
Mach3 программа для управление станком ЧПУ программа, разработанная для автономного контроля станочным оборудованием с числовым программным управлением. Программа является одинаково эффективной для всех типов станков, независимо от того, для каких целей используется прибор: фрезеровки, гравировки или токарной обработки. Данная программа является одной из самых популярных разработок подобного типа.
Предназначение
Полное название программы АртСофт Mach3. Она используется на компьютерных устройствах, подключенных к станкам. Для запуска программы на компьютере должна быть установлена операционная система от компании Майкрософт. Приложение и софт были созданы американским производителем. Его популярность связана с простотой использования, которая обеспечивает возможность применения как на производстве, так и в быту.
Отдав предпочтение управляющей программе, можно запустить приборы:
- токарный агрегат,
- фрезеровочную машину,
- зубонарезной,
- гравировочный.
Для того чтобы Mach3 была запущена на компьютере, он должен соответствовать минимальным требованиям. Операционная система Windows – не старее двухтысячного года. Тактовая частота процессора – не менее 1 гигагерц. Минимальный объем оперативной памяти – 512 мегабайт. Память видеокарты – не менее 64 мегабайт.
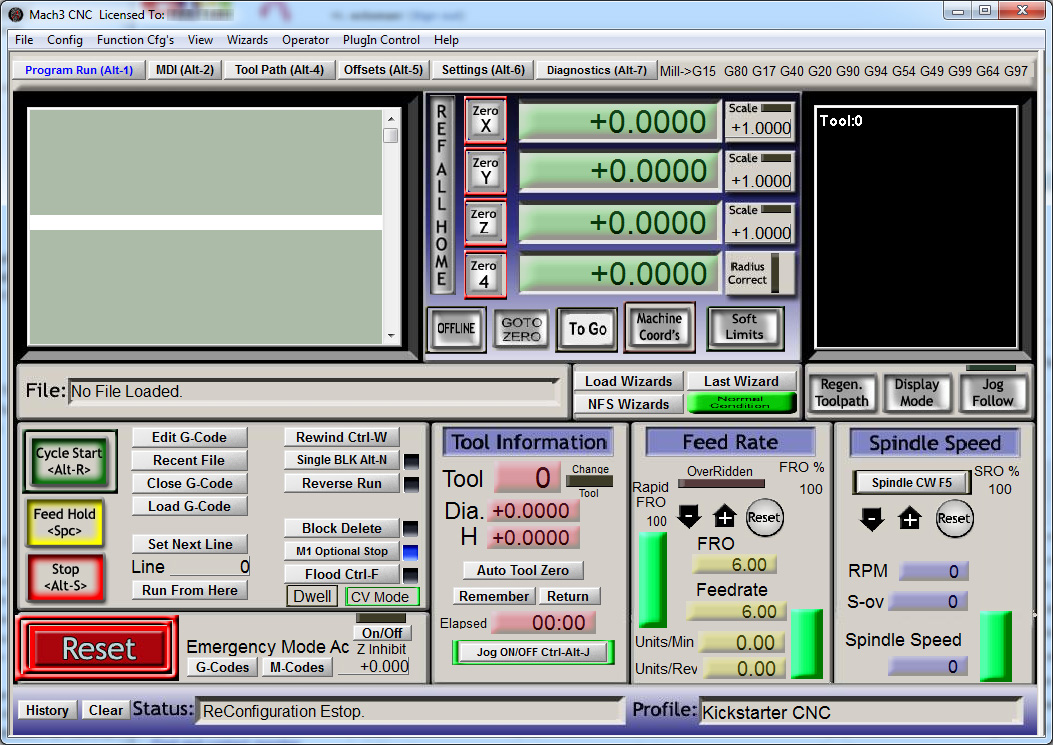
Установка MACH3 и обзор интерфейса.
Объема свободной памяти на жестком диске – не менее 1 гигабайта. Наличие порта LPT и не менее двух разъемов USB.
Практически каждое современное устройство совместимо с Mach3, благодаря чему ее можно применять как на крупных предприятиях, так и в домашних мастерских.
Приложение аналогичным образом управляется на станке разной конструкции. Разница в работе может быть связана исключительно с отличиями в характеристиках и габаритах приборов.

Особенности
Mach3 взаимодействует с любыми станками, имеющими систему числового программного управления. Программу можно запустить не только на стационарных компьютерах, но и ноутбуках. Для этого достаточно подключить агрегат к станку. Система Mach3 представляет собой скорее драйвер, чем сложное приложение. После его установки, на компьютере можно будет самостоятельно создавать управляющие программы.
После того, как их создание будет завершено, они загружаются в модульную память, с которой связано числовое программное управление. Основная задача компьютера заключается в настройке параметров для работы со станочным оборудованием.
К прочтению: Характеристики цангового патрона для фрезерного станка
- автоматизировать рабочий инструмент,
- управлять его движением,
- контролировать перемещение по заданной траектории.
Программа работает в качестве обычного оконного приложения, и не перегружает операционную систему. Перед ее использованием рекомендуется ознакомиться с инструкцией. На обучение не потребуется много времени.
Урок №1 по Mach3. Обучающее видео, Основные функции, Интерфейс.
Основными достоинствами Mach3 являются:
- широкие функциональные возможности,
- интуитивно понятный интерфейс,
- грамотный принцип управления.
Инструкция доступна в различных языках, включая русский. Благодаря этому с обучением не возникнет трудностей.

Характеристики
Приложение способно управлять одновременно сразу шестью координатами. Софт оснащен встроенным программным обеспечением, которое позволяет загружать файлы прямым способом. Допускается загрузка файлов в четырех форматах:
При необходимости интерфейс приложения можно изменить. С его помощью прибор управляет частотой вращения шпинделя. Релейный контроль осуществляется на нескольких уровнях. Обработка записывается системой видеонаблюдения, которая передает запись в специальное окно софта. Для удобства оконный режим можно переключить в полноэкранный.
Созданная программа совместима также с современными сенсорными приборами.
На экране имеются:
- кнопки управления программой,
- отображение управляющей программы,
- элементы управления осями,
- кнопки «Мастера»,
- кнопки управления экраном.
«Мастера» одно из основных достоинств приложения. Они представлены минипрограммами для расширения возможностей Mach3. Они предназначены для выполнения простых задач, которые позволят пользователю сэкономить время. Допускается самостоятельное создание минипрограмм.
Они используются для:
- нарезки зубьев,
- сверления,
- отцифровки,
- гравировки текста,
- выборки пазов,
- поверхностной обработки,
- обработки обычных контуров.
На экран выводится вся информация о рабочем инструменте. Для регулировки скорости шпинделя достаточно воспользоваться кнопками «+» и «-». Кнопки и режимы подписаны на английском языке, но в инструкции написано их обозначение.
Подготовка
От правильной настройки программы зависит не только точность и качество выполнения обработки, но и сохранность оборудования. Если настройка будет выполнена с ошибками, результатом может стать сломанный управляемый инструмент, модуль для ЧПУ или другие элементы.
К прочтению: Обзор токарного станка 1а62
Подготовка выполняется в несколько шагов:
- необходимо полностью подключить станки и проверить их работоспособность (проверку можно выполнить как при помощи стандартной диагностики, так и с использованием различных программ),
- затем производится установка Mach3 (перед установкой следует убедить, что компьютерное устройство соответствует минимальным требованиям программы),
- рекомендуется использовать лицензионные версии приложения (по причине высокой стоимости лицензионного приложения и английского софта часто используются пиратские русифицированные сборки – однако они могут быть повреждены, и способны нанести вред станочному оборудованию),
- работа операционной системы должна быть оптимизирована (для этого рекомендуется отключить сторонние приложения, включая те, которые работают в фоновом режиме),
- при работе программы не рекомендуется запускать другие приложения (в особенности это касается игр, поскольку они способны нагрузки компьютер).
Если компьютер планируется использовать не только для работы с Mach3, жесткий диск следует разделить на подразделы. Данный шаг необходим, если ПК будет применяться в создании управляющих программ, или других целей. Следует установить отдельную операционную систему, на которой будет эксплуатироваться приложение. Другие приложения ставить на эту систему не нужно.
Использование
Перед настройкой программы следует внимательно изучить инструкцию, кнопки и их значение. Mach3 взаимодействует с разными станками, поэтому для каждого типа следует открыть собственную вкладку с параметрами. С покупкой лицензионной версии инструкция следует в комплекте. Если же используется пиратская версия, или же инструкция была утеряна, для обучения ее можно в свободном доступе скачать в интернете.
Перед обработкой деталей требуется включить станок и убедиться, что он работает нормально. Об этом будет говорить отсутствие рывков и перебоев в работе. Затем выполняется прогон агрегата. Приложение позволяет выполнить прогон в автоматическом режиме, нажав на специальную кнопку. С ее помощью пробный режим можно как включить, так и выключить.
Управлять рабочим механизмом аппарата можно при помощи мышки.
К прочтению: Описание и программирование координатного станка с ЧПУ
Управление бывает двух типов:
- пошагового,
- непрерывного.
При использовании первого типа станок приводится в рабочее состояние нажатием клавиши, и выполняет обработку по заданному отрезку. Второй тип характеризуется работой станка, пока оператор будет зажимать клавишу. Если клавишу отпустить, обработка прекратится.
Источник: xn—-ntbhhmr6g.xn--p1ai
Самодельный ЧПУ станок


Программа Mach3 — это фактически драйвер который превращает ваш ноутбук или персональный компьютер в станцию управления ЧПУ станком.
При этом тип ЧПУ станка не играет роли, это может быть фрезерный или токарный, лазерно-гравировальный или станок плазменной резки — для для Mach3 нет разницы чем именно управлять. Стоит отметить то, что пакет ПО Mach3 прекрасно используется как на профессиональном оборудовании, так и на самодельных ЧПУ станках.
В продолжении статьи вы можете скачать инструкцию на русском языке для Mach3.
Стоит заметить — программа Mach3 делит рынок домашних ЧПУ станков с LinuxCNC, но в отличии от последнего использует Windows и вам не приидется переучиваться для работы с этой программой.
В конце статьи располагается ссылка на русскую инструкцию для Mach3, а ниже вы можете ознакомиться с оглавлением данной инструкции.
2. Введение в CNC
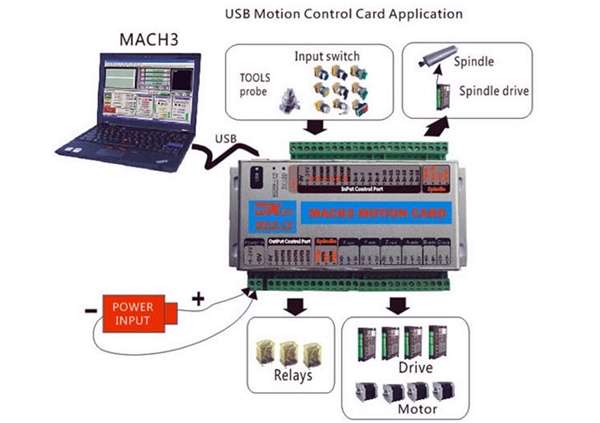
2.1 Комплектующие системы
2.2 Взаимодействие с Mach2
3. Обзор программы Mach2
3.1.3 Обязательная перезагрузка
3.1.4 Иконки рабочего стола
3.1.5 Тестирование установки
3.1.6 Тестирование OCX в случае некорректной работы Mach2
3.1.7 Установка и удаление драйвера вручную
3.2 Окна программы
3.2.1 Типы объектов
3.2.2 Использование кнопок и иконок
3.2.3 Ввод данных в поля
3.4 Ручной ввод данных (MDI) и обучение
3.5 Мастера – CAM без специальных CAM программ
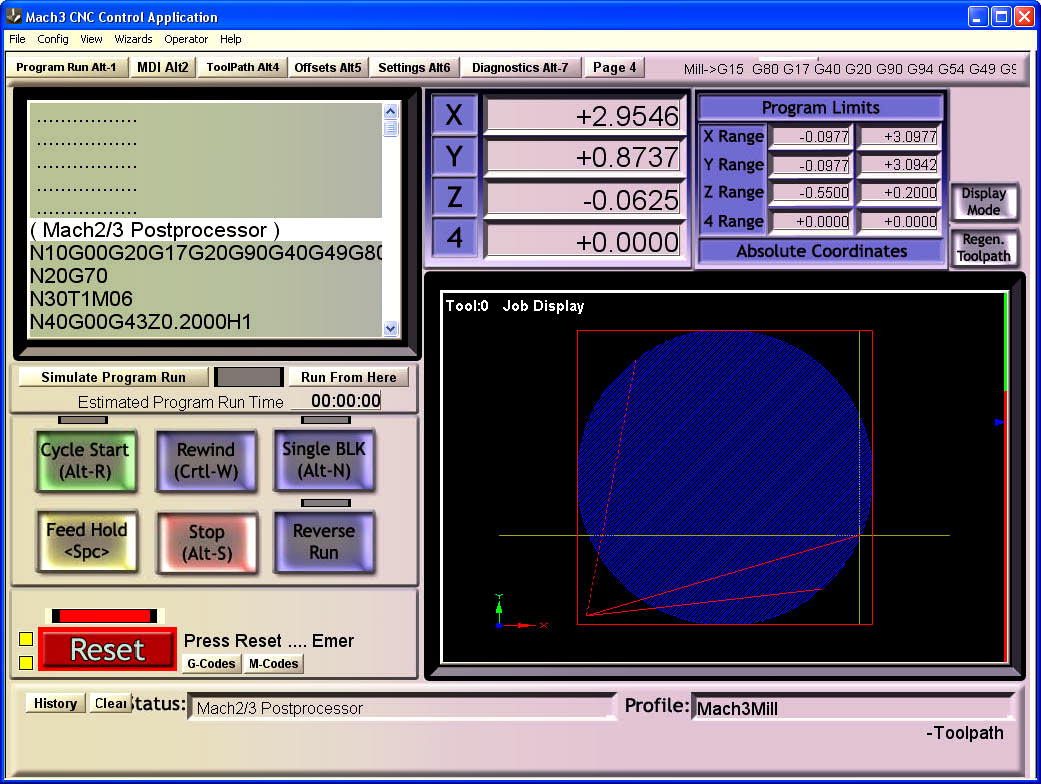
3.6 Исполнение G-кода
3.7 Экран отображения пути
3.7.1 Просмотр пути
3.7.2 Перемещение и приближение
3.8 Другие свойства экрана
4. Аппаратные средства и подключение станка
4.1 Безопасность – ВАЖНО!
4.2 Что Mach2 может контролировать
4.3 Управление EStop
4.4 Параллельный порт компьютера
4.4.1 Параллельный порт и его история
4.4.2 Логические сигналы
4.4.3 Электрические помехи
4.5 Опции управления осями
4.5.1 Шаговые и серводвигатели
4.5.2 Расчет осей
4.5.3 Как работают Step и Dir сигналы
4.6 Переключатели Limit и Home
4.6.3 Где располагать переключатели
4.6.4 Как Mach2 использует общие переключатели
4.6.5 Переадресация в действии
4.6.6 Другие опции и подсказки по Home и Limit
4.7 Управление шпинделем
4.9 Управление направлением ножей
4.10 Проверка оцифровки
4.11 Линейные (оптическая шкала) кодирующие устройства
4.12 Начальный импульс шпинделя
4.13 Charge pump — a pulse monitor
4.14 Другие функции
5. Настройка Mach3 под ваш станок…………………………
5.1 Стратегия настройки
5.2 Начальная настройка
5.2.1 Определение адресов используемых портов
5.2.2 Определение частоты двигателя…
5.2.3 Определение специальных возможностей
5.3 Определение используемых сигналов ввода и вывода
5.3.1 Используемые для осей и шпинделя сигналы вывода
5.3.2 Используемые сигналы ввода
5.3.3 Эмулируемые сигналы ввода
5.3.4 Сигналы вывода
5.3.5 Определение вводов энкодера
5.3.6 Настройка шпинделя
5.3.6.1 Управление охлаждением
5.3.6.2 Управление реле шпинделя
5.3.6.3 Управление двигателем
5.3.6.4 Управление шпинделем Mod-bus
5.3.6.5 Общие настройки
5.3.6.6 Pulley ratios
5.3.6.7 Специальные функции
5.3.7 Настройки фрезы
5.4 Определение используемых единиц
5.5 Настройка двигателей
5.5.1 Вычисление шагов на единицу
5.5.1.1 Обсчет механического привода
5.5.1.2 Вычисление шагов двигателя на revolution
5.5.1.3 Вычисление шагов Mach3 на revolution ………
5.5.1.4 Количество шагов Mach3 на единицу
5.5.2 Установка максимальной скорости двигателя
5.5.2.1 Практические испытания скорости двигателя
5.5.2.2 Вычисление максимальной скорости двигателя……
5.5.2.3 Автоматическая установка количества шагов на единицу
5.5.3 Выбор ускорения………
5.5.3.1 Инерция и силы……
5.5.3.2 Тестирование разных значений ускорения
5.5.3.3 Почему следует избегать серьезных ошибок серводвигателя
5.5.3.4 Выбор значения ускорения………
5.5.4 Сохранение и тестирование осей
5.5.5 Повтор настройки других осей…
5.5.6 Установка двигателя шпинделя
5.5.6.1 Скорость двигателя, скорость шпинделя и pulleys
5.5.6.2 Ширина импульса modulated контроллера шпинделя
5.5.6.3 Контроллер шага и направления шпинделя
5.5.6.4 Проверка привода шпинделя
5.6 Другие настройки…
5.6.1 Настройка начального положения и программных ограничений
5.6.1.1 Referencing скоростей и направлений
5.6.1.2 Начальное положение переключателей
5.6.1.3 Настройка ограничений программы
5.6.1.4 Начальное положение G28
5.6.2 Настройка горячих клавиш
5.6.3 Настройка обратной реакции
5.6.4 Настройка подчиненности
5.6.5 Настройка инструмента пути
5.6.6 Настройка начального состояния
5.6.7 Настройка других логических пунктов
5.7 Как хранится информация о профиле
6. Управление Mach3 и запуск подпрограммы………………………
6.2 Как рассказывается об управлении в этом разделе
6.2.1 Управление переключением экранов
6.2.1.3 Кнопки выбора экрана……
6.2.2 Группа управления осями
6.2.2.1 DRO значения координаты
6.2.2.3 Координаты станка
6.2.2.5 Программные ограничения
6.2.2.7 Коррекция Диаметра/Радиуса
6.2.3 Элемент управления «Двигаться к»
6.2.4 Группа MDI и управления обучением
6.2.5 Группа управления прогоном
6.2.5.1 Горячие клавиши прогона
6.2.5.2 Прогон через параллельный порт или Modbus MPG
6.2.5.3 Группа управления скоростью шпинделя
6.2.6 Группа управления подачей
6.2.6.1 Количество единиц подачи за минуту
6.2.6.2 Количество единиц подачи за rev
6.2.6.3 Дисплей подачи
6.2.6.4 Обход подачи…
6.2.7 Группа управления запуском программы
6.2.7.1 Запуск цикла…
6.2.7.2 Задержка подачи
6.2.7.4 Прокрутка назад
6.2.7.5 Одиночный BLK
6.2.7.6 Обратный запуск
6.2.7.7 Номер строки
6.2.7.8 Запуск с текущего места
6.2.7.9 Задать следующую строку
6.2.7.10 Стереть блок…
6.2.7.11 Произвольная остановка
6.2.8 Группа управления файлом
6.2.9 Подробности инструмента
6.2.10 Группа управления G-кодом и инструментом пути
6.2.11 Группа управления рабочим отступом и рабочей областью
6.2.11.1 Рабочие отступы
6.2.11.3 Прямой доступ к таблице отступов
6.2.12 Группа управления диаметром вращения
6.2.13 Группа управления тангенсоидой…
6.2.14 Группа управления ограничениями и другие настройки
6.2.14.1 Активация ввода 4…
6.2.14.2 Ограничения обхода
6.2.15 Группа управления системными настройками
6.2.15.2 Безопасная Z
6.2.15.3 CV режим/ограничения угла
6.2.15.4 Не в сети…
6.2.16 Группа управления энкодерами
6.2.17 Группа автоматического управления Z
6.2.18 Группа выводов Лазерного Триггера…
6.2.19 Группа собственных настроек
6.3 Использование мастеров
6.4 Загрузка подпрограммы на G-кодах…………………………………………………… 6-15
6.5 Редактирование подпрограммы
6.6 Ручная подготовка и запуск подпрограммы………
6.6.1 Ручной ввод программы………
6.6.2 Перед запуском подпрограммы
6.6.3 Запуск вашей программы
6.7 Создание G-кода с помощью импорта других файлов
7. Координатная система, рабочая область и fixtures………………
7.1 Координатная система станка
7.2 Рабочие отступы
7.2.1 Установка начала работы с данной точки
7.2.2 Практическое начальное положение в станке
7.3 Как насчет разной длины инструмента?
7.3.1 Предустанавливаемые инструменты
7.3.2 Непредустанавливаемые инструменты
7.4 Как хранятся значения отступов
7.5 Рисование множества копий — Fixtures
7.6 Практическое испытание «Касания»
7.6.1 Окончание фрезеровки
7.6.2 Нахождение углов
7.7 Отступы G52 http://homecnc.ru/soft-cnc-stanok/108-rusmanualmath3″ target=»_blank»]homecnc.ru[/mask_link]
Все о системе Mach3

Mach3-программа управления станком с ЧПУ, предназначенная для самостоятельного управления станками с цифровым управлением. Программа одинаково эффективна для всех типов станков независимо от того, для каких целей используется прибор: фрезерование, гравировка или токарная обработка. Эта программа является одним из самых популярных решений этого типа.
Назначение полное наименование программы ArtSoft Mach3. Он используется в компьютерных устройствах, подключенных к машинам. Чтобы запустить программу, на компьютере должна быть установлена операционная система компании Microsoft.
Приложение и программное обеспечение были созданы американским производителем. Его популярность объясняется простотой использования, что обеспечивает возможность применения как в производстве, так и в повседневной жизни.
Чтобы Mach3 был запущен на вашем компьютере, он должен соответствовать минимальным требованиям.
Операционная система Windows не старше десятка лет.
Тактовая частота процессора составляет 1 гигагерц.
Минимальный объем ОПЕРАТИВНОЙ памяти составляет 512 мегабайт.
Память видеокарты не менее 64 мегабайт.
Объем свободной памяти на жестком диске составляет не менее 1 гигабайт.
Наличие LPT порта и не менее двух разъемов USB.
Система Mach3-это, блоком алгоритмов обьединненых в сложное приложение. После его установки на компьютере, вы сможете самостоятельно создавать программы управления. После их создания они загружаются в память модульной системы, к которой подключено цифровое управление. Основная задача компьютера-настроить параметры для работы с станковым оборудованием.
Программа работает как обычное оконное приложение и не перегружает операционную систему. Перед использованием необходимо ознакомиться с инструкцией по. Обучение не займет много времени.Характеристика приложение в состоянии управлять одновременно шестью координатами.
Программное обеспечение поставляется со встроенным программным обеспечением, которое позволяет передавать файлы прямым способом. Допускается загрузка файлов в четырех форматах. В случае необходимости можно изменить интерфейс приложения. С его помощью устройство управляет скоростью вращения шпинделя. Управление реле осуществляется на нескольких уровнях.
Обработка регистрируется системой видеонаблюдения, которая передает видео в специальное окно программы. Для удобства режим окна можно переключить в полноэкранный режим. Создана программа совместимая с современными сенсорными устройствами.

Мастерс
«Мастерс» одно из главных преимуществ приложения. мини-программы, чтобы расширить возможности Mach3. Они предназначены для выполнения простых задач, которые позволят вам сэкономить время. Допускается создание мини-программ самостоятельно. На экране отображаются все сведения о средстве просмотра.
Чтобы отрегулировать скорость шпинделя, достаточно использовать кнопки . Кнопки и режимы подписаны на Английском языке, но в инструкции написано, их обозначение. Подготовка от правильности настройки программы зависит не только точность и качество обработки, но и безопасность оборудования.
Если настройка будет выполнена с ошибками, результатом может быть испорчен инструмент управления, модуль с ЧПУ или другие элементы.
Подготовка осуществляется в несколько шагов:
необходимо полностью подключить оборудование и проверить их производительность (тест можно выполнить как с помощью стандартной диагностики, так и с помощью различных программ);
затем осуществляется установка Mach3 (перед установкой убедитесь в том, что компьютерное устройство соответствует минимальным требованиям программы);
рекомендуется использовать лицензионную версию приложения (из-за высокой стоимости лицензии и английский программного обеспечения часто используются пиратские русифицированные сборки, однако они могут быть повреждены, а могут нанести вред оборудования);
работа операционной системы должна быть оптимизирована (с этой целью рекомендуется отключить приложения, в том числе те, которые работают в фоновом режиме);
во время работы программы не рекомендуется запускать другие приложения (в частности, это касается Игр, потому что они способны нагрузки на компьютер).
Если компьютер будет использоваться не только для работы с Mach3, жесткий диск необходимо разбить на подразделы. Этот шаг необходим, если компьютер будет использоваться для создания управляющих программ или других целей. Следует установить отдельную операционную систему, на которой будет работать приложение. Другие приложения не должны быть размещены в этой системе.
Использование перед настройкой программы внимательно ознакомьтесь с инструкциями, кнопками и их значением. Mach3 взаимодействует с различными машинами, так что для каждого типа необходимо открыть собственную вкладку с параметрами. При покупке лицензионной версии инструкция должна прилагаться. Если пиратская версия используется или инструкция потеряна, ее можно бесплатно скачать в интернете, чтобы обучить ее.
Перед обработкой детали необходимо включить машину и убедиться, что она работает нормально. Об этом будет говорить отсутствие рывков и перерывов в работе. Затем осуществляется запуск устройства. Приложение позволяет выполнять передачу в автоматическом режиме, нажав на специальную кнопку. С его помощью пробном режиме можно как включить, так и отключить.
Управлять рабочим механизмом устройства можно с помощью мышки.
Управление бывает двух видов: шаг за шагом; непрерывный.
С помощью первого типа машина доводится до рабочего состояния нажатием клавиши и выполняет обработку на определенном участке.
Второй тип характеризуется работой машины, в то время как оператор будет не активен. Если отпустить клавишу, обработка прекращается.
ОБЩИЕ СВЕДЕНИЯ О ПРОГРАММАХ
Программа управления для станков с ЧПУ является неотъемлемой частью станков с чпу. Он используется для управления станком и обеспечивает автономный или полуавтономный процесс обработки заготовок. Благодаря ей существует возможность точного изготовления высококачественных деталей сложной формы без технологических ошибок. Для разработки управляющих программ требуются специальные навыки.
Специальное программное обеспечение позволяет освободить оператора от постоянного отслеживания рабочего оборудования и необходимости контролировать процесс каждую минуту. Такое программное обеспечение включает в себя набор команд, которые постоянно доставляются на станке с ЧПУ.Команды позволяют в автоматическом режиме: переместить инструменты, перемещение деталей в системе координат, контролировать скорость обработки.
В качестве ориентира для дальнейших действий, каждый раз принимается положение исполнительного инструмента, который он занимал ранее.G-КОДА ДЛЯ СТАНКА С ЧПУ Постановка задач для всех систем ЧПУ осуществляется с помощью универсального языка программирования в виде кода управления, который называется кодом G. Программа управления состоит из последовательного набора рамок, каждая из которых отвечает за один шаг работы машины. Готовые задания для обработки деталей цепочкой отдельных команд G.
Основные команды языка называются работы, их ровно 100: от G00 до G99.
Например, линейная интерполяция, функция G01, служит для включения режима движения рабочего инструмента параллельно оси. Для запуска режима работы в дюймовой системе используется функция G20, а для входа миллиметров используется код G21.
С помощью команд, преобразованных в код G происходит: линейное и круговое движение элементов станка с определенной скоростью (регулировка направления вращения, коррекция диаметра или радиуса движения инструмента);
выполнение типовых последовательностей (стандартные отверстия и резьбу); установка параметров: системы координат станка, плоскости работы, скорости вращения рабочего инструмента, скорости подачи.
Затем мы рассмотрим программы управления для станков с ЧПУ несколько самых популярных разработчиков. Процесс создания программы ЧПУ состоит из нескольких этапов. Примером может быть создание проекта для резьбы по дереву.
Станки с ЧПУ программируются в пакете программного обеспечения «CAD/CAM», так что весь процесс работы будет состоять из трех этапов:
1. Создание модели изделия. Для этого используются 3D-редакторы. работу выполняют специально обученные дизайнеры, к услугам которых и нужно будет прибегнуть. Создается модель в будущем может быть реализован в разных масштабах и размерах.
2. Создание программы управления. Для этого используйте программное обеспечение, описанное выше. Готовая модель будущего продукта импортируется в выбранное программное обеспечение. В соответствии с его размерами, формой, типом фрез и другими параметрами составляется соответствующее программное обеспечение.
3. Фрезеровка. Команды управляющей программы читаются на станке, благодаря чему действующие органы устройства движутся по ранее созданным координамм, выполнив определенные действия.
Работа со станком, управляемая с помощью ЧПУ требует определенных знаний. Однако наличие специального программного обеспечения, облегчает задачу.
Конструктивные особенности станков с ЧПУ имеют расширенные технологические возможности при сохранении высокой надежности работы. Конструкция станков с ЧПУ, как правило, должна обеспечивать сочетание различных видов обработки (токарно-фрезерование, фрезерование-шлифование), удобство загрузки заготовок, разгрузки деталей (что особенно важно при использовании промышленных роботов), автоматического или дистанционного управления заменой инструмента.
Улучшение точности обработки достигается за счет высокой точности производства и жесткости машины, превышающей жесткость традиционной машины с той же целью, уменьшая длину кинематической цепи: по возможности применяются автономные приводы, уменьшая количество механических передач.
Станки с ЧПУ также должны обеспечивать высокую скорость. Улучшенная точность помогает устранить зазоры в механизмах передачи привода, уменьшить потери на трение в направляющих и других механизмах, повысить вибрационную стойкость, уменьшить тепловую деформацию, применять датчики обратной связи на машинах. Чтобы уменьшить тепловые деформации, необходимо обеспечить равномерную температуру, например, в механизмах машины, что способствует подогреву машины и ее гидравлической системы. Погрешность температуры машины также может быть уменьшена путем введения коррекции мощности сигнала датчика температуры.
Столы, например, выполнены в виде коробок с продольными и поперечными ребрами. Основные части литые или сварные.
Существует тенденция выполнять такие детали из полимерного бетона или синтетического гранита, что еще больше повышает жесткость и вибрационную стойкость машины.
Направляющие машины с ЧПУ обладают высокой износостойкостью и низкой силой трения, что снижает мощность серводвигателя, повышает точность движения, уменьшает несоосность в системе.
Скользящие рельсы и суппорты для снижения коэффициента трения, скользящая сталь (или высококачественный чугун) пластиковое покрытие (фторопластик и т. д.)»
Роликовые линии имеют высокую прочность, характеризуются небольшим трением, а коэффициент трения практически не влияет на скорость движения. Предварительное натяжение увеличивает жесткость 2 направляющих для создания напряжения с регуляторными устройствами.
Приводы и преобразователи для станков с ЧПУ.
В связи с развитием микропроцессорного оборудования для приводов используются инверторы и полностью управляемый микропроцессором основной привод-цифровые приводы-электродвигатели, работающие в постоянном или переменном токе. Структурно преобразователи частоты, сервоприводы и основные приводы и обратные устройства представляют собой отдельные электронные блоки управления.
Блок питания для станков с ЧПУ.
Двигатели, приводимые в движение синхронными или асинхронными машинами цифровыми преобразователями, используются в качестве драйверов. Бесщеточные синхронные двигатели (козловые) для станков с ЧПУ изготовлены из редкоземельного постоянного магнита и оснащены датчиками обратной связи и тормозами. Асинхронные двигатели используются меньше, чем синхронные двигатели. Для водителя характерны минимально возможные колебания кронштейна, короткое ускорение и торможение, небольшие силы трения, снижение нагрева приводных элементов, широкий декабрь управления. Предоставление этих функций включает в себя шаровые и гидростатические винтовые шестерни, направляющие роликов и гидростатические направляющие, беспилотные шестерни с короткой кинематической цепью и т. д.
Основными драйверами для станков с ЧПУ обычно являются высоковольтные и низковольтные двигатели переменного тока. Поскольку трехфазные асинхронные двигатели, представляющие драйверы, чувствуют себя слишком большими и работают в воздухе, когда металлическая пыль, опилки, масло и т. д. различные датчики, встроенные в двигатель, такие как датчик положения шпинделя, необходимы для обеспечения ориентации или независимых координат.
Преобразователи частоты для управления асинхронными двигателями имеют диапазон управления до 250 декабря. Преобразователи-это электронные устройства, основанные на технологии микропроцессорных устройств. Программирование и параметризация их работы осуществляется бортовыми программистами с цифровым дисплеем или графикой. Оптимизация управления достигается автоматически после ввода параметров двигателя. В математическом предохранителе есть возможность установить драйвер и запустить его на диск.
Шпиндели станков с ЧПУ изготовлены с точностью, жесткостью с износостойкостью, шеей, посадочной поверхностью и основанием. Конструкция шпинделя намного сложнее из-за встроенных устройств и инструментов автоматического режима, датчиков управления, адаптивной и автоматической диагностики.
Опоры шпинделя должны обеспечивать точность шпинделя, повышенную жесткость, низкую температурную деформацию при длительном переменном рабочем состоянии. Точность вращения вала обеспечивает, прежде всего, высокоточное производство подшипников. Чаще всего роликовые подшипники используются в опорах вала.
Чтобы уменьшить воздействие зазоров и повысить жесткость кронштейнов, обычно устанавливаются натяжные подшипники или увеличивается количество подвижных элементов. Подшипники скольжения на подшипниках вала используются реже и используются только в том случае, если имеются устройства с периодической (ручной) или автоматической осевой или радиальной регулировкой зазора. Прецизионные машины используют подшипники где сжатый воздух находится между шейным валом и поверхностью подшипника, тем самым декомпрессионный износ и тепло подшипника, повышая точность вращения. Перемещение корпуса рабочей машины в нужное положение в соответствии с программой должно иметь высокую жесткость и плавное движение на низких скоростях, более высокую скорость вспомогательных движений рабочих органов(10 м мин и более).
Вспомогательные станки с ЧПУ, модифицированные инструменты, очистка стружки, система смазки, фиксация, устройства, загрузка и т. д. значительно отличается от аналогичных механизмов, используемых на традиционных универсальных машинах. Например, улучшение производительности станков с ЧПУ привело к резкому увеличению числа конвергентных стружек за единицу времени и, следовательно, к необходимости создания специальных устройств для удаления стружки.
Для минимизации потерь времени при зарядке используются устройства, позволяющие одновременно собирать заготовки и удалять детали при обработке другой заготовки.
Автоматические смены инструмента (автоматизация, головка револьвера) имеют емкость магазина или револьверной головки, необходимую для минимального времени смены инструмента, высокой надежности работы, стабильности положения инструмента, т. е. размера взлета при повторной смене инструмента и долговечности положения вала.
Сверлильная головка-самое простое устройство для замены инструмента: сборка инструмента и зажим выполняются вручную. В рабочем положении один из вращающихся валов от главного привода машины. Револьверные головки монтируются на токарных станках, сверлах, фрезерных станках, многофункциональных станках с ЧПУ
Типы станков с ЧПУ
Токарные станки с ЧПУ предназначены для внешней и внутренней обработки сложных частей корпуса вращения. Они делают наиболее очевидную номенклатуру в парке станков с ЧПУ.
Токарные станки с ЧПУ выполняют ряд традиционных технологических процессов: токарный станок, резка, сверление, резьба и т. д. Центрирующие станки с ЧПУ предназначены для обработки деталей контурного вала простым и изогнутым. По программе можно резать нитки ножом на этих машинах. Кассетные машины с ЧПУ, фланцы, шестерни, колпачки, шкивы и т. д.предназначен для заточки, сверления, сверления, дозирования, намотки, намотки метром в осевых отверстиях таких деталей, как; лезвие может быть обернуто внутренней и внешней программой. Центрированные токарные станки с ЧПУ используются для внешней и внутренней обработки различных сложных деталей вращающихся корпусов и имеют центрирующие и кассетные токарные станки.
Станки с ЧПУ для карусели используются для обработки заготовок штабелированных корпусов.Токарный станок с ЧПУ оборудуйте головки пистолета и магазин инструментов. Головки пистолета имеют четыре, шесть и двенадцать позиций, а два инструмента могут быть размещены в любом положении для внешней и внутренней обработки заготовки. Ось вращения головки может быть расположена перпендикулярно оси вала или параллельно под углом.Фрезерные станки с ЧПУ.Фрезерные станки с ЧПУ предназначены для обработки плоских и пространственных поверхностей сложных форм. Конструкция фрезерных станков с ЧПУ похожа на традиционные фрезерные станки, в отличие от последних, автоматизация движения при формованиию.
Шлифовальный станок с ЧПУ.Системы с ЧПУ оснащены плоскими шлифовальными станками, круглыми и центрированными шлифовальными станками и другими машинами. При изготовлении станков с ЧПУ возникают технические трудности, вызванные следующими причинами. Процесс шлифования характеризуется, с одной стороны, необходимостью получения высокоточной и качественной поверхности с минимальным распределением размеров, с другой стороны, особенностью является быстрая потеря точности шлифовальной машины из-за интенсивного износа во время работы. Револьверные головки монтируются на токарных станках, сверлах, фрезерных станках, многофункциональных станках с ЧПУ.
Заключение
Станкостроение относится к числу базовых отраслей промышленности, поскольку благодаря ему производится все основное оборудование для промышленности. От станкостроительной сферы напрямую зависит успешность реализации политики импортозамещения, которую проводит государство. Поскольку станкоинструментальная промышленность создает львиную долю активной части основных фондов в металлообработке и машиностроении, она является одной из несущих отраслей промышленной революции и ядром высокотехнологического сектора экономики.
Дополнительная информация
- Заказчик: Организация
- Статус: Нет исполнителя
- Срок сдачи проекта после оплаты аванса: 01.10.2018
- ЦЕЛЬ ПРОЕКТА: Рассказать подробней про тему проекта
Источник: engcrafts.com