для ручного ввода данных. В данном окне расположены ограни управления осями и цифровая индикация координат, экран на котором отображается траектории перемещения инструмента в трехмерном пространстве, экраны отображения информации и управления инструментом, подачей, шпинделем, экран ручного ввода данных.
Перемещение инструмента (TOOLPATH)

Режим TOOLPATH предназначен для наблюдения за перемещение инструментом и отработкой управляющей программы. В данном окне расположен экран отображения управляющей программы, цифровая индикация координат, экран на котором отображается траектории перемещения инструмента в трехмерном пространстве, кнопки управления программой.
Привязка инструмента (OFFSETS)

Режим OFFSETS предназначен для привязки инструмента.
Настройки (SETTINGS)

Режим SETTINGS предназначен для настройки программы под используемый станок.
Диагностирование (DIAGNOSTICS)

Режим DIAGNOSTICS предназначен для диагностики связи системы ЧПУ с блоком управления и станком и другими вспомогательными устройствами, как MPG (Ручной генератор импульсов).
Ручное управление координатами / Генератор импульсов с ручным управлением (JOG / MPG MODE)
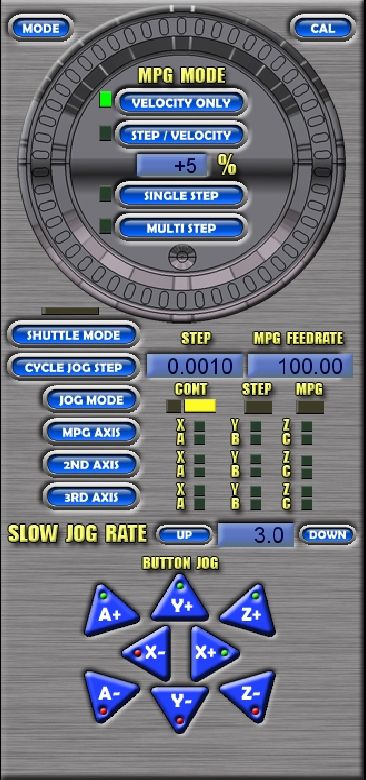
При нажатии на клавиатуре ПК кнопки Tab, откроется пульт управления с помощью которого возможно управление координатами станка, кнопками JOG соответствующих координат или по MPG (Ручной генератор импульсов).
Официальный сайт ArtSoft Mach3: www.machsupport.com
Ниж е вы можете скачать с сервера документацию (Manuals) для Mach3 и скачать торрент самой программы.
Различные оболочки (Screensets) для Mach3 вы можете скачать здесь.
Различные плагины для Mach3 вы можете скачать здесь.
Источник: cncjuniormaster.ucoz.com
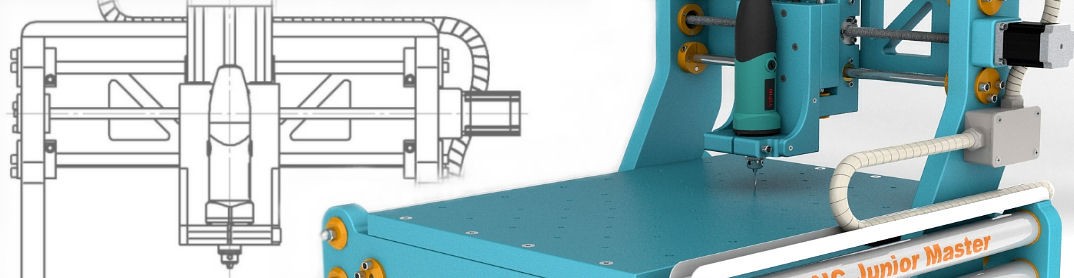
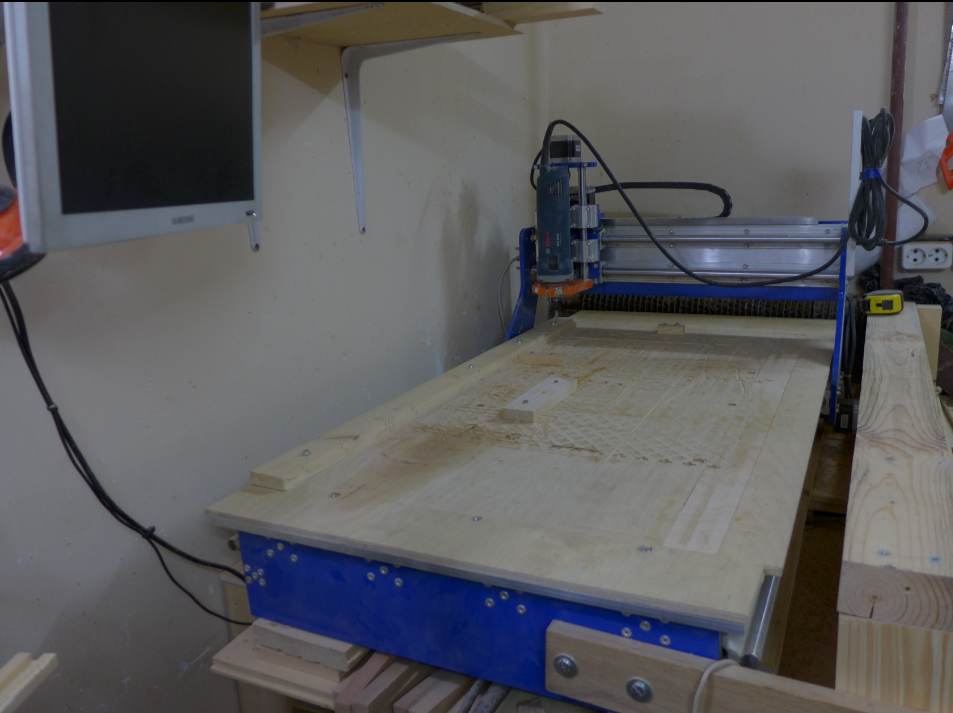
ЧПУ в хоббийной мастерской (часть 1)

Работа программиста имеет один существенный недостаток: как правило, мы не можем потрогать результат своего труда. Можем наслаждаться красотой кода, восторгаться оригинальностью алгоритма, но пощупать программу, увы, никак. Меня этот нюанс профессии всегда расстраивал.
Чтобы как-то компенсировать виртуальность результата в основной сфере деятельности, несколько лет назад я завел себе вполне материальное хобби — столярничество. По началу все шло хорошо, но очень скоро стали сказываться профессиональные болезни любого программиста — лень и перфекционизм. Особенно, добивал тот факт, что когда нужно сделать 10 одинаковых деталей я не мог качественно сделать одну и скопировать ее еще 9 раз. В общем, вы поняли, через некоторое время в мастерской появился ЧПУ. Этот рассказ о двухлетнем опыте владения этим чудом техники.
Муки выбора
Приняв решение обзавестись CNC-станком я встал перед дилеммой: купить готовый или собрать самодельный. Мне нужен был агрегат приличных размеров, т.к. в планах было использовать его в мебельных делах. Но, с другой стороны, я был сильно ограничен в выборе двумя вещами: бюджетом и размером мастерской (в моем распоряжении было 9 квадратных метров, уже изрядно заставленных). После тщательных измерений стало понятно, что девайс больше чем метр в длину поставить будет проблематично. Соответственно, нужно искать вариант с размером стола метр на 50 — 60 сантиметров.
Вот основные параметры выбора:
- Размер стола 1000х500
- Хорошая жесткость стола и портала
- Реечная передача по осям X и Y
Почитав тематические форумы мне стало понятно, что не имея опыта работы с металлом в обозримом будущем нормальный станок сделать не получится, а в многолетний проект с неясным результатом влазить тоже не хотелось.
Оставалось купить готовый. Искать что-то дешевое в Китае показалось не логичным — доставка 80-100 килограммов железа обещало вылететь в копеечку. Несколько месяцев мониторил авито, но там продавали либо промышленные станки большого размера, либо не очень качественные маленькие самоделки.
Поизучав московский рынок производителей ЧПУ, более-менее в моем бюджете я нашел 3 компании (описываю события двухлетней давности, сейчас ситуация может быть другая). Чтобы не расстраивать НЛО, не буду приводить их названия. Станок с подходящими характеристиками нашелся у одного из этих 3 производителей. На тематических форумах отзывы об этом производителе были не самые лестные, но откровенно ругательных было тоже немного. Основной посыл отзывов был «Комплектующие — Китай, сервис хреновый, но за эту цену ничего лучшего нет». К слову, «эта цена» роутера со шпинделем была в районе 115k вечно деревянных…
Покупка
Цена кусалась и я уже не был уверен хочу ли этих жертв. Но помог случай: совершенно неожиданно со мной расплатились по одному старому проекту на котором я уже давно поставил крест. Сумма примерно соответствовала стоимости станка. Это был знак свыше, в тот же день сделал заказ и перечислил 50% стоимости на счет производителя.
Спустя месяц поехал забирать свой девайс. Компания располагалась на территории какого-то завода. Похоже, спрос на ЧПУ в Москве хороший: помимо моего станка в коридоре стояло еще с десяток готовых станков поменьше.
Первый запуск и первый облом
Для станка еще нужен компьютер. У себя в закромах нашел старый Pentium4 с LPT портом. Будучи в душе линуксоидом в качестве управляющего софта я выбрал CNC Linux (http://www.linuxcnc.org/). Быстро был скачен/установлен дистрибутив. С некоторым волнением включаю тумблер, станок ответил оптимистичным жужжанием.
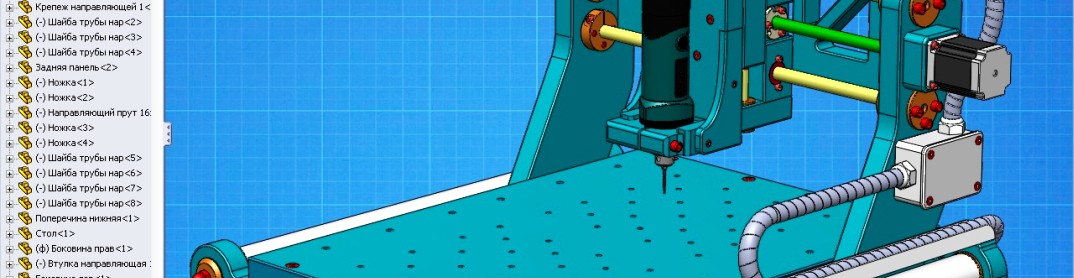
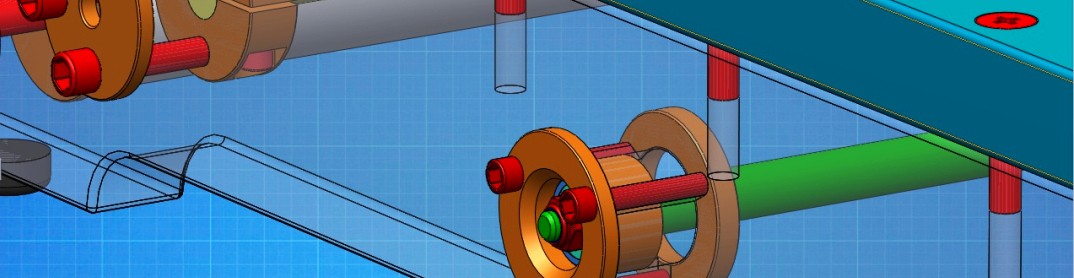
Вот оно будущее, уже рядом! Нажимаю Reset и пытаюсь клавишами курсора подвигать каретку. Тут случился первый облом: по осям Y и Z все работает прекрасно, но с X серьезные проблемы. Дело в том, что в моем станке на оси X два шаговых двигателя (по одному на правой и левой направляющей) и при попытке перемещения крутился один из них, а второй мертво стоял на месте. Таким образом, родной конфиг, который прилагался к станку не работал в среде CNC Linux.
Следующие несколько часов прошли в изучении форумов и курении доков. Но максимум чего удалось добиться, чтобы задвигались оба шаговика, но делали они это нехотя и с разной скоростью. По не характерному звуку и по тому как дергается портал, в какой-то момент, я понял, что такими темпами я скоро сломаю, к чертям, эту дорогущую железку и усилием воли прекратил эксперименты с CNC Linux.
Mach3
На следующих выходных продолжил попытки запустить станок. На этот раз четко следовал инструкции изготовителя. Установил Microsoft Windows for Legacy PCs, отключил почти все службы, выключил скринсэйвер и энергосбережение. Поставил Mach3. Загрузил конфиг.
И случилось чудо, станок заработал.
Второй облом
Неприятность случилась примерно через пару недель после удачного запуска. Я оставил станок включенным в режиме ожидания, а сам отошел на пару минут. По возвращению меня ждал неприятный сюрприз, станок вел себя как Шварценеггер-Терминатор когда его Кристанна Локен заразила нано-роботами. Портал хаотично дергался в конвульсиях. Я быстро обесточил девайс. Через пару минут включил.
Все было тихо, но минут через 5 нано-роботы вернулись.
Настроение скатилось куда-то под плинтус. Я живо себе представил путешествие через всю Москву в сервисный центр. Да и просто вытащить 70 килограммовый кусок железа из тесного подвала то еще удовольствие.
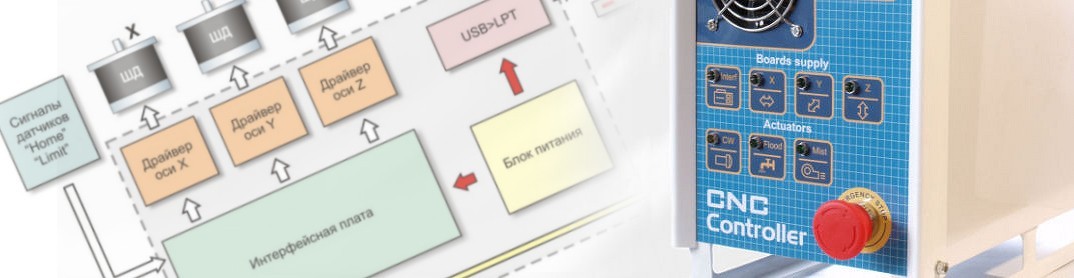
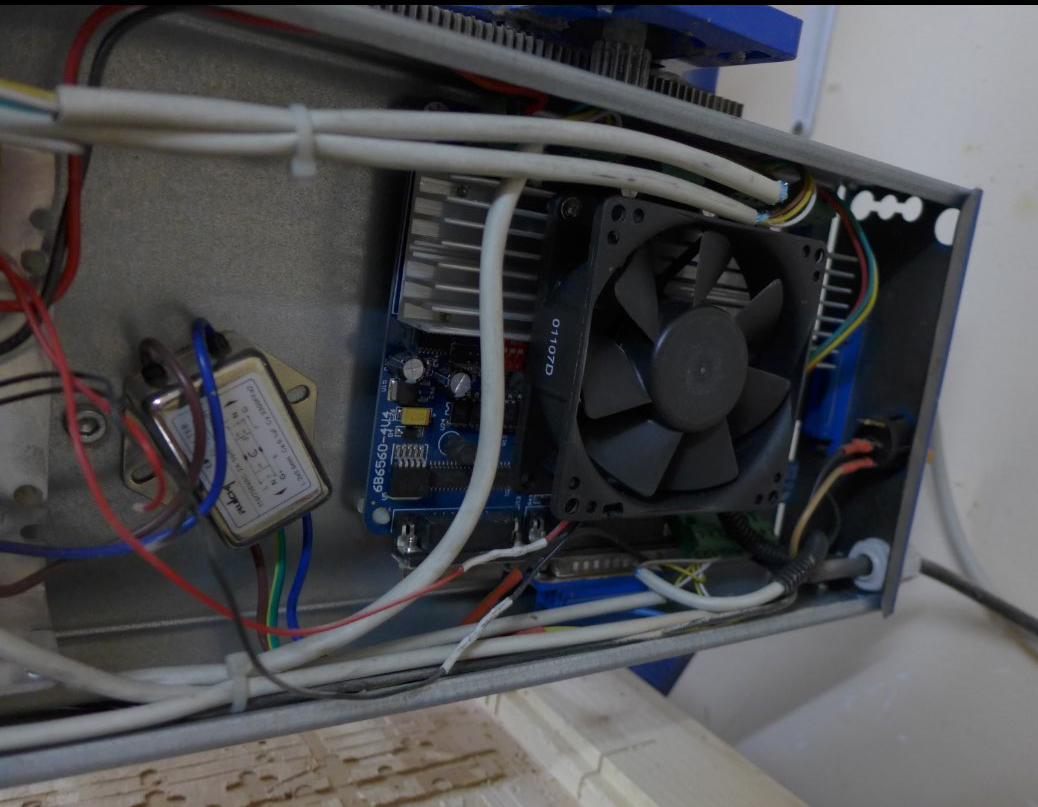
Для очистки совести я решил заглянуть в китайские потроха. В моем ЧПУ вся электроника смонтирована на задней стенке портала. Вскрыть коробку оказалось не сложным. Под крышкой расположено 2 блока — блок питания и блок управления. Последний сразу вызвал подозрение.
Точнее, не сам блок, а то что было на нем. На нем было 2 очень подозрительных вентилятора. При подаче питания не включился ни один! Вскрытие одного из них меня слегка шокировало. Такое впечатление, что китайцы отлили его из одного куска г пластика, включая подшипники и провода.
Оба вентилятора были отправлены в помойку (к сожалению, я тогда не сфотографировал) их место занял один большой куллер от компьютерного блока питания.
Для лучшего охлаждения в задней крышке я насверлил дырок:
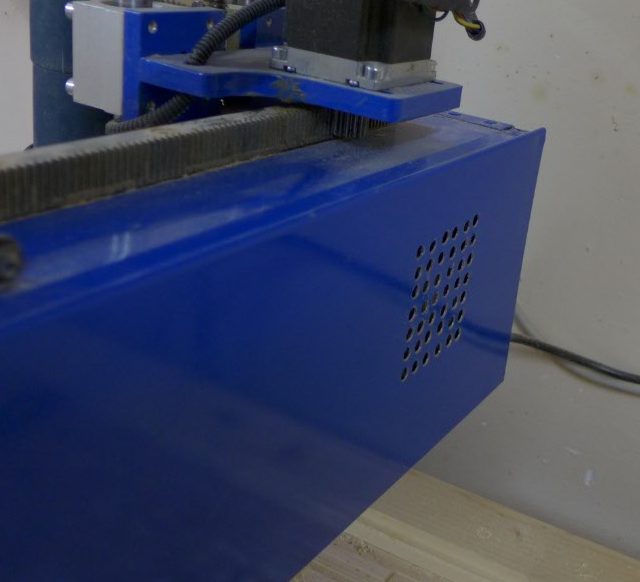
С тех пор, вот уже два с лишним года, электроника станка никаких проблем не доставляет. Риторический вопрос: почему это нельзя было учесть на производстве? Цена вопроса — 100 рублей. Не думаю, что я единственный кто столкнулся с такой проблемой…
Компьютер
Отдельно хочу рассказать об управляющем компьютере. Как уже писал выше, изначально, я подключил станок к старенькому Pentium4. Сейчас уже не вспомню на каком он был чипсете,
для своего времени это была неплохая машинка. С первых же дней начали наблюдаться небольшие проблемы. Как правило, они заключались в единичных пропусках шагов. Еще очень раздражало то, что «0» по оси Z медленно но верно «уплывал». Особенно это было заметно при большом количестве повторений.
Например, когда я делал экраны на батареи мне нужно было в листе фанеры проделать несколько сотен фигурных отверстий. Где-то на середине работы «0» по Z у меня «ушел» вниз на сантиметр, насквозь просверлив жертвенный стол.
В тот момент я грешил на контроллер станка, как-никак, пока я не поменял родные куллеры он у меня пару раз серьезно перегревался. Но, через некоторое время, я обратил внимание на закономерность. Иногда, при включении компьютера наблюдался такой эффект: при запуске любого приложения в Windows сначала гас экран на пару секунд, после этого приложение запускалось.
Если такой эффект имел место быть, то и станок работал как хотел — пропускал шаги, терял «0». Для исправления ситуации достаточно было перегрузить компьютер. Если после рестарта этого эффекта не наблюдалось, все работало как надо.
Разбираться с этим не было ни времени ни желания. Я просто перегружал комп если мигал экран при запуске Mach3. Так продолжалось длительное время. Но с какого-то момента я стал понимать, что с компьютером что-то происходит. По-началу, было достаточно одной перезагрузки при старте. Но со временем, для запуска системы в нормальном режиме, приходилось делать по 5-6 рестартов.
Ну и в довершении всего стала «слетать» клавиатура. Лечилась выниманием/вставлением usb-разъема. В общем, пришло понимание того, что компьютеру пора на свалку.
Решил больше не экспериментировать и купить то, что рекомендует производитель. А производитель настоятельно советовал найти что-то на старом Intel Atom. Задача представлялась мне элементарной. Дерзкий план заключался в том, чтобы поехать на Горбушку и за 20 минут купить за 2 копейки то, что мне нужно. Энтузиазм быстро улетучился столкнувшись с суровой реальностью.
Я облазил весь Горбушкин двор, все найденные там комиссионки, найти atom с lpt не получилось.
Далее был Avito. Я обзвонил c десяток продавцов, у кого в объявлении был intel atom, результат тот-же: как только узнавали, что мне нужен atom с lpt, разговор заканчивался. Но, кто ищет тот найдет, после долгих мытарств я, наконец, нашел благодетеля, у которого была новая(!) плата на Atom D2700 с LPT, да еще за смешные 2500р.
После замены компьютера наступил, наконец, праздник: станок заработал как часы, шаги не пропускаются, «0» стоит как прибитый. С тех пор, мой ЧПУ стал приносить исключительно положительные эмоции.
На этом заканчиваю первую часть. Вторая будет целиком посвящена механике. Про то, как мне удалось приспособить обычный ЧПУ-роутер для решения не характерных для него задач. Обещаю, будет интересно.
Источник: habr.com
Mach3 R3.043.066

Mach3 — программное обеспечение, позволяющее управлять работой станков ЧПУ различных типов. Оно имеет английский интерфейс и множество разделов управления, которые выполняют тонкую настройку оборудования. Поскольку ПО является узкоспециализированным и имеет английский интерфейс, новичку будет сложно освоиться в Mach3. Однако разработчики предусмотрели наличие подробной инструкции на русском языке, которая облегчает процесс знакомства с ПО.
Mach3 совместима только с версиями операционной системы Windows XP, Vista и 7. На компьютеры с более новой ОС программа не устанавливается. При инсталляции на компьютер ставится также драйвер. Поэтому по завершении установки требуется перезагрузка ПК.
Программисты рекомендуют ставить Mach3 на «свежую» операционную систему, которая не «засорена» сторонними приложениями. Минимальный объем оперативной памяти составляет 512 Мб, а частота процессора минимум 1 ГГц. Для подключения оборудования требуется LPT- порт и 2 гнезда с USB интерфейсом.
Основные функции программы Mach3 R3.043.066:
- Управление работой станка;
- Автоматизация рабочего инструмента;
- Поддержка файлов DXP, JPG и BMP формата;
- Создание микропрограмм;
- Наблюдение за траекторией движения инструмента;
Программа для управления ЧПУ станком «Mach3» совместима с оборудованием различных типов, включая металлообрабатывающие, фрезерные, гравировочные и другие станки.
Mach3Version3.043.066.exe
Скриншоты



Для полного комплекта мы рекомендуем вам также скачать Pepakura Designer (программа для создания и редактирования проектов трехмерных бумажных моделей).
Похожие программы
Microsoft Office 2010
Canon MF Toolbox 4.9
Microsoft Word 2010
Kyocera Client Tool 3.3
Scp Toolkit 1.6.238
SmarThru 4
Windows 7 Games for Windows 8 and 10 1.0
InputMapper 1.6.10
Cura 15.04.6 / 3.2.1
Unity Web Player 5.3.7
Источник: www.softslot.com