
реда ктирования нево зможн о уда лить все программы с ра зу .
Пор ядок выполнен ия фон ового редактир ования
1 Войдите в р ежим EDI T или MEMOR Y .
Реж им памя ти раз решаетс я даже в о врем я вы пол нен ия
2 Нажмите фун кциональную клавишу
3 Нажмите дисплейн ую клавишу [( O PR T)] , зат ем дисплейн ую
В вер хней левой ча сти экр ана отобр аж ае тся эк ра н фонового
реда ктирования (PR OGRAM (BG-EDIT)).
4 Отредактиру йте про грамм у н а эк ране фо но во го редактиро —
вани я тем же способом , что и при о бычном реда ктировании
5 По з а вершении реда ктирования нажмите дисплейн ую
[(OPR T)] , затем н ажмите дис плейн ую к лавишу
[BG- EDT]. Отредакт ирован ная про грамма регис трируетс я в
памяти пр иоритетных программ .
Сигналы тре воги , кот орые могут возникнут ь во вре мя фонового
реда ктирования , не вл ияют н а приоритетную о пера цию . И ,
фанук 0i выбор прог
наоб орот , сигналы тр евоги , которы е могут возникнут ь во врем я
приоритетной операции , не влияют на ф оновое ре да кт и —
ров ание . Если во врем я фонового ре да кти рова ния сде лана по —
пытк а о тредактиро вать п рограмм у , в ыбра нн ую для приоритет —
ной ра бот ы , то в озникает с игнал тре воги BP/S ( ном .1 4 0 ) . С
др угой стор оны , ес ли во в ремя п риоритетно й работы с делана
попытка в ыбра ть прог ра мму , пре дна значе нную для фонового
реда ктирования ( путем вызо ва по дпр ограммы или операции
поиска номера программы с по мощью в нешнего сигнала ), то в о
время прио ритетной операции во зни ка ет с игнал трево ги P/S
( ном . 059, 078). Как и в случае при мене ния ре да кти рова ния
приоритет но й про гра ммы , сигналы тре воги P/S возникают и в
фон овом режиме . Однако , ч тобы отл ичать эти сигн алы тревог и
от сигна лов тр ев оги при ори те тного ре жим а , в с трок е вв ода дан —
ны х на экран е ф он ово го ре дактиров ания ото бражаетс я BP/S.
РЕДАКТИ РОВАНИЕ
Поя снени е
D Си гналы тре воги ,
возникающ ие во
время фонового
редак тирования
РАБОТ А 9. РЕДАКТИРОВАНИЕ ПРОГРАММ
B- — 63844RU/02
Функция пароля ( бит 4( N E 9 ) параметр а ном . 3202) мо жет быть
заб лок иров ана с по мо щью п араметра н ом . 3210 (P ASSWD) и
пара метра н ом . 3211 (KE YWD) для защ ит ы номер ов пр огра мм с
9000 по 9999 В заблокированн ом сос тоянии парамет р NE 9 не
может быть ус та но влен на 0. Вэ т о мс л у ч а ен о м е р а п р о г р а м мс
9000 по 9999 не могу т быть из менены , пока н е бу дет указ а н
правильный па роль Заблокированно е со стояние озн а чает , что
знач ени е , зад анное в па ра ме тр е P ASSWD, от лича ет ся от значе —
ния , задан но го в параметре KEY WD. Значения , зада нные в эт их
Начало создания и выбор программы FANUC
пара метрах , не отоб ра жа ются . Блок ир овка снима ет ся , ког д а
знач ени е , у ж ез а д а н н о ев п а р а м е т р е P ASSWD, также з адаетс я в
пара метре KEYWD. Е сл и в параметре P ASSWD отоб ра жа ется 0,
то это о зн ачает , что параме тр P ASSWD не зад ан .
Порядок блоки ровки и разблокировки
1 Установи те реж им р учного ввод а данны х .
2 Раз р ешите запись параметра . В этот момент в ЧП У возни —
кает сигнал трево ги P/S ном .100.
3 У стано вите параметр н ом . 3210 (P ASSWD). Вэ т о тм о м е н т
ус танавл иваетс я забло киро ванн ое с осто ян ие .
4 Запрет ите запись пара метра .
5 Нажмите клавишу
, чт обы отменить авар . состояние .
1 Установи те реж им р учного ввод а данны х .
2 Раз р ешите запись параметр а . В э т о тм о м е н твЧ П У
возн ика ет сигнал тревоги P/S ном .100.
3 В парам етре н ом . 3211 (KE YWD) у стан ови те то же зн ачение ,
ко торо е ус тано влен о в парам етре н ом . 3210 (PASSWD),
зад а ющем блоки ровк у . В данном случае забл окир ованное
состояни е от меняе тся .
4 Ус танов ите бит 4( N E 9 ) параметр а ном . 3202 на 0.
5 Запретите з а пись параметр а .
6 Нажмите клавишу
, чт обы отменить авар . состояние .
7 Сейчас подпрограммы программ ном . 9000 — 9999 могут быть
отр ед ак ти рова ны .
Состояни е блокир овки уст ана влива ет ся , ког да в параметр е
P ASSWD уста на влива ется значени е . Однако , обратите
внимание на то , что параме тр P ASSWD может быть установлен
тол ько , когда состояние блокир овки не уста новлено ( ко гда
P ASSWD = 0 или P ASSWD = KEY WD). При п опытк е ус тано вить
пара метр P ASSWD вд р у г и хс л у ч а я х , выдаетс я предупреж дение
от о м , что запись запрещена . Когд а уста новлено состояние
блок ир овки ( когда PA SSWD = 0, а PA SSWD = KE YWD), то
пара метр NE9 авто матиче ски ус танав ливае тся на 1. При
попытке установить NE 9 на 0, в ыдается предупреждение о том ,
Источник: www.studmed.ru
Список M-Code и G-Code Fanuc

Станки с ЧПУ работают, следуя командам или инструкциям (G-коды / M-коды), которые приведены в программе обработки детали. Вот G-Code Fanuc для управления станками, которые необходимы специалистам по ЧПУ, чтобы научиться понимать синтаксис.
Сводная таблица команд G-кодов
| G00-G04 | Позиционирование инструмента |
| G17-G19 | Переключение рабочих плоскостей (XY, XZ, YZ) |
| G20-G21 | Не стандаризовано |
| G40-G44 | Компенсация размера различных частей инструмента (длина, диаметр) |
| G53-G59 | Переключение систем координат |
| G80-G84 | Циклы сверления, нарезания резьбы |
| G90-G92 | Переключение систем координат (абсолютная, относительная) |
G-Code Fanuc список (Токарный)
| G00 | Быстрый ход |
| G01 | Линейная интерполяция |
| G02 | Круговая интерполяция по часовой стрелке |
| G03 | Круговая интерполяция против часовой стрелки |
| G04 | Пауза |
| G09 | Точная остановка |
| G10 | Программируемый ввод данных |
| G20 | Ввод в дюймах |
| G21 | Ввод в мм |
| G22 | Функция сохраненной проверки хода включена |
| G23 | Функция сохраненной проверки хода выключена |
| G27 | Проверка возврата в референтную позицию |
| G28 | Вернуться в исходное положение |
| G32 | Нарезание резьбы |
| G40 | Коррекция на радиус вершины инструмента отменить |
| G41 | Коррекция на радиус вершины инструмента слева |
| G42 | Коррекция на радиус вершины инструмента справа |
| G70 | Завершить цикл обработки |
| G71 | Цикл поворота |
| G72 | Цикл облицовки |
| G73 | Цикл повторения шаблона |
| G74 | Цикл сверления Peck |
| G75 | Цикл обработки канавок |
| G76 | Цикл нарезки резьбы |
| G92 | Настройка системы координат или макс. установка скорости шпинделя |
| G94 | Подача в минуту |
| G95 | Подача за оборот |
| G96 | Постоянный контроль поверхностной скорости |
| G97 | Отмена постоянного контроля скорости резания |
М-Code Fanuc список (Токарный)
| M00 | Остановка программы |
| M01 | Дополнительная остановка программы |
| M02 | Конец программы |
| M03 | Пуск шпинделя вперед по часовой стрелке |
| M04 | Пуск шпинделя назад против часовой стрелки |
| M05 | Остановка шпинделя |
| M08 | Охлаждающая жидкость включена |
| M09 | Охлаждающая жидкость отключена |
| M40 | Шестерня шпинделя посередине |
| M41 | Выбор низкой передачи |
| M42 | Выбор высокой передачи |
| M68 | Гидравлический патрон закрывается |
| M69 | Гидравлический патрон открыт |
| M78 | Подъем задней бабки |
| M79 | Реверс задней бабки |
| M94 | Отмена зеркального изображения |
| M95 | Зеркальное отображение оси X |
| M98 | Вызов подпрограммы |
| M99 | Конец подпрограммы |
G- Code Fanuc список (Фрезерный)
| G00 | Быстрый ход |
| G01 | Линейная интерполяция |
| G02 | Круговая интерполяция по часовой стрелке |
| G03 | Круговая интерполяция против часовой стрелки |
| G04 | Пауза |
| G17 | Выбор плоскости XY |
| G18 | Выбор плоскости ZX |
| G19 | Выбор самолета YZ |
| G28 | Вернуться в исходное положение |
| G30 | Возврат во 2-ю, 3-ю и 4-ю референтную позицию |
| G40 | Отмена компенсации на режущий инструмент |
| G41 | Компенсация на режущий инструмент слева |
| G42 | Компенсация на режущий инструмент справа |
| G43 | Компенсация длины инструмента + направление |
| G44 | Компенсация длины инструмента — направление |
| G49 | Коррекция на длину инструмента отменить |
| G53 | Выбор системы координат станка |
| G54 | Выбор системы координат заготовки 1 |
| G55 | Выбор системы координат заготовки 2 |
| G56 | Выбор системы координат заготовки 3 |
| G57 | Выбор системы координат заготовки 4 |
| G58 | Выбор системы координат заготовки 5 |
| G59 | Выбор системы координат заготовки 6 |
| G68 | Координатное вращение |
| G69 | Отмена поворота координат |
| G73 | Цикл сверления Peck |
| G74 | Режущий круг с левой спиралью |
| G76 | Цикл чистового растачивания |
| G80 | Отмена стандартного цикла |
| G81 | Цикл сверления, цикл точечного растачивания |
| G82 | Цикл сверления или цикл зенковки |
| G83 | Цикл сверления Peck |
| G84 | Цикл нарезания резьбы |
| G85 | Цикл растачивания |
| G86 | Цикл растачивания |
| G87 | Цикл обратного растачивания |
| G88 | Цикл растачивания |
| G89 | Цикл растачивания |
| G90 | Абсолютные координаты |
| G91 | Относительные координаты |
| G92 | Настройка системы координат заготовки или зажима при максимальной скорости шпинделя |
| G98 | Возврат к исходной точке в постоянном цикле |
| G99 | Вернуться к точке R в постоянном цикле |
M-Сode Fanuc список (Фрезерный)
| M00 | Остановка программы |
| M01 | Дополнительная остановка программы |
| M02 | Конец программы |
| M03 | Пуск шпинделя вперед по часовой стрелке |
| M04 | Пуск шпинделя назад против часовой стрелки |
| M05 | Остановка шпинделя |
| M06 | Смена инструмента |
| M07 | Охлаждающая жидкость ВКЛ — охлаждающая жидкость тумана / охлаждающая жидкость через шпиндель |
| M08 | Охлаждающая жидкость ВКЛ — заливание охлаждающей жидкости |
| M09 | Охлаждающая жидкость ВЫКЛ. |
| M19 | Ориентация шпинделя |
| M28 | Вернуться в исходное положение |
| M29 | Жесткое нарезании резьбы |
| M30 | Конец программы (Сброс) |
| M41 | Выбор пониженной передачи |
| M42 | Выбор высокой передачи |
| M94 | Отменить зеркальное отображение |
| M95 | Зеркальное отображение оси X |
| M96 | Зеркальное отображение оси Y |
| M98 | Вызов подпрограммы |
| M99 | Конец подпрограммы |
Параметры команд задаются буквами латинского алфавита
| X | Координата точки траектории по оси X | G0 X0 Y0 Z100 |
| Y | Координата точки траектории по оси Y | G0 X0 Y0 Z100 |
| Z | Координата точки траектории по оси Z | G0 X0 Y0 Z100 |
| F | Скорость рабочей подачи | G1 G91 X10 F100 |
| S | Скорость вращения шпинделя | S3000 M3 |
| R | Радиус или параметр стандартного цикла | G1 G91 X12.5 R12.5 или G81 R1 0 R2 -10 F50 |
| D | Параметр коррекции выбранного инструмента | M06 T1 D1 |
| P | Величина задержки или число вызовов подпрограммы | M04 P101 или G82 R3 Z-10 P1000 F50 |
| I,J,K | Параметры дуги при круговой интерполяции | G03 X10 Y10 I0 J0 F10 |
| L | Вызов подпрограммы с данной меткой | L12 P3 |
Источник: cnc-maniac.ru
Запуск станка с N-го кадра программы в автоматическом режиме
1 Выберите программу из списка управляющих программ в режиме «List Prog». Затем перейдите в режим «EDIT» и установите курсор на кадр, с которого хотите начать отработку программы. Перейдите в режим «MEM» и нажмите клавишу «CYCLE START»



 курсором выделяем кадр начала обработки
курсором выделяем кадр начала обработки 
 .
.
2 N1260  .
.
3 Т202
Внимание: Необходимым условием для выполнения этой операции является наличие в выбранном для отработки кадре программы функций G54 – G59, адрес инструмента и смещений инструмента, основных режимов резания (подача, обороты).
Кроме того, путем изменения настройки № 36 можно дать указание системе ЧПУ просканировать всю управляющую программу и включить установленные в ней режимы резания, инструмент, G и M функции. Систем ЧПУ на быстром ходу, выведет станочные оси в положение заданное программой до заданного кадра. После этого приступить к дальнейшей отработке программы. Этот способ дает возможность запуска программы практически с любого кадра.
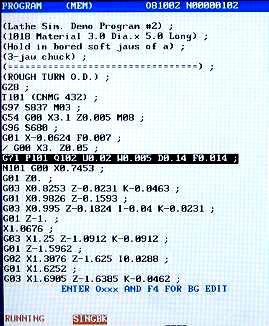
5.6 Single Block Покадровая обработка программы в автоматическом режиме.
В этом режиме программа отрабатывается построчно. Для выполнения каждого последующего кадра необходимо нажать клавишу .
Для применения данного режима необходимо нажать 
На дисплее появится надпись «SINGBK» и при каждом нажатии клавиши станок будет отрабатывать один кадр программы.
Для отмены этого режима необходимо повторно нажать клавишу  .
.
Источник: mydocx.ru