
В 1 – одноразрядное слово « Позиционный поворот стола вокруг оси Y».
F04 – четырехразрядное слово « Функция подачи ». Нули перед пер —
вой значащей цифрой могут быть опущены .
S04 – четырехразрядное слово « Скорость шпинделя ». Нули перед
значащей цифрой могут быть опущены .
T02 – двухразрядное слово « Функция инструмента ». Нули перед
значащей цифрой могут быть опущены .
M02 – двухразрядное слово « Вспомогательная функция ». Нули пе
ред значащей цифрой могут быть опущены .
* – символ конца кадра .
Для более подробной характеристики конкретного комплекса УЧ —
ПУ – станок формат УП дополняется примечаниями , в которых указы —
1. Кратность использования слов « Подготовительная функция »
и « Вспомогательная функция » ( эти слова в отличие от всех других слов
в одном кадре могут использоваться несколько раз ).
2. Способ задания скорости подачи и скорости вращения шпинделя .
3. Количество цифр в слове « Номер программы » ( при записи на
Кодирование информации. Двоичное кодирование. Единицы измерения информации. Видеоурок по информатике
одной перфоленте нескольких управляющих программ ).
4. Количество цифр в первой ( выбор инструмента ) и во второй
( коррекции инструмента ) группах цифр в случае задания номера инст —
румента и коррекции под одним адресом – Т .
5. Значения
символов D,E,P,Q,R,H,L, если они используются в дан —
6. Значения символов U,V,W, если эти символы не используются в
значениях , указанных в ГОСТ 20999–83.
1.7. Кодирование подготовительных функций
Подготовительная функция ( синонимы G- коды , G- инструкция ) за —
дает режим работы устройства ЧПУ ( синоним стойка ЧПУ ). Согласно
ГОСТ 20999–83 подготовительные функции кодируются адресом G и
двузначным числом . В связи с увеличением функциональных возмож —
ностей станков с ЧПУ появилась необходимость в дополнительных под —
готовительных функциях . В новых системах ЧПУ они кодируются адре —
сом G и трехзначным
В новом трехцифровом G- формате , наряду с обычным применени —
ем , подготовительные функции в ряде фирм используют в расширенном
варианте , в виде определенных блоков . Сам блок обозначается подгото —
функцией , а внутри блока содержится некоторая последова —
тельность слов , описывающих фрагмент технологического процесса , та —
кой как сверление , нарезание резьбы и др . Этот специфичный трехциф —
ровой формат применяется в MAZATROL ПРОГРАММИРОВАНИИ
японской фирмы Yamazaki Mazak Corporation.
Ниже перечислены наиболее часто применяемые подготовительные
функции в двух и трехцифровом формате российских , немецких и ряда
других фирм — изготовителей устройств ЧПУ . Некоторые подготовитель —
ные функции имеют двойное
значение для устаревших и новых уст —
ройств ЧПУ .
G00 а Позиционирование . Перемещение рабочих органов станка в
заданную точку на быстром ходу . Предварительно запрограммирован —
Кодирование информации [Основные понятия]
ная скорость подачи игнорируются , но не отменяется . Перемещения по
осям могут быть не координированными .
G01 а Линейная интерполяция . Перемещение с запрограммиро —
ванной скоростью по прямой линии от
исходной точки к точке , коорди —
наты которой заданы в данном кадре .
G02 а Круговая интерполяция ; движение по часовой стрелке .
G03 а Круговая интерполяция ; движение против часовой
стрелки . Круговая интерполяция – это вид контурного управления для
получения дуги окружности . Для определения направления круговой
интерполяции ( по часовой стрелке или против часовой стрелки ) необхо —
смотреть со стороны положительного направления координатной
оси , перпендикулярной к обрабатываемой плоскости .
G04 * Выдержка в отработке на определенное время ( пауза ). По
этой команде происходит остановка в работе УП на определенное вре —
мя , необходимое для выполнения каких — либо действий оператором
станка или для других целей . Время остановки обычно задается в про —
по адресу F в секундах . В этом кадре можно программировать
вспомогательные функции , например , смену инструмента . После исте —
чения заданного времени УЧПУ автоматически продолжает отработку
G06 а Параболическая интерполяция . Вид контурного управле —
ния для получения дуги параболы .
G08, G09, G108, G228, G408, G608 – Управление скоростью по —
дачи в точках перегиба траектории .
G08 * Поддержание постоянства контурной скорости для
ной траектории , насколько это возможно .
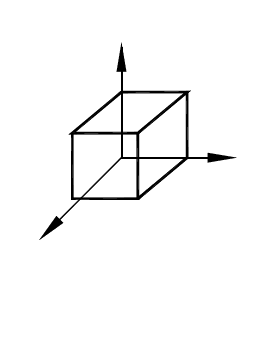
Рис . 1.8. Выбор
плоскостей для
ИР 320 ПМФ 4
G09 * Торможение в конце кадра . Автоматическое уменьшение
скорости до нуля относительно запрограммированной при приближении
к запрограммированной точке .
G108 * Управление скоростью подачи в точках перегиба с уче —
том функции «look ahead» ( опережающий просмотр ). Функция по —
зволяет исключить резкое изменение скорости подачи от кадра к кадру .
Функция часто применяется при высокоскоростной обработке .
G228 * Переход от
кадра к кадру без торможения . Контурная ско —
рость подачи сохраняется , если угол излома
траектории не превышает 50 градусов . Угол
излома от 0 до 50 градусов задается по адресу К .
G408 * Формирование « гладкого »
ускорения от точки к точке . Процедура
ускорения растягивается на несколько
интерполяционных циклов . При добавлении к
функции параметра LIN – изменение ускорения
происходит по
линейному закону , если параметра
SIN – по закону Sin
. Число рядом с параметром
указывает число интерполяционных циклов ( от 2
G608 * Формирование « гладкого » уско — рения от точки к точке
для каждой оси в отдельности .
G10 а – G13 а Программирование в полярных координатах . При
программировании в полярных координатах положение конечной точки
перемещения задается радиусом и углом . Предварительно полюс и
плоскость координат задается
по инструкции функции G20.
G16 с Программирование без указания плоскости . В этом случае
невозможна круговая интерполяция .
G17 с Выбор плоскости XY ( рис .1.8).
G18 с Выбор плоскости XZ .
G19 с Выбор плоскости YZ . Функции G17. G19 используются для
задания плоскости обработки при программировании круговой и пара —
болической интерполяцией , коррекции режущего инструмента и т . п .
G20 c Свободный
выбор плоскости интерполяции для двух осей
или назначение полюса для программирования в полярных коор —
G22 Активизация таблиц . Данную функцию применяют для акти —
• таблиц смещения нуля , адрес V;
• таблиц коррекции инструмента , адрес К ;
• таблиц , определяющих положение наклонных поверхностей ;
Таблицы сохраняются в виде ASCII- файлов в файловой системе .
При программировании в кадре указывается функция G22, необходи —
3.2.2. Подготовительные и вспомогательные функции
Подготовительные функции (G-функции или G-коды) предназначены для задания режима работы системы ЧПУ и кодируются адресом G с номером функции.
Подготовительные функции по назначению разделяют на группы. В кадре УП не могут быть заданы две и более подготовительных функции, принадлежащих одной группе. Состав групп для определенной системы ЧПУ необходимо смотреть в инструкции по ее программированию.
Можно выделит следующие типовые группы подготовительных функций:
1) G00…G03, G33 – команды, задающие быстрые и рабочие перемещения, нарезание резьбы;
2) G17, G18, G19 – команды, определяющие выбор плоскостей интерполяции;
3) G40, G41, G42 – команды коррекции размеров режущих инструментов;
4) G80…G89 – стандартные технологические циклы обработки отверстий;
5) G90, G91 – команды, задающие способ отсчета размерных перемещений;
6) G94, G95 – команды, задающие единицы измерения скорости подачи;
7) G96, G97 – команды, задающие единицы измерения скорости главного движения.
Подготовительные функции, которые могут быть записаны в одном кадре УП, называют конгруэнтными.
Некоторые подготовительные функции являются стандартными (их значения регламентируются стандартами, например, ГОСТ 20999 – 83) и для большинства систем ЧПУ имеет одинаковые значения. Другая часть относится к резервным функциям, значения которых задаются разработчиками конкретной системы ЧПУ.
Значения основных подготовительных функций, представлены в таблице П.3.
Функции G04 (выдержка времени в конце кадра), G09 (замедление в конце кадра), G92 (установка абсолютных накопителей положения) и некоторые другие действуют только в том кадре, в котором они записаны. Все остальные G-функции, один раз записанные, действуют постоянно до ввода следующей функции, принадлежащей к данной группе.
Вспомогательные функции (М-функции или М-коды) предназначены для задания команд, обеспечивающих управление средствами цикловой автоматики станка, и кодируются адресом М с номером функции.
Значения основных вспомогательных функций представлены в таблице П.4.
Отдельно стоит остановиться на функциях управления вращением шпинделя М03, М04, М05.
Функции М03, М04 задают вращение шпинделя соответственно по ходу часовой стрелки и против часовой стрелки, то есть включают вращение шпинделя в требуемом направлении. Фактическое направление вращения шпинделя следует смотреть с той стороны, в которую направлена ось Z (рис. 3.2).
Перед использованием функции М03 или М04 необходимо задать скорость вращения шпинделя (в об/мин или м/мин) с помощью функции главного движения S.
Выключение вращения шпинделя осуществляется функцией M05. При этом также может отключаться охлаждение.
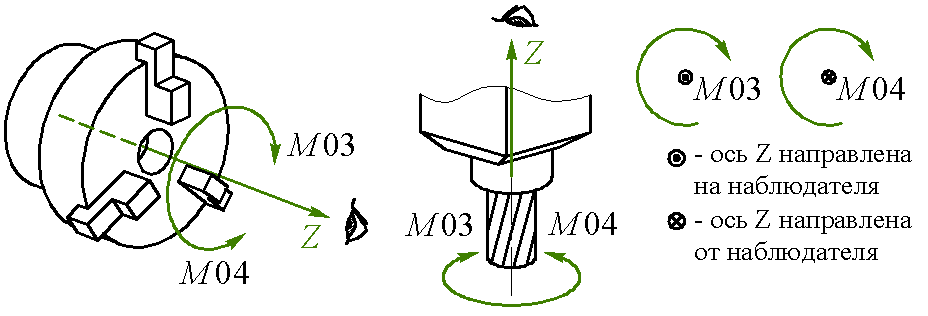
Рис. 3.2. Определение направления вращения шпинделя при использовании функций М03 и М04
3.2.3. Кодирование размерных перемещений
Слова «Размерные перемещения» предназначены для задания геометрической информации и записываются в кадре с использованием следующих адресов:
X, Y, Z (U, V, W или P, Q, R) – поступательные движения соответственно первого, второго и третьего рабочих органов вдоль одноименных осей стандартной системы координат станка с ЧПУ;
А, В, С – вращательные движения рабочих органов, несущих инструмент, соответственно вокруг осей X, Y, Z.
Содержание слов размерные перемещения соответствует либо координатам опорных точек относительно выбранной нулевой точки (при использовании G90 – абсолютные размеры), либо приращениям координат этих точек (при использовании G91 – размеры в приращениях).
Выделяют следующие основные виды размерных перемещений:
1). Быстрое позиционирование (перемещение в заданную точку с максимальной скоростью), задаваемое функцией G00 и имеющее следующий формат кадра:
N… G00 X… Y… Z… LF
Примеры записи кадров, в которых задано быстрое позиционирование в абсолютных размерах и приращениях, приведены на рис. 3.3.
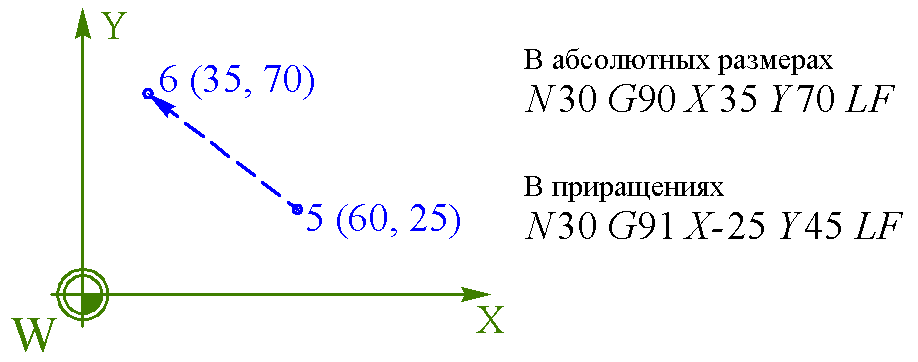
Рис. 3.3. Пример записи быстрого позиционирования в кадре УП
2). Линейная интерполяция (перемещение в заданную точку по прямой на рабочей подаче), кодируемая функцией G01. При данном виде размерного перемещения осуществляется обработка и должна быть указана скорость подачи.
Формат кадра при задании линейной интерполяции имеет следующий вид:
N… G01 … X… Y… Z… F… LF
3). Круговая интерполяция (перемещение в заданную точку по дуге окружности на рабочей подаче), задаваемая функциями G02 и G03 (обход дуги окружности соответственно по часовой и против часовой стрелки).
Для кодирования круговой интерполяции в кадре должны быть указаны следующие данные:
а). Плоскость интерполяции, задаваемая функциями G17, G18, G19, которые соответствуют координатным плоскостям XY, XZ, YZ (рис. 3.4).
Для ряда станков с ЧПУ (например, токарных) плоскость интерполяции задана по умолчанию и в кадре УП не записывается.
б). Координаты конечной точки интерполяции в абсолютных размерах или в приращениях.
в). Положение центра окружности, который задается параметрами I, J (для плоскости XY), I, K (для плоскости XZ), J, K (для плоскости YZ).
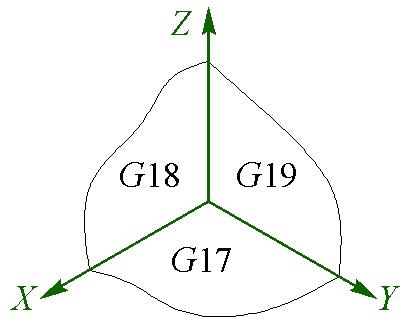
Рис. 3.4. Плоскости интерполяции и соответствующие им подготовительные функции
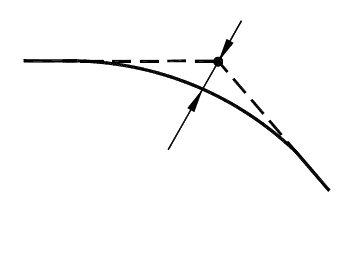
Параметры I, J, K можно рассматривать как координаты центра кривизны дуги относительно ее начальной точки соответственно вдоль осей X, Y, Z (рис. 3.5).
Формат кадров для круговой интерполяции в общем случае имеет вид:
N… G02 (G03) G17 … X… Y… I… J… LF
N… G02 (G03) G18 … X… Z… I… K… LF
N… G02 (G03) G19 … Y… Z… J… K… LF
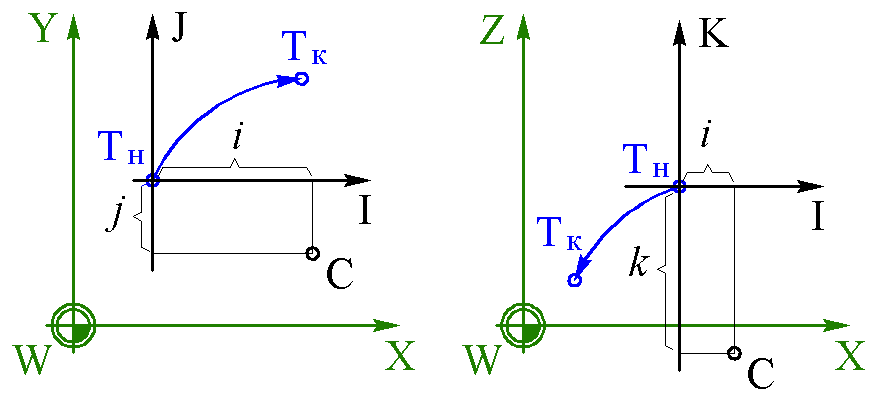
Рис. 3.5. Нахождение значений параметров I, J, K при круговой интерполяции
Пример записи кадра, в котором задана круговая интерполяция, приведен на рис. 3.6.
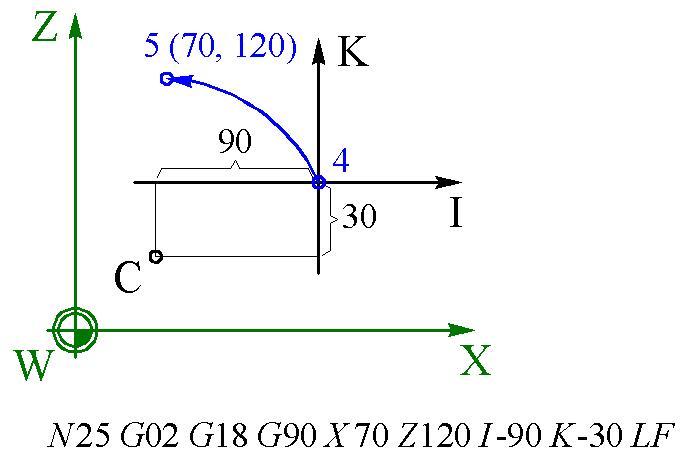
Рис. 3.6. Пример записи круговой интерполяции в кадре УП
Источник: studfile.net