
Пример использования GOTO в токарке
Сообщение NightV » 07 ноя 2014, 12:44
некоторые знакомые ЧПУшники, спрашивали, не боюсь ли я запускать программу так близко от патрона, (а один дедок даже одернул мне руку, от кнопки Старт, кода увидел что голова с инструментами находится в 10см от патрона).
секрет прост, я НЕ запускаю программу с самого начала, когда меняю заготовку, она зациклена .
тоесть, шапка программы (где вызывается инструмент), отрабатывает на безопасном расстоянии от патрона, а дальше программа работает по кругу, не касаясь шапки программы.
все делается только с помощью одной команды GOTO и меток.
GOTO — говорит станку чтобы он перескочил на такую-то строку, номера строк начинаются с буквы N.
метки — этим можно заменить номер строки, сделано для простоты использования. должны начинаться с буквы N, а дальше в произвольной форме. в моем случае я использовал слова NSKIP и NLOOP.
есть (в моем случае) ограничение, в метках, после N можно использовать ДО 4 символов
Редактирование программ в системе ЧПУ FANUC.
пример рабочей программы:
% (SHAPKA FINISH) G50 S1800 G0 X1400 Z1000 G97 G95 S1000 T030303 M42 M3 M8 GOTO NSKIP NLOOP M5 M9 /M84 M00 G97 S1000 M3 M8 NSKIP G0 X41 Z5 G0 Z-1.0 G0 X41 G1 X38.5 F0.1 G1 X36.8 Z0.1 F0.1 G1 X4 F0.3 G1 X-1.6 F0.08 G0 Z10 G0 X38.3 G50 S1800 G96 S100 G0 Z-1.5 G1 X37.85 F0.3 G2 X35.5 Z0.0 L1.5 F0.1 G1 X5 F0.2 G1 X-1.6 F0.1 G0 Z10 M9 G0 X300 GOTO NLOOP M2 %
она же, в работе
Всё просто! если знаешь КАК!
Источник: www.cnc-club.ru
Специальные команды для изменения порядка выполнения программы (Безусловный переход Р. Повтор части программы по функции G 25. Смещение нуля привязки G 92)
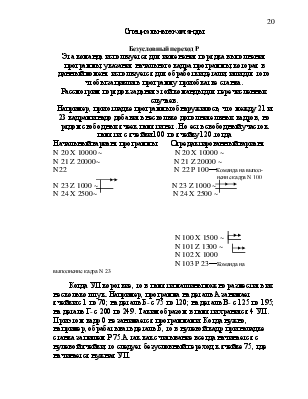
Эта команда используется для изменения порядка выполнения программы, указания начального кадра программы, которая в данный момент используется для обработки детали, или для того чтобы зациклить программу при обкатке станка.
Рассмотрим порядок задания этой команды для перечисленных случаев.
Например, при отладке программы обнаружилось, что между 21 и 23 кадрами надо добавить несколько дополнительных кадров, но рядом свободных ячеек памяти нет. Но есть свободный участок памяти с ячейки 100 по ячейку 120.тогда
Начальный вариант программы Отредактированный вариант
N 20 X 10000 ~ N 20 X 10000 ~
N 21 Z 20000~ N 21 Z 20000 ~
N22 N 22 P 100—Команда на выпол-
нение кадра N 100
N 23 Z 1000 ~ N 23 Z 1000 ~
N 24 X 2500~ N 24 X 2500 ~
N 103 P 23—Команда на выполнение кадра N 23
Когда УП короткие, то в памяти машины можно разместить их несколько штук. Например, программа на деталь А занимает ячейки с 1 по 70; на деталь Б- с 75 по 120; на деталь В- с 125 по 195; на деталь Г- с 200 по 249. Таким образом в памяти хранится 4 УП.
Коррекция программы для начинающих. #Фанук.
При этом кадр 0 не занимается программами. Когда нужно, например, обрабатывать деталь Б, то в нулевой кадр при наладке станка запишем Р 75.А так как считывание всегда начинается с нулевой ячейки, то следует безусловный переход к ячейке 75, где начинается нужная УП.
Безусловный переход можно, как сказано выше, использовать для зацикливания программы. Например:
N14 P 10-команда на выполнение 10 кадра. Движение по прямоугольнику 10 на 50 мм. Будет выполняться до тех пор пока оператор не нажмет кнопку «СТОП»
Повтор части программы по функции G 25
Если деталь имеет несколько идентичных элементов, то не нужно каждый раз эти элементы программировать. Достаточно написать программу обработки первого по порядку обработки элем ента, а все остальные, похожие элементы обрабатывать повторяя нужное число раз типовой участок программы.
Функция G 25 имеет формат:
G 25 *
Р 000 000 * Первые три разряда это начальный кадр повторяемого участка программы, вторые три разряда- конечный кадр повторяемого участка программы
Р 00-Количество повторений участка программы.
Если участок повторяется один раз, то второй параметр не задают.
Внутри этого участка может находиться команда G 25. Такая процедура называется «вложением».Число таких вложений не может быть больше 7.
Рассмотрим пример обработки корпуса золотника, показанный на рисунке 1
Рисунок 1—Корпус золотника
N 0 T 1-Сверло Ф 38 мм.
Источник: vunivere.ru
Как зациклить программу для станка с ЧПУ
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сообщения
Здравствуйте, есть у кого универсальная программа для нарезания наружной резьбы фрезерный фанук?

Спасибо! Посмотрел это видео, там более подробно все описано: Оказывается видовое окно было сделано из оргстекла. Это еще одно слабое место в этой конструкции. Вообще разговоры гендиректора этой компании прекрасны во всем. Он так хотел быть похожим на Илона Маска.
Эта ошибка именно вашего конкретного станка просмотрите уравнение в PLC программе. На 828D это можно сделать непосредственно на самом ЧПУ а можно скачать на компьютер при помощи PLC Programming Tool для того чтобы было попроще искать перекрёстные ссылки и анализировать.

Снаружи да, легкий корпус.
а они работают синхронно?
Вот поэтому и просим автора опубликовать фото экрана с ошибкой или же просто написать какими словами станок отказывается перемещаться по осям! А он отмалчивается! Всегда можно деблокировать это ограничение!

Бывают фрезерные станки, где можно включить блокировку подачи если шпиндель остановлен.
И что вы ответили интересно учитывая ваше хорошее чувство юмора? Над сокращениями и аббревиатурами можно вдоволь посмеяться! Например: ЧПУ — Человеко-Подобные Увольняйтесь автор CHAT GPT (ЖПТ)!
Источник: cccp3d.ru