
Комаровский Евгений (Видео: 1972) Доктор Комаровский — детский врач, автор книг о здоровье детей.
Ольга Матвей (Видео: 1466) Мой канал о новых, вкусных и простых рецептах. Подписывайтесь.
Ирина Хлебникова (Видео: 1155) Готовим с Ириной Хлебниковой
Марина Петрушенко (Видео: 1257) Рецепты для мультиварки простые и быстрые, вкусные!
Юлия Фишер (Видео: 989) Практикующий дошкольный педагог — психолог.
Ирина Паукште (Видео: 2444) Секреты и особенности профессии модельер-закройщик.
Калнина Наталья (Видео: 990) Готовьте с радостью вместе со мной и у Вас все получится!
Денис Косташ (Видео: 970) Школа Счастливой Жизни
Мне нравится
× Спасибо! Поделитесь с друзьями!
× Вам не понравилось видео. Спасибо за то что поделились своим мнением!
Добавлено 6 года назад от jools
698 Просмотры
Видеоурок по созданию простой управляющей программы для работы с ЧПУ станком. В уроке предоставлена информация о том как нарисовать, создать 3D модель, выбрать фрезы для черновой и чистовой обработки, сделать симуляцию работы фрезера и сохранить все это в файл, который далее будет использован программой Mach 3.
Как вставить картинку в арткам и сделать управляющую программу
Источник: ortcam.com
ArtCam Занятие 10 Механическая Обработка
В этом разделе Вы создадите простую управляющую программу, используя предварительно подготовленный рельеф. Установочные параметры механообработки в этом примере предназначены только для демонстрации. Подразумевается что Вы уже знаете как эксплуатировать Ваш станок и что Ваших знаний достаточно, чтобы выбрать подходящий инструмент и технологические параметры. Если Вы не уверены в каких-либо аспектах работы вашего станка, консультируйтесь с квалифицированным специалистом или свяжитесь с поставщиком Вашего станка.
Механическая Обработка в ArtCAM Pro начинается после получения трехмерного рельефа. В этом примере Вы используете проект, созданный путем простой вставки нескольких элементов из трехмерных шаблонов, находящийся на компакт дискес ArtCAM Pro.
1. Используя команду Close ( Закрыть ) из меню File ( Файл ) закройте все проекты, с которыми работали до этого.
2. Выберите команду Load — Replace ( Загрузить — Заменить ) в меню Relief ( Рельеф ).
3. Загрузите файл Dragbadg.rlf директории Examples/overview.
Так как не имеется никакого изображения в окне двухмерного вида, АrtСАМ создает полутоновое черно-белое изображение в окне двухмерного вида.
Для создания управляющей программы используется Toolpath Manager ( Менеджер УП ).
4. Переключитесь на инструментальную панель Toolpath ( УП ).
5. Нажмите иконку Material Setup ( Задание Заготовки ).

ArtCam 2018. Создаём управляющую программу.
Material Setup (Задание Заготовки)
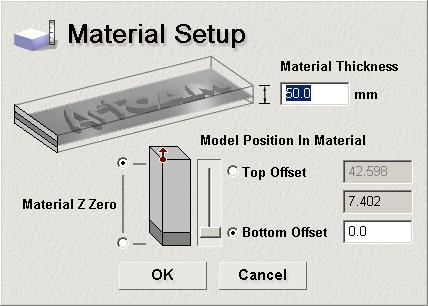
Оставьте все значения по умолчанию и нажмите кнопку ОК .
6. Нажмите иконку Z Level Roughing .

Z Level R oughing
7. Введите в поле Name ( Название ) название траектории движения инструмента — Simple Raster . Это название может иметь не более 32 символов, включая пробелы.

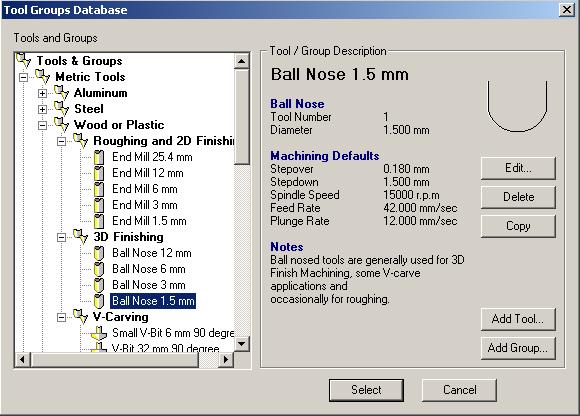
8. В секции R oughing Tool нажмите кнопку Select.
9 . В открывшемся диалоговом окне Tool Groups Database выберите из метрического инструмента для алюминия фрезу Ball Nose 1.5mm и нажмите кнопку Select .
10. Переместитесь в секцию Strategy ( Стратегия ).
11. Выберите тип стратегии — Raster ( Растровая Обработка ).
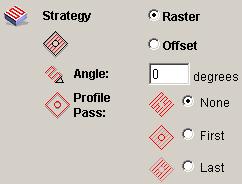
Для этого примера все установки можно оставить по умолчанию.
12. Просмотрите другие закладки.
Значения, которые Вы задали, предназначены только для демонстрации. Если Вы хотите обработать модель из этого примера, выберите значения, которые являются подходящими (и сохраните их!) для Вашею станка. Если имеются какие-нибудь сомнения, обратитесь за справкой к квалифицированному специалисту или поставщику Вашего станка.
13. В самой нижней части окна Z Level R oughing нажмите кнопку Now напротив Calculate .
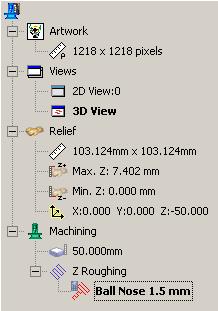
Вы увидите как АrtСАМ в окне трехмерного вида создает управляющую программу в виде линии красного цвета. Если щелкните кнопкой мыши, то ArtCAM даст Вам возможность отказаться от создания траектории движения инструмента.
Как только управляющая программа была создана, ArtCAM сигнализирует об этом — появляется отметка красного цвета рядом с названием траектории движения инструмента на закладке Project .

Быстрый просмотр
Рабочее поле: 900х600х200 мм. Мощность шпинделя: 2,2 кВт. Цанговый патрон: ER-20. Виды обработки.

Быстрый просмотр
Рабочее поле: 600×900 мм. Мощность шпинделя: 2.2 кВт. Высота портала: 150 мм. Фрезерный гравер.

Быстрый просмотр
Рабочее поле: 600×900 мм. Мощность шпинделя: 2.2 кВт. Высота портала: 150 мм. Фрезерный гравер.

Быстрый просмотр
Рабочее поле: 600×1000 мм. Мощность шпинделя: 2.2 кВт. Высота портала: 150 мм. Фрезерный гравер.

Быстрый просмотр
Рабочее поле: 1200х1200 мм. Мощность шпинделя: 3.2 кВт (возможно увеличение до 6 кВт). Цанговый.

Быстрый просмотр
Рабочее поле: 600×900х80 мм. Мощность шпинделя: 1500 Ватт. Цанговый патрон: ER-11. Фрезерный.

Быстрый просмотр
Рабочее поле: 2500х1300 мм. Мощность шпинделя: 3,0 кВт. Цанговый патрон: ER-20. Высота портала.

Быстрый просмотр
Рабочее поле: 1500х1500 мм. Мощность шпинделя: 3,0 кВт. Цанговый патрон: ER-20. Высота портала.

Быстрый просмотр
Рабочее поле: 230х330 мм. Мощность шпинделя: 800 Ватт. Цанговый патрон: ER-11. Высота портала: 65.

Быстрый просмотр
Рабочее поле: 385×580 мм. Мощность шпинделя: 800 Ватт. Цанговый патрон: ER-11. Высота портала: 95.

Быстрый просмотр
Рабочее поле: 615×905 мм. Мощность шпинделя: 1500 Ватт. Цанговый патрон: ER-11. Высота портала.

Быстрый просмотр
Рабочее поле: 900х600х100 мм. Мощность шпинделя: 1,5 кВт (возможно увеличение до 2,2 кВт).

Быстрый просмотр
Рабочее поле: 1300х1800х150 мм. Мощность шпинделя: 2.2 кВт Цанговый патрон: ER-20. Виды.

Быстрый просмотр
Рабочее поле: 1300х1200х150 мм. Мощность шпинделя: 2.2 кВт Цанговый патрон: ER-20. Виды.

Быстрый просмотр
Рабочее поле: 2000х3000 мм. Мощность шпинделя: 4,5 кВт. Цанговый патрон: ER-32. Высота портала.

Быстрый просмотр
Рабочее поле: 315х385 мм. Мощность шпинделя: 800 Ватт. Цанговый патрон: ER-11. Высота портала: 55.

Быстрый просмотр
Рабочее поле: 600×900 мм. Мощность шпинделя: 2.2 кВт. Цанговый патрон: ER-20. Высота портала: 150.

Быстрый просмотр
Рабочее поле: 1300х2500 мм. Мощность шпинделя: 4,5 кВт. Цанговый патрон: ER-32. Высота портала.

Быстрый просмотр
Рабочее поле: 1500х3000 мм. Мощность шпинделя: 3.2 кВт (возможно увеличение до 6 кВт). Цанговый.
Быстрый просмотр
Рабочее поле: 2000х4000 мм. Мощность шпинделя: 4,5 кВт. Цанговый патрон: ER-32. Высота портала.

Быстрый просмотр
Рабочее поле: 1500х3000 мм. Мощность шпинделя: 4,5 кВт. Цанговый патрон: ER-32. Высота портала.

Быстрый просмотр
Рабочее поле: 1300х2500 мм. Мощность шпинделя: 3.2 кВт (возможно увеличение до 6 кВт). Цанговый.

Быстрый просмотр
Станок с рабочим столом 1200х2400 и весом 1400 кг, мощным шпинделем и высокой производительностю.

Быстрый просмотр
Рабочее поле: 2050х3080 мм. Мощность шпинделя: 3.2 кВт (возможно увеличение до 6 кВт). Цанговый.

Быстрый просмотр
Станок с рабочим столом 1200х1800 и весом 1200 кг, мощным шпинделем и высокой производительностю.

Быстрый просмотр
Рабочее поле: 2050х4080 мм. Мощность шпинделя: 3.2 кВт (возможно увеличение до 6 кВт). Цанговый.
Товар добавлен в корзину
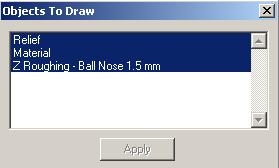
Управляющая программа создается по текущему рельефу, находящемуся в окне трехмерного вида. 14. Нажмите иконку p Object To Draw ( Элементы для Отображения ). 
 Теперь Вы можете исследовать траекторию движения инструмента так же, как было описано в главе Управление Окном Трехмерного Вида раздела Создание Трехмерного Рельефа . Сейчас Вы можете сохранить УП в формате конкретной стойки ЧПУ.
Теперь Вы можете исследовать траекторию движения инструмента так же, как было описано в главе Управление Окном Трехмерного Вида раздела Создание Трехмерного Рельефа . Сейчас Вы можете сохранить УП в формате конкретной стойки ЧПУ. Сохранение УП для конкретной стойки ЧПУ 1. Нажмите иконку Save Toolpath ( Сохранить УП ) на инструментальной панели Toolpath ( УП ).
 Save Toolpath ( Сохранить УП ) Появляется диалоговое окно Save Toolpaths ( Сохранить УП ). Если Вы создали несколько управляющих программ или имеете станок с автоматической сменой инструмента, то Вы можете упорядочить и объединять свои управляющие программы с помощью этого диалогового окно. Для нашего примера, который состоит только из одной управляющей программы, Вы можете просто выбрать выходной формат файла для станка с ЧПУ и нажать кнопку Save ( Сохранить ).
Save Toolpath ( Сохранить УП ) Появляется диалоговое окно Save Toolpaths ( Сохранить УП ). Если Вы создали несколько управляющих программ или имеете станок с автоматической сменой инструмента, то Вы можете упорядочить и объединять свои управляющие программы с помощью этого диалогового окно. Для нашего примера, который состоит только из одной управляющей программы, Вы можете просто выбрать выходной формат файла для станка с ЧПУ и нажать кнопку Save ( Сохранить ). 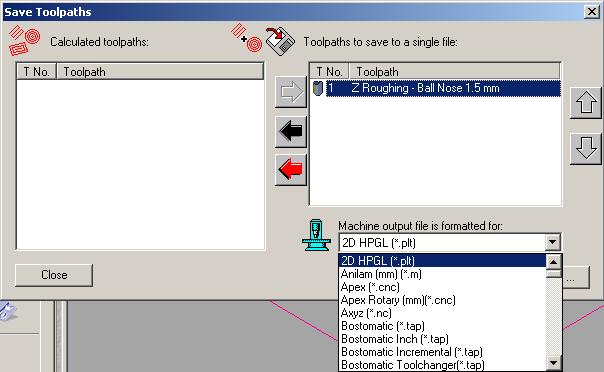 Выходной файл сохраняется в формате конкретного станка с ЧПУ. Для получения подробной информации смотри соответствующий раздел в On-Line Help Manual .
Выходной файл сохраняется в формате конкретного станка с ЧПУ. Для получения подробной информации смотри соответствующий раздел в On-Line Help Manual .
Мы в социальных сетях
Информация
- Статьи
- Сервис
- Программы и инструкции
- Связь с руководителем
Источник: www.yusto.ru
ArtCAM порядок составления управляющей программы для фрезерного станка с ЧПУ

ArtCAM – это довольно многофункциональное программное обеспечение, предназначенное для работы с изображениями, конструирования моделей, а также для передачи созданных управляющих компонентов на станки с ЧПУ. ArtCAM включает в себя широкий набор инструментов для работы дизайнера и мастера за станком, она отличается очень простым интерфейсом, с которым с легкостью разберется даже новичок в фрезеровочной сфере.
Ниже представлен ряд рекомендаций, помогающий быстро понять тонкости работы с программным обеспечением, а также и извлечь максимум производительности. Мы приводим программу, направленную на изготовление деревянного панно на станке с ЧПУ, но это в качестве примера – алгоритм для обработки другого материала выглядит так же.
Алгоритм создания управляющей программы
Весь процесс изготовления моделей на фрезерных станках условно делится на два этапа. На первом необходимо создать управляющее программное обеспечение, а на втором – изготовить изделие.
Процесс разработки необходимой программы выглядит так:
- Сначала необходимо импортировать выбранные изображения. ArtCAM без необходимости конвертирования работает с самыми распространенными разрешениями — bmp, jpeg, gif, tiff. Поддерживаются и чертежи — dwg, dxf, eps. Встроенные графические инструменты позволяют создавать и новое изображение.
- Моделирование трехмерной модели. Это очень ответственный этап, так как она строится из двухмерного изображения, а отобразить ей предстоит уже готовую заготовку. Очень часто мастера прибегают к хитрости – они используют уже готовую трехмерную модель, созданную в профессиональных мастерских.
- Расчет точной траектории, по которой будет двигаться инструмент (выводится показатель черновых и чистовых проходов, определяется конкретный тип фрезы для предстоящих операций).
- Проведение виртуальной фрезеровки, которая сразу же позволяет диагностировать возможные ошибки и исправить их сразу же, не воплощая на заготовке. Виртуальная симуляция ArtCAM дарит возможность сэкономить время и материал, избавления от необходимости произведения пробных версий.
- Этап формирования или изготовления прототипа. Теперь программа полностью готова и может быть экспортирована в память станка.
Ещё одним несомненным плюсом ArtCAM является то, что эта программа содержит специальную библиотеку, где хранятся технические характеристики большого количества современных станков (или постпроцессоров), что позволяет избежать вопросов о несовместимости программного обеспечения. Как правило, управляющая программа в итоге подходит под технические особенности фрезерного станка.
Подробная инструкция
С самого начала в окне ArtCAM мастеру предстоит создать новую модель, при этом указав её точные параметры и разрешение (оптимальный вариант – 10 миллионов пикселей). Теперь нужно импортировать трехмерное изображение будущей заготовки, устанавливается по центру создаваемого макета.
Далее алгоритм выглядит так:
- Высота по отношению к рельефу (то есть значение на оси координат Z ) задается нулевая.
- Длина и ширина изготавливаемой модели (то есть ось координат X и Y ) максимально подгоняются под характеристики самой заготовки. Но по краям необходимо оставить не менее 10 мм, что послужит пространством для черновой обработки.
- Фактическая высота рельефа (то есть показатель Z) выставляется равной толщине будущей модели (но не больше). Теперь отключите пункт «связи по Х, Y», так как эти показатели изменятся вместе с ней.
Правильная обработка торцов требует правильного показателя уклона стенок (все зависит от типа фрезы, но предел составляет 11-14 градусов). Теперь можно создавать двухмерный рисунок рельефа, который станет вспомогательным.
Расположение перемычек располагается на новом слое (создается виртуальный крепеж), что станет схематичным изображением струбцин рабочего стола. В основном окне с трехмерной моделью появляются усеченные конусы – это означает наличие перемычек.
Для каждого этапа фрезеровки (чернового и чистового прохода) необходимо установить четкие зоны ограничения. Для чистового это делается, чтобы избежать взаимодействия хвостовика фрезы с выступающими вперед деталями рельефа (они становятся ступенчатыми после чернового этапа обработки) и обеспечить постепенный проход с необходимой стороны. Диапазон расположения отступов зависит от характера резьбы, для каждой он будет индивидуальным. Затем изображение каждой зоны, которое получилось после всех этих взаимодействий, предстоит контролировать в окне с основной трехмерной моделью. При необходимости можно будет внести ряд изменений.
После всего этого можно приступать за разработку черновой траектории прохода фрезы по оси координат Z. Сначала задается область для обработки, необходимая зона и выбирается тип фрезы. В качестве параметров указывается материал, толщина заготовки, нулевая точка по оси Z , «зона безопасности» и припуск для обработки.
Второй этап в черновой обработке предполагает работу с другой фрезой в тех местах, куда не попал режущий инструмент с большим диаметром. Этот шаг позволяет добиться более качественной степени обработки, убирает ступенчатый рельеф. Траектория высчитывается по тому же плану действий, только необходимо задать меньший показатель припуска на выбранной области (фрезу выбирайте соответствующего типа).
Чистовой проход рассчитывается по этому же плану. Показатель припуска выставляется на нулевой отметке. Если зоны при черновой обработке были уже разграничены, то выстроенные траектории можно объединять – фреза все равно будет двигаться так, как предполагает одна программа, но в разные стороны.
ArtCAM поможет сразу же исправить все погрешности при виртуальном фрезеровании – доступна опция отката к предыдущим шагам, чтобы внести изменения. Перед тем, как переносить управляющее программное обеспечение в память фрезерного станка, его необходимо сохранить в формате, который поддерживает ваше оборудование.
Источник: mirstankov.com